Изобретение относится к способу изготовления крупногабаритных композитных изделий для промышленного и гражданского строительства, в том числе, мостостроения, и может быть использовано для изготовления настилов, пролетов мостовых сооружений и, предпочтительно, силовых балок мостовых секций для сборно-разборного мостового сооружения методом закрытого формования, в частности, методом вакуумной инфузии.
В настоящее время композиционные материалы находят все более широкое применение в различных отраслях техники и промышленности, что обусловлено их свойствами, выгодно отличающими их от традиционных материалов.
Основными требованиями, предъявляемыми к композитным изделиям, являются возможность их изготовления с различными параметрами при высоком качестве по прочности, жесткости, влаго- и коррозионной стойкости.
Традиционно, для изготовления крупногабаритных композитных изделий используют технологию вакуумной инфузии, основанную на использовании разряжения под пленкой матрицы с формируемым изделием, под действием которого происходит втягивание полимерного связующего с пропиткой армирующих волокнистых материалов.
Известно техническое решение (см. патент RU №2507071, публ. 20.02.2014 г.), в соответствии с которым предлагается способ для изготовления крупногабаритного композитного изделия методом вакуумной инфузии, заключающийся в формировании наполнителя среднего слоя из последовательно уложенных в ряд блоков, боковые грани каждого из которых имеют внешнюю оболочку из армированного материала, в укладке наполнителя в матрицу на нижний несущий слой, сформированный из последовательно уложенных друг на друга слоев смолопроводящей сетки, жертвенной ткани и, по меньшей мере, одного слоя армирующего материала, в последующей укладке на блок-наполнитель верхнего несущего слоя в виде последовательно уложенных слоев армирующего материала, жертвенной ткани, смолопроводящей сетки, в формировании вакуумного мешка, в создании в оснастке вакуума и подаче полимерного связующего, в получении композитного изделия после отверждения полимерного связующего.
При реализации данного технологического процесса используют длинномерные блоки с трапециевидным поперечным сечением, укладку которых при формировании наполнителя осуществляют поочередно широким основанием вверх/вниз, т.е. путем перекантовывания блоков, что увеличивает трудозатраты при осуществлении технологического процесса и может привести к их повреждению, следовательно, к ухудшению прочностных свойств изготавливаемого композитного изделия.
При формировании наполнителя используют длинномерные блоки из вспененного полимерного материала, в каждом из которых выполняют более десяти сквозных отверстий с диаметром до 10 мм, которые предназначены для обеспечения проникновения полимерного связующего как в верхний, так и в нижний слои армирующего материала при проведении формования с применением вакуума.
Однако выполнение значительного количества сквозных отверстий в блоках, с одной стороны, повышает трудоемкость изготовления каждого блока, с другой стороны, при указанном типе используемого материала для блоков имеет место образование в этом материале микротрещин, что может привести к его разрушению в процессе формирования наполнителя в матрице вследствие значительных габаритов блоков по длине, а также к ухудшению прочности и жесткости композитного изделия, что снижает его эксплуатационную надежность при силовых нагрузок, характерных для конструкционных изделий мостовых сооружений.
Известен способ изготовления крупногабаритного композитного изделия методом вакуумной инфузии (см патент RU №2634016, публ. 23.10.2017 г.), которое выбрано в качестве ближайшего аналога изобретения в части заявляемого способа изготовления композитного изделия методом вакуумной инфузии.
Способ изготовления крупногабаритного композитного изделия методом вакуумной инфузии по патенту RU №2634016 заключается в укладке на матрицу обшивочного мата из армирующего волокнистого композиционного материала, жертвенной ткани, смолопроводящей сетки, в формировании на обшивочном мате матрицы в продольно- ориентированном направлении П-образного наполнителя среднего слоя из набора последовательно расположенных в данном направлении блоков, в армировании блоков волокнистым композиционным материалом, в укладке на сформированный наполнитель обшивочного мата из армирующего волокнистого композиционного материала, жертвенной ткани, смолопроводящей сетки, в формировании вакуумного мешка, в создании в установке вакуума, в подаче термореактивного полимерного связующего, в получении композитного изделия после отверждения полимерного связующего.
Однако известный технологический процесс по изготовлению крупногабаритного композитного изделия имеет низкую производительность, т.к. при реализации его используют промежуточные технологические операции, заключающиеся в формировании во внутреннем объеме матрицы П-образного наполнителя из оппозитно расположенных относительно продольной оси матрицы L-образных блоков, фиксируемых в этом направлении закладным брусом. Каждый L-образный блок изготавливают из отдельных соединяемых между собой армированных волокнистым композиционным материалом конструкционных элементов на основе прямоугольных блоков. При реализации данных технологических операций формируемый П-образный наполнитель среднего слоя имеет значительное количество соединительных элементов, для размещения которых используют соответствующие отверстия, что может привести к образованию в зоне этих отверстий значительного количества микротрещин вне зависимости от используемого для изготовления блоков материалов и особенно при использовании для этих целей пенопласта.
При формировании П-образного наполнителя из L-образных блоков возможно смещение продольной оси формируемого П-образного наполнителя в направлении одной из боковых стенок матрицы и при осуществлении процесса вакуумной инфузии будет иметь место неравномерный контакт армирующего волокнистого материала обшивочного мата с противолежащей боковой поверхностью наполнителя, что нарушает монолитность готового композитного изделия и приводит к ухудшению его прочности и жесткости, а, следовательно, к снижению его эксплуатационной надежности при силовых нагрузках, характерных для конструкционных композитных изделий, в частности, композитной силовой балки мостовой секции, образующей при стыковке со смежными балками сборно-разборного мостового сооружения поверхность движения для мобильных технических средств, как это предусмотрено в техническом решении по патенту RU №2600138, публ. 20.10.2016 г., которое выбрано в качестве ближайшего аналога заявляемого изобретения в части, касающейся композитной силовой балки мостовой секции для сборно-разборного мостового сооружения.
В соответствии с техническим решением по патенту RU №2600138 композитная силовая балка мостовой секции для сборно-разборного мостового сооружения содержит опорную часть и соединенные с ней концевые стыковочные элементы для смежных откидных балок мостового сооружения, опорная часть балки имеет средний слой из продольно- ориентированного формообразующего наполнителя и охватывающей его обшивки на основе армирующего волокнистого материала с отвержденным полимерным связующим.
Композитная силовая балка мостовой секции используется в составе сборно-разборного мостового сооружения монтируемого на мобильном транспортном средстве и предназначенного для быстрого устройства мостовых переходов через препятствие как в военных целях, так и в подразделениях аварийно-спасательных служб в чрезвычайных ситуациях мирного времени (см., патент RU №2250947, публ. 27.04.2005 г.).
Однако обшивка силовой балки мостовой секции из композитного материала для сборно-разборного мостового сооружения по патенту №2600138 в результате значительных растягивающих напряжений, сдвиговых деформаций под действием движителей тяжелых транспортных средств и особенно в зоне концевых стыковочных элементов, для образовании которых использованы расположенные в объеме композитной обшивки и соединенные с ней металлические вставки, расслаивается, что свидетельствует о низкой эксплуатационной надежности используемых при изготовлении обшивки волокнистого композиционного материала и о неэффективности конструктивного исполнения концевых стыковых элементов.
Таким образом, из анализа известного уровня техники следует, что используемый для изготовления композитной силовой балки мостовой секции для сборно-разборного мостового сооружения известный технологический процесс, как по производительности, так и по изготовлению эксплуатационного надежного крупногабаритного композитного изделия на его основе неэффективен по выполняемым технологическими операциям и по используемым для его реализации оборудования и материалам, что свидетельствует о целесообразности создания технологического процесса изготовления крупногабаритного композитного изделия методом вакуумной инфузии с минимальным количеством технологических операций для его осуществления с одновременным улучшением технических характеристик по прочности и надежности композитного изделия для мостовой секции сборно-разборного мостового сооружения, монтируемого на мобильном транспортном средстве с целью обустройства мостовых переходов.
Технический результат изобретения, в части касающейся способа изготовления крупногабаритного композитного изделия методом вакуумной инфузии, заключается в повышении производительности технологического процесса с одновременным улучшением надежности формования крупногабаритного композитного изделия по прочности и жесткости к действующим силовым нагрузкам при его эксплуатации.
Технический результат изобретения, в части касающейся композитной силовой балки мостовой секции для сборно-разборного мостового сооружения, заключается в повышении эксплуатационной надежности балки к действующим силовым нагрузкам при ее эксплуатации в составе сборно- разборного мостового сооружения.
Для решения поставленного технического результата, предложен способ изготовления крупногабаритного композитного изделия методом вакуумной инфузии, заключающийся в укладке на матрицу обшивочного мата из армирующего волокнистого композиционного материала, жертвенной ткани, смолопроводящей сетки, в размещении на обшивочном мате матрицы в продольно- ориентированном направлении среднего слоя в виде наполнителя из набора последовательно расположенных блоков, в предварительном армировании блоков волокнистым композиционным материалом, в укладке на сформированный наполнитель обшивочного мата из армирующего волокнистого композиционного материала, жертвенной ткани, смолопроводящей сетки, в формировании вакуумного мешка, в создании в установке вакуума и подаче термореактивного полимерного связующего, в получении композитного изделия после отверждения полимерного связующего, в котором, согласно изобретению, для формирования наполнителя используют блоки с П-образным поперечным сечением армированные мультиаксиальной стеклотканью, которые последовательно укладывают на обшивочный мат матрицы, имеющей выступ с контуром внешней поверхности соответствующим контуру внутренней поверхности блоков формируемого наполнителя, противолежащие торцы которого при ориентации в продольном направлении данного выступа фиксируют между опорами, шагово смещенными на длину формируемого наполнителя, при формировании обшивочных матов используют параллельно расположенные по толщине матов слои из углеродных лент с однонаправленной ориентацией углеродного волокна в направлении продольной оси наполнителя при объемной плотности лент 1,6-1,7 г/см3 и из мультиаксиальной стеклоткани плотностью 600-1250 г/м2 с образованием на основе последней внешнего слоя композитного изделия и армирующего слоя для П-образных блоков, при этом используют термореактивное полимерное связующее с динамической вязкостью не более 0,5 Па⋅с, температурой отверждения 70-110°С, подачу которого осуществляют в количестве, равным (0.6-0,8)Р, где Р- масса (кг) волокнистых композиционных материалов, используемых при армировании П-образных блоков и формировании обшивочных матов.
Согласно изобретению, при формировании слоя матов из углеродных лент их последовательно смещают относительно друг друга по ширине обшивочных матов,
Согласно изобретению, при формировании наполнителя используют блоки из жесткого пенопласта на основе пенополиуретана плотностью 70-150 кг/м3.
Для решения поставленного технического результата, предложена композитная силовая балка мостовой секции для сборно-разборного мостового сооружения, содержащая опорную часть и соединенные с ней концевые стыковочные элементы для смежных откидных балок мостового сооружения, опорная часть балки имеет средний слой из центрально- ориентированного в направлении ее продольной оси формообразующего наполнителя и охватывающей его обшивки на основе армирующего волокнистого материала с отвержденным полимерным связующим, согласно изобретению, формообразующий наполнитель балки имеет П-образное поперечное сечение, обшивка которого выполнена многослойной с наружной поверхностью из стеклопластика, горизонтально ориентированный участок обшивки по наружному контуру балки образует поверхность движения мостового сооружения, а концевые стыковочные элементы балки выполнены в виде охватывающих наружные поверхности обшивки металлических скоб, имеющих вертикально- ориентированные пластины для взаимодействия с внутренними вертикально- ориентированными стенками обшивки балки и расположенные на горизонтально -ориентированной части скоб боковые кронштейны с проушинами.
При реализации изобретения, в части касающейся способа изготовления крупногабаритного композитного изделия методом вакуумной инфузии, обеспечивается изготовление крупногабаритного композитного изделия с минимальным количеством технологических операций для его осуществления с одновременным улучшением при этом технических характеристик по прочности и надежности изготавливаемого композитного изделия в виде силовой балки для мостовой секции сборно-разборного мостового сооружения, монтируемого на мобильном транспортном средстве с целью обустройства мостовых переходов.
При анализе известного уровня техники не выявлено технических решений, имеющих аналогичную совокупность признаков для решения названных технических результатов, что свидетельствует о соответствии заявляемого технического решения критериям изобретения: «новизна», «изобретательский уровень».
При реализации изобретения используют традиционно известные материалы и технологическое оборудование, что свидетельствует о соответствии его критерию «промышленная применимость».
Изобретение поясняется нижеприведенным описанием и графическими материалами, где на:
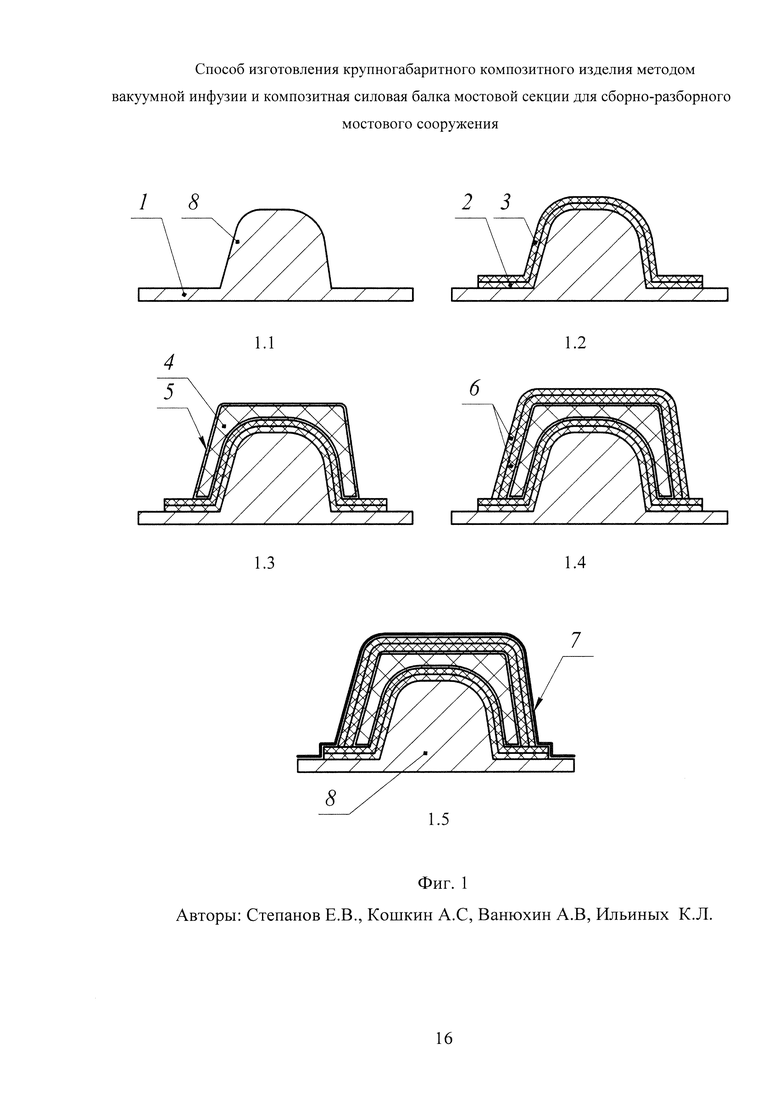
Фиг. 1 показана последовательность технологических операций (рисунки 1.1-1.5) при выполнении способа изготовления крупногабаритного композитного изделия методом вакуумной инфузии:
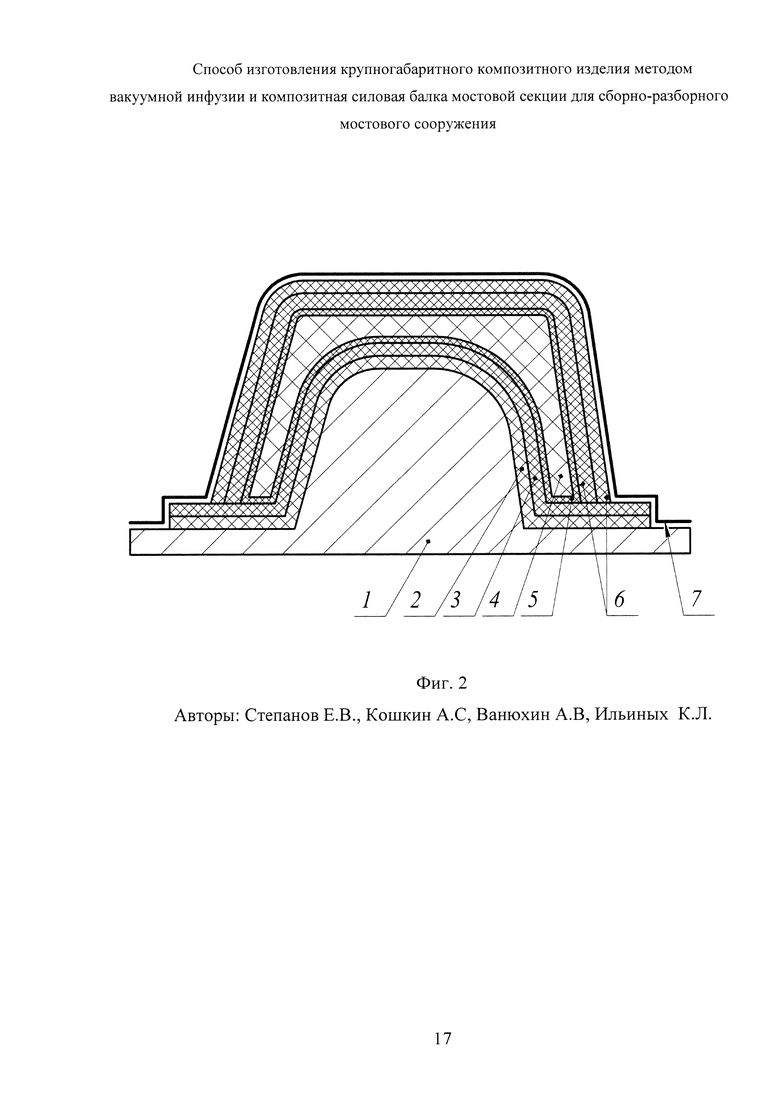
Фиг. 2 - то же, что на фиг 1 (рисунок 1.5);
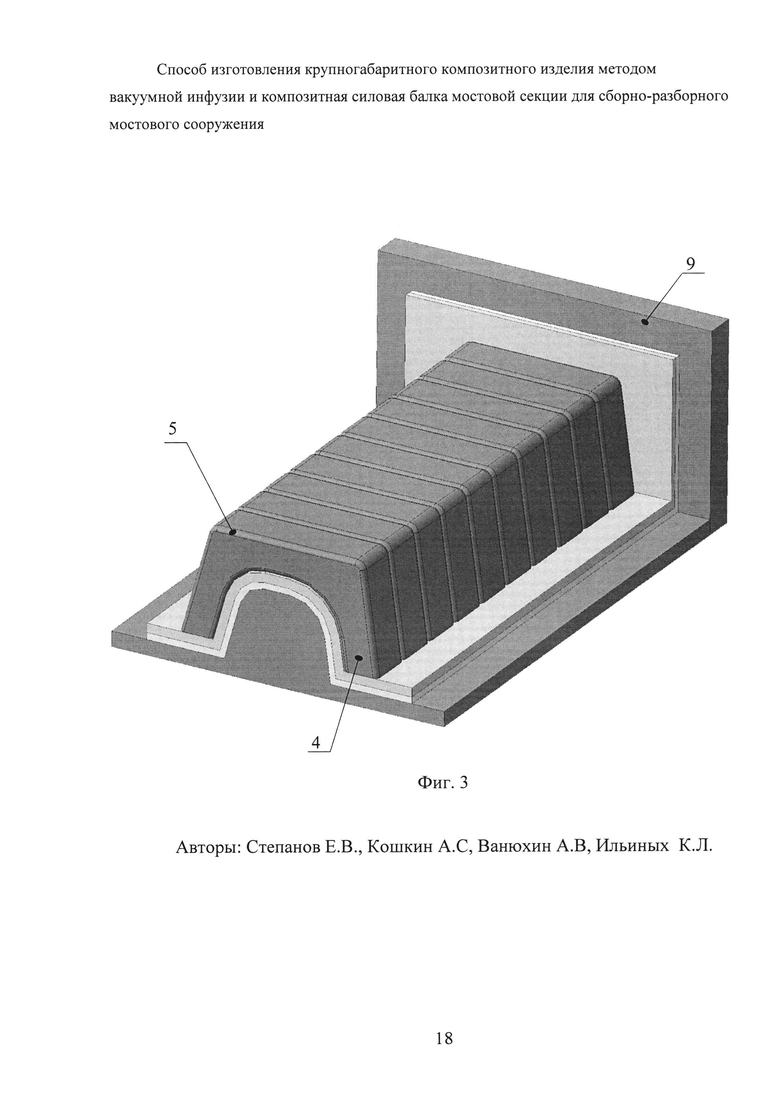
Фиг. 3- то же, что на фиг. 1 в аксонометрии (фрагмент);
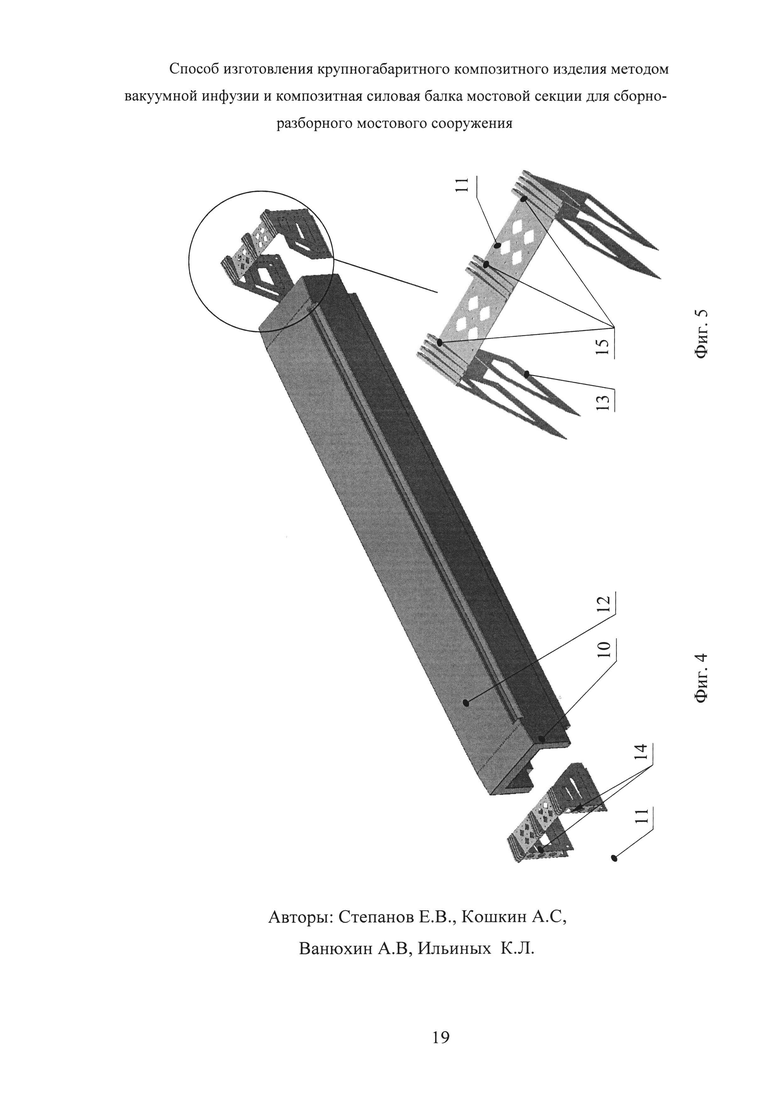
Фиг. 4 показана композитная силовая балки для мостовой секции сборно-разборного мостового сооружения (аксонометрия);
Фиг. 5 показан концевой стыковочный элемент балки (аксонометрия).
Способ изготовления крупногабаритного композитного изделия методом вакуумной инфузии проиллюстрирован рисунками 1.1-1.5 (см. фиг. 1) и заключается в укладке на матрицу 1 вакуумной установки обшивочного мата, для образования которого используют смолопроводяющую сетку с жертвенной тканью 2 и армирующий волокнистый композиционный материал 3. На обшивочном мате матрицы 1 в продольно-ориентированном направлении формируют средний слой наполнителя из набора последовательно расположенных в указанном направлении блоков 4 предварительно армированных волокнистым композиционным материалом 5. На сформированный наполнитель укладывают обшивочный мат 6 из армирующего волокнистого композиционного материала, жертвенной ткани, смолопроводящей сетки, затем производят формирование вакуумного мешка 7, создают в установке вакуум и осуществляют подачу термореактивного полимерного связующего (не показано). Композитное изделие получают после отверждения полимерного связующего
При реализации изобретения используют предварительно армированные волокнистым композиционным материалом блоки 4 с П-образным поперечным сечением, которые последовательно укладывают на обшивочный мат матрицы 1, сформированный на ее выступе 8, контур внешней поверхности которого соответствует контуру внутренней поверхности используемых блоков 4. Противолежащие торцы наполнителя при ориентации его в продольном направлении выступа 8 фиксируют между опорами, шагово смещенными на длину формируемого наполнителя. В качестве опор для фиксации наполнителя на выступе 8 используют, например, торцевые стенки 9 матрицы.
Использование матрицы с выступом 8, контур внешней поверхности которого соответствует контуру внутренней поверхности П-образных блоков 4, улучшает ориентацию блоков 4 относительно друг друга в продольном направлении, облегчает формирование среднего слоя наполнителя без отклонения его геометрически заданной продольной оси и стабилизирует положение формируемых обшивочных матов, как в направлении контура внутренней поверхности формируемого наполнителя, так и в направлении контура внешней поверхности сформированного наполнителя среднего слоя, что при реализации технологического процесса способствует равномерному контакту армирующих композиционных материалов обшивочных матов с внутренними и внешними стенками сформированного среднего слоя с улучшением при этом монолитности готового композитного изделия, что повышает его прочность и жесткость.
При формировании обшивочных матов используют параллельно расположенные по толщине формируемых матов слои волокнистых композиционных материалов на основе углеродных лент с однонаправленной ориентацией углеродного волокна в направлении продольной оси наполнителя при объемной плотности лент 1,6-1,7 г/см3 и мультиаксиальной стеклоткани плотностью 600-1250 г/м2 с образованием на основе последней внешнего слоя композитного изделия и для предварительного армирования П-образных блоков 4. При формировании обшивочных матов углеродные ленты последовательно смещают относительно друг друга по ширине матов.
Использование при формировании обшивочных матов послойного расположения указанных армирующих волокнистых композиционных материалов способствует повышению эксплуатационной надежности готового композитного изделия, что объясняется следующими обстоятельствами:
заданное по изобретению параллельное расположение по толщине формируемых матов слоев указанных материалов наиболее целесообразно по условиям распределения действующих нагрузок при внутренних напряжениях растяжения композитных длинномерных изделий и действующих на него внешних силовых нагрузок;
углеродные ленты с однонаправленным распределением углеволокон в продольно-ориентированном направлении формируемого среднего слоя наполнителя повышают прочность готового композитного изделия на разрыв вследствие высокой прочности углеродного волокна к нагрузкам на растяжение в этом направлении. При реализации изобретения используют однонаправленные углеродные ленты с объемной плотностью 1,6-1,7 г/см3 при последовательном их смещении относительно друг друга по ширине формируемых обшивочных матов. Предпочтительно, используют однонаправленные углеродные ленты УОЛ-300 (каталог Холдинговая компания «Композит»); UMT-42-12К (компания Umatex Group, RU); HTS 40 F1312k (компания Toho Tenax, JP). Выбор данных материалов с указанной объемной плотностью определяется оптимальными для них техническими характеристиками по восприятию силовых растягивающих напряжений;
мультиаксиальные стеклоткани с поверхностной плотностью 600-1250 г/м2 способствуют повышению прочностных характеристик готового композитного изделия, при этом формируемый на их основе внешний слой готового композитного изделия наиболее эффективен по изностойкости к различным по направлению действия статическим и динамическим внешним силовым нагрузкам, что особенно существенно для силовых балок мостовых секций сборно-разборных мостовых сооружений подвергающихся воздействию движителей тяжелых транспортных средств.
Характерной особенностью мультиаксиальных стеклотканей является изготовление их из прошитых полиэфирной нитью нескольких слоев нитей из стекловолокна, ориентированных в различных направлениях, что рассчитано на различные по направлению действия силовые нагрузки при изготовлении на основе данных тканей композитных конструкционных изделий. Выбор мультиаксиальных стеклотканей для изготовления крупногабаритных композитных конструкционных изделий наиболее оптимально по технологическим требованиям, предъявляемыми к данному типу изделий, с учетом действующих на них статических и динамических силовых нагрузок, что характерно для композитных изделий в виде силовых балок мостовых секций сборно-разборных мостовых сооружений. Использование мультиаксиальных тканей увеличивает механическую прочность композитных конструкционных изделий по сравнению с традиционными тканями с аналогичной поверхностной плотностью.
При реализации изобретения, используют биаксиальную стеклоткань с поверхностной плотностью 600-800 г/м2 или/и триаксиальную стеклоткань плотностью 700 г/м2 или/и квадроаксиальную стеклоткань плотностью 700-1200 г/м2. Наиболее целесообразно использование биаксиальной или триаксиальной стеклоткани для армирования П-образных блоков и формирования обшивочного мата для матрицы, и триаксиальной или квадроаксиальной стеклоткани для формирования обшивочного мата для наполнителя среднего слоя.
Заданная по изобретению поверхностная плотность мультиаксиальных стеклотканей наиболее оптимальна. При уменьшении поверхностной плотности названных тканей увеличивается расход полимерного связующего используемого для технологического процесса вакуумной инфузии, а также уменьшается прочность образуемого стеклопластика, что снижает эксплуатационную надежность крупногабаритного композитного изделия.
Повышение поверхностной плотности используемых тканей приводит:
с одной стороны к увеличению массы готового композитного крупногабаритного изделия, что нецелесообразно при использовании заявляемого технологического процесса для изготовления изделий в виде композитных силовых балок мостовых секций сборно-разборных мостовых сооружений, одно из основных технических требований к которым -ограничение массы изделия в составе транспортного средства (см., например, патент RU №2250947);
с другой стороны усложняется технологический процесс вакуумной инфузии, при реализации которого требуется либо увеличение времени пропитки тканей высокой плотности, либо изменение традиционных режимов разрежения в вакуумной установке.
При реализации технологического процесса по изготовлению крупногабаритного изделия вакуумной инфузии используют полимерное связующее с динамической вязкостью не более 0,5 Па-с и температурой отверждения 70-110°С.
Связующие используемые в современных технологических процессах при производстве композитных изделий на основе стекло-, углепластиков при производстве композитных материалов методом вакуумной инфузии, подбираются таким образом, чтобы отверждение его прошло в оптимальные сроки без дефектов и деформаций получаемого композитного изделия и при динамической вязкости используемых смол (связующего) не более 0,5 Па⋅с при температуре переработки с сохранением этого значения в течение заданного времени. Полимерная матрица на основе такого рода низковязкого связующего обеспечивает эффективный уровень прочностных и деформационных свойств композитных изделий при указанном процессе их изготовления (см. ст.«Низковязкое эпоксидное связующее для переработки методом вакуумной инфузии», авторы Ю.И. Меркулова, P.P. Мухаметов, журнал «Авиационные материалы и технологии», №1, 2014 г., стр. 39-41).
С учетом данных обстоятельств при создании технологического процесса по изготовлению крупногабаритного композитного изделия методом вакуумной инфузии осуществлен подбор полимерного связующего с наиболее оптимальными для предлагаемого процесса техническими характеристикам и в количестве его при подаче в процессе вакуумирования, равным (0.6-0,85)Р, где Р- масса (кг) волокнистых композиционных материалов, используемых при армировании П-образных блоков и формировании обшивочных матов.
При реализации изобретения используют эпоксидное связующее ЭПС-И-102 (производитель компания «Суперпласт», РФ), динамическая вязкость стабильна 0,5 Па-с(500 мПа⋅с) при температурах от 20 до 70°С, температура отверждения 70-100°С, время предварительного отверждения при 20-25°С менее 24 ч, затем выдержка до 3-5 суток либо термообработка в оснастке 90-100°С - 4-6 часов. Использование данной смолы наиболее предпочтительно по затратной части с учетом изготовления по предлагаемому технологическому процессу крупногабаритных композитных конструкционных изделий.
При реализации изобретения возможно также использование эпоксивинилэфирной смолы DION 9300 (производитель компания REICHHOLD), динамическая вязкость 0, 48Па⋅с(480 мПа⋅с) при температурах от 20 до 60°С, температура отверждения 100-110°С.
Заданный по изобретению расход полимерного связующего в количестве (0.6-0,8)Р, где Р-масса (кг) волокнистых композиционных материалов, используемых при выполнении технологического процесса, наиболее оптимален по условиям полного и равномерного распределения вязкотекучей термореактивной матрицы (смолы) в объеме используемых армирующих волокнистых композиционных материалов.
При уменьшении расхода полимерного связующего менее 0.6Р снижается эффективность пропитки волокон используемых армирующих материалов, межслоевого пространства мультиаксиальных тканей, что ухудшает монолитность композитного изделия и его эксплуатационную надежность.
При увеличении расхода полимерного связующего более 0.8Р увеличиваются потери используемой смолы в процессе вакуумной инфузии.
При реализации изобретения для формирования наполнителя используют блоки с П-образным поперечным сечением на основе пенопласта, и, предпочтительно, на основе жесткого пенополиуретана, имеющего высокую устойчивость к действию агрессивных веществ, низкое влагопоглощение, низкую горючесть и оптимальные показатели по затратной части при изготовлении крупногабаритных композитных конструкционных изделий. Наиболее оптимален для реализации изобретения жесткий пенополиуретан плотностью 80-150 кг/м3.
При использовании пенополиуретана меньшей плотности увеличивается количество открытых пор в данном материале, что снижается эффективность адгегионного взаимодействия образуемой системы:
поверхность наполнителя- связующее- композитный волокнистый материал. Использование пенополиуретана большей плотности повышает материалозатраты и увеличивает массу готового композитного изделия.
Предлагаемый по изобретению технологический процесс изготовления крупногабаритного композитного изделия методом вакуумной инфузии реализуют для получения композитного конструкционного изделия - силовая балка мостовой секции для сборно-разборного мостового сооружения.
Композитная силовая балка имеет опорную часть 10 и соединенные с ней концевые стыковочные элементы 11 для смежных откидных балок мостового сооружения (не показано). Опорная часть 10 балки имеет средний слой из центрально- ориентированного в направлении ее продольной оси формообразующего наполнителя и охватывающей его обшивки на основе армирующего волокнистого материала с отвержденным полимерным связующим. Формообразующий наполнитель балки 10 имеет П-образное поперечное сечение, обшивка которого выполнена многослойной с наружной поверхностью из стеклопластика, горизонтально ориентированный участок 12 обшивки по наружному контуру балки образует поверхность движения для сборно-разборного мостового сооружения.
При использовании формообразующего наполнителя с П-образным поперечным сечением внешний контур балки соответствует швеллерообразной форме, что обеспечивает необходимую прочность и жесткость при меньшей материалоемкости по сравнению с композитной балкой по патенту №2600138.
Концевые стыковочные элементы 11 балки выполнены в виде охватывающих наружные поверхности обшивки металлических скоб, имеющих вертикально-ориентированные пластины 13 для взаимодействия с внутренними вертикально-ориентированными стенками 14 обшивки балки и расположенные на горизонтально -ориентированной части скоб боковые кронштейны 15 с проушинами. Крепление концевых стыковочных элементов 11 к обшивке опорной части 10 балки осуществляют с использованием традиционных механических средств (например, стяжные шпильки).
При реализации технологического процесса изготовления крупногабаритного композитного изделия методом вакуумной инфузии при использовании соответствующей по изобретению матрицы вакуумной установки, жестких пенополиуретановых блоков для формообразующего наполнителя среднего слоя была изготовлена монолитная конструкция композитной силовой балки с П-образным поперечным сечением с параметрами:
длина балки - 8,0 (м), ширина горизонтально ориентированного участка обшивки по наружному контуру балки - 1,0(м), высота балки -0,6/(м), толщина обшивки - 0,11-0,13 (см) и при общей массе балки - 1272 кг, при использовании следующих материалов:
жесткий пенополиуретан плотностью 110 кг/м3, общая масса наполнителя при названных параметрах балки -592(кг);
однонаправленные углеродные ленты УОЛ-300 и мультиаксильные стеклоткани (компания АО «Стеклонит», г. Уфа) при общем расходе ~ 680 (кг) и при соотношении:
однонаправленные углеродные ленты: мультиаксильные стеклоткани, как (0,4÷0,5): (0,5÷0,6);
эпоксивинилэфирная смола DION 9300 при общем расходе ~ 448(кг).
Композитная силовая балка с П-образным поперечным сечением с целью оценки фактической несущей способности балки была испытана при статических и динамических силовых нагрузках. Для проведения испытаний балка была установлена на резинометаллические опорные части.
В качестве испытательной нагрузки, имитирующей статическое воздействие силовой нагрузки, были использованы железобетонные блоки, массой более 200 кг при последовательном их расположении вдоль оси балки и при сдвиге блоков в поперечном направлении относительно продольной оси балки. Максимальная полная нагрузка при статических испытаниях составила более 45000 (кг). При статических испытаниях при нахождении балки в нагруженном состоянии отсутствует нарастание напряжений и деформаций во времени - время испытаний более 24 час. Для оценки и контроля деформаций при статическом нагружении на резинометаллические опорные части были установлены прогибомеры с точностью измерения ±0,1 мм, которые фиксировали максимальный прогиб балки в середине ее пролета, который составил не более 45(мм).
Динамические испытания осуществлялись при возврато-поступательном перемещении по горизонтально- ориентированному участку обшивки наружного контура балки грузового автомобиля с фиксацией амплитудно-частотных характеристик в средней части балки посредством акселерометров, установленных по трем взаимно перпендикулярным направлениям. В качестве грузового автомобиля был использован самосвал КАМАЗ 65201(8X4) с полной массой автомобиля не более 40000(кг). Динамические испытания балки показали, что при воздействии используемой нагрузки период собственных колебаний в вертикальной плоскости не попадает в запрещенный диапазон для мостов (0,45 до 0,60 с) и составляет 0,1 с.
В результате проведенных обследований балки после испытаний не были зафиксированы какие-либо дефекты, которые могли бы повлиять на ее несущую способность, что свидетельствует о высокой эксплуатационной надежности композитной силовой балки изготовленной в соответствии с технологическим процессом по изобретению.
При реализации изобретения обеспечивается изготовление крупногабаритного композитного изделия с минимальным количеством технологических операций для его осуществления с одновременным улучшением при этом технических характеристик по прочности и надежности изготавливаемого композитного изделия в виде силовой балки для мостовой секции сборно-разборного мостового сооружения, монтируемого на мобильном транспортном средстве с целью обустройства мостовых переходов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛКИ П-ОБРАЗНОГО ПРОФИЛЯ СУДОВОГО КОРПУСА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2019 |
|
RU2719527C1 |
| Способ изготовления многослойного изделия из композиционного материала | 2016 |
|
RU2634016C2 |
| Композиционная плита для системы безбалластного мостового полотна железнодорожного моста | 2018 |
|
RU2704845C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2620805C1 |
| КОМПОЗИТНЫЙ РУЛЬ НАПРАВЛЕНИЯ САМОЛЕТА | 2024 |
|
RU2840550C1 |
| ДЛИННОМЕРНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ТИПА СТРОИТЕЛЬНОЙ БАЛКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2542294C2 |
| ИНТЕГРАЛЬНАЯ КОМПОЗИТНАЯ ВЕРХНЯЯ ПАНЕЛЬ КЕССОНА КРЫЛА САМОЛЕТА | 2024 |
|
RU2839494C1 |
| ИНТЕГРАЛЬНАЯ КОМПОЗИТНАЯ НИЖНЯЯ ПАНЕЛЬ КЕССОНА КРЫЛА САМОЛЕТА | 2024 |
|
RU2839492C1 |
| Композиционная плита для системы безбалластного мостового полотна железнодорожного моста | 2022 |
|
RU2793232C1 |
| Способ изготовления композитной оснастки для формирования изделий из полимерных композиционных материалов | 2023 |
|
RU2815134C1 |
Изобретение относится к способу изготовления крупногабаритных композитных изделий для промышленного и гражданского строительства методом вакуумной инфузии. При реализации изобретения для формирования наполнителя используют блоки с П-образным поперечным сечением, армированные мультиаксиальной стеклотканью, которые последовательно укладывают на обшивочный мат матрицы, имеющей выступ с контуром внешней поверхности, соответствующим контуру внутренней поверхности блоков формируемого наполнителя, противолежащие торцы которого при ориентации в продольном направлении данного выступа фиксируют между опорами, шагово смещенными на длину формируемого наполнителя. При формировании обшивочных матов используют параллельно расположенные по толщине обшивочных матов слои из углеродных лент с однонаправленной ориентацией углеродного волокна в направлении продольной оси наполнителя при объемной плотности лент 1,6-1,7 г/см3 и из мультиаксиальной стеклоткани плотностью 600-1250 г/м2 с образованием на основе последней внешнего слоя композитного изделия и армирующего слоя для П-образных блоков. Термореактивное полимерное связующее имеет динамическую вязкость не более 0,5 Па⋅с, температуру отверждения 70-1100°С, подачу которого осуществляют в количестве, равном (0.6-0,8)Р, где Р - масса (кг) волокнистых композиционных материалов, используемых при армировании П-образных блоков и формировании обшивочных матов. Композитная силовая балка мостовой секции для сборно-разборного мостового сооружения имеет формообразующий наполнитель с П-образным поперечным сечением, обшивка которого выполнена многослойной с наружной поверхностью из стеклопластика, горизонтально ориентированный участок обшивки по наружному контуру балки образует поверхность движения мостового сооружения, а концевые стыковочные элементы балки выполнены в виде охватывающих наружные поверхности обшивки металлических скоб, имеющих вертикально-ориентированные пластины для взаимодействия с внутренними вертикально-ориентированными стенками обшивки балки и расположенные на горизонтально-ориентированной части скоб боковые кронштейны с проушинами. 2 н. и 2 з.п. ф-лы, 5 ил.
1. Способ изготовления крупногабаритного композитного изделия методом вакуумной инфузии, заключающийся в укладке на матрицу обшивочного мата из армирующего волокнистого композиционного материала, жертвенной ткани, смолопроводящей сетки, в размещении на обшивочном мате матрицы в продольно-ориентированном направлении среднего слоя в виде наполнителя из набора последовательно расположенных блоков, в предварительном армировании блоков волокнистым композиционным материалом, в укладке на сформированный наполнитель обшивочного мата из армирующего волокнистого композиционного материала, жертвенной ткани, смолопроводящей сетки, в формировании вакуумного мешка, в создании в установке вакуума и подаче термореактивного полимерного связующего, в получении композитного изделия после отверждения полимерного связующего, отличающийся тем, что для формирования наполнителя используют блоки с П-образным поперечным сечением, армированные мультиаксиальной стеклотканью, которые последовательно укладывают на обшивочный мат матрицы, имеющей выступ с контуром внешней поверхности соответствующим контуру внутренней поверхности блоков формируемого наполнителя, противолежащие торцы которого при ориентации в продольном направлении данного выступа фиксируют между опорами, шагово смещенными на длину формируемого наполнителя, при формировании обшивочных матов используют параллельно расположенные по толщине матов слои из углеродных лент с однонаправленной ориентацией углеродного волокна в направлении продольной оси наполнителя при объемной плотности лент 1,6-1,7 г/см3 и из мультиаксиальной стеклоткани плотностью 600-1250 г/м2 с образованием на основе последней внешнего слоя композитного изделия и армирующего слоя для П-образных блоков, при этом используют термореактивное полимерное связующее с динамической вязкостью не более 0,5 Па⋅с, температурой отверждения 70-110°С, подачу которого осуществляют в количестве, равном (0.6-0,8)P, где P - масса (кг) волокнистых композиционных материалов, используемых при армировании П-образных блоков и формировании обшивочных матов.
2. Способ по 1, отличающийся тем, что при формировании слоя матов из углеродных лент их последовательно смещают относительно друг друга по ширине обшивочных матов.
3. Способ по 1, отличающийся тем, что при формировании наполнителя используют блоки из жесткого пенопласта на основе пенополиуретана плотностью 70-150 кг/м3.
4. Композитная силовая балка мостовой секции для сборно-разборного мостового сооружения, содержащая опорную часть и соединенные с ней концевые стыковочные элементы для смежных откидных балок мостового сооружения, опорная часть балки имеет средний слой из центрально-ориентированного в направлении ее продольной оси формообразующего наполнителя и охватывающей его обшивки на основе армирующего волокнистого материала с отвержденным полимерным связующим, отличающаяся тем, что формообразующий наполнитель балки имеет П-образное поперечное сечение, обшивка которого выполнена многослойной с наружной поверхностью из стеклопластика, горизонтально ориентированный участок обшивки по наружному контуру балки образует поверхность движения мостового сооружения, а концевые стыковочные элементы балки выполнены в виде охватывающих наружные поверхности обшивки металлических скоб, имеющих вертикально-ориентированные пластины для взаимодействия с внутренними вертикально-ориентированными стенками обшивки балки и расположенные на горизонтально-ориентированной части скоб боковые кронштейны с проушинами.
| Способ изготовления многослойного изделия из композиционного материала | 2016 |
|
RU2634016C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2620805C1 |
| ДЛИННОМЕРНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ТИПА СТРОИТЕЛЬНОЙ БАЛКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2542294C2 |
| СЛОИСТЫЙ ПРОФИЛЬ | 2006 |
|
RU2305216C1 |
| МНОГОСЛОЙНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ | 2012 |
|
RU2506379C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХСЛОЙНОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА (ТСПКМ) | 2012 |
|
RU2507071C1 |
| СПОСОБ ФОРМИРОВАНИЯ ФОРМОВАННОЙ ЗАГОТОВКИ | 2013 |
|
RU2635623C2 |
| СИЛОВАЯ БАЛКА МОСТОВОЙ СЕКЦИИ | 2015 |
|
RU2600138C2 |
| WO 2017204720 A1, 30.11.2017 | |||
| EP 1987210 B1, 13.03.2013 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПРОСТЫХ ВИНИЛОВЫХ ЭФИРОВ, СПИРТОВ или ФЕНОЛОВ | 0 |
|
SU163608A1 |

