Изобретение относится к строительству, а именно к изготовлению стержней из нанокомпозитов, которые могут быть использованы в качестве связующих связевых элементов стеновых ограждающих конструкций, монолитных железобетонных и сборных конструкций, а также в качестве конструктивных элементах для армирования оснований автомагистралей и дорог в виде самостоятельных отдельных стержней или в виде сеток.
В настоящее время наблюдается тенденция развития производства полимерных композиционных материалов в виде нанокомпозитов.
Известен нанокомпозитный арматурный элемент (заявка РФ №2012100172/05, МПК E04C 5/07, опубл. 20.07.2013 г.), содержащий волокнистый наполнитель, пропитанный полимерным связующим, в которое введена магнитовоспримчивая металлсодержащая углеродная наноструктура.
Известна композитная арматура «Астрофлекс» (патент РФ 2405091, МПК E04C 5/07, опубл. 27.11.2010 г.), содержащая внешний слой и внутренний слой, при этом внешний слой выполнен из нанокомпозитного углепластика, в котором полимерная матрица модифицирована полиэдральными многослойными углеродными наноструктурами фуллероидного типа (астраленами) в соотношении 0,01-10% от массы полимерной матрицы, а внутренний слой выполнен из легкого высокоподвижного нанобетона, содержащего в своем составе компоненты при следующем соотношении, мас. %:
Недостатком является недостаточные механохимические свойства.
Наиболее близким аналогом (прототипом) является стержень переменного сечения из композиционного материала (патент РФ №2324797, МПК E04C 5/07, опубл. 20.05.2008 г.), выполненный из ровинга минерального или химического волокна, скрепленного отвержденным полимерным связующим, при этом стержень выполнен многослойным и содержит несущий внутренний слой с продольным расположением волокон, последующий, по меньшей мере, один слой с поперечным расположением волокон.
Недостаток состоит в низких эксплуатационных характеристиках.
Известен способ изготовления стержня переменного сечения из композиционного материала (патент РФ №2339773, МПК E04C 5/07, опубл. 27.11.2008 г.), выбранный за прототип, включающий пропитку ровинга минерального или химического волокна полимерным связующим, непрерывное последовательное формирование внутреннего слоя с продольным расположением волокон и внешнего слоя с поперечным расположением волокон, полимеризацию и формирование монолитного стержня.
При этом наружный слой с поперечным расположением волокон формируют путем навивки волокон на внутренний слой с заданным углом наклона волокон, образующих утолщения за счет дифференцирования скорости протяжки и навивки волокон.
Изменение толщины слоев и концентрации волокон позволяет широко варьировать свойства изделия.
Недостатком способа является н достаточно эффективная технология производства и низкие механохимические свойства изделия.
Задачей настоящего изобретения является модификация способа изготовления стержней, обеспечивающая повышение качества изделий.
Технический результат композитного стержня состоит в повышении механических прочностных характеристик, а также в повышении свойств изделия к воздействию в агрессивной среде.
Технический результат достигается тем, что в композитном стержне, выполненном из ровинга минерального или химического волокна, скрепленного отвержденным полимерным связующим, содержащем несущий слой с продольным расположением волокон, последующий, по меньшей мере, один слой с поперечным расположением волокон, согласно изобретению волокна скреплены связующим с полимерной матрицей, модифицированной сажевым углеродом в соотношении 0,001-10% от массы полимерной матрицы, при этом продольные и поперечные волокна модифицированы в полимерной матрице ультразвуком. В частном случае наружный слой спирально навит на несущий слой в виде рельефных утолщений из модифицированных концентрированных скрученных или сплетенных между собой волокон. Внутренний несущий слой сформирован из модифицированных концентрированных сплетенных или скрученных между собой волокон.
Технический результат способа изготовления состоит в том, что модифицированный способ позволяет улучшить технологию производства и получить плотный однородный стержень с повышенными эксплуатационными характеристиками, применяемый в высоконагруженных конструкциях. Также техническим результатом является упрощение процесса изготовления анкерных утолщений.
Технический результат достигается тем, что в способе изготовления композитного стержня, включающем пропитку ровинга минерального или химического волокна полимерным связующим, непрерывное последовательное формирование несущего внутреннего слоя с продольным расположением волокон и, по меньшей мере одного, слоя с поперечным расположением волокон, полимеризацию и формирование монолитного стержня, согласно изобретению полимерную матрицу связующего предварительно модифицируют сажевым углеродом в соотношении 0,001-10% от массы полимерной матрицы, перед полимеризацией волокна в полимерной матрице модифицируют ультразвуковой обработкой. В частном случае при модификации связующего дополнительно осуществляют ультразвуковую обработку полимерной матрицы. Наружный слой имеет рельефные утолщения, сформированные путем обратной спиральной навивки концентрированных скрученных или сплетенных между собой модифицированных волокон на наружную поверхность внутреннего слоя из модифицированных продольных волокон, при этом угол наклона поперечных волокон, образующих утолщения, формируют в пределах 91-179 градусов за счет дифференцирования скоростей навивки волокон и протяжки стержня.
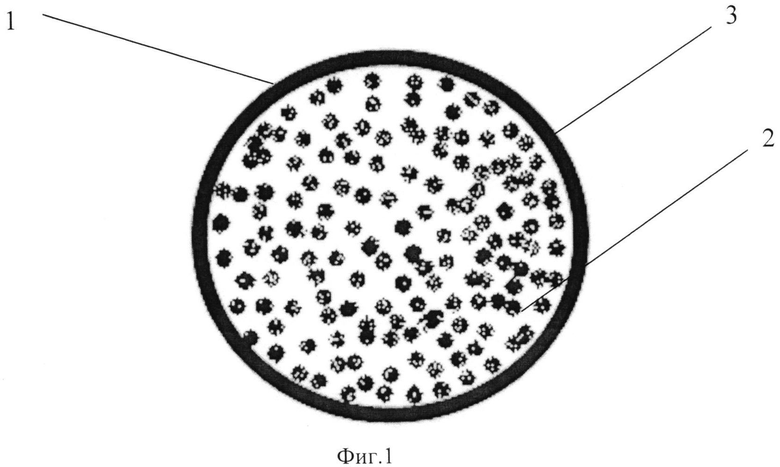
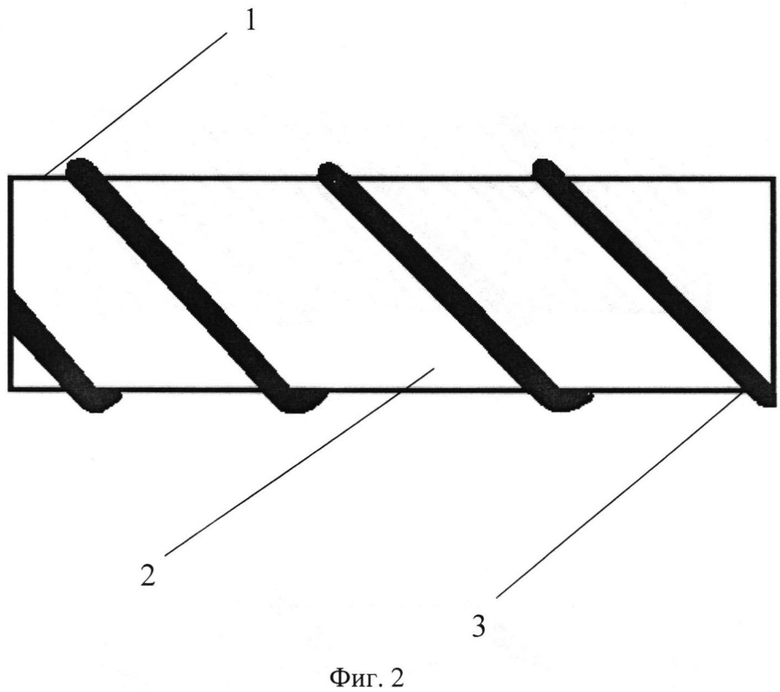
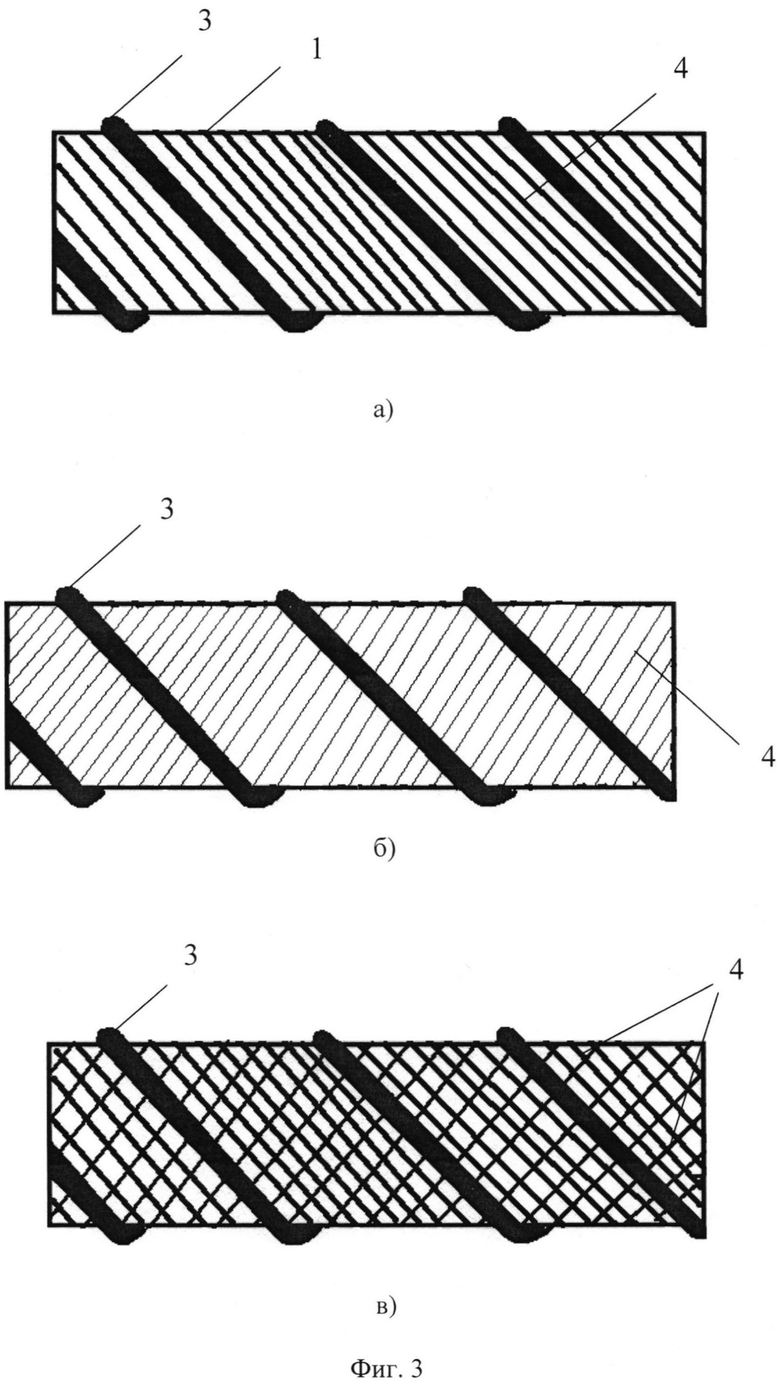
На фиг. 1 представлен композитный стержень в поперечном сечении. На фиг. 2 - композитный стержень с утолщениями в виде спиральной навивки концентрированных волокон. На фиг. 3 (а, б, в) представлен композитный стержень с несколькими продольными слоями, последний из которых навит в виде утолщений.
Разработка новых композиционных материалов на основе эпоксиполимерных матриц и микро- и субмикродисперсных неорганических компонентов проводилась в ООО «Композит-Сервис» совместно с Институтом химии Коми НЦ УрО РАН. В результате исследований апробированы физико-химических процессы изготовления нанокомпозита. Разработаны технологические схемы получения эпоксиполимерных матриц, модифицированных введением высокодисперсных частиц сажевого углерода.
В качестве модифицирующей наноструктуры применяют сажевый углерод и/или аэросил.
Термическая сажа, или термический сажевый углерод, представляет собой тонкодисперсное порошкообразное вещество. Согласно микроскопическим исследованиям (http://school318.ru/rezina/07/6.html), сажа - это соединение отдельных пластинок типа графитовых (размером 10-20 Å), сложенных по три-четыре вместе и имеющих по краям свободные валентности углерода. Частицы сажи представляют собой агрегаты, состоящие из большого количества таких образований. У термических саж пластинки расположены в виде правильных стопок параллельно поверхности сажевой частицы, вследствие чего сила притяжения между отдельными частицами сажи очень невелика. У газовой сажи первичные пластинки расположены хаотично, вследствие чего свободные валентности углерода по краям этих пластинок легко взаимодействуют как между собой, вызывая образование цепочечной или сетчатой структуры. Сетчатая или цепочечная структура саж сообщает высокий модуль минеральному или химическому волокну.
Так же в качестве модифицирующей наноструктуры может быть использована «белая сажа», в частности аэросил. Аэросил представляет собой аморфный непористый диоксид кремния с размером частиц от 4 до 40 нм (в основном 10…30 нм). По современной классификации аэросил относится к нанопорошкам. Это чрезвычайно легкий белый порошок, который в тонком слое кажется прозрачным, голубоватым. Особенность аэросила заключается в его высокой удельной поверхности (до 500 м2/г). Высокая удельная поверхность аэросила, малые размеры, однородность и сферическая форма частиц обусловили применение аэросила в качестве модификатора композита. В Республике Коми находится Ярегское месторождение - уникальная сырьевая база титановой отрасли. На Ярегском ГХК планируется производство аэросила, отвечающего по качеству маркам крупнейших мировых производителей. Результаты исследования показывают, что аэросил состоит из частиц сферической или почти сферической формы, группирующихся в цепочки, которые в свою очередь образуют хлопьевидные агрегаты размером 1…2 мкм. Частицы аэросила группируются в фракталы (агломераты) размером от 10 до 200 мкм, преимущественно от 10 до 30 мкм.
Основные свойства композиционного стержня - энергия упругости, прочность при разрыве и др. характеристики зависят от типа сажи и размера частиц сажи.
Модификацию полимерной матрицы связующего осуществляют следующим образом.
В качестве полимерной матрицы используют эпоксидные смолы, например ЭД-20. Полимерную матрицу модифицируют углеродной наноструктурой в соотношении 0,001-10% от массы полимерной матрицы путем смешивания углеродного наноматериала с компонентами полимерной матрицы. Модификация полимерной матрицы связующего основана на использовании «эффекта малых добавок» (Гусев А.И. Нанокристаллические материалы: методы получения и свойства. Екатеринбург, 1998 г.). Нанопорошки с размером частицы до 1 мкм распределяются в межструктурных пространствах полимера на стадии его формирования, что приводит к снижению уровня микрогетерогенности полимерной матрицы и увеличению ее плотности. Для улучшения модифицируемых характеристик осуществляют ультразвуковую обработку смеси ультразвуковым генератором. Параметры ведения процесса обработки устанавливают в зависимости от степени наполнения полимерной матрицы таким образом, что обеспечивается равномерная плотность распределения частиц сажевого углерода в полимерной матрице.
Полученное модифицированное связующее применяют для изготовления композитного стержня на технологической линии по патенту РФ №2318102, на которой дополнительно установлены ультразвуковые камеры.
Композитный стержень 1 выполняют многослойным. Стержень содержит внутренний слой 2 с продольным расположением волокон, являющийся несущим, и последующий, по меньшей мере, один слой с поперечным расположением волокон 3, полученный посредством обратной спиральной навивки волокон на несущий слой 2 с углом наклона от 91 до 179 градусов. Волокна в слоях 2, 3, 4 скреплены связующим с модифицированной полимерной матрицей сажевым углеродом. Дополнительно, волокна в слоях с полимерной матрицей модифицированы ультразвуком. В зависимости от требуемого диаметра стержня (4-24 мм) и заданных свойств слоев с поперечным расположением волокон может быть несколько (3, 4) или несущий внутренний слой 2 может быть сформирован из нескольких слоев волокон с продольным расположением, при этом слои с продольным и поперечным расположением волокон могут чередоваться (2, 4). Также внутренний слой 2 может быть сформирован из концентрированных волокон, которые переплетены или скручены между собой.
Модифицированный ультразвуком наружный слой 3 из концентрированных скрученных или сплетенных между собой волокон спирально навит на несущий слой 2 в виде рельефных утолщений, расположенных под углом 91-179 градусов. Волокна спиральной навивки 3 могут выполнять функцию анкерных зацепов. Угол навивки и диаметр нити выбирают в зависимости от области применения, обеспечивающий наилучшее сцепление стержня с бетоном или иным материалом.
Модификацию волокон осуществляют с помощью одной или нескольких ультразвуковых камер, установленных на технологической линии перед блоком полимеризации. Многослойные наноструктуры - группированные сажевые частицы (термическая сажа или газовая сажа или аэросил), находящиеся в полимерной матрице, при пропитке волокон связующим оседают на поверхности волокна. В процессе обработки ультразвуком частицы распределяются по поверхности волокна с равномерной плотностью, входят в межструктурное пространство, вследствие чего стержень имеет однородную, стабильную и бездефектную структуру.
Изготовление осуществляется следующим образом.
Предварительно в блоке управления задаются определенные параметры: длина стержня, скорость навивки волокон поперечного слоя на несущий продольный слой, скорость протяжки при формировании угла наклона утолщения.
Бобины с ровингом устанавливают на бобинодержателе с натяжными блоками и выравнивающими гребенками. Количество бобин подбирают в зависимости от ровинга, требуемого диаметра несущего внутреннего слоя 2 и степени наполнения.
Через шпулярник ровинг с продольным расположением волокон равномерно распределяется в натяжителе, проходит через счетно-измерительное устройство, затем через горизонтальный распределитель подается в камеру нагрева для удаления избыточной влажности и замасливания, после чего проходит через пропиточную камеру с модифицированным полимерным связующим и отжимное устройство с блоком фильер. После чего волокна в полимерной матрице модифицируют в ультразвуковой камере.
Ровинг слоя 3 (с поперечным расположением волокон) предварительно скручивают и пропитывают связующим для нанесения на внутренний слой 2. Затем на сформированный внутренний слой 2 (в том числе со слоем скрученного ровинга) посредством устройства продольно-кольцевой навивки укладывают слой крученой нити слоя 3 с поперечным расположением волокон.
Для формирования нескольких слоев волокон ровинга (3, 4) в технологическую линию дополнительно включают несколько последовательно установленных устройств навивки и ультразвуковых камер.
Формирование утолщения 3 с определенным углом наклона обеспечивается посредством автоматизации скоростей протяжки и навивки.
В частном случае модификацию волокон могут осуществлять одновременно во всех сформированных слоях в одной камере установленной после устройств продольно-кольцевой навивки. Обработку волокон ультразвуком проводят в зависимости от требуемых эксплуатационных параметров формируемого стержня, например, с частотой 22 кГц и мощностью 750 Вт с интенсивностью 9 Вт/см2. Продолжительность ультразвуковой обработки задают с учетом степени наполнения полимерной матрицы сажевым углеродом, при этом обеспечивается равномерная плотность распределения. Сформированный стержень заданного сечения проходит стадию полимеризации с дальнейшим направлением через укладчик в протяжной механизм и затем на линию резки или намотки.
Последовательное непрерывное формирование внутреннего несущего слоя, наружного слоя в виде рельефных утолщений позволяет упростить процесс формирования анкерного зацепа. Изменение толщины слоев за счет скручивания (сплетения) и концентрации волокон позволяет широко варьировать диапазоном диаметра стержня. Кроме того, изготовление стержня с последовательным формированием слоев позволяет применять различные сочетания минеральных и химических волокон (стекловолокно, базальтовое волокно и др.) и тем самым расширить спектр применения.
Физико-механические свойства полученных изделий приведены в таблице 1.
В примерах испытаний использованы образцы композитного стержня из ровинга стекловолокна. Монолитный стержень получен по вышеописанному способу. В качестве модифицирующей добавки использован наполнитель сажевый углерод в количестве 0,01-10 масс. % от полимерной матрицы.
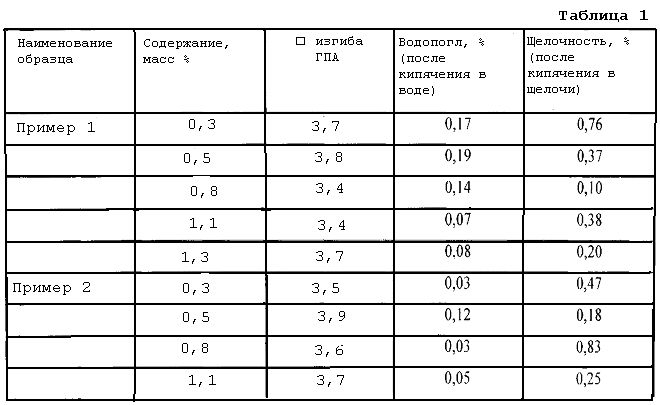
В совокупности модификация полимерной матрицы сажевым углеродом и последующая модификация волокон внутреннего и внешнего слоев в полимерной матрице ультразвуковой обработкой позволяют получить нанокомпозитный стержень с высокими эксплуатационными свойствами и повышенной устойчивостью к агрессивным средам, в том числе стойкость к воде, антифризу, кислотам, щелочам, электролиту, растворам солей, маслам и полярным растворителям. Исследования показали, что изобретение позволяет в сравнении с прототипом повысить модуль упругости в два раза, устойчивость к агрессивным средам в 10 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕРЖЕНЬ ПЕРЕМЕННОГО СЕЧЕНИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2324797C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЯ ПЕРЕМЕННОГО СЕЧЕНИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2339773C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЯ ПЕРЕМЕННОГО СЕЧЕНИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2318102C1 |
| Способ получения полимерно-композитного материала и композитная арматура | 2021 |
|
RU2755343C1 |
| КОМПОЗИТНАЯ СТЕКЛОПЛАСТИКОВАЯ АРМАТУРА (ВАРИАНТЫ) | 2012 |
|
RU2520542C1 |
| Бестраншейный способ восстановления изношенных участков трубопровода | 2022 |
|
RU2795236C1 |
| НЕМЕТАЛЛИЧЕСКИЙ АРМАТУРНЫЙ ЭЛЕМЕНТ С ПЕРИОДИЧЕСКОЙ ПОВЕРХНОСТЬЮ И СПОСОБ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОГО АРМАТУРНОГО ЭЛЕМЕНТА С ПЕРИОДИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2014 |
|
RU2579053C2 |
| АРМАТУРА КОМПОЗИТНАЯ | 2010 |
|
RU2436910C2 |
| УСТРОЙСТВО СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2534130C2 |
| УСТРОЙСТВО СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2547036C2 |
Изобретение относится к изготовлению стержней из композиционных материалов, которые могут быть использованы в качестве связующих связевых элементов стеновых ограждающих конструкций, монолитных железобетонных и сборных конструкций, а также в конструктивных элементах для армирования автомагистралей и дорог в виде самостоятельных отдельных стержней или в виде сеток. Изобретение обеспечивает повышение эффективности технологии производства композитного стержня с повышенными эксплуатационными характеристиками, применяемого в высоконагруженных конструкциях. Технический результат достигается тем, что композитный стержень, выполненный из ровинга минерального или химического волокна, скрепленного отвержденным полимерным связующим, содержит несущий слой с продольным расположением волокон, последующий, по меньшей мере, один слой с поперечным расположением волокон. Волокна скреплены связующим с полимерной матрицей, модифицированной сажевым углеродом в соотношении 0,001-10% от массы полимерной матрицы, при этом продольные и поперечные волокна модифицированы в полимерной матрице ультразвуком. Предложен способ изготовления стержня. 2 н. и 4 з.п. ф-лы, 3 ил., 1 табл.
1. Композитный стержень, выполненный из ровинга минерального или химического волокна, скрепленного отвержденным полимерным связующим, содержащий несущий слой с продольным расположением волокон, последующий, по меньшей мере, один слой с поперечным расположением волокон, отличающийся тем, что волокна скреплены связующим с полимерной матрицей, модифицированной сажевым углеродом в соотношении 0,001-10% от массы полимерной матрицы, при этом продольные и поперечные волокна модифицированы в полимерной матрице ультразвуком.
2. Композитный стержень по п. 1, отличающийся тем, что модифицированный наружный слой спирально навит на несущий слой в виде рельефных утолщений из концентрированных скрученных или сплетенных между собой волокон.
3. Композитный стержень по п. 1, отличающийся тем, что внутренний несущий слой сформирован из модифицированных концентрированных сплетенных или скрученных между собой волокон.
4. Способ изготовления композитного стержня, включающий пропитку ровинга минерального или химического волокна полимерным связующим, непрерывное последовательное формирование несущего внутреннего слоя с продольным расположением волокон и, по меньшей мере, одного слоя с поперечным расположением волокон, полимеризацию и формирование монолитного стержня, отличающийся тем, что полимерную матрицу связующего предварительно модифицируют сажевым углеродом в соотношении 0,001-10% от массы полимерной матрицы, перед полимеризацией волокна в полимерной матрице модифицируют ультразвуковой обработкой.
5. Способ изготовления композитного стержня по п. 4, отличающийся тем, что при модификации связующего дополнительно осуществляют ультразвуковую обработку полимерной матрицы.
6. Способ изготовления композитного стержня по п. 4, отличающийся тем, что наружный слой имеет рельефные утолщения, сформированные путем обратной спиральной навивки концентрированных скрученных или сплетенных между собой волокон на наружную поверхность внутреннего слоя, при этом угол наклона волокон, образующих утолщения, формируют в пределах 91-179 градусов за счет дифференцирования скоростей навивки волокон и протяжки стержня.
| Приспособление к токарному станку для механизированной доводки калибрующей части разверток | 1959 |
|
SU126031A1 |

