Область техники
Изобретение относится к холодильному аппарату согласно ограничительной части пункта 1 формулы изобретения и к способу изготовления такого холодильного аппарата согласно пункту 6 формулы.
Уровень техники
В состав холодильного контура холодильного аппарата входит, в том числе, конденсатор, при помощи которого тепло, забираемое из холодильного отделения, отдается в окружающую среду. Такие конденсаторы обычно устанавливаются снаружи на задней стороне холодильного аппарата. Известны альтернативные варианты исполнения конденсаторов, в частности конденсаторы для боковых стенок (так называемые пленочные конденсаторы), которые погружаются в пену внутри боковой стенки холодильного аппарата, благодаря чему задняя стенка холодильного аппарата может быть выполнена закрытой и плоской.
В холодильном аппарате подобного типа предусмотрен корпус, ограничивающий холодильное отделение, и дверь холодильного аппарата. Как корпус, так и дверь имеют внутреннюю и внешнюю ограничительные стенки и расположенный между ними слой теплоизоляции, полученный в результате заполнения пеной. В этот слой могут помещаться компоненты холодильного аппарата, например, вышеупомянутый конденсатор.
Для повышения энергетической эффективности таких холодильных аппаратов необходимо обеспечить максимально возможную тепловую изоляцию конденсатора, встроенного в боковую стенку, от холодильного отделения. Для этого в уровне техники используются вакуумные изолирующие панели, которые дополнительно вводят в теплоизолирующий слой с целью усиления тепловой изоляции конденсатора от холодильного отделения. Такая вакуумная изолирующая панель обычно крепится на конденсаторе двусторонней липкой лентой перед введением изолирующей пены. Однако вследствие крайне малой площади контакта между вакуумной изолирующей панелью и конденсатором обеспечивается недостаточно надежное предварительное позиционирование теплоизолирующей панели, в результате чего может произойти нежелательное смещение этой панели при последующем введении изолирующей пены.
В патентной заявке DE 102008026528 А1 описывается способ крепления вакуумной изолирующей панели на внутренней стороне ограничительной стенки посредством тонкого слоя жидкого клейкого вещества перед введением изолирующей пены. После этого полость стенки заполняется изолирующей пеной. Согласно этой заявке, экономически целесообразен слой жидкого клейкого вещества толщиной 3-4 мм.
Раскрытие изобретения
Задачей изобретения является разработка холодильного аппарата, в частности, бытового холодильного аппарата, и способа его изготовления, который в рамках крупносерийного производства обеспечит безотказное и технологически простое изготовление холодильного аппарата.
Задача изобретения решается признаками пункта 1 или 6 формулы изобретения. Предпочтительные варианты исполнения изобретения раскрыты в зависимых пунктах формулы.
Изобретение относится к холодильному аппарату с корпусом, ограничивающим холодильное отделение, и дверью, причем как корпус, так и дверь содержит внутреннюю и внешнюю ограничительную стенку и теплоизолирующий слой, сформированный между ними путем введения изолирующей пены. В теплоизолирующий слой может быть помещен компонент холодильного аппарата, например конденсатор. Для повышения энергетической эффективности в теплоизолирующий слой дополнительно установлена вакуумная изолирующая панель. Согласно характеризующей части пункта 1 формулы, вакуумная изолирующая панель закреплена вспенивающимся жидким клейким веществом на первой из двух ограничительных стенок. Чтобы обеспечить надежное крепление, компонент холодильного аппарата может быть помещен непосредственно во вспенивающееся жидкое клейкое вещество между первой ограничительной стенкой и вакуумной изолирующей панелью. Жидкое клейкое вещество может, по меньшей мере, практически полностью окружать компонент холодильного аппарата, что позволяет добиться надежного крепления компонента холодильного аппарата. Подобное крепление в заданном положении необходимо, в частности, на этапе введения изолирующей пены, во время которого жидкий исходный компонент теплоизолирующей пены вводят под давлением в пространство между ограничительными стенками, после чего он вспенивается под давлением и уплотняется.
Холодильный аппарат предназначен для использования в быту и может представлять собой, например, холодильник, морозильник, морозильный ларь, винный погребок или комбинированный холодильно-морозильный аппарат.
Под жидким клейким веществом, способным к отверждению или вспениванию, следует понимать вещества и их смеси, которые, реагируя с кислородом воздуха или иным компонентом реакции, переходят из жидкого тягучего состояния, по меньшей мере, в вязко-эластичное, а предпочтительно, в твердое состояние. Предпочтительно, жидким клейким веществом и теплоизолирующим слоем может служить полиуретановая пена, вспенивающим агентом которой является пентан. Жидкое клейкое вещество в рамках подготовки к этапу введения пены может наноситься точками, линиями или в любое произвольной форме.
В частности, в крупносерийном производстве выгоден вариант, в котором вышеупомянутая первая из двух ограничительных стенок вместе с компонентом холодильного аппарата и вакуумной изолирующей панелью соединяется жидким клейким веществом с получением стабильного составного элемента или узла предварительной сборки. Для этого жидкое клейкое вещество может быть вспенено и отверждено на первом этапе предварительного вспенивания с целью образования подобного жесткого узла. Затем составной узел может быть установлен в ограниченное двумя ограничительными стенками пространство, в которое на этапе формирования изолирующего слоя будет вводиться жидкая теплоизолирующая пена, которая впоследствии будет вспениваться и отвердевать.
Таким образом, полученная согласно изобретению конструкция содержит внутреннюю и внешнюю ограничительную стенку, причем с внутренней стороной первой ограничительной стенки может непосредственно соприкасаться компонент холодильного аппарата. Если компонентом холодильного аппарата является устанавливаемый в боковую стенку конденсатор, его можно установить непосредственно на внутреннюю сторону внешней ограничительной стенки, чтобы обеспечить отвод тепла в окружающую среду. Вакуумная изолирующая панель, напротив, может быть удалена от компонента холодильного аппарата на расстояние, соответствующее толщине слоя. Следовательно, между вакуумной изолирующей панелью и компонентом холодильного аппарата отсутствует контакт, что выгодно с точки зрения теплотехники. При этом толщина слоя выбирается таким образом, чтобы во время вышеупомянутого этапа предварительного вспенивания вспенивающееся жидкое клейкое вещество могло распределиться по всей площади между компонентом холодильного аппарата и вакуумной изолирующей панелью, не оставляя включений воздуха. Кроме того, вакуумная изолирующая панель может быть удалена от второй ограничительной стенки еще одним слоем. Толщина второго слоя выбирается таким образом, чтобы во время последующего этапа введения изолирующей пены оставался свободным достаточно большой промежуток, через который теплоизолирующий вспенивающийся материал, еще находящийся в жидкой фазе, может протекать, не оставляя включений воздуха.
Особенно предпочтителен вариант, в котором жидкое клейкое вещество представляет собой вспенивающийся теплоизолирующий слой. Таким образом, после осуществления этапа введения изолирующей пены может быть достигнуто прочное клеевое соединение (с замыканием материалом) между теплоизолирующим слоем и жидким клейким веществом.
В целях изготовления вышеупомянутого узла предварительной сборки на этапе предварительного вспенивания вакуумную изолирующую панель крепят на внутренней стороне первой ограничительной стенки корпуса холодильного аппарата или двери холодильного аппарата. При этом крепление может осуществляться с формированием промежуточного слоя для компонента холодильного аппарата. При реализации способа изготовления вакуумную изолирующую панель можно сначала уложить на дно камеры для вспенивания формовочного инструмента. Затем на стороне, удаленной от дна камеры, на вакуумную изолирующую панель можно нанести жидкое клейкое вещество. Затем камеру для вспенивания закрывают первой ограничительной стенкой, в частности, до вспенивания и отвердения жидкого клейкого вещества на этапе предварительного вспенивания. Предпочтительно, камера для вспенивания выполнена таким образом, чтобы кромки вакуумной изолирующей панели соприкасались с боковыми стенками камеры, вытянутыми вверх от дна камеры. Таким образом, можно облегчить процесс извлечения из формы после осуществления этапа предварительного вспенивания, так как кромки вакуумной изолирующей панели не прилипают к боковым стенкам камеры или прилипают лишь в незначительной степени.
Перед осуществлением этапа предварительного вспенивания можно предварительно расположить компонент холодильного аппарата (например, при помощи точек склейки) на внутренней стороне первой ограничительной стенки, которой накрывается камера для вспенивания. При осуществлении этапа предварительного вспенивания камера для вспенивания, находящаяся между первой ограничительной стенкой и вакуумной изолирующей панелью, полностью заполняется вспенивающимся жидким клейким веществом. Затем формовочный инструмент снимают с полученного узла предварительной сборки в направлении извлечения из формы.
Во время вышеупомянутого этапа предварительного вспенивания вакуумная изолирующая панель остается зафиксированной на дне камеры для вспенивания. В альтернативном варианте жидкое клейкое вещество может наноситься непосредственно на внутреннюю сторону первой ограничительной стенки, на которой, наряду с этим, предварительно позиционируют компонент холодильного аппарата. После этого на жидкое клейкое вещество укладывают вакуумную изолирующую панель, и полученный таким образом составной узел накрывают формовочным инструментом в виде кожуха таким образом, чтобы исключить выход пены наружу. Поэтому при вспенивании жидкого клейкого вещества вакуумная изолирующая панель приподнимается, пока не прижмется к формовочному инструменту. Формовочный инструмент снимают в направлении извлечения из формы только после того, как жидкое клейкое вещество вспенится и отвердеет. При вспенивании и отверждении жидкого клейкого вещества верхние кромки боковых стенок формовочного инструмента в виде кожуха, ограничивающие камеру для вспенивания, войдут в соприкосновение с внутренней стороной первой ограничительной стенки. То есть, уровень этих боковых стенок задает высоту составного узла или узла предварительной сборки.
За этапом предварительного вспенивания следует этап введения изолирующей пены, на котором вспенивается и отвердевает слой теплоизолирующей пены, введенный между первой и второй ограничительной стенкой.
Вышеупомянутые и/или повторенные в зависимых пунктах формулы выгодные варианты исполнения изобретения могут применяться как по отдельности, так и в любых произвольных сочетаниях, кроме случаев, например, однозначных зависимостей или несовместимых альтернатив.
Краткое описание чертежей
Изобретение и его выгодные варианты исполнения, а также преимущества, подробно разъясняются ниже на основании фигур, на которых изображено:
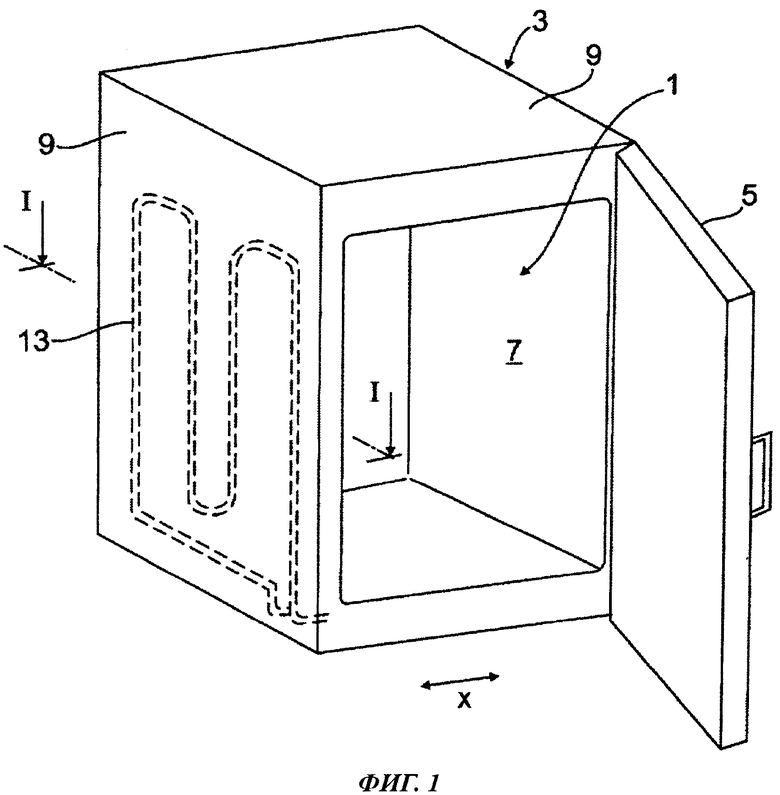
Фигура 1: холодильный аппарат с конденсатором, погруженным в пену внутри боковой стенки, вид в аксонометрии.
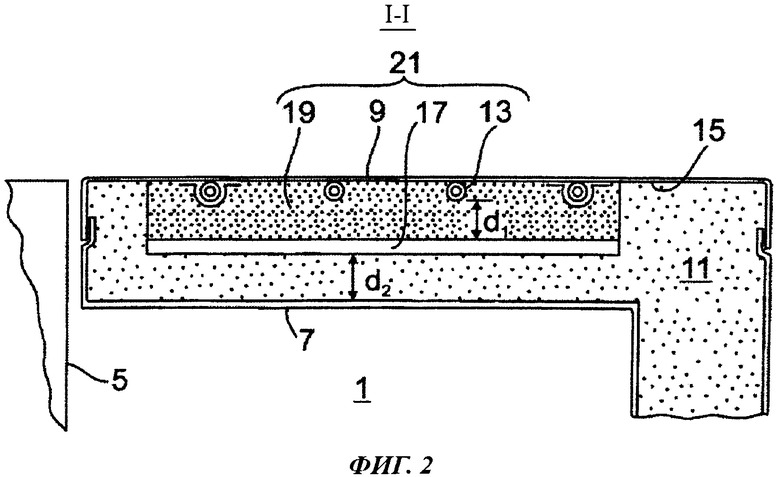
Фигура 2: разрез вдоль плоскости I-I (см. фиг.1).
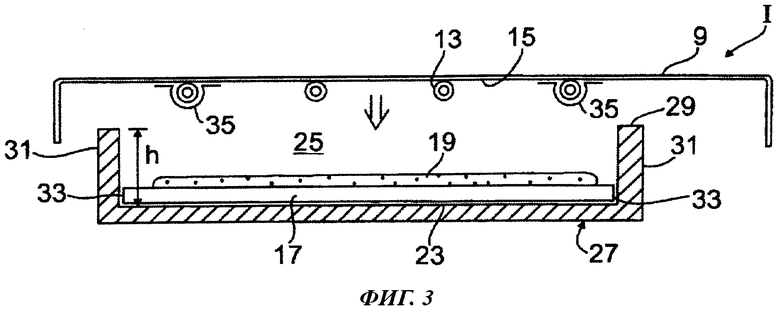
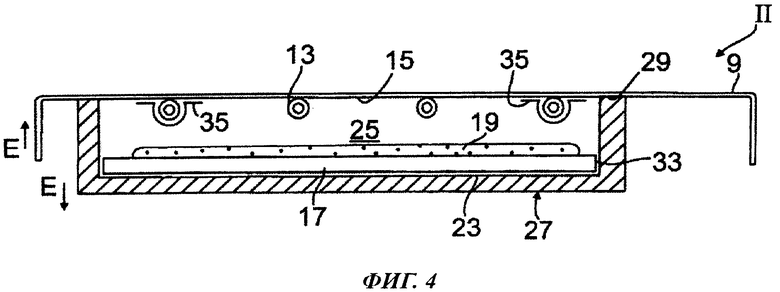
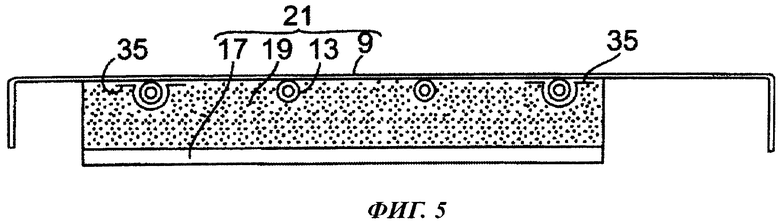
Фигуры 3-6: виды, иллюстрирующие способ изготовления корпуса холодильного аппарата согласно первому варианту исполнения изобретения.
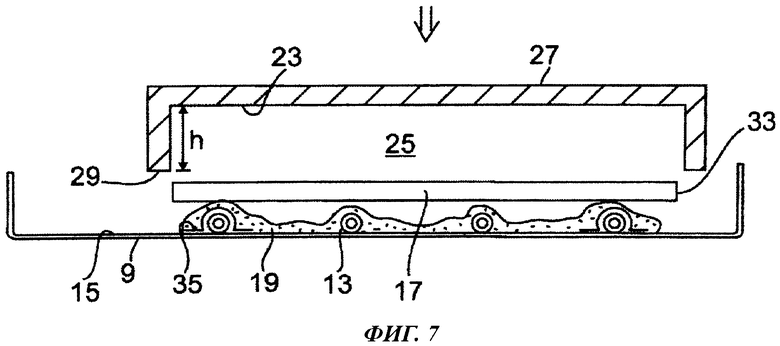
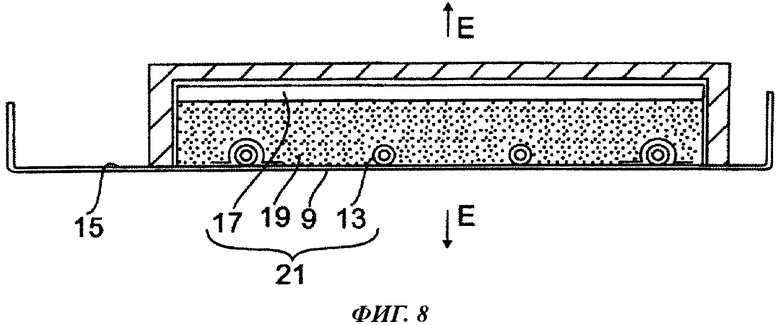
Фигуры 7-8: виды, соответствующие фигурам 3-5 и иллюстрирующие способ изготовления согласно второму варианту исполнения изобретения.
Осуществление изобретения
На фигуре 1 показан холодильный аппарат с корпусом 3, ограничивающим холодильное отделение 1, и дверью 5, шарнирно соединенной с боковой стороной корпуса. Корпус 3 холодильного аппарата содержит пластмассовую внутреннюю оболочку 7 и внешние стенки 9 холодильного аппарата, между которыми находится теплоизолирующий слой 11, сформированный путем введения пены. Аналогичным образом выполнена теплоизолированная дверь 5 холодильного аппарата, которая также содержит внутреннюю облицовку и внешнюю облицовку с расположенным между ними теплоизолирующим слоем. Кроме того, в передней (по боковой оси x аппарата на фиг.1) боковой стенке корпуса 3 предусмотрен конденсатор 13, трубка которого, проложенная в форме меандра, погружена в пену между внутренней оболочкой 7 и внешней стенкой 9 аппарата. Конденсатор 13 вместе с другими компонентами входит в состав известного холодильного контура и в режиме производства холода обеспечивает отвод тепла в окружающую среду.
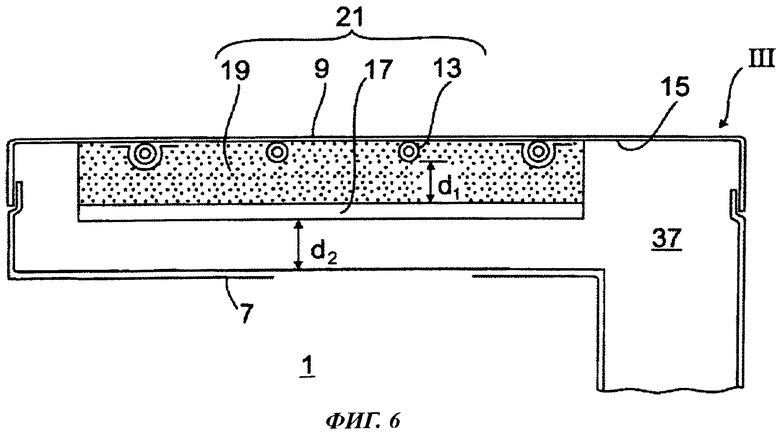
На фигуре 2 представлен разрез боковой стенки корпуса 3. Согласно этой фигуре, трубка 13 конденсатора непосредственно соприкасается с внутренней стороной 15 внешней стенки 9 аппарата. Вакуумная изолирующая панель 17 удалена от конденсатора 13 на слой толщиной d1 и расположена в параллельной плоскости между внешней стенкой 9 аппарата и внутренней боковой стенкой внутренней оболочки 7. Вакуумная изолирующая панель 17 служит для тепловой изоляции конденсатора 13 от холодильного отделения 1. Кроме того, вакуумная изолирующая панель 17 отделена от боковой стенки внутренней оболочки 7 дополнительным слоем с толщиной d2.
Внешняя стенка 9 аппарата, конденсатор 13 и вакуумная изолирующая панель 17 собираются при помощи вспенивающегося жидкого клейкого вещества 19 в узел 21 предварительной сборки еще до соединения с внутренней оболочкой 7. Изготовление этого узла 21 предварительной сборки разъясняется ниже на примере фигур 3-5. Как показано на фигуре 3, вакуумная изолирующая панель 17 на первом этапе I способа укладывается на дно 23 открытой сверху камеры 25 для вспенивания формовочного инструмента 27. Затем на сторону вакуумной изолирующей панели 17, удаленную от дна 23 камеры, наносится жидкое клейкое вещество 19, находящееся в жидкой фазе. После этого, в начале этапа II предварительного вспенивания (см. фиг.4), внешняя стенка 9 холодильного аппарата укладывается своей внутренней стороной 15 на верхнюю кромку 29 боковых стенок 31 камеры 25 для вспенивания, в частности, таким образом, чтобы камера 25 была закрыта сверху без возможности выхода пены наружу. Камера 25 для вспенивания остается закрытой до тех пор, пока жидкое клейкое вещество 19 не вспенится и не отвердеет на этапе II предварительного вспенивания. После этого внешняя стенка 9 холодильного аппарата и формовочный инструмент 27 отодвигаются друг от друга в направлениях Е извлечения из формы (фиг.4). Как показано на фигурах 3 и 4, кромки 33 вакуумной изолирующей панели 17 непосредственно соприкасаются с боковыми стенками 31 камеры 25 для вспенивания. Это позволяет избежать клеевого соединения между вакуумной изолирующей панелью 17 и формовочным инструментом 27, препятствующего извлечению из формы. Кроме того, высота h (фиг.3) боковой стенки 31 задает толщину слоя вспененного жидкого клейкого вещества 19.
Как показано на фигурах 3-5, трубка 13 конденсатора предварительно позиционирована на внутренней стороне 15 внешней стенки 9 холодильного аппарата посредством схематично показанных липких лент 35. Это позволяет обеспечить плотное прилегание к внешней стенке 9 холодильного аппарата.
После изготовления составного узла 21, показанного на фигуре 5, этот узел в рамках подготовки к этапу III введения изолирующей пены (фигура 6) соединяется в устройстве для вспенивания с внутренней оболочкой 7. На фигуре 6 вакуумная изолирующая панель 17 уже расположена правильно на заданном удалении от внутренней оболочки 7, соответствующем толщине d2 слоя. После этого осуществляется введение изолирующей пены, при котором жидкий исходный компонент теплоизолирующего слоя 11 вводится в еще свободную полость 37 и вспенивается в ней.
Согласно способу, показанному на фигурах 3-6, вакуумная изолирующая панель 17 постоянно и неподвижно опирается на дно 23 камеры формовочного инструмента 27. На фигурах 7 и 8 показано изготовление составного узла 21 согласно второму, отличающемуся варианту исполнения. Согласно этому варианту, вакуумная изолирующая панель 17 при предварительном вспенивании прижимается вверх ко дну 23 камеры формовочного инструмента 27. Следовательно, сначала, в рамках подготовки к этапу II предварительного вспенивания, на внутреннюю сторону 15 внешней стенки 9 холодильного аппарата наносится жидкое клейкое вещество 19. При этом жидкое клейкое вещество 19 может, по меньшей мере, частично перекрывать трубку 13 конденсатора, которая также предварительно позиционирована на внутренней стороне 15. Затем на еще жидкое клейкое вещество 19 укладывается вакуумная изолирующая панель 17. Над еще не закрепленным составным узлом, состоящим из вакуумной изолирующей панели 17 и внешней стенки 9 холодильного аппарата, устанавливается формовочный инструмент 27 в виде кожуха. Установка производится таким образом, чтобы исключить выход пены наружу. Во время этапа II предварительного вспенивания жидкое клейкое вещество 19 вспенивается и отвердевает. После этого формовочный инструмент 27 и внешняя стенка 9 холодильного аппарата отделяются друг от друга в направлениях Е извлечения из формы.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОЛОДИЛЬНЫЙ АППАРАТ, В ЧАСТНОСТИ, БЫТОВОЙ ХОЛОДИЛЬНЫЙ АППАРАТ | 2012 |
|
RU2562207C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ, А ТАКЖЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2488050C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ С ПРИЕМНЫМ ПАЗОМ ДЛЯ ЭЛЕКТРОННОГО МОДУЛЯ | 2008 |
|
RU2455594C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ | 2008 |
|
RU2455587C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ | 2008 |
|
RU2454618C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ И СПОСОБ ИЗГОТОВЛЕНИЯ ДВЕРИ ХОЛОДИЛЬНОГО АППАРАТА | 2009 |
|
RU2505761C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ | 2012 |
|
RU2553251C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ | 2008 |
|
RU2453780C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ | 2007 |
|
RU2443951C2 |
| ХОЛОДИЛЬНОЕ УСТРОЙСТВО | 2009 |
|
RU2494322C2 |
Бытовой холодильный аппарат содержит корпус, дверь, которая содержит внутреннюю и внешнюю ограничительную стенку и теплоизолирующий слой между ними. Между ограничительными стенками предусмотрена вакуумная изолирующая панель, которая закреплена вспенивающимся жидким клейким веществом на одной из двух ограничительных стенок. В теплоизолирующий слой помещен конденсатор, а вакуумная изолирующая панель закреплена на одной из двух ограничительных стенок с формированием промежуточного слоя для конденсатора. Вакуумная изолирующая панель удалена от конденсатора на расстояние, соответствующее толщине слоя. Каждое жидкое клейкое вещество полностью окружает конденсатор. Способ изготовления холодильного аппарата, согласно которому изолирующий элемент в виде вакуумной изолирующей панели крепят жидким клейким веществом на внутренней стороне ограничительной стенки корпуса холодильного аппарата или двери. Использование данной группы изобретений позволяет упростить производство холодильного аппарата. 2 н. и 9 з.п. ф-лы, 8 ил.
1. Бытовой холодильный аппарат, с корпусом (3), ограничивающим холодильное отделение (1), и дверью (5), причем как корпус, так и дверь содержит внутреннюю и внешнюю ограничительную стенку (7, 9) и теплоизолирующий слой (11), сформированный между ними путем введения изолирующей пены, отличающийся тем, что между ограничительными стенками (7, 9) дополнительно предусмотрена вакуумная изолирующая панель (17), закрепленная вспенивающимся жидким клейким веществом (19) на одной из двух ограничительных стенок (7, 9), причем в теплоизолирующий слой (11) помещен компонент холодильного аппарата в виде конденсатора (13), при этом вакуумная изолирующая панель (17) закреплена на одной из двух ограничительных стенок (7, 9) с формированием промежуточного слоя для конденсатора (13), и вакуумная изолирующая панель (17) удалена от конденсатора (13) на расстояние, соответствующее толщине (d1) слоя, при этом жидкое клейкое вещество (19) полностью окружает конденсатор (13).
2. Холодильный аппарат по п. 1, отличающийся тем, что первая ограничительная стенка (9), вакуумная изолирующая панель (17) и/или компонент (13) холодильного аппарата могут быть собраны при помощи жидкого клейкого вещества (19) в составной узел (21) или узел предварительной сборки.
3. Холодильный аппарат по одному из пп. 1 или 2, отличающийся тем, что компонент (13) холодильного аппарата соприкасается с внутренней стороной (15) первой ограничительной стенки (9), и/или вакуумная изолирующая панель (17) удалена от второй ограничительной стенки (7) на расстояние, соответствующее толщине (d2) слоя.
4. Холодильный аппарат по одному из пп. 1-2, отличающийся тем, что жидкое клейкое вещество (19) представляет собой вспенивающийся теплоизолирующий слой и, в частности, состоит из того же материала, что и теплоизолирующий слой (11).
5. Способ изготовления холодильного аппарата по одному из предыдущих пунктов, согласно которому изолирующий элемент в виде вакуумной изолирующей панели (17) крепят жидким клейким веществом (19) на внутренней стороне (15) ограничительной стенки (9) корпуса (3) холодильного аппарата или двери (5) холодильного аппарата.
6. Способ по п. 5, отличающийся тем, что изолирующий элемент крепят на внутренней стороне (15) ограничительной стенки (9) с формированием промежуточного слоя для компонента холодильного аппарата в виде конденсатора (13).
7. Способ по п. 6, отличающийся тем, что при подготовке к этапу (II) предварительного вспенивания вакуумную изолирующую панель (17) укладывают в камеру (25) для вспенивания формовочного инструмента (27), на сторону вакуумной изолирующей панели (17), удаленную от дна (23) камеры, наносят жидкое клейкое вещество (19), после чего камеру (25) для вспенивания закрывают первой ограничительной стенкой (9) до вспенивания и отверждения жидкого клейкого вещества (19) на этапе (II) предварительного вспенивания.
8. Способ по п. 7, отличающийся тем, что при вкладывании вакуумной изолирующей панели (17) в камеру (25) для вспенивания кромки (33) вакуумной изолирующей панели (17) входят в соприкосновение с боковыми стенками (31) камеры (25) для вспенивания.
9. Способ по п. 7 или 8, отличающийся тем, что перед осуществлением этапа (II) предварительного вспенивания конденсатор (13) предварительно позиционируют, например, при помощи точек (35) склейки, на внутренней стороне (15) первой ограничительной стенки (9).
10. Способ по п. 5, отличающийся тем, что при подготовке к этапу (II) предварительного вспенивания жидкое клейкое вещество (19) наносят на внутреннюю сторону (15) первой ограничительной стенки (9), а вакуумную изолирующую панель (17) укладывают на жидкое клейкое вещество (19), причем после этого полученный таким образом незакрепленный составной узел накрывают формовочным инструментом (27) в виде кожуха таким образом, чтобы исключить выход пены наружу, до вспенивания и отвердения жидкого клейкого вещества (19) на этапе (II) предварительного вспенивания.
11. Способ по одному из п. 5-8, 10, отличающийся тем, что за этапом (II) предварительного вспенивания следует этап (III) введения изолирующей пены, на котором вспенивается и отвердевает теплоизолирующий слой (11), введенный между первой и второй ограничительной стенкой (7, 9).
| DE 102008026528 A1, 10.12.2009 | |||
| US 6164030 A, 26.12.2000 | |||
| ХОЛОДИЛЬНЫЙ АППАРАТ И ИСПАРИТЕЛЬ ТАЛОЙ ВОДЫ ДЛЯ ТАКОГО АППАРАТА | 2006 |
|
RU2406046C2 |
| WO 1996039894 A1, 19.12.1996. | |||

