Изобретение относится к области производства медалей нумизматического, фаллеристического назначения или монето-жетонных изделий, предназначенных для применения в наличном денежном обращении государства и, в частности, к технологическим процессам изготовления указанного типа металлоизделий для придания им художественной и тезаврационной привлекательности.
Известны различные технологические процессы по изготовлению монет, медалей, жетонов, поверхности которых подвергают декорированию для придания им художественной и тезаврационной привлекательности.
Так, например, в техническом решении по патенту RU 2194427, А44С 7/00, опубл. 20.12.2002 г. предлагается процесс изготовления изделий, при котором на поверхность металлозаготовки локально наносят лаковое покрытие, производят последующее гравирование на нанесенном лаковом покрытии декора путем химического протравливания металла в зонах лакового покрытия не закрытых маской и последующее электрохимическое осаждение отделочного металла в углубления образованного декора до уровня основной поверхности.
Однако возможности известного процесса технологически ограничены производством, в основном, изделий нумизматического и фаллеристического назначения, имеющих декор с лаковым покрытием.
В настоящее время при изготовлении различных медалей и монето-жетонной продукции с целью придания им художественной и тезаврационной привлекательности фирмы, при промышленном производстве указанной продукции из пластичных при холодном деформировании металлов или сплавов реализуют технологический процесс, заключающийся в предварительной подготовке поверхностей металлозаготовок путем уплотнения их поверхностных слоев, в холодном пластичном деформировании их посредством изготовленных их закаленных сталей нижнего и верхнего штемпелей пресса, осуществляющих тиснение на лицевой и/или оборотной поверхностях заготовки отполированных, локально расположенных декоров, негативное изображение которых выполняют на рабочих поверхностях штемпелей и отполировано, при этом шероховатость поверхностей негатива декора контрастна к шероховатости рабочих полей штемпелей, деформирующих не декорируемые участки поверхностей заготовки (см. патент RU 2352470, опубл. 20.04.2009 г.).
Данный способ изготовления медалей и монето-жетонных изделий из пластичных при холодном деформировании металлов и их сплавов выбран в качестве ближайшего аналога заявляемого изобретения.
Однако данный технологический процесс по изготовлению медалей, монето-жетонной изделий с локально расположенным декором, шероховатость поверхности которого контрастна к не декорируемым участкам поверхностей изделий, приводит к выпуску товарной продукции, являющейся подделкой для конкретного производителя, что наносит ему экономический ущерб, в том числе в виде предъявленных рекламаций на изделие, производство которого осуществлено другим предприятием, фирмой.
Для защиты металлоизделий от подделок, идентификации их используют различные методы, приведенные ниже.
Способ идентификации подлинности изделий путем нанесения на них маркировки методом гравировки и нанесения рядом с гравировкой метки, выполняемой из невидимого или почти невидимого невооруженным глазом материала, способного к излучению, см. заявку FR 2664073 A1, G06K 7/10, опубл. 1993 г. Использование гравировальной техники для маркировки каждого изделия замедляет процесс их производства, т.к. требует больших временных затрат, а необходимость введения в процесс маркировки второй операции - нанесения рядом с гравировкой метки, выполняемой из невидимого или почти невидимого невооруженным глазом материала, способного к излучению требует использования специального оборудования, необходимого для обнаружения метки из материала, способного к излучению. Отмеченные недостатки затрудняют использование данного известного способа в случае массового производства изделий.
Способ идентификации подлинности изделия, описанный в SU 183.2318 А1, опубл. 03.05.80 г., основанный на введении в объем изделия идентификационных меток с частицами радиоактивного вещества. Однако данный процесс нанесения маркировки технологически сложен и оказывает негативное воздействие на потребительские свойства контролируемого объекта. При использовании данного способа также затруднен контроль идентификации объектов на всех этапах их использования.
Способ нанесения маркировки по патенту RU 2104886, опубл. 20.02.1998, в котором маркировка может быть выполнена в виде буквенно-цифрового обозначения, кода, которые наносятся с помощью пуансона и молотка, и включает дальнейшее ударное увеличение глубины маркирования в отдельных локальных точечных областях цифро-буквенного обозначения уже нанесенной маркировки, которое осуществляют с помощью чекана, имеющего рабочую часть в виде притупленной иглы. Наличие локальных точечных углублений с увеличенной глубиной является скрытой маркировкой, служащей защитной мерой. Однако технология нанесения маркировки по известному способу имеет недостатки, не позволяющие использовать ее в случае массового производства изделий, что связано с тем, что нанесение скрытой маркировки в виде локальных точечных углублений с увеличенной глубиной производится после нанесения основной маркировки в виде цифро-буквенного обозначения.
Необходимость проведения дополнительной операции определяет как дополнительные финансовые затраты, так и временные, что является одним из недостатков указанного известного способа нанесения маркировки. Кроме того, сложно обеспечить точное попадание ударного инструмента - чекана в уже выполненный цифровой или буквенный знак, в случае же непопадания не обеспечивается скрытность дополнительной маркировки. Трудно обеспечить в течение рабочего времени постоянную силу удара по молотку, т.к. от нее зависит глубина нанесения дополнительной защитной маркировки, а в случае применения роботизированной установки нанесение дополнительной защитной маркировки в указанном известном способе влечет за собой большие временные затраты и не может обеспечить высокую производительность и высокую степень идентификации изделия.
Способ маркировки изделий по патенту RU 2202464 С2, опубл. 20.04.2003 г., включает получение маркировочного изображения в виде рисунков или конфигураций механическим нанесением меток в виде углублений, которые могут быть различной глубины, для осуществления чего предлагается использовать операции фрезерования и/или сверления. Технология этого известного способа не обеспечивает возможность маркировки большого количества изделий, т.е. не может обеспечить высокую производительность нанесения маркировки на изделия, а также не может обеспечить высокую степень защиты изделия, т.к. легко прочитывается невооруженным глазом.
Способ маркировки изделий по патенту RU №2316049, опубл. 27.01.2008 г., заключающийся в том, что удары по поверхности изделия для выполнения точечных углублений, определяющих графический образ буквенно-цифрового изображения, наносят последовательно, удар за ударом, с помощью иглы автоматического станка ударного действия с программным управлением, силу удара иглы станка с программным управлением задают отдельно для каждого точечного углубления таким образом, чтобы различие по глубине между отдельными точечными углублениями можно обнаружить с использованием оптических средств.
В последнее время на многих предприятиях используют лазерную маркировку в целях надежной идентификации металлической и др. продукции. Лазерная маркировка долговечна, от клеймления лазерную маркировку отличает отсутствие механического воздействия на изделие, т.е. деформации. Лазерная маркировка является современным способом нанесения надписей, изображений, гравюр, аббревиатур на поверхность готовых изделий, изготовленных из большинства известных материалов.
Однако известная технология также не обеспечивает возможность маркировки большого количества изделий, в частности, монето-жетонных. При этом данный технологический процесс, как и ранее указанные (см., например, патенты RU №2202464, №2104886, №2316049), реализуются только путем удаления (в том числе испарения при лазерном маркировании), части металла с декорируемого изделия, что ограничивает технологические возможности данных методов маркирования изделий, изготовленных из благородных металлов (серебро, золото), а также изделий, на лицевой и/или оборотной поверхностях которых выполняют локально расположенные (отполированные) декоры, вследствие образования на модифицируемых поверхностях получаемых изделий дефектов в виде раковин, царапин, что ухудшает художественную и тезаврационную привлекательность данных изделий.
Таким образом, из известного уровня техники по реализации процесса маркирования металлоизделий в целом следует неэффективность их использования в технологическом процессе изготовления медалей и монето-жетонных изделий с локально расположенными отполированными декорами, контрастными к недекорируемым участкам поверхностей изделий, и как следствие - низкая производительность, технологические потери благородных металлов, нарушение качественных параметров декора при маркировании.
Техническая задача настоящего изобретения направлена на создание высокопроизводительного без потери металла процесса маркирования медалей и монето-жетонных изделий, изготовленных с декором, соответствующим требованиям художественной и тезаврационной привлекательности.
Для решения поставленной технической задачи предложен способ изготовления медалей и монето-жетонных изделий из пластичных при холодном деформировании металлов или сплавов, заключающийся в предварительной подготовке поверхностей металлозаготовок путем уплотнения их поверхностных слоев, в холодном пластичном деформировании их посредством изготовленных их закаленных сталей нижнего и верхнего штемпелей пресса, осуществляющих тиснение на лицевой и/или оборотной поверхностях заготовки отполированных, локально расположенных декоров, негативное изображение которых выполняют на рабочих поверхностях штемпелей и отполировано, при этом шероховатость поверхностей негатива декора контрастна к шероховатости рабочих полей штемпелей, деформирующих не декорируемые участки поверхностей заготовки, согласно изобретению, одновременно с тиснением на поверхности заготовки упомянутых декоров на части их отполированных поверхностей получают маркирующие метки посредством штемпелей, по крайней мере, на одном из которых путем микрогравирования с помощью лазерного оборудования с программным управлением выполнены негативы упомянутых маркирующих меток, глубина углублений и толщина линий которых составляет соответственно 3-5 мкм и 20-30 мкм, при этом позитив изображения маркирующих меток идентифицируют на поверхностях отполированных декоров изделия с использованием оптических средств, которые увеличивают размеры маркирующих меток при видимом световом излучении.
Согласно изобретению, идентификацию маркирующих меток на поверхности декора изделия осуществляют оптическим средством при световом излучении 380-700 нм.
Согласно изобретению, уплотнение поверхностных слоев металла заготовок осуществляют с использованием галтовочного оборудования.
Согласно изобретению, маркирующие метки выполняют в виде буквенных, и/или цифровых, и/или символических знаков.
Согласно изобретению, буквенные, и/или цифровые, и/или символические знаки размещают построчно на отполированном поле негативного изображения декора или в произвольном порядке.
При реализации заявляемого способа по изготовлению медалей, монет, жетонов из пластичных при холодном деформировании металлов или их сплавов, реализуется процесс получения готовых изделий указанного типа, имеющих высокую художественную и тезаврационную привлекательность за счет:
выполнения на лицевой и/или оборотной поверхности изделия отполированного четко выраженного декора с маркирующими метками, наличие которых обеспечивает защиту изделия конкретного производителя от подделки;
выполнения на лицевой и/или оборотной поверхности изделия отполированного четко выраженного декора с маркирующими метками, идентификацию конкретного исполнения которых обнаруживают при видимом световом излучении посредством оптических средств;
выполнения на лицевой и/или оборотной поверхности изделия отполированного четко выраженного декора с маркирующими метками, наличие которых не нарушает качественные параметры выполненного декора;
выполнения на лицевой и/или оборотной поверхности изделия отполированного четко выраженного декора с маркирующими метками, наличие которых не влияет на производительность процесса производства данного типа изделий и не приводит к технологическим потерям металлов, особенно благородных, используемых при производстве данного типа изделий.
Таким образом, при реализации заявляемого технологического процесса обеспечивается эффективная синергетическая зависимость между тезаврационной, художественной привлекательностью и маркированием получаемых изделий.
При анализе известного уровня техники не выявлено технических решений, имеющих аналогичную заявляемому изобретению совокупность признаков, что свидетельствует о соответствии заявляемого технического решении критериям изобретения: «новизна», «изобретательский уровень», «промышленная применимость», что и подтверждается нижеприведенным описанием изобретения.
Изобретение поясняется рисунками, где:
на рис. 1 представлено фотографическое изображение изделия, изготовленного по заявляемому изобретению, до его идентификации оптическим средством;
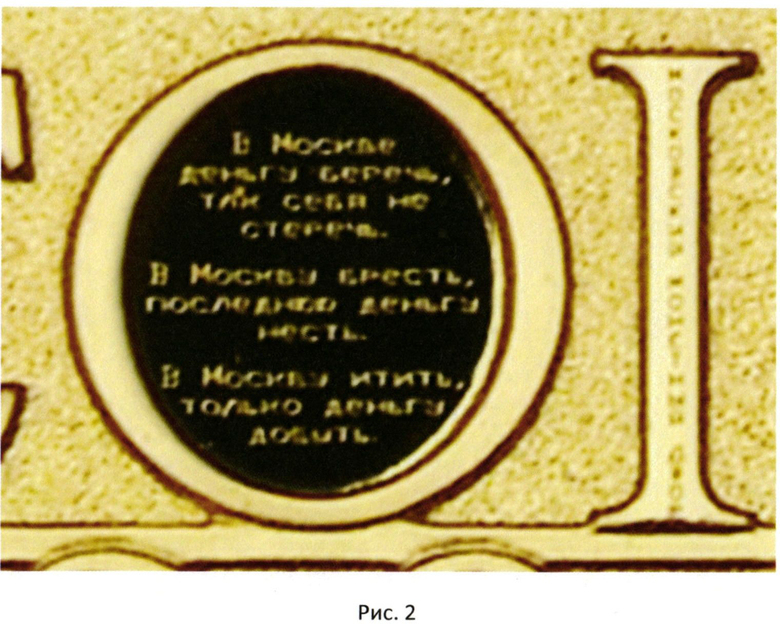
на рис. 2 показан фрагмент того же изделия в зоне расположения маркирующих меток на отполированных полях декора при их увеличении оптическим средством.
Сущность изобретения поясняется рекомендациями относительно выбора технологического оборудования, сырьевых материалов.
Для осуществления изобретения используются следующие сырьевые материалы и технологическое оборудование:
для изготовления основ металлозаготовок используют металлополосу предпочтительно из таких металлов, как серебро, например, марок СрМ900, СрМ925 или сплавы металлов - нейльзибер, томпак и др.;
штампы для вырубки металлозаготовок;
установки предпочтительно галтовочного типа;
промывочные ванны и ультразвуковые установки для промывки предпочтительно фирмы «Финсоник»;
пресс с нижним и верхними штемпелями предпочтительно марок «Гребенер GK-600» или «Зак Киссельбах»;
другие материалы и оборудование, используемое в производстве медалей и монетожетонной продукции.
Способ изготовления медалей, монетожетонных изделий из пластичных при холодном деформировании металлов или их сплавов осуществляют следующим образом:
из полосы соответствующего металла с использованием штампов вырубки изготавливают металлозаготовки, технические параметры которых определяют в соответствии с выпускаемым изделием (медаль, монета, жетон);
осуществляют предварительную подготовку поверхностей металлозаготовок для монетожетонных изделий путем их обработки, предпочтительно, в галтовочном оборудовании, в барабане которых имеется технический моющий раствор и наполнитель, предпочтительно, в виде предварительно подготовленных, очищенных стальных шариков с технологическими параметрами их диаметров не более 5 мм. Мас. % содержание наполнителя и его размерные параметры задаются по условиям технологического процесса. При обработке металлозаготовок в галтовочном оборудовании поверхности их полируются, что устраняет различные поверхностные дефекты, например, заусенцы, и обеспечивает уплотнение поверхностных слоев металла заготовок (устраняется пористость). Получаемые металлозаготовки сушат, дополнительно очищают от остатков технических моющих средств путем их промывки, например, в ультразвуковой установке.
Затем производят пластичное холодное деформирование металлозаготовки с тиснением на ее лицевой или/и оборотной поверхностях локальных декоров. Пластичное холодное деформирование металлозаготовки производят с использованием пресса, имеющего нижний и верхний штемпели, между которыми в соответствующей оправке размещают металлозаготовку. Принципиальное конструктивное исполнение пресса со штемпелями традиционно (см., например, схему пресса пат. JP 316061982, А44С 21/0, опубл. 25.04.01 г.).
Штемпели изготавливают из закаленных сталей с твердостью, превышающей твердость металла заготовки. Рабочие поверхности штемпелей подготавливают путем выполнения на них негативов локальных декоров, позитив которых при работе пресса формируется на лицевой или/и оборотной поверхностях металлозаготовки. Возможно выполнение на рабочих поверхностях штемпелей как объемных (трехмерных) негативов декоров, так и двухмерных (рельефных).
Полученные поверхности штемпелей после выполнения на них негативного изображения декора полируют.
Полученные негативы декора и недекорируемые поверхности полируют с использованием различных средств полирования, предпочтительно шлифования, с целью придания поверхностям негативов декоров, например, полуматовости, зеркальности при классе шероховатости, контрастным к классу шероховатости для недекорируемых поверхностей штемпелей, для обработки которых используют пескоструйную обработку или обработку полировальными пастами. При полировании поверхностей штемпелей класс шероховатости поверхностей негатива декора контрастен к классу шероховатости рабочих полей штемпелей, деформирующих недекорируемые участки поверхностей заготовки.
Технологический процесс обработки рабочих поверхностей штемпелей используют с целью получения при пластичном холодном деформировании металлозаготовок готовых изделий в виде медалей или монето-жетонной продукции, на поверхностях которых выполнено позитивное изображение отполированных (зеркальных) локальных декоров, шероховатость которых контрастна к классу шероховатости к недекорируемым полям поверхностей изделий.
При реализации настоящего изобретения после подготовки поверхностей штемпелей на части отполированных поверхностей, по крайней мере, одного из штемпелей с негативным изображением декора посредством лазерного оборудования с программным управлением производят микрогравирование негативов маркирующих меток.
Выполнение негативов маркирующих меток на части отполированных поверхностей негатива декора на одном из штепелей технологически наиболее оптимально как по затратной части, так по требованиям, предъявляемым к художественной и тезаврационной привлекательности изделия.
Процесс микрогравирования с использованием управляемого лазерного луча наиболее эффективный метод нанесения маркирующих меток требуемой глубины, четкости и контрастности линий.
При микрогравировании используют лазерное оборудование со средней мощностью лазера 3,3 Вт, частотой импульсов лазерного луча 48 кГц и скоростью движения лазерного луча 150 мм/сек, что оптимизирует процесс выполнения негативов маркирующих меток с глубиной углублений и толщиной линий соответственно 3-5 мкм и 20-30 мкм.
При данных параметрах маркирующих меток не нарушается качество художественной привлекательности отполированного декора на изделии и визуально глазом потребителя при видимом световом излучении, лежащем в диапазоне 380-700 нм, различается зона маркирования, отчетливость выполнения меток на которой идентифицируется и оценивается с использованием оптических средств, увеличивающих размеры маркирующих меток при видимом световом излучении. Указанный диапазон видимости светового излучения соответствует чувствительности человеческого глаза по воспринимаемости им световых волн в различное время суток.
В качестве оптических средств используют наиболее доступные для потребителя оптические средства в виде собирающих линз, повышающих разрешающую способность глаза человека и, предпочтительно, лупу, предназначенную для увеличения и наблюдения мелких предметов, расположенных на конечном расстоянии, и которая традиционно используется во многих областях человеческой деятельности, в том числе в биологии, медицине, археологии, банковском и ювелирном деле, криминалистике, при ремонте часов и радиоэлектронной техники, а также в филателии, нумизматике.
Исследования лазерного оборудования с иной мощностью, частотой лазерного луча и скоростью его движения экспериментально показали их неэффективность по выполнению на отполированной поверхности негатива декора негативов маркирующих меток по их параметрам. Изменение параметров маркирующих меток на отполированной поверхности декора (увеличение или уменьшение их) приводит соответственно либо к нарушению качества поверхности декора, что снижает его художественную привлекательность, либо усложняет процесс визуальной оценки по расположению маркирующих меток на отполированной поверхности декора изделия, что затрудняет их последующую идентификацию оптическими средствами при видимом световом излучении.
Использование для микрогравирования лазерного оборудования для получения маркирующих меток, идентифицируемых на готовом изделии оптическими средствами при видимом световом излучении, оптимально по условиям выбора зоны микрогравирования на отполированной поверхности негативного изображения декора на штемпеле.
Выполнение маркирующих меток лазерным оборудованием на недекорируемых поверхностях штемпеля приведет к качественному изменению шероховатости данной поверхности (испарение металла), что при тиснении металлозаготовки:
нарушает общую стилистику выполняемого декора, ухудшая тем самым его качественные характеристики по соотношению отполированных и не отполированных поверхностей изделия;
усложняется процесс визуального определения зоны маркирования, а следовательно, и процесс ее идентификации.
Использование для микрогравирования лазерного оборудования при получении негатива маркирующих меток на отполированной поверхности негативного изображения декора на штемпеле оптимально для высокопроизводительного процесса изготовления однотипных по художественной и тезаврационной привлекательности изделий из пластичных при холодном деформировании металлов, соответственно медалей, монет, жетонов.
При выполнении микрогравирования используют, предпочтительно, маркирующие метки в виде буквенных и/или цифровых, и/или символических знаков, посредством которых потребитель соответствующих изделий (медали, монеты, жетоны) получает различную информацию, например, о производителе изделия, дате его изготовления и др.
По изобретению предлагается, в частности, построчное расположение на отполированном поле негативного изображения декора негативов построчно размещаемых буквенных и/или цифровые знаков, (см. рис. 1, 2). Возможно и иное расположение маркирующих меток на отполированном поле негатива декора, например, произвольно выполненное (на рис. не показано).
Таким образом, при реализации изобретения обеспечивается высокопроизводительный без потери, предпочтительно, благородного металла процесс изготовления изделий, соответствующих требованиям художественной и тезаврационной привлекательности, при котором одновременно с тиснением на поверхности заготовки декоров на части их отполированных поверхностей получают маркирующие метки, глубина углублений и толщина линий которых составляет, соответственно, 3-5 мкм и 20-30 мкм и идентификацию которых на поверхностях отполированных декоров изделия осуществляют с использованием оптических средств, увеличивающих размеры маркирующих меток при видимом световом излучении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕКОРАТИВНОГО МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТЕЙ МОНЕТ, МЕДАЛЕЙ, ЖЕТОНОВ, ИЗГОТОВЛЕННЫХ ИЗ ПЛАСТИЧНЫХ ПРИ ХОЛОДНОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ ИЛИ ИХ СПЛАВОВ | 2008 |
|
RU2352470C1 |
| СПОСОБ ДЕКОРАТИВНОГО МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТЕЙ МОНЕТ, МЕДАЛЕЙ, ЖЕТОНОВ, ИЗГОТОВЛЕННЫХ ИЗ ПЛАСТИЧНЫХ ПРИ ХОЛОДНОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ ИЛИ ИХ СПЛАВОВ, И ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ПО ДАННОМУ СПОСОБУ | 2011 |
|
RU2465794C1 |
| Способ декоративного модифицирования поверхности изделия с применением УФ-отверждаемого полимера и изделие, изготовленное данным способом | 2017 |
|
RU2682513C2 |
| Монетовидное изделие | 2016 |
|
RU2628377C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ НА ОСНОВЕ И МНОГОСЛОЙНОЕ ИЗДЕЛИЕ | 2020 |
|
RU2741609C1 |
| Способ изготовления чеканочного штемпеля и чеканочный штемпель | 2020 |
|
RU2752409C1 |
| МАРКИРУЮЩАЯ КОМПОЗИЦИЯ НА ОСНОВЕ НЕОРГАНИЧЕСКИХ ЛЮМИНОФОРОВ, СПОСОБ МАРКИРОВКИ ИЗДЕЛИЙ ИЗ МЕТАЛЛА И ИЗДЕЛИЕ ИЗ МЕТАЛЛА | 2012 |
|
RU2493192C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНЕТО-ЖЕТОННЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219816C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЙМА ДЛЯ МАРКИРОВАНИЯ ИЗДЕЛИЙ, ИЗГОТОВЛЕННЫХ ИЗ ПЛАСТИЧНЫХ ПРИ ХОЛОДНОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ | 2010 |
|
RU2432265C1 |
| УСТРОЙСТВО ИДЕНТИФИКАЦИИ И ОПРЕДЕЛЕНИЯ ПОДЛИННОСТИ ПЛАТИНОВЫХ МОНЕТ, ЖЕТОНОВ И МЕДАЛЕЙ РОССИЙСКОЙ ИМПЕРИИ, ИЗГОТОВЛЕННЫХ В ПЕРИОД С 1826 г. ПО 1845 г. | 2017 |
|
RU2652644C2 |
Изобретение может быть использовано при производстве медалей нумизматического, фаллеристического назначения или монето-жетонных изделий, применяемых в наличном денежном обращении. После предварительного уплотнения поверхностных слоев заготовки осуществляют их холодное пластичное деформирование посредством штемпелей пресса. При этом производят тиснение отполированных локально расположенных декоров, негативное изображение которых выполнено на рабочих поверхностях штемпелей и отполировано. Одновременно с тиснением на поверхности заготовки упомянутых декоров на части их отполированных поверхностей получают маркирующие метки. Негативы упомянутых маркирующих меток выполнены на штемпеле путем микрогравирования с помощью лазерного оборудования с программным управлением. Позитив изображения маркирующих меток идентифицируют на поверхностях отполированных декоров изделия с использованием увеличивающих оптических средств. При реализации изобретения обеспечивается высокопроизводительный без потери металла процесс маркирования изделий, изготовленных с декором, который соответствует требованиям художественной и тезаврационной привлекательности. 4 з.п. ф-лы, 2 ил.
1. Способ изготовления изделий из пластичных при холодном деформировании металлов или сплавов в виде медалей, монет или жетонов, включающий предварительную подготовку поверхностей металлических заготовок путем уплотнения их поверхностных слоев, холодное пластичное деформирование заготовок посредством изготовленных их закаленных сталей нижнего и верхнего штемпелей пресса, осуществляющих тиснение на лицевой и/или оборотной поверхностях заготовки отполированных локально расположенных декоров, негативное изображение которых выполнено на рабочих поверхностях штемпелей и отполировано, при этом шероховатость поверхностей негатива декора контрастна к шероховатости рабочих полей штемпелей, деформирующих не декорируемые участки поверхностей заготовки, отличающийся тем, что одновременно с тиснением на поверхности заготовки упомянутых декоров на части их отполированных поверхностей получают маркирующие метки посредством штемпелей, по крайней мере на одном из которых путем микрогравирования с помощью лазерного оборудования с программным управлением выполнены негативы упомянутых маркирующих меток, глубина углублений и толщина линий которых составляет, соответственно, 3-5 мкм и 20-30 мкм, при этом позитив изображения маркирующих меток идентифицируют на поверхностях отполированных декоров изделия с использованием оптических средств, которые увеличивают размеры маркирующих меток при видимом световом излучении.
2. Способ по п. 1, отличающийся тем, что идентификацию маркирующих меток на поверхности декора изделия осуществляют оптическим средством при световом излучении 380-700 нм.
3. Способ по п. 1, отличающийся тем, что уплотнение поверхностных слоев металла заготовок осуществляют с использованием галтовочного оборудования.
4. Способ по п. 1, отличающийся тем, что маркирующие метки выполняют в виде буквенных, и/или цифровых, и/или символических знаков.
5. Способ по п. 4, отличающийся тем, что буквенные и/или цифровые, и/или символические знаки размещают построчно на отполированном поле негативного изображения декора или в произвольном порядке.
| СПОСОБ ДЕКОРАТИВНОГО МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТЕЙ МОНЕТ, МЕДАЛЕЙ, ЖЕТОНОВ, ИЗГОТОВЛЕННЫХ ИЗ ПЛАСТИЧНЫХ ПРИ ХОЛОДНОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ ИЛИ ИХ СПЛАВОВ | 2008 |
|
RU2352470C1 |
| RU 2011139388 А, 10.02.2014 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ С ДЕКОРАТИВНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2261802C2 |
| СПОСОБ ЛАЗЕРНОЙ ГРАВИРОВКИ МЕТАЛЛА ИЛИ СПЛАВА | 2011 |
|
RU2479396C1 |
| DE 3114461 A1, 26.08.1982 | |||
| WO 2004043189 A1, 27.05.2004. | |||

