Изобретение относится к пластмассовому судостроению, касается технологии изготовления балки П-образного профиля судового корпуса из полимерных композиционных материалов (ПКМ) и может быть использовано при изготовлении подкрепляющего набора обшивки корпуса, настилов палуб (платформ), а также полотнищ переборок.
Известен способ изготовления конструкция балок П-образного профиля судового корпуса, которые являются одним из основных конструктивных элементов корпусных конструкций (Правила классификации и постройки морских судов. Часть XVI. Конструкция и прочность корпусов судов из полимерных композиционных материалов. Российский морской регистр судоходства, 2019, Федонюк Н.Н. Применение полимерных композиционных материалов в зарубежном кораблестроении. Обзор по материалам прессы 1990-2006 гг. - СПб, ЦНИИ им. акад. А.Н. Крылова, 2009).
Как известно, проектирование балок набора П-образного профиля наиболее рациональной конструкции для их применения в судостроении диктует необходимость усиления свободных поясков таких балок при помощи введения дополнительных слоев армирующего материала, что позволяет получить максимальную жесткость и несущую способность балки при ее минимальной массе.
Балка П-образного профиля состоит из заполнителя («сердечника») из материала типа пенопласта и его обформовки, которая включает свободный поясок с усилением и стенки, переходящие во фланцы, обеспечивающие соединение с обшивкой корпуса (полотнищем переборок, настилом палуб).
Известный способ изготовления заключается в формовании этих балок непосредственно на обшивке корпуса (настиле палуб) методом контактного формования.
Заполнитель («сердечник») устанавливается на обшивку корпуса (настил палуб, полотнище переборок) через адгезионный состав. Для формирования в углах профиля закругления фланцев или приформовочных угольников требуемого радиуса используется также адгезионный состав, который может быть наполнен микросферами или короткими волокнами (chops) для повышения его вязкости, либо специальные пасты. Далее слои армирующей ткани укладываются на поверхности заполнителя («сердечника») непрерывно по контуру профиля с одновременным образованием фланцев, с помощью которых осуществляется соединение балки набора с обшивкой (настилом, полотнищем). Усиление свободного пояска выполняется путем введения дополнительных слоев ткани или ленты (с укладкой вдоль балки) между основными слоями обформовки, или дополнительные слои могут быть собраны в пакет, который укладывается на заполнитель («сердечник») с последующей обформовкой основными слоями.
Технологические стадии способа заключаются в следующем:
- устанавливается заполнитель («сердечник») на обшивку корпуса (настил палуб, полотнище переборок) через адгезионный состав;
- формируется требуемый радиус в углах профиля между заполнителем («сердечником») и обшивкой корпуса (настилом палуб, полотнищем переборок) с помощью адгезионного состава;
- методом контактного формования выполняется усиление свободного пояска путем введения дополнительных слоев ткани или ленты (с укладкой вдоль балки) между основными слоями обформовки, либо дополнительные слои ткани или ленты собираются в пакет, которые послойно наформовываются на заполнитель («сердечник»);
- методом контактного формования слои армирующей ткани обформовки укладываются на поверхности заполнителя («сердечника») непрерывно по контуру профиля с одновременным образованием фланцев.
Недостатки указанного технического решения - высокая трудоемкость и длительность изготовления балки П-образного профиля методом контактного формования (с применением ручного труда) из-за необходимости послойной пропитки связующим и последующей выкладки с прикаткой слоев армирующего материала усиления свободного пояска и обформовки. Также метод контактного формования относится к вредным производствам из-за свободного выделения стирола и других вредных веществ.
В последнее время наиболее широкое применение для изготовления балок получил метод инфузии, который позволяет заметно повысить прочностные характеристики ПКМ, образующего обформовку заполнителя («сердечника»), значительно повысить качество изготовления и улучшить санитарно-гигиенические условия формования за счет существенного снижения выброса вредных веществ (Материалы семинара по инфузии фирмы DIAB, Швеция, 2006 г.)
Однако, при использовании метода инфузии, когда «сухой» армирующий материал пропитывается связующим за счет создания вакуума между заполнителем («сердечником») и вакуумной пленкой, обформовка деформируется в районе свободного пояска, выходя за заданную ширину свободного пояска профиля, что связано с разными толщинами свободного пояска и стенок и разной плотностью армирующих материалов в этих элементах профиля, которые по-разному обжимаются под вакуумной пленкой.
Известен способ изготовления крупногабаритных композитных изделий для промышленного и гражданского строительства, в том числе силовых балок мостовых секций для сборно-разборного мостового сооружения методом закрытого формования, в частности, методом вакуумной инфузии (см. патент RU №2688716, публ. 22.05.2019 г.), который выбран в качестве прототипа.
Известный способ изготовления заключается в укладке на матрицу вакуумной установки обшивочного мата, для образования которого используют смолопроводяюшую сетку с жертвенной тканью и армирующий волокнистый композиционный материал. На обшивочном мате матрицы в продольно-ориентированном направлении формируют средний слой наполнителя из набора последовательно расположенных в указанном направлении блоков, предварительно армированных волокнистым композиционным материалом. На сформированный наполнитель укладывают обшивочный мат из армирующего волокнистого композиционного материала, жертвенной ткани, смолопроводящей сетки, затем производят формирование вакуумного мешка, создают в установке вакуум и осуществляют подачу термореактивного полимерного связующего. Композитное изделие получают после отверждения полимерного связующего.
При реализации известного изобретения используют предварительно армированные волокнистым композиционным материалом блоки с П-образным поперечным сечением, которые последовательно укладывают на обшивочный мат матрицы, сформированный на ее выступе, контур внешней поверхности которого соответствует контуру внутренней поверхности используемых блоков.
Однако предложенный способ изготовления по патенту RU №2688716 не предполагает введения дополнительных слоев армирующего материала в свободный поясок П-образной балки, что не позволяет изготавливать этим способом балки наиболее рациональной конструкции, так как при использовании предложенного способа, когда «сухой» армирующий материал с дополнительно введенными усиливающими слоями пропитывается связующим за счет создания вакуума между заполнителем («сердечником») и вакуумной пленкой, обформовка деформируется в районе свободного пояска, выходя за заданную ширину свободного пояска профиля, что связано с разными толщинами свободного пояска и стенок и разной плотностью армирующих материалов в этих элементах профиля, которые по-разному обжимаются под вакуумной пленкой.
А также, применение матрицы, обладающей сложной геометрией, по известному способу изготовления (RU №2688716), предполагает ее предварительное изготовление, при этом необходимо также и изготовление наполнителя балки набора, также имеющего сложную форму, с его армированием волокнистым композиционным материалом методом контактного формования. Все вышеперечисленное приводит к существенному повышению трудоемкости при изготовлении П-образной балки.
Задачей изобретения является исключение деформации обформовки в районе свободного пояска при применении метода инфузии, что позволяет обеспечить требуемую геометрию профиля, заметно повысить прочностные характеристики ПКМ, образующего обформовку заполнителя («сердечника»), а также значительно повысить качество изготовления балки П-образного профиля. Дополнительно достигаются: снижение трудоемкости, сокращение времени изготовления балки П-образного профиля.
Поставленная задача решается следующим образом. Способ изготовления балки П-образного профиля судового корпуса из полимерных композиционных материалов, состоящей из заполнителя («сердечника») типа пенопласта, обформованного полимерным композиционным материалом, образующим свободный поясок, армированный дополнительными слоями армирующего материала, создающего усиление пояска, и стенки балки, плавно переходящие во фланцы, обеспечивающие соединение с пластиной корпуса, с применением метода инфузии, предусмотрены следующие отличия: перед укладкой слоев «сухого» армирующего материала обформовки на заполнитель производится наформовка на него дополнительных слоев армирующего материала, усиливающих поясок, после чего производится пропитка слоев «сухого» армирующего материала обформовки связующим за счет создания вакуума с помощью метода инфузии.
А также, дополнительные слои армирующего материала, образующие усиление свободного пояска, собираются в «сухом» виде в пакет, пропитываются связующим с помощью метода инфузии и после отверждения приклеиваются к заполнителю.
А также, на свободный поясок и стенки обформовки, образованные слоями «сухого» армирующего материала, уложенными на заполнитель («сердечник»), надевается перфорированная формообразующая планка П-образного вида, и после укладки на слои и планку смолопроводящего пакета и вакуумной пленки производится пропитка связующим с использованием метода инфузии.
Указанные задачи достигаются двумя способами:
- применение метода инфузии с разделением процесса формования на два этапа;
- применение метода инфузии с использованием специальной оснастки.
В первом способе дополнительное армирование, создающее усиление свободного пояска, наформовывается на заполнитель («сердечник») методом контактного формования и, после отверждения, производится укладка слоев «сухого» армирующего материала обформовки, и его пропитка связующим методом инфузии.
Возможно собирать дополнительные слои армирующего материала в отдельный пакет и формовать методом инфузии. Затем, после отверждения, сформированная, таким образом, заготовка приклеивается к заполнителю («сердечнику») с помощью адгезионного состава, далее производится укладка «сухого» армирующего материала обформовки, и его пропитка методом вакуумной инфузии.
Таким образом, операция изготовления обформовки балки П-образного профиля методом контактного формования заменяется на метод инфузии, что к приводит к достижению поставленной задачи.
Способ 1 поясняется следующими рисунками:
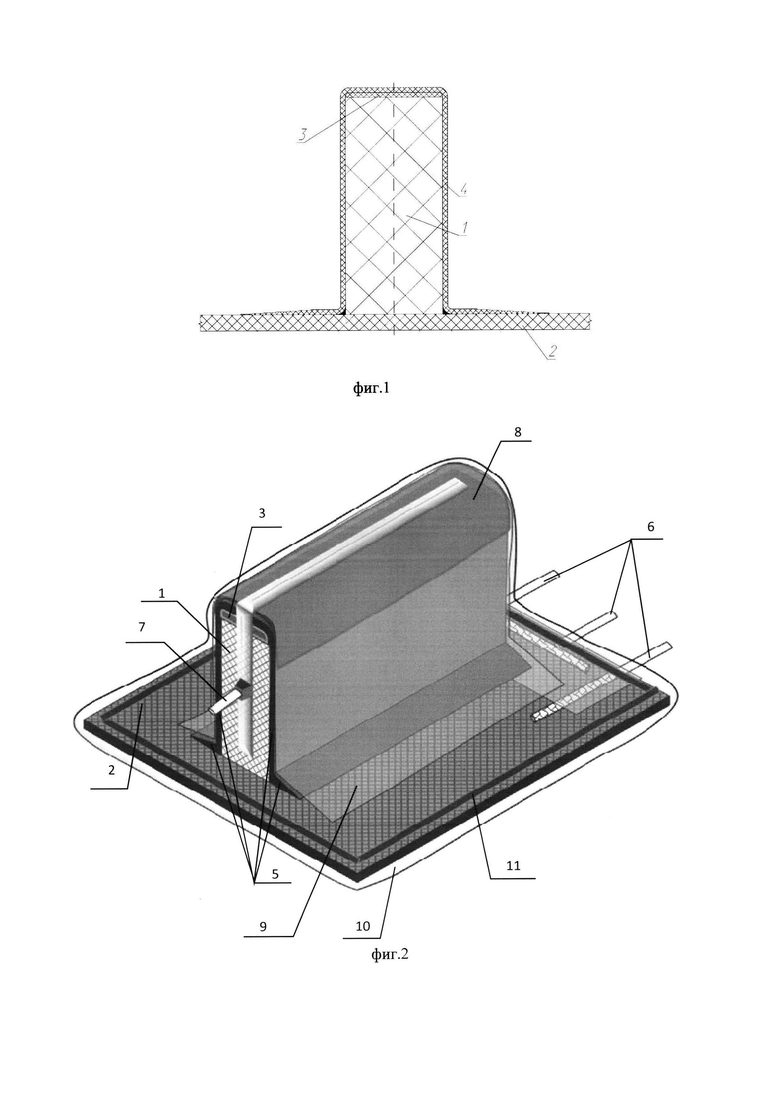
- конструкция балки П-образного профиля - фиг. 1; - общий вид балки П-образного вида перед процессом инфузии - фиг. 2, -
где на фиг. 1
1 - заполнитель («сердечник»);
2 - обшивка корпуса (настил палуб, полотнище переборок);
3 - усиление свободного пояска;
4 - обформовка;
где на фиг. 2
1 - заполнитель («сердечник»);
2 - обшивка корпуса (настил палуб, полотнище переборок);
3 - усиление свободного пояска;
5 - «сухой» армирующий материал обформовки;
6 - трубки отвода связующего;
7 - трубка подвода связующего;
8 - смолопроводящая сетка;
9 - разделительная ткань;
10 - вакуумная пленка;
11 - герметизирующий жгут.
Процесс изготовления балки П-образного профиля судового корпуса из полимерных композиционных материалов по предлагаемому способу заключается в следующем:
- изготавливается заполнитель («сердечник») балки П-образного профиля 1;
- осуществляется приклейка заполнителя («сердечника») 1 балки П-образного профиля с помощью адгезионного состава к обшивке корпуса (настилу палуб, полотнищу переборок) 2;
- армирование, создающее усиление свободного пояска 3, наформовывается на заполнитель («сердечник») 1 методом контактного формования, либо дополнительные слои армирующего материала, образующие усиление свободного пояска, собираются в пакет и пропитываются связующим методом инфузии с целью получения заготовки усиления свободного пояска 3;
- в случае изготовления заготовки усиления свободного пояска, после отверждения сформированная, таким образом, заготовка усиления свободного пояска 3 приклеивается к заполнителю («сердечнику») 1 с помощью адгезионного состава;
- все слои «сухой» армирующей ткани обформовки 4 укладываются на поверхность заполнителя («сердечника») 1, установленного на обшивку (настил палуб, полотнище переборок) 2, и на усиление свободного пояска 3 непрерывно по контуру профиля с одновременным образованием фланцев (на фиг. 1 не обозначено);
- на заполнитель («сердечник») с усилением свободного пояска 3, уложенным «сухим» армирующим материалом 5, укладывается пакет вспомогательных материалов для проведения процесса инфузии (фиг. 2):
6 - трубки отвода связующего;
7 - трубка подвода связующего;
8 - смолопроводящая сетка;
9 - разделительная ткань;
10 - вакуумная пленка;
11 - герметизирующий жгут.
- производится пропитка связующим обформовки балки П-образного профиля;
- после отверждения удаляются все вспомогательные материалы.
В способе 2 необходимо изготовить и применить перфорированную формообразующую планку П-образного вида, что позволит перейти к формованию обформовки профиля за один этап.
Для формования этим способом необходимо изготовить перфорированную формообразующую планку П-образного вида с округлениями в углах радиусом 10 мм по внутренней поверхности. Материал формообразующей планки - термопластичный полимер. На свободный поясок и стенки обформовки, образованные слоями «сухого» армирующего материала, уложенными на заполнитель («сердечник»), надевается перфорированная формообразующая планка П-образного вида и после укладки на слои и планку смолопроводящего пакета и вакуумной пленки производится пропитка связующим с использованием метода инфузии
Таким образом, исключается деформация обформовки в районе свободного пояска, что позволяет обеспечить требуемую геометрию профиля и заметно повысить прочностные характеристики ПКМ, образующего обформовку профиля.
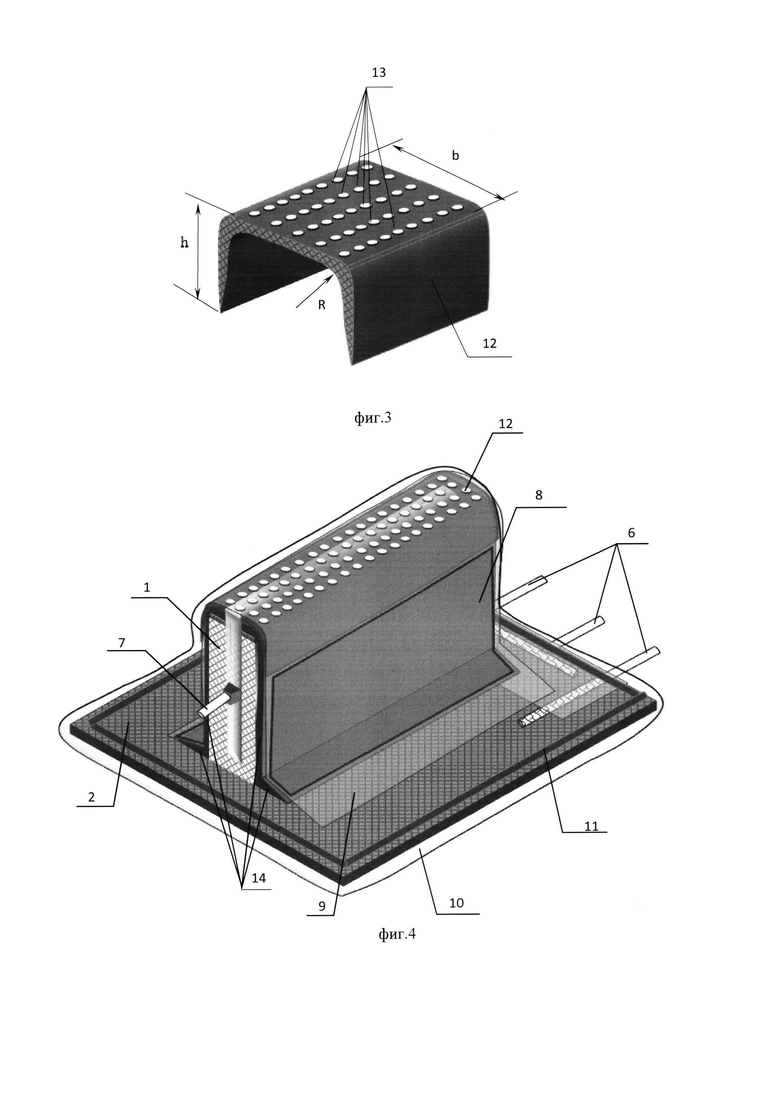
Способ 2 поясняется следующими рисунками: конструкция балки П-образного профиля - фиг. 1; перфорированная формообразующая планка П-образного вида - фиг. 3; общий вид балки П-образного вида с перфорированной формообразующей планкой перед процессом инфузии - фиг. 4;
где на фиг. 1
1 - заполнитель («сердечник»);
2 - обшивка корпуса (настил палуб, полотнище переборок);
3 - усиление свободного пояска;
4 - обформовка.
где на фиг. 3
12 - формообразующая планка П-образного вида;
13 - перфорация формообразующей планки П-образного вида
- формообразующая планка П-образного вида с размерами h=2/3H, b=B+4 мм, R=10 мм; где h, b - высота и ширина (по внутренней поверхности) формообразующей планки соответственно; R - внутренний радиус скругления в углах формообразующей планки, Н, В - высота и ширина заполнителя с обформовкой, соответственно;
- перфорация формообразующей планки П-образного вида, диаметр отверстия = 3 мм, расстояния между отверстиями и краями планки 16÷20 мм.
где на фиг. 4
1 - заполнитель («сердечник»);
2 - обшивка корпуса (настил палуб, полотнище переборок);
6 - трубки отвода связующего;
7 - трубка подвода связующего;
8 - смолопроводящая сетка;
9 - разделительная ткань;
10 - вакуумная пленка;
11 - герметизирующий жгут;
12 - формообразующая планка П-образного вида;
14 - «сухой» армирующий материал обформовки, включая усиление свободного пояска. Процесс изготовления балки П-образного профиля судового корпуса из полимерных композиционных материалов по предлагаемому способу заключается в следующем:
- изготавливается заполнитель («сердечник») балки П-образного профиля 1;
- осуществляется приклейка заполнителя («сердечника») балки П-образного профиля 3 к обшивке корпуса (настилу палуб, полотнищу переборок) 2 с помощью адгезионного состава;
- укладываются все слои «сухой» армирующей ткани обформовки 4, включая усиление 3 свободного пояска, на поверхность заполнителя («сердечника») 1, установленного на обшивку (настил палуб, полотнище переборок), непрерывно по контуру профиля с одновременным образованием фланцев;
- укладывается смолопроводящая сетка 8 и разделительная ткань 9;
- устанавливается перфорированная формообразующая планка П-образного вида 12 с перфорацией 13 на уложенные на заполнитель («сердечник») слои «сухого» армирующего материала, включая усиление свободного пояска 14;
- укладывается пакет вспомогательных материалов:
6 - трубки отвода связующего;
7 - трубка подвода связующего;
10 - вакуумная пленка;
11 - герметизирующий жгут.
- производится пропитка связующим обформовки балки П-образного профиля;
- после отверждения удаляются все вспомогательные материалы.
Таким образом, предлагаемый способ изготовления балок П-образного профиля за счет наформовки на заполнитель дополнительных слоев армирующего материала и пропитки слоев «сухого армирующего материала связующим с использованием метода инфузии исключает деформации обформовки в районе свободного пояска, что позволяет обеспечить требуемую геометрию профиля балки, заметно повысить прочностные характеристики ПКМ, образующего обформовку, а также значительно повысить качество изготовления балки П-образного профиля. Применение метода инфузии для формования обформовки заполнителя позволяет при получении перечисленных выше положительных качеств также снизить трудоемкость и время изготовления балки П-образного профиля при значительном улучшении санитарно-гигиенических условий формования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИЙ ТРЕХСЛОЙНОЙ КОНСТРУКЦИИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2653459C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКОВ ТЕРМОИЗОЛЯЦИОННОЙ ГЕРМЕТИЧНОЙ СТЕНКИ ЕМКОСТИ НОВОГО ТИПА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ СЖИЖЕННОГО ПРИРОДНОГО ГАЗА | 2013 |
|
RU2566588C2 |
| СТЫКОВОЕ ФОРМОВАННОЕ СОЕДИНЕНИЕ ЛИСТОВЫХ ЭЛЕМЕНТОВ СВЯЗЕЙ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2020 |
|
RU2751505C1 |
| Способ изготовления крупногабаритного композитного изделия методом вакуумной инфузии и композитная силовая балка мостовой секции для сборно-разборного мостового сооружения | 2018 |
|
RU2688716C1 |
| ЗАЩИТНОЕ ОГРАЖДЕНИЕ РЕАКТОРНОГО ОТСЕКА СУДНА | 2019 |
|
RU2726510C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТРЁХСЛОЙНОЙ КОНСТРУКЦИИ ИНТЕГРАЛЬНОГО ТИПА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2669499C1 |
| Способ изготовления многослойного изделия из композиционного материала | 2016 |
|
RU2634016C2 |
| Узел крепления насыщения к панели из армированного пластика | 1978 |
|
SU779160A1 |
| КАРКАС ПОВОРОТНОГО СОПЛА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ВЫКЛАДОЧНО-ПРЕССОВОЧНАЯ ОСНАСТКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2014 |
|
RU2551467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЫШИ ВАГОНА-ХОППЕРА | 2013 |
|
RU2567098C2 |
Изобретение относится к пластмассовому судостроению и может быть использовано при изготовлении подкрепляющего набора обшивки корпуса, настилов палуб (платформ), полотнищ переборок. Предложен способ изготовления балки П-образного профиля судового корпуса из полимерных композиционных материалов, состоящей из заполнителя («сердечника») типа пенопласта, обформованного полимерным композиционным материалом, образующим свободный поясок, армированный дополнительными слоями армирующего материала, создающего усиление пояска, и стенки балки, плавно переходящие во фланцы, обеспечивающие соединение с пластиной корпуса, с применением метода инфузии, причем перед укладкой слоев «сухого» армирующего материала обформовки на заполнитель производится наформовка на него дополнительных слоев армирующего материала, усиливающих поясок, после чего производится пропитка слоев «сухого» армирующего материала - обформовки связующим за счет создания вакуума с помощью метода инфузии. Технический результат заключается в повышении прочностных характеристик, качества изготовления балки П-образного профиля, а также в снижении трудоемкости, сокращении времени изготовления балки П-образного профиля и улучшении санитарно-гигиенических условий формования. 2 з.п. ф-лы, 4 ил.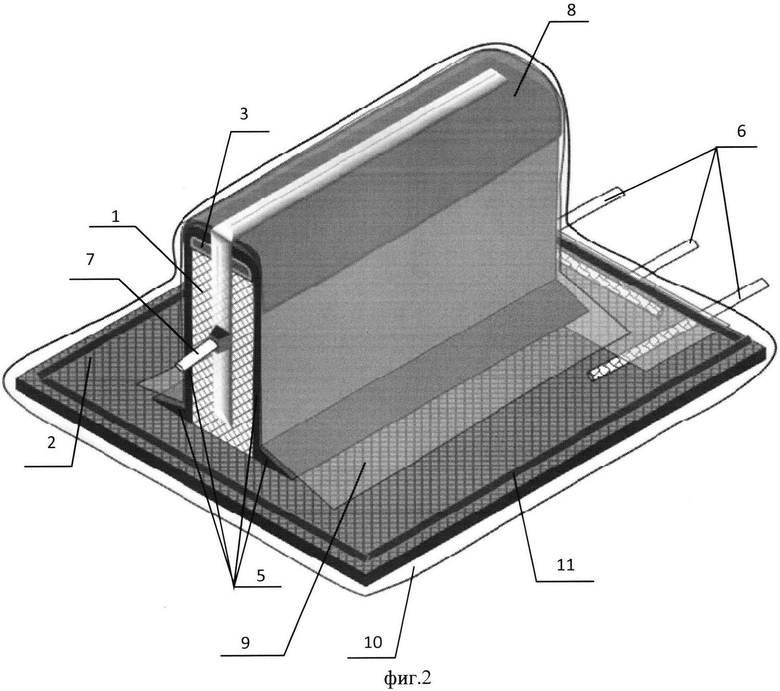
1. Способ изготовления балки П-образного профиля судового корпуса из полимерных композиционных материалов, состоящей из заполнителя-«сердечника» типа пенопласта, обформованного полимерным композиционным материалом, образующим свободный поясок, армированный дополнительными слоями армирующего материала, создающего усиление пояска, и стенки балки, плавно переходящие во фланцы, обеспечивающие соединение с пластиной корпуса, с применением метода инфузии, отличающийся тем, что перед укладкой слоев «сухого» армирующего материала обформовки на заполнитель производится наформовка на него дополнительных слоев армирующего материала, усиливающих поясок, после чего производится пропитка слоев «сухого» армирующего материала - обформовки связующим за счет создания вакуума с помощью метода инфузии.
2. Способ изготовления балки П-образного профиля судового корпуса из полимерных композиционных материалов по п. 1, отличающийся тем, что дополнительные слои армирующего материала, образующие усиление свободного пояска, собираются в «сухом» виде в пакет, пропитываются связующим с помощью метода инфузии и после отверждения приклеиваются к заполнителю.
3. Способ изготовления балки П-образного профиля судового корпуса из полимерных композиционных материалов по п. 1, отличающийся тем, что на свободный поясок и стенки обформовки, образованные слоями «сухого» армирующего материала, уложенными на заполнитель-«сердечник», надевается перфорированная формообразующая планка П-образного вида и после укладки на слои и планку смолопроводящего пакета и вакуумной пленки производится пропитка связующим с использованием метода инфузии.
| Способ изготовления крупногабаритного композитного изделия методом вакуумной инфузии и композитная силовая балка мостовой секции для сборно-разборного мостового сооружения | 2018 |
|
RU2688716C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ С РЕБРАМИ ЖЕСТКОСТИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2623773C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХСЛОЙНОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА (ТСПКМ) | 2012 |
|
RU2507071C1 |
| ДЛИННОМЕРНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ТИПА СТРОИТЕЛЬНОЙ БАЛКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2542294C2 |
| WO 2015158865 A1, 22.10.2015 | |||
| Способ получения пищевых яиц, обогащенных полиненасыщенными жирными кислотами | 2017 |
|
RU2662202C1 |

