Изобретение относится к способам изготовления заполнителя с ферменной объемной структурой, являющегося разновидностью ферменно-стоечного заполнителя с периодически повторяющимися усеченными тетраэдальными элементами и многослойными композитными панелями на его основе. Заполнитель изготавливают из листов различных сплавов металлов, поддающихся деформации давлением. Их просекают и вытягивают, затем вальцуют, таким образом, формируют развертку заполнителя на плоскости в виде сетки с ячейками заданной формы, состоящей из ребер и площадок, соединенных между собой. Далее прокатывают в перпендикулярном направлении к линии просечки вдоль направления вытяжки, последовательно формируют ячейки заполнителя в форме усеченных тетраэдров, образованных из ребер и площадок заданной формы и размера в соответствии с исходной разверткой заполнителя. В результате, усечённые вершины ячеек заполнителя образовывают площадки контакта заданной формы и размера. В конструкции многослойной композитной панели обшивки и промежуточные листы, используемые для разделения заполнителей послойно при многослойном применении, изготавливают из различных материалов, таких как: сплавы металлов, стекло, керамика, натуральный камень и другие материалы, применяемые в строительстве, мебельном производстве, транспортном машиностроении, судостроении и других отраслях промышленности. Площадки контакта предлагаемого заполнителя обеспечивают надежное соединение с внешними облицовками или с промежуточными листами, а также и без них при многослойном применении. Образованные места контакта между частями конструкции композитной панели склеивают связующими материалами, сваривают, паяют, соединяют любым способом, исключающим взаимное перемещение. Представленный способ упрощает технологию производства заполнителя и многослойных панелей на его основе.
Наиболее близким по технической сущности, принятым в качестве прототипа, является изобретение «Способ изготовления многослойной конструкции с ферменным заполнителем» (патент RU 2 568 487 C1, опубликовано 10.04.2016, МПК B32B 7/00 (2006.01), B32В 3/12 (2006.01)).
Недостатком данного изобретения является сложность поштучного изготовления различных видов зигзагообразных элементов с шипами на вершинах и без них, стержней с шипами и без них, из которых собираются заполнитель. Ещё одним недостатком прототипа является необходимость применения высокоточной сборки заполнителя и конструкций на его основе из отдельных стержневых и зигзагообразных элементов, а также наличие на площадке контакта шипа, что требует дополнительной перфорации обшивок композитной панели и усложняет использование данного заполнителя в непрерывных технологических процессах производства. При изготовлении конструкции композитной панели, когда предъявляются требования, связанные с внешним видом панелей, перфорация лицевой обшивки для окончательной сборки всей конструкции будет затруднительна.
Задачей, на решение которой направлено предлагаемое изобретение, является упрощение промышленной технологии изготовления заполнителя с ферменной объемной структурой, повышение производительности и расширение конструктивного разнообразия заполнителей и композитных панелей на его основе.
Способ изготовления заполнителя с периодически повторяющимися усеченными тетраэдальными элементами осуществляют следующим образом. Заполнитель изготавливают из листов различных сплавов металлов, поддающихся деформации давлением. Их просекают и вытягивают на просечно-вытяжном оборудовании, формируют заготовку с ячейками шестигранной формы, далее вальцуют и получают развертку заполнителя на плоскости в виде сетки с ячейками заданной формы (фиг.1), состоящей из ребер 1, 2, 3 (фиг.1) и площадок 4 (фиг.1), соединенных между собой. Далее прокатывают в перпендикулярном направлении 6 (фиг.1) к линии просечки 5 (фиг.1) вдоль направления вытяжки, на непрерывном прокатном стане линейного типа с валками определенной формы и последовательно формируют ячейки заполнителя в форме усеченных тетраэдров, образованных из ребер 1, 2, 3 (фиг.2) и площадок 4 (фиг.2) заданной формы и размера в соответствии с исходной разверткой заполнителя. В результате, усечённые вершины ячеек заполнителя образовывают площадки контакта заданной формы и размера. Все вышеперечисленные операции можно объединить в одну технологическую линию, используя рулонный материал, и благодаря автоматизации управления и контроля можно достичь очень высокой производительности при полном исключении ручного труда.
Многослойные композитные панели на основе заполнителя с периодически повторяющимися усеченными тетраэдальными элементами изготавливают следующим способом.
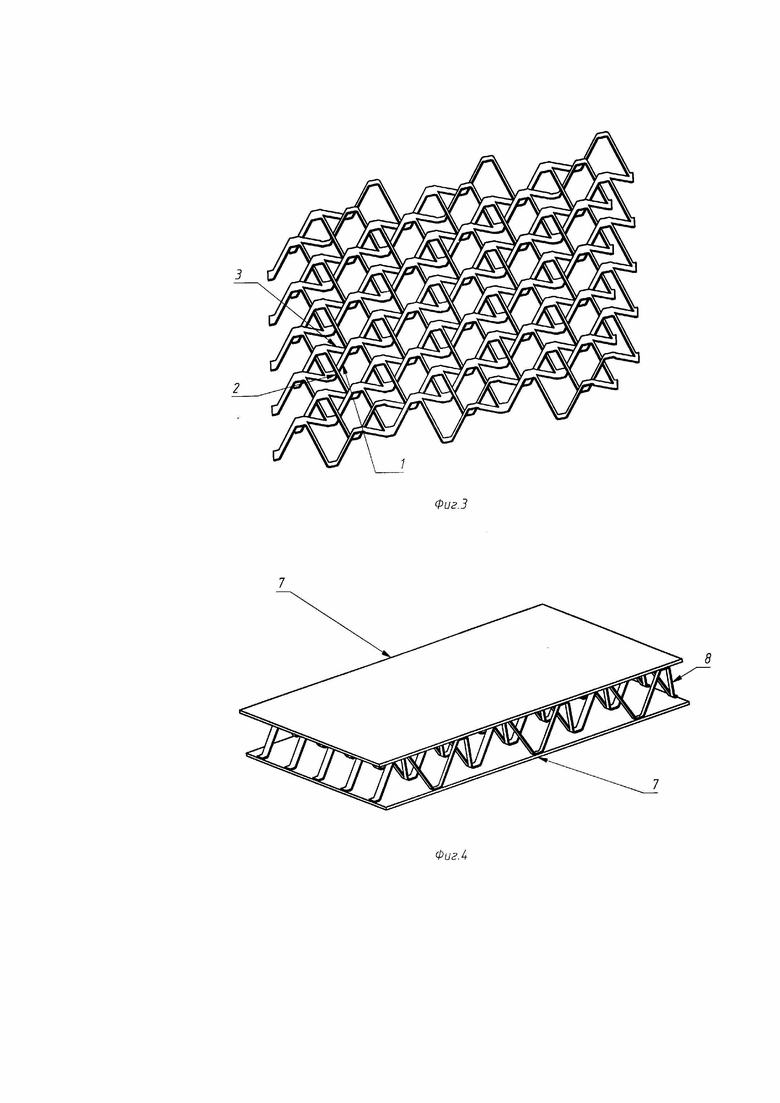
Помещают заполнитель на линию подачи, являющуюся кондуктором, допускающим укладку заполнителя двумя способами: одинарным или повышенной плотности, когда укладывают два ферменных заполнителя в один слой, взаимно смещают в продольном и поперечном направлении таким образом, чтобы ребра 1 (фиг.3) усеченных тетраэдров, направленные перпендикулярно направлению проката, при окончательном формировании первого ферменного заполнителя были пропущены между ребрами 2,3 (фиг.3) грани усеченного тетраэдра, лежащей в плоскости, совпадающей с направлением проката второго ферменного заполнителя. Далее подготавливают контактные площадки к нанесению связующего материала, наносят связующий материал, соединяют с облицовками, обрезают кромку, нарезают в товарный размер панели. Наличие вышеприведенной совокупности существенных признаков позволяет объединить непрерывное изготовление ферменного заполнителя из рулонного материала и изготовление многослойных композитных панелей на его основе, на одной технологической линии.
Использование предложенного способа по сравнению с прототипом позволит решить поставленную задачу и получить новый технический результат – упростить технологию изготовления заполнителя с ферменной объемной структурой, который прост в изготовлении, использовать непрерывные высокопроизводительные процессы и повысить эффективность изготовления многослойных конструкций на его основе.
Сущность изобретения поясняется чертежами, на которых изображено:
на фиг.1 изображена развертка заполнителя в виде сетки с ячейками заданной формы, состоящей из ребер 1, 2 и 3 и площадок 4 соединенных между собой, 5 линия просечки, 6 линия направления проката при формировании усеченных тетраэдальных элементов;
на фиг.2 изображен заполнитель с ферменной объемной структурой, состоящей из периодически повторяющихся открытых ячеек образованных ребрами усеченных тетраэдальных элементов, где 1 - ребра усеченных тетраэдров, направленных перпендикулярно направлению проката; 2, 3 - ребра грани усеченного тетраэдра, лежащей в плоскости, совпадающей с направлением проката, при окончательном формировании ферменного заполнителя; 4 - площадка контакта;
на фиг.3 способ укладки двух заполнителей с взаимным смещением, где 1 - ребра усеченных тетраэдров, направленных перпендикулярно направлению проката первого заполнителя; 2, 3 - ребра грани усеченного тетраэдра, лежащей в плоскости, совпадающей с направлением проката, при окончательном формировании второго заполнителя;
на фиг.4 многослойная композитная панель на основе заполнителя с ферменной объемной структурой, где 7 – внешняя обшивка, 8 - заполнитель.
| название | год | авторы | номер документа |
|---|---|---|---|
| Заполнитель с ферменной объемной структурой многослойной композитной панели | 2019 |
|
RU2715157C1 |
| Многослойная панель с ферменным заполнителем | 2015 |
|
RU2619786C1 |
| ФЕРМЕННЫЙ ЗАПОЛНИТЕЛЬ МНОГОСЛОЙНОЙ ПАНЕЛИ | 2014 |
|
RU2580729C1 |
| Многослойная конструкция с синусоидальным заполнителем | 2022 |
|
RU2797868C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ КОНСТРУКЦИИ С ФЕРМЕННЫМ ЗАПОЛНИТЕЛЕМ | 2014 |
|
RU2568487C1 |
| Дискретный заполнитель многослойной панели | 2020 |
|
RU2747179C1 |
| Многослойная несущая поверхность с дискретным заполнителем | 2020 |
|
RU2749312C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ СТУПЕНЧАТОЙ ФОРМЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2471586C2 |
| ПАНЕЛЬ КРИВОЛИНЕЙНОЙ ФОРМЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2381955C2 |
| Строительный блок | 2024 |
|
RU2837968C1 |

Изобретение относится к способам изготовления заполнителя с ферменной объемной структурой и многослойной композитной панели на его основе. Способ изготовления заполнителя с ферменной объемной структурой с периодически повторяющимися усеченными тетраэдальными элементами включает следующие этапы: листы сплавов металлов последовательно просекают и вытягивают, затем вальцуют, таким образом формируют развертку заполнителя на плоскости в виде сетки с ячейками формы, состоящей из ребер и площадок, соединенных между собой, далее прокатывают в перпендикулярном направлении к линии просечки вдоль направления вытяжки и последовательно формируют ячейки заполнителя в форме усеченных тетраэдров, образованных из ребер и площадок, в соответствии с исходной разверткой заполнителя, с возможностью образования усечёнными вершинами ячеек заполнителя площадок контакта. Способ изготовления многослойной композитной панели на основе заполнителя включает следующие этапы: заполнитель помещают на линию подачи, взаимно смещают в продольном и поперечном направлении таким образом, чтобы ребра усеченных тетраэдров, направленные перпендикулярно направлению проката, при окончательном формировании первого ферменного заполнителя были пропущены между ребрами грани усеченного тетраэдра, лежащей в плоскости, совпадающей с направлением проката второго ферменного заполнителя, далее контактные площадки заполнителя склеивают или сваривают с облицовками для обеспечения единства многослойной конструкции, обрезают кромку и нарезают в товарный размер панели. Изобретение обеспечивает упрощение технологии производства, повышение производительности изготовления и расширение конструктивного разнообразия заполнителей и композитных панелей на его основе. 2 н.п. ф-лы, 4 ил.
1. Способ изготовления заполнителя с ферменной объемной структурой с периодически повторяющимися усеченными тетраэдальными элементами, характеризующийся тем, что листы сплавов металлов, поддающихся обработке давлением, последовательно просекают и вытягивают, затем вальцуют, таким образом формируют развертку заполнителя на плоскости в виде сетки с ячейками заданной формы, состоящей из ребер и площадок, соединенных между собой, далее прокатывают в перпендикулярном направлении к линии просечки вдоль направления вытяжки и последовательно формируют ячейки заполнителя в форме усеченных тетраэдров, образованных из ребер и площадок, в соответствии с исходной разверткой заполнителя, с возможностью образования усечёнными вершинами ячеек заполнителя площадок контакта.
2. Способ изготовления многослойной композитной панели на основе заполнителя с периодически повторяющимися усеченными тетраэдальными элементами, изготовленного способом по п. 1, при этом заполнитель помещают на линию подачи, являющуюся кондуктором, допускающим укладку заполнителя двумя способами: одинарным или повышенной плотности, когда укладывают два ферменных заполнителя в один слой, взаимно смещают в продольном и поперечном направлении таким образом, чтобы ребра усеченных тетраэдров, направленные перпендикулярно направлению проката, при окончательном формировании первого ферменного заполнителя были пропущены между ребрами грани усеченного тетраэдра, лежащей в плоскости, совпадающей с направлением проката второго ферменного заполнителя, далее контактные площадки заполнителя склеивают или сваривают с облицовками для обеспечения единства многослойной конструкции, обрезают кромку и нарезают в товарный размер панели.
| ФЕРМЕННЫЙ ЗАПОЛНИТЕЛЬ МНОГОСЛОЙНОЙ ПАНЕЛИ | 2014 |
|
RU2580729C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ КОНСТРУКЦИИ С ФЕРМЕННЫМ ЗАПОЛНИТЕЛЕМ | 2014 |
|
RU2568487C1 |
| Многослойная панель с ферменным заполнителем | 2015 |
|
RU2619786C1 |
| Хозяйственное помещение арочного типа из сборного железобетона для скотных дворов, мастерских, гаражей и складов совхозов и колхозов | 1959 |
|
SU128218A1 |
| US 7963085 В2, 21.06.2011. | |||

