Изобретение относится к области судостроения и касается создания блоков термоизоляционной герметичной стенки из полимерных композиционных материалов (ПКМ) емкостей нового типа, используемых для перевозки жидких грузов и сжиженных газов.
Известен способ изготовления блоков термоизоляционной герметичной стенки емкости для сжиженного газа, встроенной в транспортное судно. Указанный способ их изготовления включает последовательное склеивание нижней несущей панели из фанеры, заполнителя вторичной теплоизоляционной панели, вторичного герметизирующего слоя, заполнителя первичной теплоизоляционной панели, к которому приклеивается верхняя несущая панель также из фанеры (патент, Франция, №2691520, Сборная термоизоляционная герметичная стенка емкости для хранения жидкости при сверхнизких температурах, Chauvin Jean-Michel et Claude Jean, Maurice, 1993 г. ) - прототип.
Однако указанный способ изготовления блоков термоизоляционной герметичной стенки емкости многостадиен, имеет высокую трудоемкость и достаточно продолжительный цикл изготовления. Кроме того, для повышения прочности блоков в поперечном направлении в качестве заполнителя первичной и вторичной теплоизоляционных панелей используется укрепленный (армированный) пенополиуретан, что также увеличивает трудоемкость изготовления блоков и их стоимость.
Соединение всех компонентов блока между собой осуществляется с использованием клеевого состава, что может снизить прочность и надежность конструкции блока, и следовательно всей емкости.
Задачей предлагаемого изобретения является снижение трудоемкости производства блоков термоизоляционной герметичной стенки, сокращение производственного цикла их изготовления, повышение прочности и надежности блоков.
Это достигается тем, что изготовление блока происходит за один технологический прием с использованием метода формования закрытого типа. По изобретению блок имеет единую со всех сторон обформовку из ПКМ (стеклопластика, органопластика, углепластика), обладающего требуемыми свойствами на промежутке температур -163 ÷ +50°C. Обформовка выполняется путем одномоментной пропитки слоев сухого армирующего материала (стеклоткани, органоткани, углеткани) полимерным связующим (на основе винилэфирной, полиэфирной или эпоксидной смолы), образуя единый несущий слой, охватывающий со всех сторон теплоизоляционные панели, что обеспечивает монолитность всей конструкции блока и повышает его прочность и надежность.
Сущность данного способа изготовления блоков термоизоляционной герметичной стенки поясняется чертежами, где представлены:
- типовой блок (поперечное сечение) (фиг. 1);
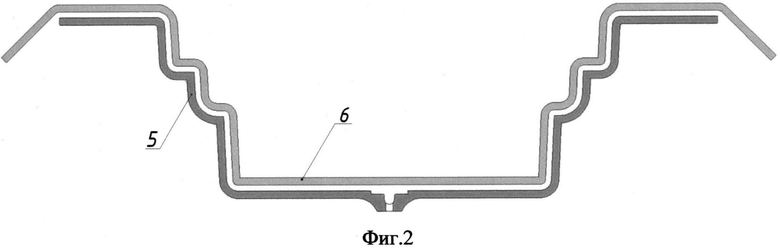
- схема укладки слоев сухого армирующего материала обформовки в формообразующую матрицу (фиг. 2);
- схема с уложенными на слои сухого армирующего материала обформовки заполнителя первичного и вторичного теплоизоляционных панелей с прокладкой между ними вторичного герметизирующего слоя (фиг. 3);
- полностью сформированный блок, расположенный в формообразующей матрице (поперечное сечение) (фиг. 4);
- схема пропитки слоев сухого армирующего материала обформовки связующим с помощью метода инфузии (фиг. 5).
Изготовление типового блока, который состоит из заполнителя первичной 1 и вторичной 2 теплоизоляционных панелей (из поливинилхлоридного пенопласта или пенополиуретана), расположенного между ними вторичного герметизирующего слоя 3, и обформовки - единого несущего слоя 4, производится в следующей последовательности:
A) В формообразующую матрицу 5, на внутреннюю поверхность которой предварительно наносится разделительный слой (не показан), а в ее нижнюю часть помещается технологический материал (смолопроводящая сетка и разделительная ткань), укладываются слои сухого армирующего материала 6. Слои заранее раскраиваются в размер и выпускаются за габариты матрицы 5 для того, чтобы закрыть наружную поверхность заполнителя 2 вторичной теплоизоляционной панели. При укладке слоев армирующего материала стыки разносятся по толщине с шагом 100 мм. Подклейка слоев для их фиксации производится с помощью аэрозольного клея.
Б) На уложенные в матрице 5 слои сухого армирующего материала 6 устанавливается заранее изготовленный в размер заполнитель 1 первичной теплоизоляционной панели, затем - вторичный герметизирующий слой 3 и заранее изготовленный в размер заполнитель 2 вторичной теплоизоляционной панели. Для удобства работ перед началом установки заполнителя каждой теплоизолирующей панели на вертикальные стенки слоев армирующего материала накладывается фторопластовая пленка, которая позволяет заполнителю теплоизолирующей панели опуститься на свое место, не затрагивая слоев армирующего материала 6. После установки заполнителя фторопластовая пленка выдергивается.
B) После установки заполнителя 2 вторичной теплоизолирующей панели выпущенные ранее за габариты матрицы 5 слои сухого армирующего материала 6 заворачиваются на наружную поверхность заполнителя 2 и подрезаются так, чтобы стыки армирующего материала были разнесены по толщине с шагом 100 мм. Для временной фиксации слоев армирующего материала они приклеиваются к поверхности заполнителя 2 теплоизоляционной панели с помощью аэрозольного клея.
Г) Сформированный типовой блок накрывают воздухонепроницаемым гибким пуансоном 7, имеющим инжекционный порт 8 для подачи связующего. Такой же инжекционный порт 9 имеет формообразующая матрица 5. По контуру матрицы устанавливается система 10, обеспечивающая создание вакуума и отбора излишков связующего.
Д) В замкнутом герметичном объеме, образованном матрицей 5 и пуансоном 7, создается вакуум порядка 40-80 кПа, а через инжекционные порты 8, 9 подают связующее, находящееся при давлении 0,2-0,4 кПа, которое пропитывает слои сухого армирующего материала 6. Для лучшего распределения связующего, которое подается через порт 8, между пуансоном 7 и армирующим материалом 6 прокладывается технологический материал (смолопроводящая сетка и разделительная ткань) (не показан).
После пропитки слоев сухого армирующего материала связующим и его отверждением образуется обформовка 4 в виде единого несущего слоя, охватывающего со всех сторон первичную и вторичную теплоизоляционные панели, в результате чего обеспечивается монолитность всей конструкции блока и повышается его прочность и надежность.
Предлагаемый способ уменьшает продолжительность цикла изготовления блоков, снижает трудоемкость их производства при одновременном повышении прочности и надежности конструкции, что выгодно отличает его от прототипа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛКИ П-ОБРАЗНОГО ПРОФИЛЯ СУДОВОГО КОРПУСА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2019 |
|
RU2719527C1 |
| ТЕРМОИЗОЛЯЦИОННАЯ ГЕРМЕТИЧНАЯ СТЕНКА ЕМКОСТИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ СЖИЖЕННОГО ПРИРОДНОГО ГАЗА | 2013 |
|
RU2526870C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХСЛОЙНОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА (ТСПКМ) | 2012 |
|
RU2507071C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТРЁХСЛОЙНОЙ КОНСТРУКЦИИ ИНТЕГРАЛЬНОГО ТИПА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2669499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СРЕДНЕГО СЛОЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2010 |
|
RU2445228C1 |
| АРМИРОВАННЫЙ ТЕХНОПРОФИЛЬ МНОГОСЛОЙНЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2473756C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИЙ ТРЕХСЛОЙНОЙ КОНСТРУКЦИИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2653459C2 |
| Способ изготовления крупногабаритного композитного изделия методом вакуумной инфузии и композитная силовая балка мостовой секции для сборно-разборного мостового сооружения | 2018 |
|
RU2688716C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2620805C1 |
| Способ изготовления многослойного изделия из композиционного материала | 2016 |
|
RU2634016C2 |



Изобретение относится к области судостроения и касается создания блоков термоизоляционной герметичной стенки из полимерных композиционных материалов (ПКМ) емкостей нового типа, используемых для перевозки жидких грузов и сжиженных газов. Изготовление блока производится за один технологический прием с использованием метода формования закрытого типа. Блок имеет единую со всех сторон обформовку из ПКМ, обладающую требуемыми свойствами на промежутке температур -163 ÷ +50°C. Обформовка выполняется путем одномоментной пропитки слоев сухого армирующего материала полимерным связующим, образуя единый несущий слой, охватывающий со всех сторон теплоизоляционные панели, что обеспечивает монолитность всей конструкции блока и повышает его прочность и надежность. Сокращается продолжительность цикла изготовления блоков, снижается трудоемкость их производства. 5 ил.
Способ изготовления блоков термоизоляционной герметичной стенки емкости для сжиженного природного газа, заключающийся в формировании блока путем соединения заполнителей первичной и вторичной теплоизоляционных панелей между собой, с прокладкой между ними вторичного герметизирующего слоя, и их с несущими слоями, отличающийся тем, что указанный блок из полимерных композиционных материалов формируется за один прием путем укладки сначала в заранее подготовленную формообразующую матрицу слоев сухого армирующего материала обформовки, затем - последовательно, заполнителя первичной теплоизоляционной панели, вторичного герметизирующего слоя и заполнителя вторичной теплоизоляционной панели, открытую наружную поверхность которого закрывают слоями сухого армирующего материала, далее матрицу с подключенным к ней инжекционным портом для подачи связующего закрывают герметичным пуансоном с таким же инжекционным портом и через эти порты в матрицу под давлением подается связующее, пропитывающее за счет создания в матрице вакуума слои сухого армирующего материала, которые после отверждения связующего образуют единый несущий слой в виде обформовки из полимерного композиционного материала, объединяющей теплоизоляционные панели в монолитный блок.
| CN 101120068 A, 06.02.2008; | |||
| KR 100751697 B1, 16.08.2007; | |||
| KR 100868704 B1, 13.11.2008; | |||
| СПОСОБ ДРЕНИРОВАНИЯ ЛЕВОГО ЖЕЛУДОЧКА ПРИ ПОВТОРНЫХ ОПЕРАЦИЯХ НА ВОСХОДЯЩЕМ ОТДЕЛЕ АОРТЫ И АОРТАЛЬНОМ КЛАПАНЕ В УСЛОВИЯХ ИСКУССТВЕННОГО КРОВООБРАЩЕНИЯ | 2019 |
|
RU2691520C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛИРУЮЩЕЙ И ГЕРМЕТИЧНОЙ СТЕНКИ РЕЗЕРВУАРА | 2008 |
|
RU2443595C2 |
| СПОСОБ ОБЕСПЕЧЕНИЯ ТЕПЛОВОГО РЕЖИМА ГОЛОВНОГО БЛОКА В СОСТАВЕ РАКЕТЫ КОСМИЧЕСКОГО НАЗНАЧЕНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2004 |
|
RU2302982C2 |

