Изобретение относится к области кристаллизации расплавов в горизонтальном кристаллизаторе с последующей обработкой изделий и может найти применение при изготовлении многослойных композиционных изделий, например, монетовидных изделий, таких как монеты, медали, жетон, состоящих из кольцевой основы из металла и вставки - камня.
Известен способ изготовления многослойных (биметаллических) монет (медалей) из металлического кольца со вставкой из пластичного материала, так, что толщина вставки готовится вначале меньше толщины кольца, патент США №5630288, В32В 15/00, опубл. 1997.
Известны различные комбинированные изделия из металлов с камнями, например, описанное в патенте РФ №2244634 платежное средство - V.I.P. карта из двух различных материалов: из драгоценного или редкого металла и инкрустирована костью, ценными породами дерева, драгоценными или редкими металлами или драгоценными камнями. В данном патенте не раскрыт способ изготовления такого комбинированного изделия, что является недостатком.
В патенте РФ №2628377, В32В 15/00, опубл. 2016, описан способ изготовления монетовидного изделия посредством холодной пластической деформации (чеканка) из полированных металлозаготовок с помощью чеканочного инструмента (заранее изготовленных лицевых и оборотных штемпелей). Данная технология частично пригодна для создания заготовки, но не описывает, каким образом создать вставку, не разрушив хрупкий материал камня.
В патенте РФ №2664141, В32В 1/00, 15/00, опубл. 2018, описаны способ и приспособления для изготовления монетовидного изделия со вставками из материалов, имеющих достаточную степень деформации без разрушения при осуществлении чеканочных работ, такого типа как, например, стекло силикатное с модулем Юнга Е=56 ГПа, капрон и полиамид стеклонаполненные Е=65 ГПа.
Недостатком известного способа является невозможность изготовления надежного соединения двух конструктивных элементов изделия - металлической части и каменной вставки - без разрушения хрупкой вставки.
Раскрытие изобретения
Технической проблемой, на решение которой направлено предлагаемое техническое решение, является возможность изготовления композиционного изделия, выполненного, по меньшей мере, из кристаллизованного металла со вставкой.
Техническим результатом, на достижение которого направлено настоящее техническое решение, является создание способа изготовления надежного соединения двух конструктивных элементов изделия - металлической части и каменной вставки - без разрушения хрупкой вставки.
Технический результат достигается тем, что заявлен способ изготовления композиционного изделия кристаллизацией из расплава в горизонтальном кристаллизаторе с последующей обработкой, включающий расплавление шихты из драгоценных и цветных металлов и их сплавов в графито-шамотном тигле в индукционной печи открытого типа. Раскисление шихты проводят фосфористой медью при выключенном индукторе в течении 0,5-1 минут, затем нагревают расплав до температуры 1100±10°С, разливают в горизонтальный кристаллизатор со створом прямоугольного сечения на горизонтальном рольганге и проводят кристаллизацию полос прямоугольного сечения, после чего проводят очистку от нагара и окислов путем строгания на строгальном станке и осуществляют пластическую деформацию путем проката на двухвалковом горизонтальном прокатном стане с одновременным отжигом в атмосфере, полученной при диссоциации аммиака, для снижения твердости, затем подвергают гурчению и очищают от масляных фракций моющим раствором с использованием ультразвука и промывают водой, после чего повторно отжигают и поводят галтовку посредством воздействия галтовочных тел сферической и/или многогранной формы в галтовочных барабанах в среде водного раствора моющего средства в течение 3-7 часов, чеканкой формируют область для последующего монтажа вставки из фрезерованного природного и/или полудрагоценного камня и ее закрепления клеем, при этом заготовка из природного камня изготавливается толщиной на 0,3 мм больше максимальной величины предполагаемого к гравировке рельефа.
В качестве материала вставки используют агат, яшму, малахит, бирюзу, коралл, мрамор.
Другим предметом изобретения является композиционное изделие, полученное описанным способом и выполненное в виде монетно-жетонного металлического изделия с проклеенной вставкой, выбранной из ряда: агат, яшма, малахит, бирюза, коралл, мрамор.
Краткое описание чертежей
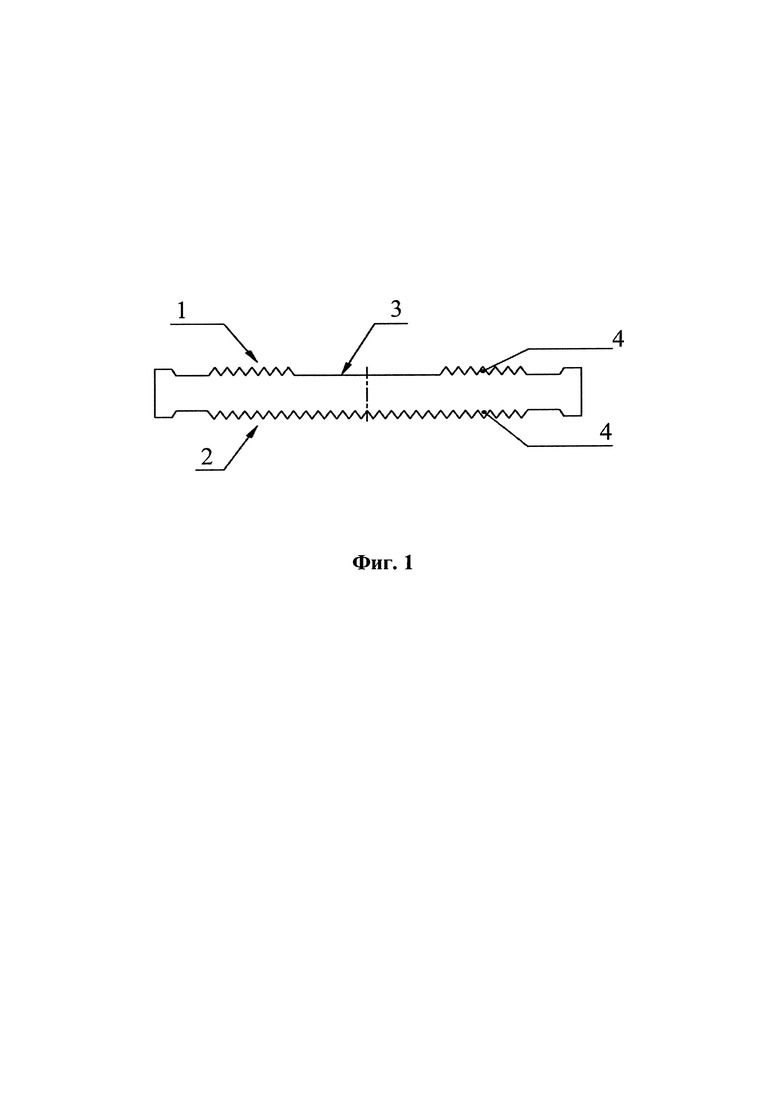
На Фиг. 1 изображена область на металлической основе для последующего монтажа вставки, где показаны:
1 - Лицевая сторона металлической основы;
2 - Оборотная сторона металлической основы;
3 - Область монтажа вставки;
4 - Рельеф металлической основы.
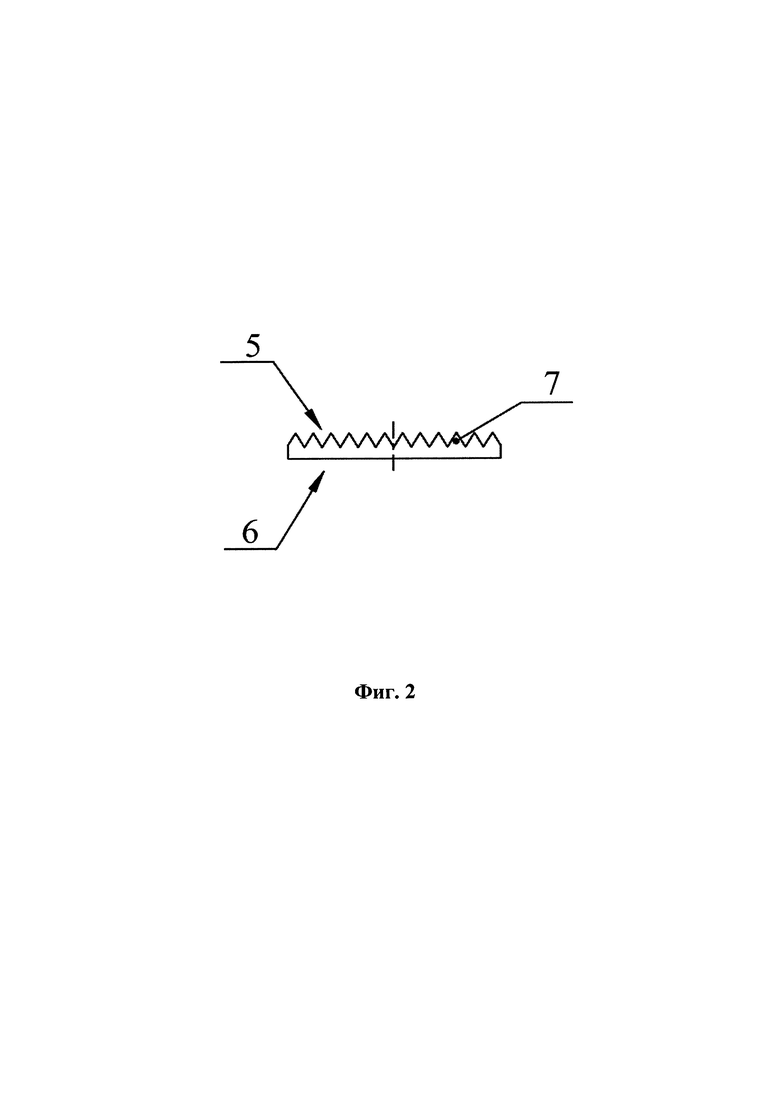
На Фиг. 2 отображена вставка с рельефом из камня, изготовляемая одновременно с металлической основой, где показаны:
5 - Лицевая сторона вставки;
6 - Оборотная сторона вставки;
7 - Рельеф вставки.
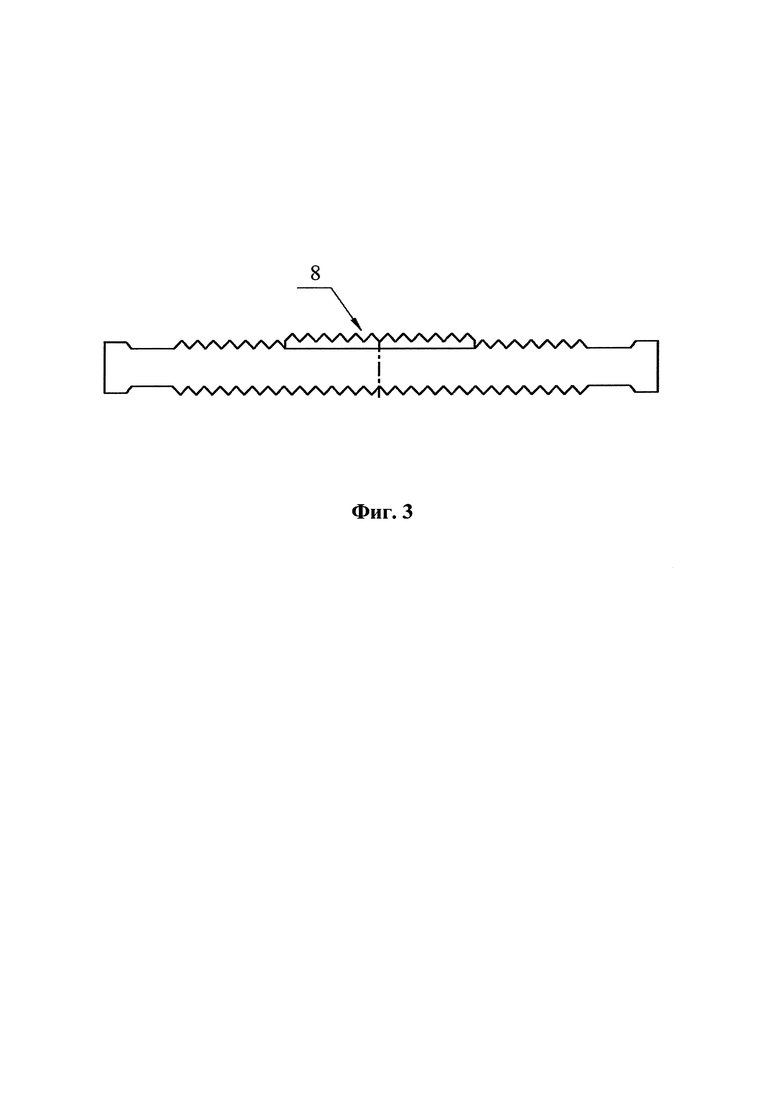
На Фиг. 3 изображена готовая монета со вставкой 8.
Осуществление изобретения
В качестве материла для изготовления металлозаготовки монетовидного изделия используются драгоценные и цветные металлы и их сплавы, преимущественно используется сплав серебра 925-й пробы.
Сплав получают методом плавления в индукционной печи открытого типа WERTLI ITO 10\100 производства фирмы ALFRED WERTLI AG. Предварительно, перед плавкой, рассчитывается и составляется шихта для получения серебряного сплава 925-й пробы по ГОСТ 6836-2002. Шихта расплавляется в графито-шамотном тигле, металл после расплавления раскисляется фосфористой медью при выключенном индукторе в течении 0,5-1 минут, далее доводится до температуры 1100±10°С и разливается в горизонтальный кристаллизатор, со створом прямоугольного сечения, на горизонтальном рольганге. Полученные полосы прямоугольного сечения на рольганге разрезаются на части, удобные для последующей обработки.
Полосы очищаются от поверхностного нагара и окислов посредством строгания на строгальном станке.
Строганные полосы подвергаются пластической деформации во время проката на двухвалковом горизонтальном прокатном стане DUO фирмы Danieli & С. Officine Meccaniche S.p.A. Во время проката полосы подвергаются однократному промежуточному отжигу в специальной печи с защитной атмосферой, полученной при диссоциации аммиака, для снижения твердости.
Полосы металла прокатываются до заранее заданной толщины, которая определяется расчетным путем исходя из геометрических и весовых характеристик будущей металлозаготовки.
Из полученной полосы посредством многопуансонного вырубного штампа на вырубном прессе Т-105 фирмы MIOS вырубаются металлозаготовки заданного размера.
Для придания необходимой формы металлозаготовки, ее цилиндрическую часть подвергают пластической деформации - гурчению, придавая заданную форму кромки металлозаготовки, а также уменьшая размеры в плане, в автоматическом режиме на гуртильном станке.
Вырубленные и прошедшие гурчение металлозагатовки очищают от загрязнений с помощью моющих растворов, удаляющих масляные фракции, с использованием ультразвукового оборудования и промывают водой.
Для придания заданного значения твердости металлозагатовки подвергают отжигу в защитной атмосфере, полученной при диссоциации аммиака, с использованием проходных туннельных конвейерных печей SOLO 322-30/200 фирмы Solo Swiss SA.
Для достижения необходимой шероховатости поверхности металлозагатовки подвергают химико-механической обработке (полированию) - галтовке. Галтовка производится посредством воздействия галтовочных тел сферической и/или многогранной формы в галтовочных барабанах в среде водного раствора моющего средства в течение нескольких часов на поверхность маталлозаготовки.
Монетовидное изделие изготавливается посредством холодной пластической деформации (чеканка) из полированных металлозаготовок с помощью чеканочного инструмента (заранее изготовленных лицевых и оборотных штемпелей, например, способом, описанным в аналоге, патент РФ №2628377, в зеркальном отражении).
В процессе чеканки с помощью чеканочного инструмента формируется область для последующего монтажа вставки (Фиг. 1).
Одновременно с изготовлением металлической основы производится изготовление вставки с рельефом из камня (Фиг. 2).
Вставка изготавливается из заготовки природного и/или полудрагоценного камня (мрамор, агат, яшма, малахит, бирюза, коралл). Преимущественно используется природный мрамор.
Для изготовления вставки используется заготовка из природного камня толщиной на 0,3 мм больше максимальной величины предполагаемого к гравировке рельефа. Габаритные размеры заготовки увеличиваются относительно конечного размера вставки на 5,0 мм на каждую сторону.
Подготовленная заготовка из природного камня приклеивается клеем Момент мгновенного действия на специальный пьедестал, изготовленный из алюминиевого сплава Д16: рационализаторское предложение №4915. Пьедестал с наклеенным камнем устанавливается и закрепляется в приспособление с водяным охлаждением, разработанное и изготовленное силами СПМД.
Собранное приспособление устанавливается на гравировальный станок, предназначенный для гравировки рельефов на стальных маточниках. К приспособлению присоединяется система жидкостного охлаждения, в которой используется СОЖ TRIM С276 WP с усиленными смазывающими свойствами.
Гравировка рельефа на каменной заготовке осуществляется по управляющей программе режущим инструментом из твердого сплава, используемого для гравировки рельефов на стальных маточниках. Управляющая программа для каменной вставки разрабатывается одновременно с программой для монетовидного изделия и полностью соответствует как художественному замыслу, так и техническим характеристикам рельефа монетовидного изделия, а также месту закрепления вставки на изделии. Гравирование осуществляется с обязательной подачей СОЖ.
Режимы обработки гравировального оборудования для изготовления каменной вставки устанавливаются следующие:
- скорость подачи инструмента (чистового): 0,5-1,0 мм/с;
- дно заточки резца: 0,15 мм;
- угол заточки: 25°;
- шаг обработки: 0,015 мм;
- скорость вращения шпинделя: 28000÷30000 об/мин;
- толщина изделия по краю: до 0,2 мм.
После окончания гравирования приспособление с пьедесталом, с гравированным камнем, снимается с гравировального станка, разбирается и пьедестал погружается в ванну с ацетоном с целью удаления клея для снятия камня с пьедестала.
Готовая каменная вставка промывается в воде и сушится открытым способом, без принудительного нагрева.
Каменная вставка, при необходимости, может быть в последующем отполирована.
Монетовидное изделие окончательно формируется путем приклеивания клеем Poxipol гравированной каменной вставки на заданное в рельефе место отчеканенного изделия (Фиг. 3).
Вставка с рельефом из камня может быть выполнена простой или сложной конфигурации, но не может быть больше области под вставку на металлической основе.
При этом полностью исключается разрушение вставки.
Полученное монетовидное изделие может быть использовано при производстве медалей нумизматического, фалеристического назначения или монетно-жетонных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ИЗДЕЛИЯ (ВАРИАНТЫ) И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ПРИ ПОМОЩИ ЭТОГО УСТРОЙСТВА | 2018 |
|
RU2664141C1 |
| Монетовидное изделие | 2016 |
|
RU2628377C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО КОМПОЗИЦИОННОГО ПОЛИМЕРНОГО МОНЕТНО-ЖЕТОННОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ | 2020 |
|
RU2728156C1 |
| ВСТАВКА ДЛЯ УКРАШЕНИЯ | 2020 |
|
RU2776426C2 |
| СПОСОБ ДЕКОРАТИВНОГО МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТЕЙ МОНЕТ, МЕДАЛЕЙ, ЖЕТОНОВ, ИЗГОТОВЛЕННЫХ ИЗ ПЛАСТИЧНЫХ ПРИ ХОЛОДНОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ ИЛИ ИХ СПЛАВОВ | 2008 |
|
RU2352470C1 |
| КОМПОЗИЦИЯ ДЛЯ ЧИСТКИ ПОВЕРХНОСТИ МЯГКИХ И ПОРИСТЫХ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ | 2013 |
|
RU2547260C1 |
| Способ изготовления чеканочного штемпеля и чеканочный штемпель | 2020 |
|
RU2752409C1 |
| ЛЕЧЕБНО-КОСМЕТИЧЕСКАЯ КОМПОЗИЦИЯ С КОМПЛЕМЕНТАРНЫМИ МИНЕРАЛАМИ | 2009 |
|
RU2421205C2 |
| БЕСКОНТАКТНАЯ ЧИП-КАРТА | 2012 |
|
RU2508991C1 |
| СПОСОБ ДЕКОРАТИВНОГО МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТЕЙ МОНЕТ, МЕДАЛЕЙ, ЖЕТОНОВ, ИЗГОТОВЛЕННЫХ ИЗ ПЛАСТИЧНЫХ ПРИ ХОЛОДНОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ ИЛИ ИХ СПЛАВОВ, И ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ПО ДАННОМУ СПОСОБУ | 2011 |
|
RU2465794C1 |
Изобретение может быть использовано при изготовлении многослойных изделий, таких как монеты, медали, жетоны. Изготавливают непрерывнолитую полосу прямоугольного сечения из драгоценных и цветных металлов и их сплавов, очищают ее от нагара и окислов и прокатывают с одновременным отжигом в атмосфере, полученной при диссоциации аммиака. Затем проводят гурчение, очистку от масляных фракций моющим раствором с использованием ультразвука и промывку водой. Повторно отжигают и галтуют с использованием галтовочных тел сферической и/или многогранной формы в галтовочных барабанах в моющем средстве 3-7 часов. Чеканкой формируют область для вклеивания вставки (8) из фрезерованного природного и/или полудрагоценного камня. Вставку (8) изготавливают толщиной на 0,3 мм больше максимальной величины предполагаемого к гравировке рельефа. Обеспечивается надежное соединение металлической и каменной частей изделия без разрушения хрупкой каменной вставки. 2 н. и 1 з.п. ф-лы, 3 ил.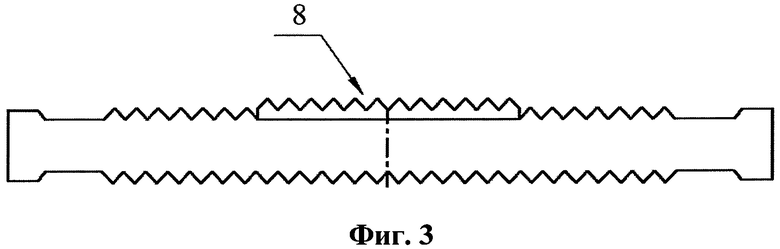
1. Способ изготовления монетовидного изделия, включающий изготовление непрерывнолитой полосы прямоугольного сечения из драгоценных и цветных металлов и их сплавов, очистку ее от нагара и окислов, прокатку с одновременным отжигом в атмосфере, полученной при диссоциации аммиака, гурчение, очистку от масляных фракций моющим раствором с использованием ультразвука, промывку водой, повторный отжиг, галтовку в среде водного раствора моющего средства в течение 3-7 часов, формирование области для монтажа вставки из фрезерованного природного и/или полудрагоценного камня посредством чеканки и закрепление вставки клеем в упомянутой области, при этом вставку из природного и/или полудрагоценного камня изготавливают толщиной на 0,3 мм больше максимальной величины гравировки рельефа.
2. Способ по п. 1, при котором в качестве материала из природного и/или полудрагоценного камня во вставке используют агат, яшму, малахит, бирюзу, коралл, мрамор.
3. Монетовидное изделие, полученное способом по любому из пп. 1 или 2, выполненное в виде металлического изделия с приклеенной вставкой из природного и/или полудрагоценного камня, причем природный и/или полудрагоценный камень выбран из агата, яшмы, малахита, бирюзы, коралла, мрамора.
| Монетовидное изделие | 2016 |
|
RU2628377C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДАЛЕЙ И МОНЕТНО-ЖЕТОННЫХ ИЗДЕЛИЙ ИЗ ПЛАСТИЧНЫХ ПРИ ХОЛОДНОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ ИЛИ СПЛАВОВ | 2014 |
|
RU2570862C1 |
| WO 2012156006 A1, 22.11.2012 | |||
| WO 2009024601 A1, 26.02.2009 | |||
| US 20070107202 A1, 17.05.2007 | |||
| EA 200702268 A1, 28.04.2008 | |||
| WO 2001070516 A2, 27.09.2001. | |||

