Изобретение относится к области изготовления инструмента для чеканки монет, медалей и других монетовидных изделий и, в частности, к технологическим процессам декоративного модифицирования поверхностей указанного типа металлоизделий для придания им художественной привлекательности.
Известен способ декоративного модифицирования поверхностей монет, медалей, жетонов, изготовленных из пластичных при холодном деформировании металлов или их сплавов, и изделие, изготовленное по данному способу, патент RU №2465794, А44С 21/00, опубл. 2012, а также способ декоративного модифицирования поверхностей монет, медалей, жетонов, изготовленных из пластичных при холодном деформировании металлов или их сплавов RU 2352470 В44В 5/00, А44С 21/00. Общим недостатком данного способа является невозможность создания градиента с различной степенью шероховатости, что делает невозможным приданию изделий контрастного рельефа с эффектом тени.
Известен способ получения микрорельефа на поверхности металлов (варианты) заявка RU 98108658, опубл. 1996. Недостатком данного способа является то, что в результате получают величину микрорельефа (шероховатости) в диапазоне от 0,1 до 0,8 мкм, что недостаточно для получения необходимого контрастного изображения.
Известен способ создания рабочей поверхности штемпеля, описанный в изобретении «Монетовидное изделие» пат. RU №2628377, В32В 15/00, опубл. 2017. Недостатком данного изобретения является узкий диапазон получающихся в результате выступов и впадин (шероховатости).
Раскрытие изобретения
Технической проблемой, на решение которой направлено предлагаемое техническое решение, является возможность изготовления чеканочного штемпеля для чеканки монет и монетовидных изделий обладающего контрастным рельефным изображением с эффектом художественной расчистки (эффект тени), без нарушения качества изделий по технологии «пруф» или «пруф-лайк».
Техническим результатом, на достижение которого направлено настоящее техническое решение, является создание способа изготовления чеканочного штемпеля таким образом, что все или часть участков рабочей поверхности выполнены с различной величиной шероховатости.
Технический результат достигается тем, что заявлен способ изготовления чеканочного штемпеля для чеканки монетовидных изделий, характеризующийся тем, что осуществляют отжиг в муфельной печи круглого горячетканного прутка проката с обточенной поверхностью из стали, затем проводят протачивание наружного диаметра заготовки штемпеля, протачивание конуса и отрезку заготовок от прутка с использованием токарных резцов с твердосплавными пластинами, после чего шлифуют заготовки на бесцентрово-шлифовальном станке под размер оснастки для перевода рельефа на гидравлическом прессе, после чего производят обдирку конусной поверхности штемпеля войлочным кругом и полировку с использованием алмазной пасты, далее рабочую поверхность переносят на полированные заготовки штемпеля методом холодной штамповки, затем обтачивают штемпель на универсальном токарном станке, затем производят закалку штемпеля на стационарной печи отжига, для придания твердости, после чего проводят чистовое шлифование наружного диаметра штемпеля на бесцентрово-шлифовальном станке, затем осуществляют зачистку фона штемпеля методом гравирования, после этого рабочую поверхность штемпеля подвергают матированию шлифпорошком с зернистостью 63 мкм для получения исходной шероховатости, представляющей собой упорядоченную совокупность выступов и впадин, в пределах 0,250-0,320 мкм, затем рабочую поверхность штемпеля поочередно полируют волосяными щетками с применением пасты из синтетических алмазных порошков зернистостью 7/5 с нормальной массовой долей алмазов и финишной пасты из синтетических порошков зернистостью 2/1 с повышенной массовой долей алмазов для получения шероховатости в пределах от 0,032 до 0,125 мкм, далее на рельефное изображение наносят лазерное матирование для расширения диапазона участков шероховатости в пределах от 0,063 до 0,200 мкм.
Другим предметом изобретения является чеканочный штемпель для чеканки монетовидных изделий выполненный описанным способом.
Краткое описание чертежей
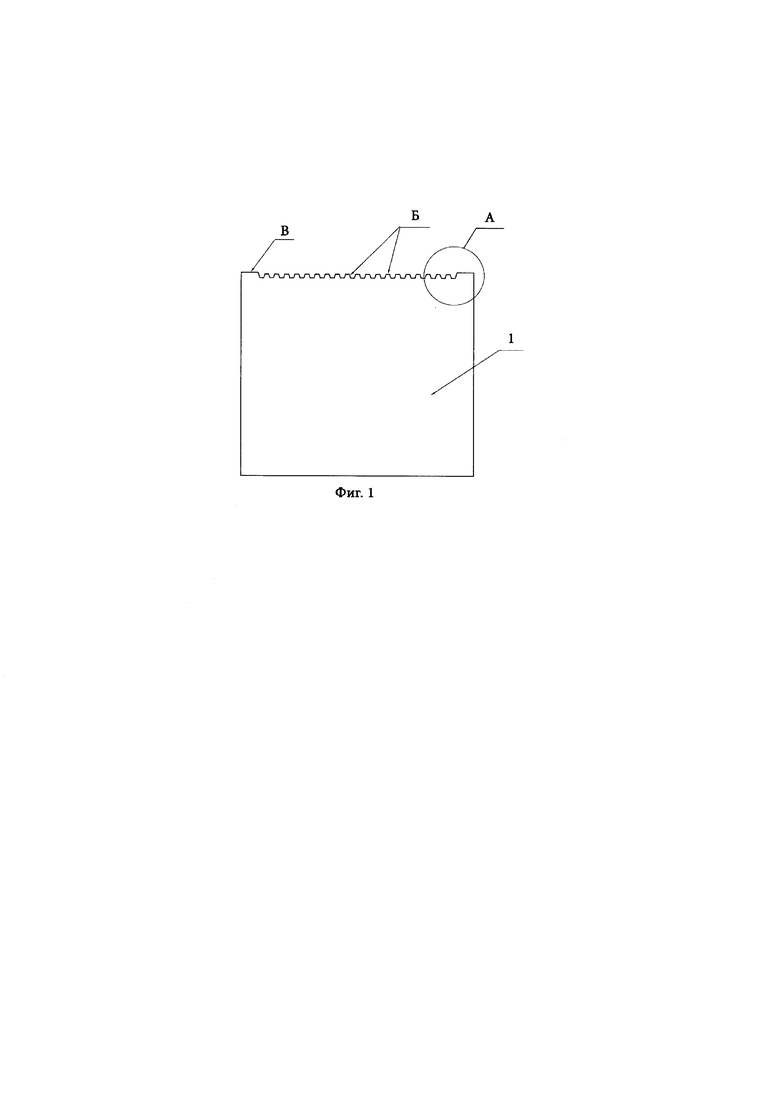
На Фиг. 1 изображен штемпель, вид со стороны боковой поверхности:
А - выделенный фрагмент с рельефом и ровной поверхностью фона;
Б - рельефный участок рабочей поверхности штемпеля;
В - ровная поверхность рабочей поверхности штемпеля;
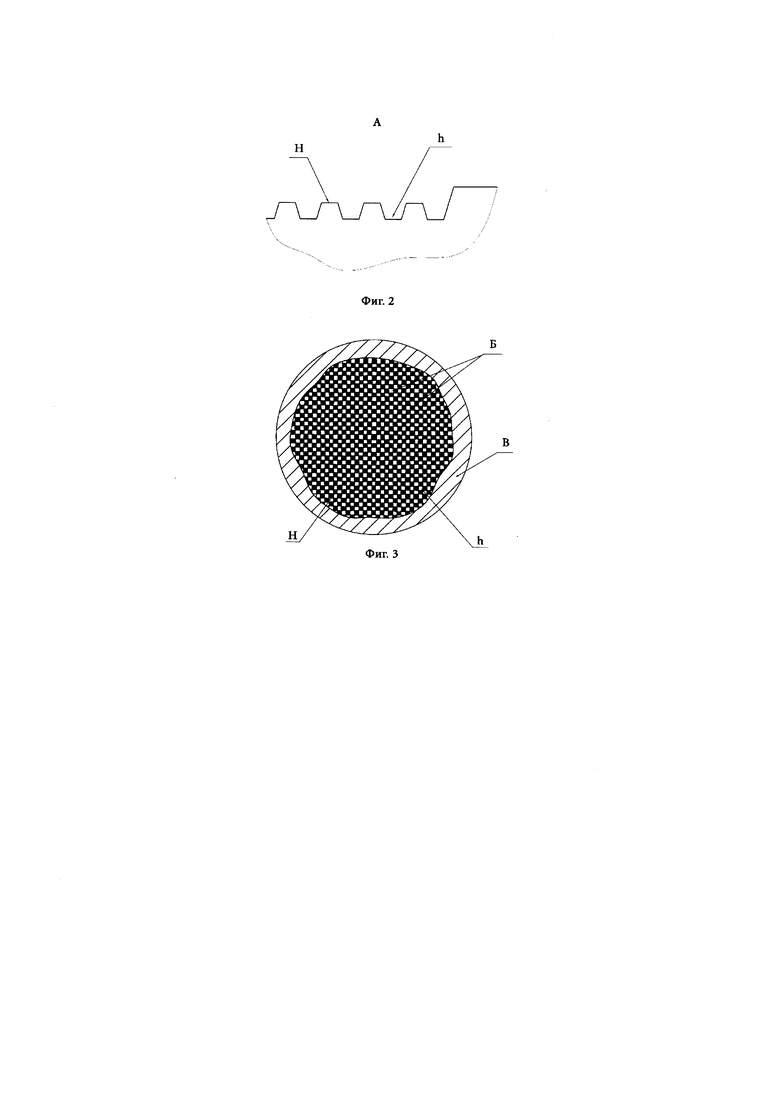
На Фиг. 2 изображен фрагмент А, где показаны:
H - выступы на участках рабочей поверхности штемпеля;
h - впадины на участках рабочей поверхности штемпеля;
На Фиг. 3 изображена рабочая поверхность штемпеля, вид сверху:
Б - рельефный участок рабочей поверхности штемпеля;
В - ровная поверхность рабочей поверхности штемпеля;
H - выступы на участках рабочей поверхности штемпеля;
h - впадины на участках рабочей поверхности штемпеля;
На Фиг. 4 изображены примеры изделий, изготовленных с применением описанного чеканочного штемпеля.
Осуществление изобретения
В качестве материала для изготовления штемпеля используется прокат круглый горячекатаный с обточенной поверхностью из стали марки ШХ15-Ш изготовленный по техническим условиям. Поставляется в прутках немерной длины от 2,8 до 4,0 метров.
Стальные прутки проходят входной контроль и поступают в работу после заключения центральной лаборатории о соответствии стали нормативно-технической документации.
На заготовительной операции прутки разрезаются на ленточнопильном станке. Затем разрезанные прутки, для придания заданной твердости, отжигаются в муфельной печи.
На токарном станке, с автоматической подачей прутка в зону обработки, производится протачивание наружного диаметра заготовки штемпеля, протачивание конуса и отрезка заготовок от прутка с использованием резцов токарных с твердосплавными пластинами.
После токарной операции заготовки шлифуются на бесцентрово-шлифовальном станке под размер оснастки для перевода рельефа на гидравлическом прессе.
Для подготовки заготовки к переводу рисунка на полировальной установке производится обдирка конусной поверхности штемпеля войлочным кругом и полировка с использованием алмазной пасты.
Рельефное изображение на полированные заготовки штемпеля переносят с предварительно изготовленного первичного инструмента - маточника на гидравлическом прессе методом пластической деформации.
Качество переноса рельефного изображения контролируется гравером.
Штемпель обтачивается на универсальном токарном станке в окончательный размер с припуском под шлифовку по наружному диаметру.
Для придания необходимой твердости штемпель проходит закалку на стационарной печи отжига
Окончательную геометрию штемпель приобретает после чистового шлифования наружного диаметра на бесцентрово-шлифовальном станке. Затем рельефная поверхность штемпеля очищается от окалины на крацовочном станке.
Перед отделочными операциями штемпеля попадают на граверный участок для зачистки фона и, при необходимости, рельефного изображения.
После этого штемпеля подвергается матированию шлифпорошком на дробеструйной установке. При этом рабочая поверхность штемпеля приобретает исходную шероховатость в пределах от Ra=0,250 до Ra=0,320 мкм.
Затем проходит поочередно 2 стадии полировки волосяными щетками с применением пасты из синтетических алмазных порошков зернистостью 7/5 с нормальной массовой долей алмазов - паста алмазная АСМ 7/5ПОМ ГОСТ 25593-83Е и финишной пасты из синтетических алмазных порошков зернистостью 2/1 с повышенной массовой долей алмазов - паста алмазная ГОСТ 25593-83Е АСМ 2/1 НОМ для расширения диапазона участков с разной шероховатостью от Ra=0,032 до Ra=0,125 мкм. Фон штемпеля на полировальном станке при помощи вращающегося деревянного притира полируется до шероховатости поверхности в пределах от Ra=0,010 до Ra=0,016 мкм (зеркальная поверхность).
На рельефное изображение полностью или частично наносится лазерное матирование. За счет применения лазерного матирования происходит расширение диапазона участков с различной шероховатостью поверхности:
- по выступам в пределах от Ra=0,063 до Ra=0,080 мкм;
- по впадинам шероховатость от Ra=0,160 до Ra=0,200 мкм.
Лазерное матирование проводится по следующему режиму:
1. Задание размера единичной составляющей микроструктуры, (Д×Ш), мм -0,02;
2. Задание периода микроструктуры, мм - 0,035;
3. Установка мощности, W - 27% от максимальной;
4. Скорость лазерного луча, мм/сек - 300;
5. Частота следования импульсов, кГц - 25;
6. Длительность импульса, μc - 2;
7. Задержка начала прожига, μc - 50;
8. Задержка окончания прожига, μc - 110;
После завершения процесса нанесения лазерного матирования поверхности штемпеля промываются от остатков продуктов сжигания, ватным тампоном, смоченным бензином, и подвергаются гальванической обработке (хромированию) на линии хромирования инструмента. Хромированная поверхность штемпеля глянцуется до зеркального блеска ватой с алмазной пастой вручную и направляется на окончательный приемочный контроль.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления рабочей поверхности штемпеля для чеканки монетовидных изделий и штемпель, изготовленный таким способом | 2022 |
|
RU2801147C1 |
| Монетовидное изделие | 2016 |
|
RU2628377C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ НА ОСНОВЕ И МНОГОСЛОЙНОЕ ИЗДЕЛИЕ | 2020 |
|
RU2741609C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДАЛЕЙ И МОНЕТНО-ЖЕТОННЫХ ИЗДЕЛИЙ ИЗ ПЛАСТИЧНЫХ ПРИ ХОЛОДНОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ ИЛИ СПЛАВОВ | 2014 |
|
RU2570862C1 |
| СПОСОБ ДЕКОРАТИВНОГО МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТЕЙ МОНЕТ, МЕДАЛЕЙ, ЖЕТОНОВ, ИЗГОТОВЛЕННЫХ ИЗ ПЛАСТИЧНЫХ ПРИ ХОЛОДНОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ ИЛИ ИХ СПЛАВОВ | 2008 |
|
RU2352470C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СУВЕНИРНЫХ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2017 |
|
RU2744724C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ИЗДЕЛИЯ (ВАРИАНТЫ) И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ПРИ ПОМОЩИ ЭТОГО УСТРОЙСТВА | 2018 |
|
RU2664141C1 |
| Способ чеканки монет | 2022 |
|
RU2780669C1 |
| СПОСОБ ДЕКОРАТИВНОГО МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТЕЙ МОНЕТ, МЕДАЛЕЙ, ЖЕТОНОВ, ИЗГОТОВЛЕННЫХ ИЗ ПЛАСТИЧНЫХ ПРИ ХОЛОДНОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ ИЛИ ИХ СПЛАВОВ, И ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ПО ДАННОМУ СПОСОБУ | 2011 |
|
RU2465794C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНЕТ | 1993 |
|
RU2125824C1 |
Способ изготовления инструмента для чеканки монет, медалей, при котором все или часть участков рабочей поверхности выполнены с различной величиной шероховатости, включает в себя отжиг круглого горячетканного прута, проката с обточенной поверхностью из стали, затем проводят протачивание наружного диаметра заготовки штемпеля, протачивание конуса и отрезку заготовок от прутка, после чего шлифуют заготовки, производят обдирку конусной поверхности штемпеля и полировку с использованием алмазной пасты, далее рабочую поверхность переносят на полированные заготовки штемпеля, затем обтачивают штемпель, и производят закалку, шлифование наружного диаметра, и зачистку фона штемпеля методом гравирования, после этого рабочую поверхность штемпеля подвергают матированию шлифпорошком с зернистостью 63 мкм, затем рабочую поверхность поочередно полируют волосяными щетками с применением пасты из синтетических алмазных порошков и финишной пасты из синтетических порошков для получения шероховатости в пределах от 0,032 до 0,125 мкм, далее на рельефное изображение наносят лазерное матирование для расширения диапазона участков шероховатости в пределах от 0,063 до 0,200 мкм, затем рабочую поверхность штемпеля промывают и подвергают хромированию. 2 н.п. ф-лы, 4 ил.
1. Способ изготовления чеканочного штемпеля для чеканки монетовидных изделий, характеризующийся тем, что осуществляют отжиг в муфельной печи круглого горячетканного прута проката с обточенной поверхностью из стали, затем проводят протачивание наружного диаметра заготовки штемпеля, протачивание конуса и отрезку заготовок от прутка с использованием токарных резцов с твердосплавными пластинами, после чего шлифуют заготовки на бесцентрово-шлифовальном станке под размер оснастки для перевода рельефа на гидравлическом прессе, после чего производят обдирку конусной поверхности штемпеля войлочным кругом и полировку с использованием алмазной пасты, далее рабочую поверхность переносят на полированные заготовки штемпеля методом холодной штамповки, затем обтачивают штемпель на универсальном токарном станке, затем производят закалку штемпеля на стационарной печи отжига, для придания твердости, после чего проводят чистовое шлифование наружного диаметра штемпеля на бесцентрово-шлифовальном станке, затем осуществляют зачистку фона штемпеля методом гравирования, после этого рабочую поверхность штемпеля подвергают матированию шлифпорошком с зернистостью 63 мкм для получения исходной шероховатости, представляющей собой упорядоченную совокупность выступов и впадин, в пределах 0,250-0,320 мкм, затем рабочую поверхность штемпеля поочередно полируют волосяными щетками с применением пасты из синтетических алмазных порошков зернистостью 7/5 и финишной пасты из синтетических порошков зернистостью 2/1 для получения шероховатости в пределах от 0,032 до 0,125 мкм, далее на рельефное изображение наносят лазерное матирование для расширения диапазона участков шероховатости в пределах от 0,063 до 0,200 мкм, затем рабочую поверхность штемпеля промывают от остатков продуктов сжигания и подвергают хромированию.
2. Чеканочный штемпель для чеканки монетовидных изделий, в том числе монет, изготовленный по п. 1.
| WO 2018088935 A1, 17.05.2018 | |||
| US 20170129272 A1, 11.05.2017 | |||
| Монетовидное изделие | 2016 |
|
RU2628377C1 |
| WO 2001070516 A2, 27.09.2001 | |||
| CN 102431368 A, 02.05.2012 | |||
| WO 2014016593 A2, 30.01.2014 | |||
| WO 2004043189 A1, 27.05.2004. | |||

