Изобретение относится к способам изготовления многослойных конструкций из заполнителей в виде повторяющихся пирамидальных и тетраэдальных структур и может быть использовано в производстве многослойных панелей из различных материалов, таких как металлы, керамика, стекло, полимеры, композиты, полупроводники, работающих на устойчивость при действии наружного давления и сжимающей силы, применяемых в летательных аппаратах, судостроении, машиностроении, строительстве и других отраслях промышленности.
Известен «Способ изготовления ферменного заполнителя», включающий обшивки, ферменный заполнитель, состоящий из переплетенных между собой стержней, расположенных между двумя обшивками. В сборочное приспособление подается листовой материал (будущая обшивка), туда же загоняется ферменный заполнитель. Далее при помощи сварочного устройства листы обшивок соединяются с вершинами заполнителя. Сварка проходит по всей ширине панели. На выходе получается готовая силовая трехслойная панель с ферменным заполнителем (патент US №6.644.535 B2, опубл. 11.11.2003, МПК B21D 39/00; B23K 1/20; B23K 31/00; B32B 5/12; B32B 7/00).
Недостатком данного способа является необходимость специализированного сварочного оборудования, а также сложного технологического оборудования для установки обшивок на ферменный заполнитель. Используемое приспособление для обеспечения жесткости конструкции во время сварки требует определенного внутреннего пространства для размещения и, следовательно, накладывает ограничение на размеры конструкции. Также вызывает сомнение качество сварочных швов и целостность конструкции при данном виде сварки. Таким образом, данный способ является технологически сложным и дорогостоящим.
Наиболее близким по технической сущности, взятым в качестве, прототипа является изобретение "Способ изготовления многофункциональных сотовых заполнителей ", включающий две обшивки и повторяющиеся объемные ячейки, выполненные из стержневых элементов, обладающих улучшенными структурными свойствами и многофункциональной конструкцией. Заполнители могут быть изготовлены из различных материалов (металлов, керамики, стекло, полимеры, композиты, полупроводники) и иметь различные поперечные сечения (квадрат, круг, прямоугольник). Для изготовления данного заполнителя берется лист материала, далее при помощи штампа получают выдавливанием (прорезание) шестигранные и квадратные отверстия. Затем полученный лист с отверстиями загоняют под штамп с выемками в виде пирамид и тетраэдров и осуществляют давление с прогибом на листе с квадратными и шестигранными отверстиями и при этом получаются структуры в виде повторяющихся пирамидальных и тетраэдальных ячеек. Далее полученный заполнитель соединяют с обшивками, производя пайку или сварку в местах контакта (Патент US №2011/0250385 A1, опубл. 13.10.2011, МПК B32B 3/12, B32B 37/00, B32B 3/06).
Недостатком данного изобретения является сложность процесса изготовления многослойной конструкции сотового заполнителя, требующего больших затрат времени, а также невозможность произвести точную сварку или склеивание в местах контакта стержней с обшивками, что снижает качество соединения, а значит, и снижает жесткость заполнителя, в целом снижает эффективность способа изготовления.
Решаемой задачей является упрощение способа изготовления многослойной конструкции с ферменным заполнителем за счет сокращения времени на изготовление заполнителя с обшивками, увеличение жесткости конструкции, путем повышения качества их соединения при помощи склеивания, сварки или пайки.
Техническим результатом от использования предлагаемого изобретения является создание высокоэффективного способа изготовления многослойной конструкции ферменного заполнителя за счет упрощения способа изготовления ферменного заполнителя с ячейками в виде пирамидальных и тетраэдальных структур и повышения их жесткости путем повышения качества их соединения при помощи склеивания, сварки или пайки.
Технический результат достигается тем, что в способе изготовления многослойной конструкции с ферменным заполнителем, заключающемся в получении из разного рода материалов заполнителей в виде повторяющихся пирамидальных и тетраэдальных ячеек с гранями, выполненными в виде зигзагообразных стержневых элементов с вершинами и впадинами, и соединении их с обшивками, полотно материала нарезают на различные виды повторяющихся зигзагообразных стержневых элементов, в первом случае, полотно нарезают на зигзагообразные стержневые элементы с шипами на вершинах, во втором случае, на зигзагообразные стержневые элементы без шипов, в третьем случае, на зигзагообразные стержневые элементы без шипов и с шипами, в четвертом случае, на стержни, имеющие две вершины с шипами, при этом во впадинах их оснований вершин всех видов зигзагообразных стержневых элементов выполняют прорези, а на обшивках выполняют отверстия под размеры шипов, для точного соединения с ячейками, после этого собирают зигзагообразные стержневые элементы в единую конструкцию заполнителя, так чтобы прорези впадин основания вершин с шипами первого и третьего элементов совпали с прорезями впадин основания вершин второго элемента, после чего получают пирамидальные ячейки, имеющие одну общую вершину с каждой из соседней, причем для получения тетраэдальных ячеек также соединяют прорези впадин основания вершин третьего элемента с прорезями впадин основания четвертого элемента, затем полученные ячейки соединяют обшивками, для этого шипы, находящиеся на вершинах и концах каждого стержневого элемента, вставляют в прорези отверстий в обшивках и места контакта их сваривают или склеивают для прочного соединения заполнителя с обшивками.
Для повышения жесткости конструкции на вершинах каждой из структур сделаны небольшие шипы, а на обшивке с ответной стороны сделаны отверстия под данные шипы. Соединение заполнителя происходит по данным прорезям, что увеличивает точность и качество изготовления. Для более жесткого соединения металлических конструкций возможно соединение сваркой вершин с обшивками, для композиционных структур - клеевое соединение на месте стыка.
Применение заполнителя, выполненного в виде пирамидальных и тетраэдальных структур по данному способу, повышает эксплуатационные характеристики заполнителя, а именно жесткость, и ведет к снижению массы конструкции, не изменяя прочностных характеристик.
Для пояснения технической сущности рассмотрим чертежи, на которых изображено:
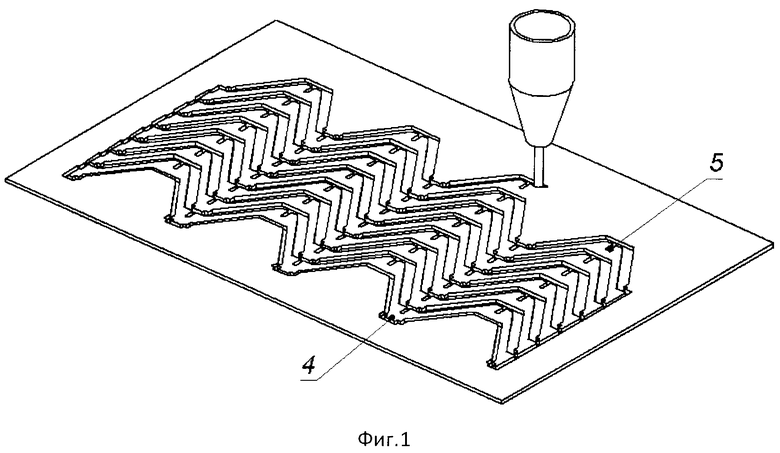
на фиг. 1 представлено полотно материала с повторяющимися стержневыми элементами;
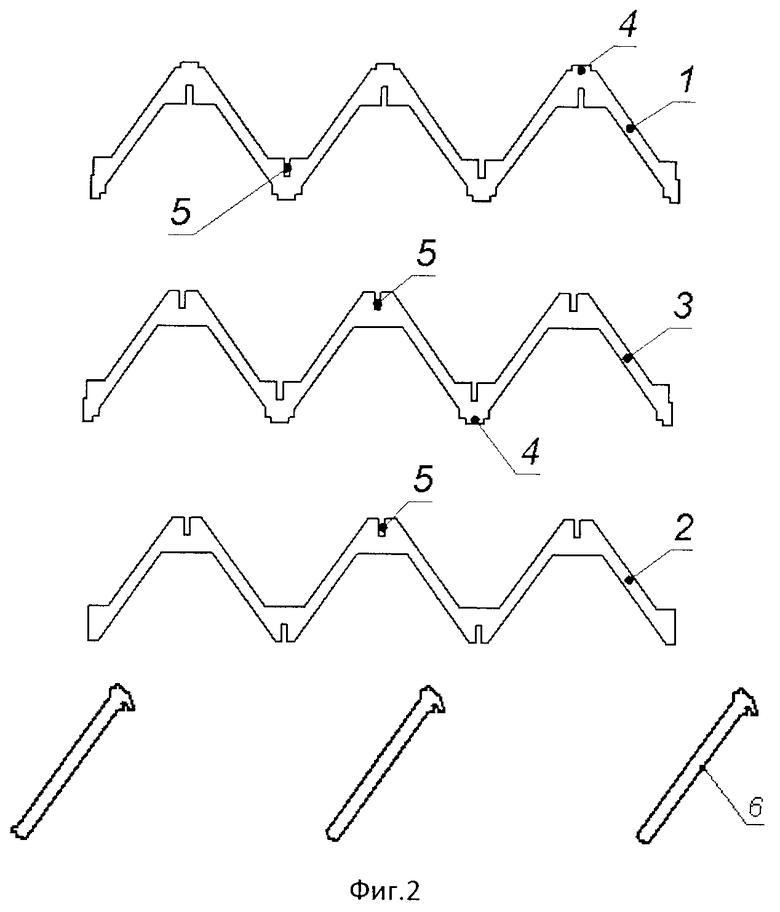
на фиг. 2 - зигзагообразные стержневые элементы;
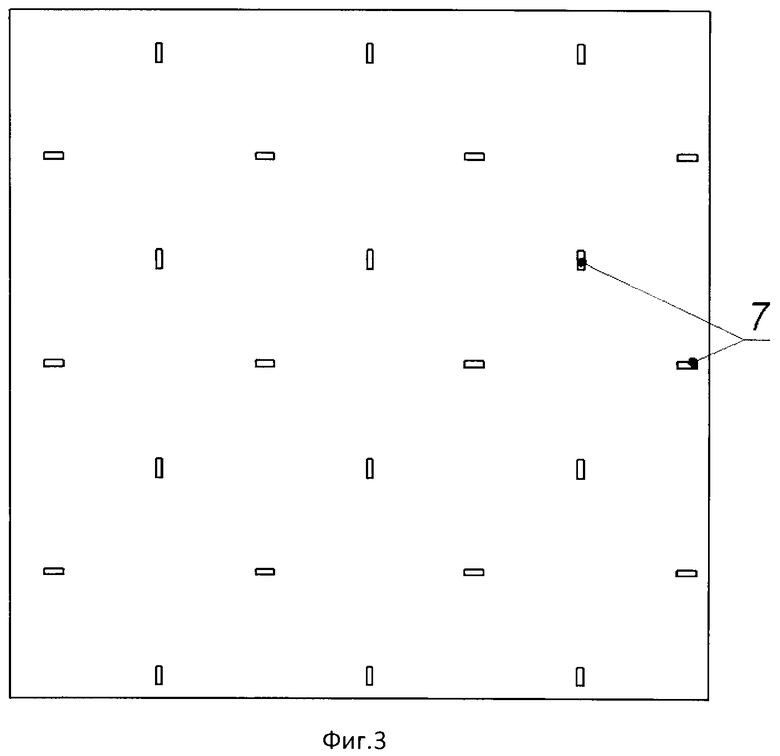
на фиг. 3 - обшивка с отверстиями, полученная после резки;
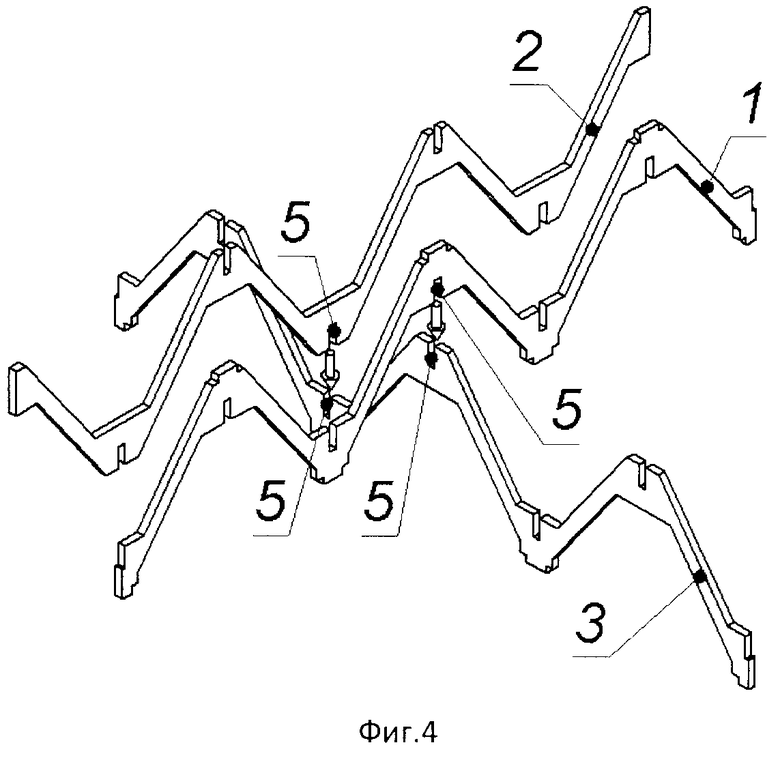
на фиг. 4 представлен процесс сборки зигзагообразных стержневых элементов в пирамидальную конструкцию заполнителя;
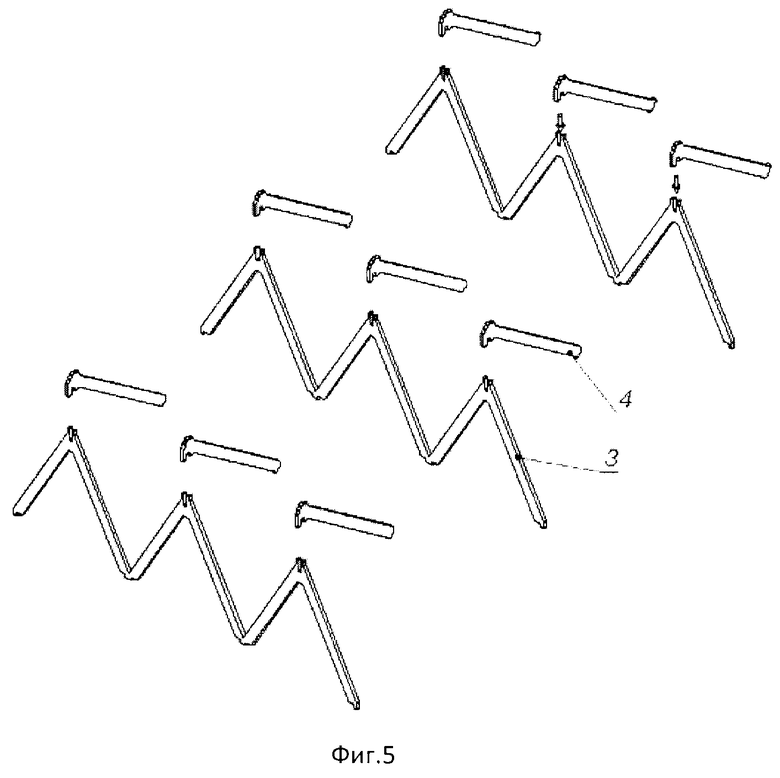
на фиг. 5 представлен процесс сборки зигзагообразных стержневых элементов в тетраэдальную конструкцию заполнителя;
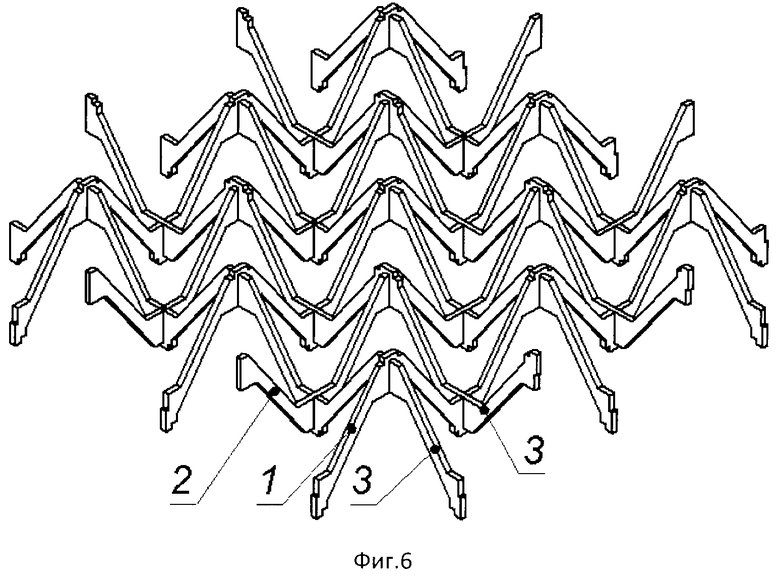
на фиг. 6 - ферменный заполнитель с повторяющимися пирамидальными ячейками;
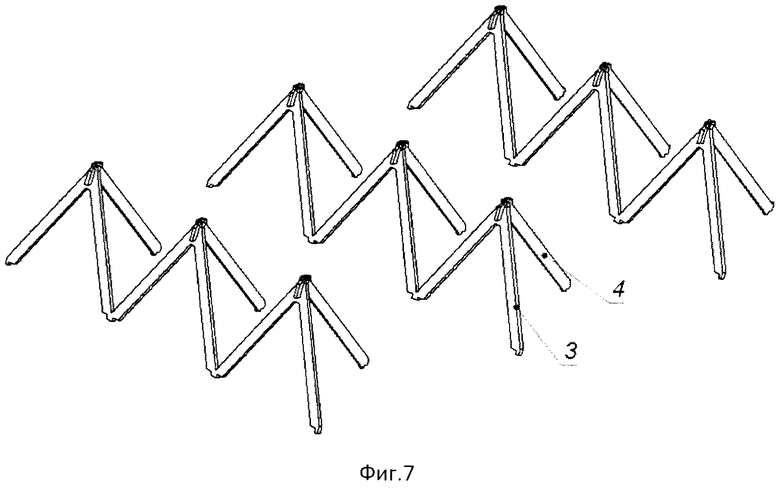
на фиг. 7 - ферменный заполнитель с повторяющимися тетраэдальными ячейками;
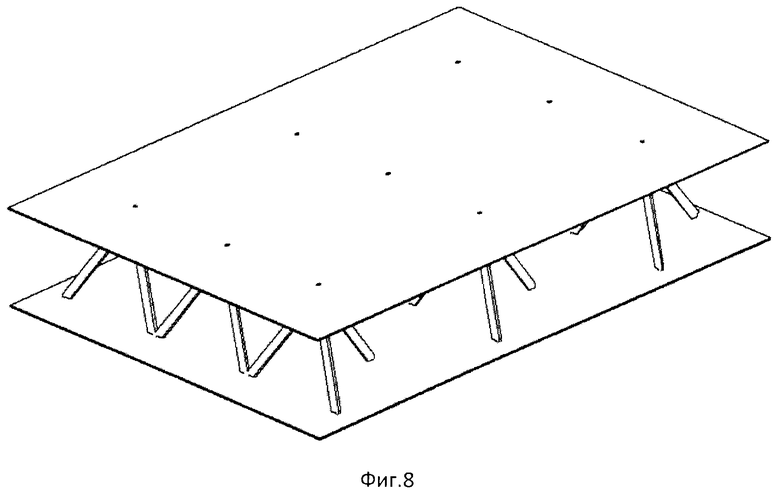
на фиг. 8 - ферменный заполнитель с повторяющимися тетраэдальными ячейками с верхней и нижней обшивками;
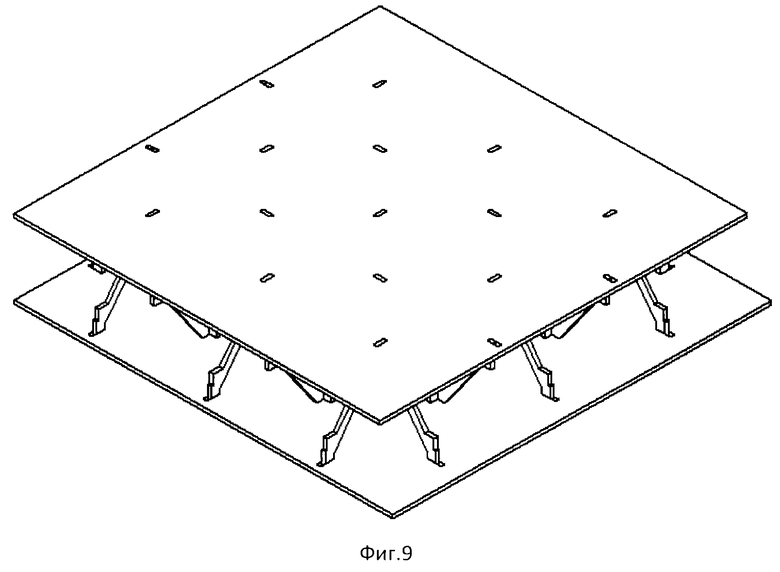
на фиг. 9 - ферменный заполнитель с повторяющимися пирамидальными ячейками с верхней и нижней обшивками,
где: 1 - зигзагообразные стержневые элементы с шипами на вершинах; 2 - зигзагообразные стержневые элементы с вершинами без шипов; 3 - зигзагообразные стержневые элементы с чередованием вершин с шипами и без шипов; 4 - шипы в основаниях вершин всех видов стержневых элементов; 5 - прорези в основаниях вершин всех видов стержневых элементов; 6 - стержневой элемент с шипами на вершинах и прорезью, 7 - отверстия в обшивках.
Изготовление многослойной конструкции с ферменным заполнителем
Полотно материала нарезают на три вида повторяющихся зигзагообразных стержневых элементов (фиг. 1), когда в первом случае, нарезают полотно на зигзагообразные стержневые элементы с шипами на вершинах 1 (фиг. 2), во втором случае, полотно нарезают на зигзагообразные стержневые элементы без шипов 2 (фиг. 2), в третьем случае, полотно нарезают на зигзагообразные стержневые элементы без шипов и с шипами 3 (фиг. 2), в четвертом случае, полотно нарезают на стержни, имеющие две вершины с шипами 6 (фиг 2), при этом во впадинах их оснований всех четырех видов зигзагообразных стержневых элементов выполняют прорези 5 (фиг. 2), при этом на обшивках выполняют отверстия под размеры шипов 7 (фиг. 3), для точного соединения с ячейками, после этого собирают зигзагообразные стержневые элементы в единую конструкцию заполнителя, так чтобы прорези 5 впадин основания вершин с шипами первого 1 (фиг. 2) и третьего элементов 3 (фиг. 2) совпали с прорезями впадин вершин второго элемента 2 (фиг. 2), после чего получают пирамидальные ячейки (фиг. 6), для получения тетраэдальных ячеек (фиг. 7) соединяют прорези 5 впадин вершин третьего элемента 3 (фиг. 2) с прорезями 5 впадин основания четвертого элемента 6 (фиг. 2), затем полученные ячейки соединяют обшивками, (фиг. 8, 9), для этого шипы 4, находящиеся на вершинах и концах каждого из стержней (фиг. 2), вставляют в прорези отверстий в обшивках 7 (фиг. 3) и места контакта их сваривают или склеивают для прочного соединения заполнителя с обшивками.
Таким образом, изготовление заполнителей в виде пирамидальных и тетраэдальных ячеек, имеющих одну общую вершину с каждой из соседней, позволяет обеспечить повышение продольной и поперечной жесткости конструкции при снижении ее массы на единицу длины.
По своим технико-экономическим преимуществам заявляемое техническое решение позволяет получить высокоэффективный способ изготовления многослойной конструкции за счет упрощения изготовления ферменного заполнителя в виде пирамидальных и тетраэдальных структур с повышенными характеристиками качества, с одновременным повышением жесткости.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЕРМЕННЫЙ ЗАПОЛНИТЕЛЬ МНОГОСЛОЙНОЙ ПАНЕЛИ | 2014 |
|
RU2580729C1 |
| Способ изготовления многослойной несущей поверхности с дискретным заполнителем | 2021 |
|
RU2762029C1 |
| Многослойная панель с ферменным заполнителем | 2015 |
|
RU2619786C1 |
| Способ изготовления заполнителя с ферменной объемной структурой и многослойных панелей на его основе | 2019 |
|
RU2710177C1 |
| Заполнитель с ферменной объемной структурой многослойной композитной панели | 2019 |
|
RU2715157C1 |
| Многослойная конструкция с синусоидальным заполнителем | 2022 |
|
RU2797868C1 |
| Дискретный заполнитель многослойной панели | 2020 |
|
RU2747179C1 |
| Многослойная несущая поверхность с дискретным заполнителем | 2020 |
|
RU2749312C1 |
| СОТОВЫЙ ЗАПОЛНИТЕЛЬ | 2012 |
|
RU2507113C1 |
| Многослойная несущая поверхность со сборным дискретным заполнителем | 2022 |
|
RU2802721C1 |
Изобретение относится к способам изготовления многослойных конструкций из заполнителей в виде повторяющихся пирамидальных и тетраэдальных структур и может быть использовано в производстве многослойных панелей из различных материалов, работающих на устойчивость при действии наружного давления и сжимающей силы. Ферменный заполнитель представляет собой объемную структуру из различного рода материала в виде ячеек в форме повторяющихся пирамидальных и тетраэдальных структур. Изготавливают при помощи лазерной резки из материалов, таких как металлы, керамика, стекло, полимеры, композиты, полупроводники. Полотно материала нарезают на три вида повторяющихся зигзагообразных стержневых элементов. В одном варианте полотно нарезают на зигзагообразные стержневые элементы с шипами на вершинах, во втором - полотно нарезают на зигзагообразные стержневые элементы без шипов, в третьем - на зигзагообразные стержневые элементы без шипов и с шипами, в четвертом - на стержни, имеющие две вершины с шипами. Во впадинах их оснований всех видов зигзагообразных стержневых элементов выполняют прорези. На обшивках выполняют отверстия под размеры шипов для точного соединения с ячейками, после этого собирают зигзагообразные стержневые элементы в единую конструкцию заполнителя, так чтобы прорези впадин основания вершин с шипами первого и третьего элементов совпали с прорезями впадин основания вершин второго элемента, после чего получают пирамидальные ячейки, имеющие одну общую вершину с каждой из соседней. Для получения тетраэдальных ячеек соединяют прорези впадин основания вершин третьего элемента с прорезями впадин основания четвертого элемента, после чего полученные ячейки соединяют обшивками, для этого шипы, находящиеся на вершинах и концах каждого из зигзагообразных стержневых элементов, вставляют в прорези отверстий в обшивках и места контакта их сваривают или склеивают для прочного соединения заполнителя с обшивками. Изобретение обеспечивает упрощение способа изготовления ферменного заполнителя с ячейками в виде пирамидальных и тетраэдальных структур и повышение их жесткости путем повышения качества их соединения при помощи склеивания, сварки или пайки. 9 ил., 1 пр.
Способ изготовления многослойной конструкции с ферменным заполнителем, заключающийся в получении из разного рода материалов заполнителей в виде повторяющихся пирамидальных и тетраэдальных ячеек с гранями, выполненными в виде зигзагообразных стержневых элементов с вершинами и впадинами, и соединении их с обшивками, отличающийся тем, что полотно материала нарезают на различные виды повторяющихся зигзагообразных стержневых элементов, в первом случае, полотно нарезают на зигзагообразные стержневые элементы с шипами на вершинах, или, во втором случае, на зигзагообразные стержневые элементы без шипов, или, в третьем случае, на зигзагообразные стержневые элементы без шипов и с шипами, или, в четвертом случае, на стержни, имеющие две вершины с шипами, при этом во впадинах их оснований вершин трех видов зигзагообразных стержневых элементов выполняют прорези, а на обшивках выполняют отверстия под размеры шипов для точного соединения с ячейками, после этого собирают зигзагообразные стержневые элементы в единую конструкцию заполнителя, так чтобы прорези впадин основания вершин с шипами первого и третьего элементов совпали с прорезями впадин основания вершин второго элемента, после чего получают пирамидальные ячейки, имеющие одну общую вершину с каждой из соседней, причем для получения тетраэдальных ячеек также соединяют прорези впадин основания вершин третьего элемента с прорезями впадин основания четвертого элемента, затем полученные ячейки соединяют обшивками, для этого шипы, находящиеся на вершинах и концах каждого стержневого элемента, вставляют в прорези отверстий в обшивках и места контакта их сваривают или склеивают для прочного соединения заполнителя с обшивками.
| US 20110250385 A1, 13.10.2011 | |||
| US 6644535 B2, 11.11.2003 | |||
| WO 2010010989 A1, 28.01.2010 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОЙ КАРКАСНОЙ СТРУКТУРЫ И СТРУКТУРА, ПОЛУЧЕННАЯ ТАКИМ СПОСОБОМ | 2007 |
|
RU2424864C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЯЧЕИСТОЙ КОНСТРУКЦИИ | 1999 |
|
RU2170636C2 |

