Изобретение относится к технологии склейки, то есть к способам склейки и подготовке к склейке поверхностей, ориентированных преимущественно ортогонально (элемент типа «пластина» и присоединенный к ней встык ортогональный элемент) и работающих преимущественно на разрыв, например клеевое соединение композитного лонжерона к композитной обшивке крыла самолета с помощью самоотверждающейся синтетической смолы (полиэфирной, эпоксидной и т.п.).
Известные различные способы и конструктивные меры повышения прочности склейки, заключающиеся, например, в усилении склейки заклепками, как в заявке №93032383 «Неразъемное ремонтное соединение деталей из полимерных композиционных материалов и способ его получения». Или в усилении заклепкообразными вставными элементами с расклиниванием, как в пат. №2181447 «Неразъемное соединение деталей и способ его осуществления». Или в усилении клеевого соединения заклепкообразными вставками из композиционного волокнистого материала, как в заявке №2000104181 «Неразъемное ремонтное соединение деталей из полимерных композиционных материалов и способ его получения». Или в применении дополнительных усиливающих слоев композиционного материала, как в заявке №2011117641 «Узел соединения компонентов воздушного судна» и в полезной модели №103588 «Клеевое соединение днища с транцем». Однако все эти способы увеличения прочности очень нетехнологичны и приводят к увеличению габаритов клеевого соединения, что не всегда желательно, особенно в авиации.
Наиболее близка к предлагаемому техническому решению заявка №95122603 «Способ получения адгезионного сцепления в соединении с загибом», в которой излишки синтетической смолы выдавливаются из клеевого соединения и затекают внахлест на приклеиваемый материал, обеспечивая примерно удвоенную прочность кромки клеевого соединения.
То есть в основном все принимаемые меры состоят или в применении дополнительного крепежа типа заклепочного соединения, или в повышении адгезионных качеств склеиваемых поверхностей и к увеличению поверхности клеевого контакта. Так как прочность затвердевшего вещества клея, как правило, меньше прочности материала склеиваемых поверхностей, или его адгезия к родственному слою уже затвердевшего вещества меньше его прочности, то такие меры приносят результат.
Задача и технический результат изобретения - повышение прочности склейки и предотвращение развития дефектов или повреждений клеевого соединения, в частности, в результате внешнего повреждающего воздействия.
ВАРИАНТ 1. Так как разрыв происходит в основном по стыку двух склеиваемых поверхностей, то для повышения площади склеиваемой поверхности в этом месте, а также для частичного изменения характера внутренних напряжений в предполагаемом месте разрыва с «растяжения» на «сдвиг», в данном клеевом соединении приклеиваемый элемент (преимущественно ортогонально) имеет по краям сквозные отверстия или пропилы, количество клея наносится с избытком, а склеиваемый стык подвергается вакуумному формованию.
Смысл этой технологии в том, что под действием вакуумного формования излишки синтетической смолы входят в отверстия или пропилы ортогонально ориентированного элемента, проходят их насквозь и даже образуют выпуклость с наружной стороны. Таким образом, получаются как бы заклепки или гребни из синтетической смолы, дополнительно скрепляющие склеиваемые поверхности, головки которых и поверхность контакта с ортогональным элементом работают на сдвиг.
Ослабление конструкции ортогонального элемента при этом минимально, так как отверстия или пропилы заполняются затвердевшей синтетической смолой, и весь элемент работает почти как одно целое.
Для увеличения прочности этих заклепок или гребней применены обычные в технике меры: отверстия и пропилы имеют с внутренней и/или с наружной стороны фаски. Нижняя (на фиг.2) фаска ликвидирует концентрацию внутренних напряжений в месте соединения «заклепки» или гребня с пластинчатым элементом, а верхняя образует как бы шляпку и также способствует ликвидации концентрации напряжений.
ВАРИАНТ 2. Начавшееся под действием внешних факторов разрушение или дефект склейки являются концентраторами внутренних напряжений в клеевом соединении. Поэтому технология по этому варианту отличаются тем, что обе контактирующие кромки приклеиваемого элемента имеют зигзагообразную форму.
При этом длина линии клеевого стыка двух поверхностей увеличивается и приобретает местные усиления, которые будут являться препятствием для распространения лавинообразного разрушения. В дальнейшем такое повреждение легче ремонтируется.
Обе указанные технологии можно применять и вместе. Например, зигзагообразная кромка может иметь на своих выступах сквозные отверстия, которые при склейке образуют упомянутые заклепки.
На прилагаемых эскизах показаны: на фиг.1 - часть двутаврового композитного лонжерона 1 крыла композитного самолета с пропилами 2 (диметрия).
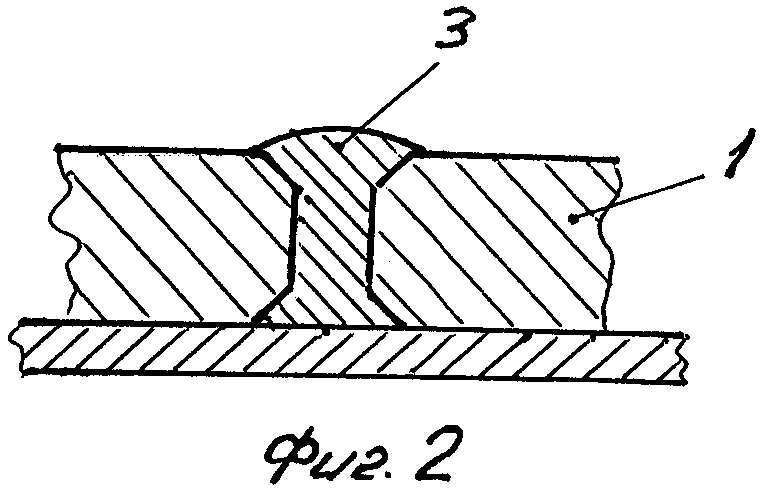
На фиг.2 показан разрез по пропилу 2, заполненному затвердевшей синтетической смолой. Виден образовавшийся гребень 3 из затвердевшей смолы с небольшой шляпкой.
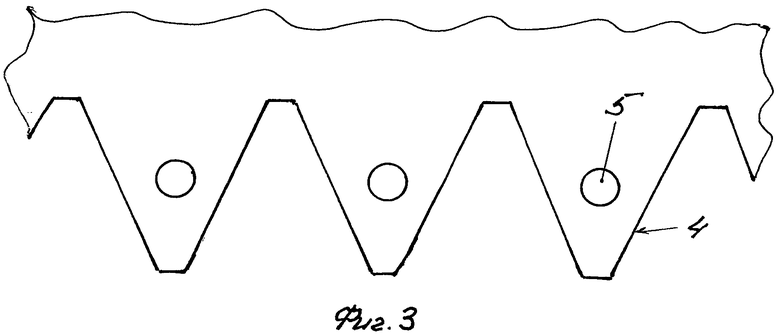
На фиг.3 показана одна кромка двутаврового композитного лонжерона крыла композитного самолета с зигзагообразной кромкой 4 и отверстиями 5 в выступах кромки.
Работает клеевое соединение по данной технологии так: «заклепки» или гребни из синтетической смолы воспринимают часть усилия разрыва и тем самым повышают общую прочность клеевого соединения. При начавшемся разрыве клеевого соединения разрушение не носит лавинообразный характер, а останавливается на выступах кромки склеивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ КРЕПЛЕНИЯ КРЫЛА САМОЛЕТА | 2015 |
|
RU2584294C1 |
| Лопасть и способ ее изготовления | 2018 |
|
RU2688603C1 |
| СПОСОБ СБОРКИ КОНСОЛИ КРЫЛА САМОЛЕТА | 2007 |
|
RU2329183C1 |
| КРЫЛО ЛЕТАТЕЛЬНОГО АППАРАТА | 2018 |
|
RU2697367C1 |
| Способ изготовления встроенных баков в пустотелых аэродинамических профилях (варианты) | 2016 |
|
RU2653942C1 |
| Разъединительный карабин (варианты) | 2015 |
|
RU2611332C1 |
| ИНТЕГРИРОВАННЫЙ КРЫЛЬЕВОЙ ТОПЛИВНЫЙ БАК САМОЛЁТА | 2012 |
|
RU2544279C2 |
| СОЕДИНЕНИЕ И КОНСТРУКЦИЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2014 |
|
RU2632552C1 |
| Разъединительный карабин - 3 | 2018 |
|
RU2679877C1 |
| Способ формования из композитного материала пустотелых аэродинамических поверхностей - 2 | 2016 |
|
RU2636994C1 |
Изобретение относится к технологии склейки, то есть к способам склейки и подготовки к склейке поверхностей, ориентированных преимущественно ортогонально и работающих преимущественно на разрыв. Технология склейки, заключающаяся в том, что в клеевом соединении приклеиваемый элемент имеет по краям сквозные отверстия или пропилы, количество клея наносится с избытком, а отверстия и пропилы имеют с внутренней и/или с наружной стороны фаски. Технология склейки, заключающаяся в том, что обе контактирующие кромки приклеиваемого элемента имеют зигзагообразную форму. Техническими результатами являются повышение прочности склейки и предотвращение развития дефектов или повреждений клеевого соединения. 2 н.п. ф-лы, 3 ил.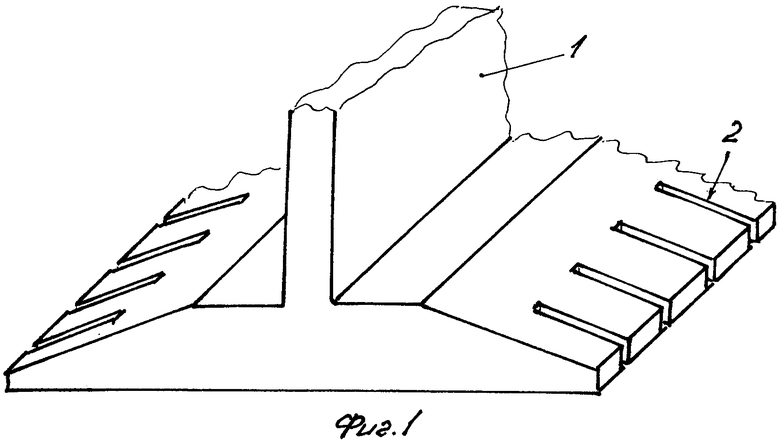
1. Технология склейки, отличающаяся тем, что в клеевом соединении приклеиваемый элемент имеет по краям сквозные отверстия или пропилы, количество клея наносится с избытком, а отверстия и пропилы имеют с внутренней и/или с наружной стороны фаски.
2. Технология склейки, отличающаяся тем, что обе контактирующие кромки приклеиваемого элемента имеют зигзагообразную форму.
| Справочник мастера по дереву | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| http:drevmast.ru/glue.php | |||
| СПОСОБ ФОРМОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИТОВ С СИНУСОИДАЛЬНЫМИ ГОФРАМИ | 1991 |
|
SU1805605A1 |
| КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ИЗ ЛИСТОВОГО МЕТАЛЛА, СТРОИТЕЛЬНАЯ ПАНЕЛЬ ДЛЯ СТРОИТЕЛЬСТВА ЗДАНИЙ, СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОЙ ПАНЕЛИ, СПОСОБ СТРОИТЕЛЬСТВА ГОРИЗОНТАЛЬНОЙ ЧАСТИ ЗДАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ПАРЫ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1992 |
|
RU2092662C1 |
| . | |||

