Изобретение относится к технологии изготовления арматурных элементов, а именно к технологическим линиям для изготовления стержней переменного сечения из композиционных материалов, которые могут быть использованы в качестве связующих связевых элементов стеновых ограждающих конструкций, монолитных железобетонных и сборных конструкций, а также в конструктивных элементах зданий в виде отдельных стержней, для армирования оснований автомагистралей и дорог.
Известна технологическая линия для изготовления неметаллической арматуры (RU 2075577, Е04С 5/07, 20.03.97), включающая шпулярник с установленными на нем бобинами с ровингом, натяжные блоки, смонтированные после каждой бобины, выравнивающее устройство, камеру отжига, пропиточную камеру с натяжным устройством, модульное устройство, формовочный узел с блоком фильер, камерой предварительной полимеризации и обмотчиком, камеры окончательной полимеризации, тянущее устройство и узлы сматывания и резки арматуры.
Известна технологическая линия для изготовления неметаллической арматуры (RU 2194617, Е04С 5/07, 20.12.2002), содержащая бобинодержатель, пропиточную камеру, формовочный узел, включающий блок фильер, камеру предварительной полимеризации и устройство формования профиля, узел для сматывания арматуры и/или узел для резки арматуры, при этом устройство для формования профиля выполнено в виде нагреваемого патрубка, разъемного по диаметральной плоскости, с углублением по внутренней поверхности, по форме соответствующим профилю арматуры. Нагреваемый патрубок выполнен из материала, обладающего низкой адгезией при нагревании. Дополнительно линия снабжена камерой деполимеризации, установленной между устройством для формования профиля и узлом для сматывания арматуры и/или узлом для резки арматуры и выравнивающим устройством, установленным между бобинодержателем и пропиточной камерой.
Известна установка для изготовления стержня переменного сечения из композиционного материала (RU 2142039, Е04С 5/07, 27.11.99), включающая шпулярник, пропиточный узел, кольцевой раскладчик, обжимную фильеру, закладное устройство, вертлюг поперечной намотки кольцевых нитей, полимеризационный тракт, тянущее устройство, отрезной механизм.
Указанные технологические линии не предназначены для изготовления стержней с анкерными зацепами.
Известна установка для изготовления стержня переменного сечения из композиционного материала ( RU 2274715, Е04С 5/07, 20.04.2006), включающая шпулярник, пропиточный узел, кольцевой раскладчик, обжимную фильеру, закладное устройство, вертлюг поперечной намотки кольцевых нитей, полимеризационный тракт, тянущее устройство, отрезной механизм, при этом линия снабжена средством для воздействия локальным линейным подвижным контактным давлением на часть внешней поверхности изготавливаемого стержня, прикладываемого поперек его волокон в зоне укладки кольцевых нитей, причем средство выполнено с возможностью обеспечения регулирования требуемого контактного давления.
Установка предназначена для изготовления анкерного зацепа с использованием закладного элемента. Недостатком установки является сложность ведения технологического процесса.
Наиболее близким аналогом изобретения является установка для изготовления стержня (RU 2249085, Е04С 5/00, 5/07, 27.03.2005), включающая последовательно расположенные и связанные в одну технологическую линию шпулярник с установленными на нем бобинами с ровингом, натяжные устройства, камеру нагрева, пропиточную ванну с установленным на выходе из нее отжимным устройством, формовочный узел с блоком фильер, закладным устройством, формирующим анкерные зацепы путем закладки формообразующих заготовок в сформированный стержень, устройство поперечной намотки, полимеризационные камеры, тянущий и отрезной механизмы, счетно-измерительное устройство, определяющее момент закладки заготовок и момент отрезки стержня, при этом управляюще-регулирующее устройство на базе ПЭВМ связано с устройствами и механизмами установки посредством кабелей связи.
В известной установке формирование анкерного зацепа осуществляется путем закладки формообразующих заготовок в сформированный стержень, что требует дополнительно изготовления заготовок. Кроме того, использование закладных элементов снижает несущую способность стержня.
Задачей изобретения является повышение технологичности процесса изготовления стержня переменного сечения, повышение прочности изготавливаемой арматуры, автоматизация процесса изготовления анкерных зацепов.
Техническим результатом изобретения является создание линии, позволяющей изготовить монолитный стержень переменного сечения, что повышает его несущую способность и, как следствие, долговечность строительных конструкций. Новое техническое решение позволяет автоматически в одном технологическом цикле навивкой нитей или волокон изготовить любую заданную конфигурацию монолитного стержня переменного сечения (без применения закладных элементов или изменения технологической цепи) с анкерными зацепами в виде конических, или коническо-цилиндрических, или иной формы утолщений.
Технический результат достигается тем, что линия для изготовления стержня переменного сечения из композиционного материала, включающая связанные в одну технологическую линию бобинодержатель с установленными на нем бобинами с ровингом, натяжное устройство, шпулярник, предварительную камеру нагрева, пропиточную ванну с отжимными устройствами в виде фильер, установленных на выходе из ванны, устройство поперечной намотки, полимеризационные камеры, протяжной механизм, счетно-измерительное устройство, отрезной механизм, управляюще-регулирующее устройство, расположенное вне технологической цепочки и соединенное со всеми устройствами и механизмами линии посредством кабелей связи, согласно изобретению содержит устройство формирования анкера, выполненного в виде устройства поперечной навивки нитей и/или волокон на формируемый стержень, снабженного укладчиком с регулированием натяжения, установленного после устройства поперечной намотки, счетно-измерительное устройство имеет систему датчиков, определяющих момент включения и выключения устройства формирования анкерного зацепа, моменты изменения скорости протяжного механизма и скорости устройства поперечной намотки, при этом устройство также может быть размещено в начале технологической линии, например перед камерой нагрева, управляюще-регулирующее устройство содержит блок управления формированием анкерных зацепов, снабженный программным обеспечением и системой датчиков, взаимосвязанных с устройством поперечной намотки, протяжным механизмом и устройством поперечной навивки, обеспечивающими при включении или выключении устройства формирования анкера одновременное снижение или, соответственно, повышение скорости поперечной намотки и продольной протяжки, а также в зависимости от заданных параметров: длины, диаметра и формы анкера - дифференцирование скорости протяжки и навивки во временных интервалах формирования частей анкера с заданным профилем.
Устройство формирования анкера снабжено приспособлением для пропитки укладываемых нитей и/или волокон полимерным связующим.
На чертеже изображена технологическая линия.
Линия для изготовления стержня переменного сечения из композиционного материала включает устройства, связанные в одну технологическую линию:
1. Бобинодержатель с установленными на нем бобинами с ровингом.
2. Шпулярник, выполняющий функцию равномерного распределения волокнистого материала.
3. Натяжное устройство для равномерного натяжения ровинга.
4. Счетно-измерительное устройство.
5. Предварительную камеру нагрева волокнистого материала для удаления избыточного количества влаги и замасливателя.
6. Пропиточную ванну.
7. Отжимное устройство с блоком фильер.
8. Устройство поперечной намотки с укладчиком натяжения кольцевых нитей.
9. Устройство формирования анкера с устройством регулирования уровня натяжения и приспособлением для пропитки нитей и/или волокон (не показано).
10. Камеру полимеризации.
11. Протяжной механизм с устройством равномерной укладки.
12. Механизм резки или сматывания.
13. Управляюще-регулирующее устройство 13, взаимосвязанное с конструктивными составляющими технологической линии посредством кабелей связи.
Управляюще-регулирующее устройство 13 содержит блок управления формированием анкера 14, снабженный программным обеспечением и системой датчиков.
Линия может содержать механизм сматывания, расположенный перед механизмом резки (это признак не является существенным).
В установке по патенту №2249085 счетно-измерительное устройство расположено в конце технологической линии, а именно перед отрезным механизмом, и его основное назначение - определение момента срабатывания закладного устройства, формирующего анкерные зацепы. Основное назначение счетно-измерительного устройства 4 по изобретению - определение моментов включения и выключения устройства формирования анкерного зацепа 9, определение моментов изменения скорости протяжного механизма 11 и скорости устройства поперечной намотки посредством установленной системы датчиков. Счетно-измерительное устройство может быть размещено как в конце, так и в начале технологической линии, например перед натяжным устройством 3. В данной заявке приведен частный случай установки устройства 4 перед камерой нагрева 5.
Устройство формирования анкера 9 выполнено в виде устройства поперечной навивки с возможностью изменения скорости и снабжено устройством регулирования уровня натяжения. Дополнительно устройство 9 может быть снабжено устройством пропитки нитей и волокон полимерным связующим. Расположение устройства 9 в технологической линии, а именно после устройства поперечной намотки 8 и перед камерой полимеризации 10 обусловлено тем, что нити и/или волокна навивают на неотвержденный стержень, а затем в один цикл полимеризации сформированный стержень с анкерными зацепами отверждают.
Блок управления формированием анкера 14 снабжен программным обеспечением и системой датчиков, которые взаимосвязаны с устройством поперечной намотки 8, протяжным механизмом 11 и устройством поперечной навивки 9.
Работа линии и автоматизация процесса формирования анкера осуществляются следующим образом.
Предварительно в блоке управления 14 задаются определенные параметры: длина стержня, форма анкера (с коническим и коническо-цилиндрическим утолщением), размеры анкера (длина, диаметры), расстояние между анкерными зацепами, скорость формирования стержня, начальная скорость и время протяжки при формировании анкерного зацепа.
Бобины с ровингом устанавливают на бобинодержателе 1 с натяжными блоками и выравнивающими гребенками. Количество бобин подбирают в зависимости от типа ровинга и требуемого несущего диаметра стержня и степени наполнения. Далее через шпулярник 2 ровинг равномерно распределяется в натяжитель 3 и затем проходит через счетно-измерительное устройство 4.
В дальнейшем через горизонтальный распределитель ровинг подается в камеру нагрева 5, где с помощью управляюще-регулирующего устройства 13 задается определенная температура с целью удаления избыточной влажности и замасливателя ровинга. Далее ровинг проходит через пропиточную камеру 6 с полимерным связующим, внутренняя часть которой изготовлена из фторопласта с целью снижения адгезионной способности. На следующем этапе пропитанный ровинг проходит через отжимное устройство с блоком фильер 7, избыточное количество компаунда возвращается по лотку обратно в пропиточную камеру 6. В фильере 7 формируется предварительный профиль стержня. Далее происходит укладка с натяжением кольцевых нитей.
Устройства 11 и 8 при формировании стержня имеют заданную скорость, применяемую на практике при изготовлении неметаллической арматуры, в том числе в известных устройствах.
После продольно-поперечной обмотки и прохождения формируемого стержня через устройство 8 счетно-измерительное устройство 4, определяя расстояние при протяжке, передает импульсы в блок управления 14. При получении информации заданной величины посредством системы датчиков автоматически включается устройство формирования анкера 9, при этом одновременно скорость поперечной обмотки устройства 8 снижается практически до нулевой, значительно понижается скорость протяжного механизма 11 и автоматически устанавливаются дифференцированные скорости протяжки в устройстве 11 во временных интервалах формирования частей анкера с заданным профилем.
Например, при формировании анкера конической формы скорость протяжки дифференцированно снижается от начальной до средней части анкера, а затем дифференцированно повышается от средней части до конечной. При формировании анкера коническо-цилиндрической формы скорость протяжки дифференцированно снижается до начала средней части анкера, затем остается постоянной и затем дифференцированно повышается от конца средней части до конечной.
Более эффективное формирование анкера достигается в случае, когда во временном интервале формирования частей анкера одновременно с изменением скорости протяжки изменяется скорость поперечной навивки в устройстве 9, т.е. дифференцированно увеличивается, а затем дифференцированно уменьшается или дифференцированно увеличивается, остается постоянной, а затем дифференцированно уменьшается.
Дифференцированная скорость протяжки с одновременной многократной навивкой волокон или нитей или из комбинации (предпочтительно, предварительно пропитанных связующим) на формируемый стержень обеспечивают заданные размеры и форму анкера. Скорости на каждом этапе формирования анкера задаются программным обеспечением. С помощью программного обеспечения, определяющего дифференцированные скорости, можно задать любую форму профиля анкера.
Таким образом, посредством одновременного изменения скоростей протяжки и навивки нитей или волокон на неотвержденный стержень формируется определенная длина, диаметр, форма анкера.
При достижении заданной длины анкера счетно-измерительное устройство 4 передает информацию в блок управления 14, который автоматически изменяет частотные характеристики протяжного механизма 11 и механизма поперечной намотки 8 и отключает устройство 9.
Сформированный стержень заданного переменного сечения проходит стадию полимеризации в камере 10, где с помощью управляюще-регулирующего устройства 13 задаются температурные режимы каждой камеры с дальнейшим направлением через укладчик в протяжной механизм 11, а в дальнейшем на линию резки или намотки 12.
Изготовление стержней с заданным расстоянием между анкерными зацепами обеспечивается заданным временным интервалом между моментами включения и выключения устройства формирования анкерного зацепа 9. Для изготовления стержня и анкеров может быть применен стеклянный и/или базальтовый ровинг, стеклянная, базальтовая нить.
Заявленная линия позволяет изготавливать монолитный стержень переменного сечения из композиционных материалов без применения закладных элементов, что повышает его несущую способность, при этом осуществляется автоматизация процесса формирования анкера заданного профиля.
Изобретение относится к технологии изготовления арматурных элементов, а именно к технологическим линиям для изготовления стержней переменного сечения из композиционных материалов, которые могут быть использованы в качестве связующих связевых элементов стеновых ограждающих конструкций, монолитных железобетонных и сборных конструкций, а также в конструктивных элементах зданий в виде отдельных стержней, для армирования оснований автомагистралей и дорог. Техническим результатом изобретения является создание линии, позволяющей изготовить монолитный стержень переменного сечения, что повышает его несущую способность и, как следствие, долговечность строительных конструкций. Новое техническое решение позволяет автоматически в одном технологическом цикле навивкой нитей или волокон изготовить любую заданную конфигурацию монолитного стержня переменного сечения (без применения закладных элементов или изменения технологической цепи) с анкерными зацепами в виде конических, или коническо-цилиндрических, или иной формы утолщений. Технический результат достигается тем, что линия содержит устройство формирования анкера, выполненного в виде устройства поперечной навивки волокон на формируемый стержень, снабженного укладчиком с регулированием натяжения, установленного после устройства поперечной намотки, счетно-измерительное устройство имеет систему датчиков, определяющих момент включения и выключения устройства формирования анкерного зацепа, моменты изменения скоростей протяжного механизма и устройства поперечной намотки, при этом устройство также может быть размещено в начале технологической линии, например перед камерой нагрева, управляюще-регулирующее устройство содержит блок управления формированием анкерных зацепов, снабженный программным обеспечением и системой датчиков, взаимосвязанных с устройством поперечной намотки, протяжным механизмом и устройством поперечной навивки, обеспечивающими при включении или выключении устройства формирования анкера одновременное снижение или, соответственно, повышение скорости поперечной намотки и продольной протяжки, а также в зависимости от заданных параметров: длины, диаметра и формы анкера - дифференцирование скоростей протяжки и навивки во временных интервалах формирования частей анкера с заданным профилем. Устройство формирования анкера снабжено приспособлением для пропитки укладываемых нитей и/или волокон полимерным связующим. 1 з.п. ф-лы, 1 ил.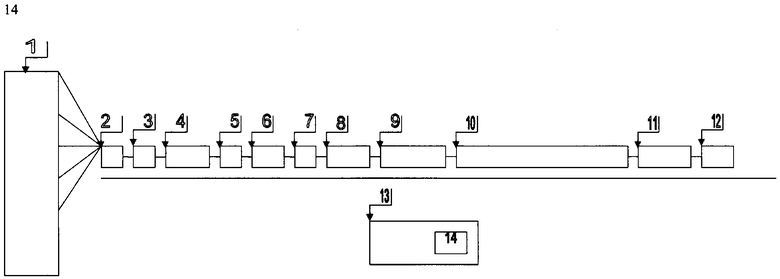
длины, диаметра и формы анкера - дифференцирование скоростей протяжки и навивки во временных интервалах формирования частей анкера с заданным профилем.
| СТЕРЖЕНЬ ДЛЯ АРМИРОВАНИЯ БЕТОННЫХ КОНСТРУКЦИЙ И УСТАНОВКА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2249085C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЯ ПЕРЕМЕННОГО СЕЧЕНИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2274715C1 |
| АРМАТУРНЫЙ ЭЛЕМЕНТ ДЛЯ АРМИРОВАНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ СТЕНОВЫХ КОНСТРУКЦИЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2142039C1 |
| US 4805366 A, 21.02.1989 | |||
| ФРОЛОВ Н.П | |||
| - Стеклопластиковая арматура и стеклопластбетонные конструкции, М | |||
| : Стройиздат, 1980, с.20-25. | |||

