Изобретение относится к строительной технике и предназначено для использования в несущих конструкциях в строительстве, судостроении, авиастроении и в других отраслях промышленности.
Известен способ изготовления стеклометаллокомпозита из листов стекла, размещенных между металлическими листами, с использованием для соединения стекла с металлом высокой температуры и давления при условии, что коэффициент температурного расширения у стекла ниже, чем у металла (Патент РФ №2304117, C1 МПК C03C 27/00, B32B 17/06, опубл. 10.08.2007, бюл. №22).
Изобретение обеспечивает повышение прочности и ударной стойкости полученного материала. Вследствие устранения поверхностных микротрещин прочность и ударная стойкость стекла повышается в десятки раз, придавая стеклометаллокомпозиту высокую прочность при относительно малом весе.
К основному недостатку известного способа получения стеклометаллокомпозита следует отнести относительную сложность обеспечения надежного соединения металлических листов со стеклянными листами и, как следствие этого, сложность изготовления стеклометаллокомпозита.
Известен также способ изготовления листового стеклометаллокомпозита из листов стекла, размещенных между металлическими листами, с использованием для соединения стекла с металлом высокой температуры и давления при условии, что коэффициент температурного расширения у стекла ниже, чем у металла (Патент РФ №2505495, C1 МПК C03C 27/00 (2006.01), опубл. 27.01.2014, бюл. №3 - прототип).
В известном способе стеклометаллокомпозит формируют в нейтральной среде на плоском основании, покрытом антиадгезионным покрытием, путем последовательного нанесения на него чередующихся слоев расплавов металла и стекла, размещая слои стекла между слоями металла, при этом используют металл, имеющий химическое сродство со стеклом, затем пакет слоев остужают до температуры стеклования стеклянных листов и отжигают до полной релаксации напряжений и стабилизации стекла в стеклянных листах, после чего понижают температуру листового стеклометаллокомпозита до температуры внешней среды.
К основному преимуществу известного способа следует отнести упрощение технологического режима изготовления стеклометаллокомпозита и повышение надежности соединения металлических и стеклянных листов стеклометаллокомпозита без снижения его прочности и ударной стойкости.
Основными недостатками известного способа являются технологическая сложность и большие затраты энергии на изготовления листового трехслойного стеклометаллокомпозита.
Задачей, на решение которой направлено изобретение, является дальнейшее упрощение технологического режима изготовления листового трехслойного стеклометаллокомпозита, без снижения его прочности и ударной стойкости, и снижение затрат энергии на его изготовление.
Поставленная задача достигается тем, что в способе изготовления листового трехслойного стеклометаллокомпозита, состоящего из листа стекла, размещенного между металлическими листами, формируемого в нейтральной среде с применением для соединения стекла с металлом высокой температуры и давления, используя металл в виде расплава, имеющего химическое сродство со стеклом, при условии, что коэффициент температурного расширения у стекла ниже, чем у металла, стеклометаллокомпозит формируют путем перемещения листа стекла, предварительно разогретого до температуры, не превышающей температуру стеклования, в металлическом расплаве, разогретого до температуры, превышающей температуру размягчения стекла.
В заявленном способе изготовления листового стеклометаллокомпозита общими существенными признаками для него и для его прототипа являются:
- стеклометаллокомпозит изготовляют из листов стекла, размещенных между металлическими листами;
- формируют в нейтральной среде с применением для соединения стекла с металлом высокой температуры и давления;
- используют металл в виде расплава, имеющего химическое сродство со стеклом;
- при условии, что коэффициент температурного расширения у стекла ниже, чем у металла.
Сопоставительный анализ существенных признаков заявляемого способа изготовления листового стеклометаллокомпозита и прототипа показывает, что первый в отличие от прототипа имеет следующие существенные отличительные признаки:
- стеклометаллокомпозит формируют путем перемещения листа стекла в металлическом расплаве;
- предварительно разогретого до температуры, не превышающей температуры стеклования;
- металлический расплав разогревают до температуры, превышающей температуру размягчения стекла.
Упрощение технологического режима изготовления листового трехслойного стеклометаллокомпозита, без снижения его прочности и ударной стойкости, достигается исключением технологической операции варки стекла.
Снижение затрат энергии достигается упрощением технологической операции изготовления листового трехслойного стеклометаллокомпозита. Варка силикатного стекла, применяемого для изготовления листов стекла, требует использования температуры порядка 1550°C в течение нескольких часов [Технология стекла. / Под. ред. И.И. Китайгородского. М.: Стройиздат, 1967. 564 с.]. Поэтому на варку стекла расходуется больше половины потребляемой энергии.
В заявленном способе остается только энергия, необходимая для плавления металла, разогрева расплава металла и поддержания температуры расплава в процессе формирования и отжига листового трехслойного стеклометаллокомпозита, которая обеспечивает общую для заявленного способа и прототипа технологическую операцию, обеспечивающую надежное соединение стеклянных и металлических листов между собой.
Предварительный разогрев листа стекла до температуры, не превышающей температуру стеклования, позволяет стеклянному листу сохранить свою форму при его перемещении в расплаве металла. Температура расплава металла, превышающая температуру размягчения стекла, вызывает расширение поверхностных слоев стеклянного листа, что приводит к смыканию микротрещин и привариванию их поверхностей. Вследствие разницы в коэффициентах температурного расширения стекла и металла (у стекла ниже) в процессе остывания полученного слоистого композита происходит обжатие поверхностей стеклянного листа, что исключает возможность образования поверхностных микротрещин в стеклянном листе. Исключение поверхностных микротрещин придает стеклянному листу и листовому трехслойному стеклометаллокомпозиту в целом исключительно высокие показатели прочности и ударной стойкости, т.е. формирование слоистого трехслойного стеклометаллокомпозита происходит без снижения его прочности и ударной стойкости.
На основании изложенного можно заключить, что совокупность существенных признаков заявленного изобретения имеет причинно-следственную связь с достигнутым техническим результатом, т.е. благодаря данной совокупности существенных признаков изобретения стало возможным решить поставленную задачу, а именно: упростить технологический режим изготовления листового трехслойного стеклометаллокомпозита, без снижения его прочности и ударной стойкости, и снизить затраты энергии на его изготовление.
Следовательно, заявленное изобретение является новым и обладает изобретательным уровнем, так как оно явным образом не следует из уровня техники и пригодно для практического применения.
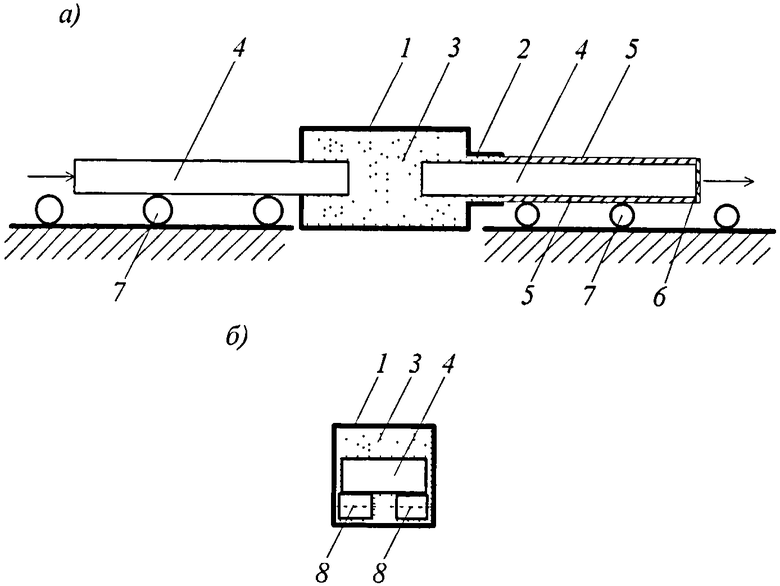
Предлагаемый способ изготовления листового трехслойного стеклометаллокомпозита поясняется чертежом, на котором приведена схема его формирования в продольном - a) и поперечном - б) разрезах. На чертеже обозначены: 1 - камера формирования листового стеклометаллокомпозита; 2 - калибровочный канал камеры 1; 3 - расплав металла; 4 - стеклянный лист; 5 - металлические листы; 6 - торцевое металлическое покрытие стеклянного листа; 7 - наружные направляющие ролики; 8 - внутренние направляющие ролики.
Способ осуществляют следующим образом. В камеру формирования листового стеклометаллокомпозита 1 подают расплав металла 3, нагретого до температуры на 10% выше температуры размягчения стеклянного листа 4, и заполняют нейтральным газом давлением порядка 1·105 Па. Стеклянный лист 4 обезжиривают, укладывают на наружные направляющие ролики 7, нагревают до температуры ниже температуры стеклования на 10% и подают в камеру формирования листового стеклометаллокомпозита 1. Стеклянный лист 4 перемещают в камере 1 с постоянной скоростью по внутренним направляющим роликам 8. Скорость определяют, исходя из расчета, чтобы температура поверхностей стеклянного листа при выходе из камеры 1 на 10% превышала температуру размягчения стекла, а время прохождения стеклянного листа 4 в камере 1 обеспечивало надежное соединение металлических листов 5 и торцевых металлических покрытий 6 со стеклянным листом 4. Перемещение стеклянного листа 4 в расплаве металла 3, находящегося в камере 1, приводит к прилипанию расплава металла к лицевым и торцевым поверхностям стеклянного листа 4. Калибровочный канал 2 формирует толщину металлических листов 5 и торцевых металлических покрытий 6 стеклянного листа 4.
В конкретном случае изготовления листового трехслойного стеклометаллокомпозита с облицовками из алюминия и силикатным стеклом с температурой стеклования Tg=550°C стеклянный лист 4 после обезжиривания и укладки на наружные направляющие ролики 7 нагревают до температуры T=500°C. Расплав металла 3 в камере 1 нагревают до температуры T=750°C и заполняют нейтральным газом давлением порядка 1·105 Па. Скорость перемещения стеклянного листа 4 в расплаве металла 3 определяют, исходя из времени нахождения листа 4 в камере 1 порядка 1 минуты.
Предлагаемый способ может быть встроен в непрерывную линию производства флоат-стекла, что позволит полностью автоматизировать процесс производства листового трехслойного стеклометаллокомпозита. Для этого достаточно поместить камеру формирования листового стеклометаллокомпозита 1 на участок линии сформировавшегося флоат-стекла, достигнувшего температуры, требуемой для надежного соединения листов стеклометаллокомпозита. На конечном этапе изготовления листового трехслойного стеклометаллокомпозита могут быть применены технологические операции резки ленты стеклометаллокомпозита на куски требуемых размеров и изготовления из них изделий путем гибки и прессования листов.
Себестоимость стекла, вырабатываемого флоат-способом, примерно в 2 раза ниже, чем полированного, вырабатываемого на конвейерах двухстороннего шлифования и полирования. При этом удельные капитальные вложения уменьшаются почти в 2 раза, а производительность возрастает в 3-4 раза [Структура себестоимости производства стекла // Интернет: Академия Конъюнктуры Промышленных Рынков].
Технический результат изобретения заключается в создании листового трехслойного стеклометаллокомпозита, состоящего из стеклянного листа, покрытого надежно соединенными с ним металлическими листами. Высокие показатели прочности и ударной стойкости листового трехслойного стеклометаллокомпозита обеспечиваются исключением поверхностных микротрещин и формированием пространственной наноструктуры в стеклянном листе.
Изобретение относится к строительной технике и предназначено для изготовления в несущих конструкциях в строительстве, судостроении, авиастроении и в других отраслях промышленности. Листовой трехслойный стеклометаллокомпозит изготовляют из листов стекла, размещенных между металлическими листами, имеющих коэффициент температурного расширения, превышающий его величину у стекла. Формирование стеклометаллокомпозита производят в нейтральной среде с применением для соединения стекла с металлом высокой температуры и давления. Расплав нагревают до температуры, превышающей температуру размягчения стекла. Лист стекла разогревают до температуры, не превышающей температуру стеклования. Стеклометаллокомпозит формируют путем перемещения листа стекла в металлическом расплаве. Технический результат изобретения заключается в упрощении способа получения композита без снижения его прочности и ударной стойкости, снижении затрат на его изготовление. 1 ил.
Способ изготовления листового трехслойного стеклометаллокомпозита из листа стекла, размещенного между металлическими листами, формируемого в нейтральной среде с применением для соединения стекла с металлом высокой температуры и давления, используя металл в виде расплава, имеющего химическое сродство со стеклом, при условии, что коэффициент температурного расширения у стекла ниже, чем у металла, отличающийся тем, что стеклометаллокомпозит формируют путем перемещения листа стекла, предварительно разогретого до температуры, не превышающей температуру стеклования, в металлическом расплаве, разогретом до температуры, превышающей температуру размягчения стекла.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛОМЕТАЛЛОКОМПОЗИТА | 2012 |
|
RU2505495C1 |

