Изобретение относится к области самолетостроения и может быть использовано для сборки консоли крыла легких самолетов - высокопланов, предназначенных для учебных и тренировочных полетов, для авиатуризма, для химической обработки посевных площадей, патрулирования, аэросъемки и др. полетов.
Крыло самолета обычно представляет собой конструкцию из лонжеронов и нервюр, соединенную с обшивкой крыла металлическими заклепками или винтами.
Известен способ сборки агрегатов летательного аппарата, включающий соединение силового каркаса, т.е. набора силовых элементов (лонжеронов, нервюр) с панелями (обшивкой) путем сверления отверстий под металлические заклепки и последующей клепки силового каркаса с панелями (патент РФ №2179136, B64F 5/00, 2002 г./.
Известен способ выполнения операций по сборке на раме крыла и/или обшивке самолета, предназначенный для сборки крыла самолета, включающий крепление силового каркаса (рамы крыла), состоящего из лонжеронов и нервюр, к верхней и нижней обшивке крыла посредством крепежных изделий в виде винтов (патент РФ №2230687, B64F 5/00, 2004 г.).
Недостатком известных технических решений является соединение силового каркаса крыла с панелями большим количеством крепежных изделий, требующих подготовки отверстий и постановки крепежа, что увеличивает трудоемкость сборочных работ.
Наиболее близким к заявляемому относится способ сборки консоли крыла самолета, включающий соединение силового каркаса, состоящего из нервюр крыла и лонжерона, полки которых имеют отверстия, с верхней и нижней стеклопластиковыми панелями путем вклейки и клепки силового каркаса сначала в верхнюю стеклопластиковую панель, затем вклейки и клепки полученной конструкции в нижнюю стеклопластиковую панель с одновременным клеевым смыканием стеклопластиковых панелей по передней и задней кромкам (технологический процесс сборки консоли крыла серийного самолета «Элитар-Сигма», Самара, 2003 г.).
Недостатком прототипа является клепанно-клеевое соединение металлического силового каркаса со стеклопластиковыми панелями, при котором используют металлические заклепки, а в качестве клея используют клей на основе эпоксидианового связующего. При таком соединении необходимо сверлить и зенковать отверстия под головки заклепок непосредственно в стеклопластике, что чревато образованием в последнем микротрещин, ведущих материал к разрушению. Используемый клей не обладает достаточно прочностными свойствами, не устойчив к вибрации и т.д. Кроме того, данное соединение достаточно трудоемкое в исполнении, поскольку требует дополнительных операций: сверления и зенковки отверстий, процесса клепки, обрезки и зачистки заклепок и пр.
Задачей настоящего изобретения является устранение недостатков прототипа.
Поставленная задача решается за счет того, что в способе сборки консоли крыла самолета, включающем соединение силового каркаса, состоящего из нервюр крыла и лонжерона, полки которых имеют отверстия, с верхней и нижней стеклопластиковыми панелями путем вклейки и клепки силового каркаса сначала в верхнюю стеклопластиковую панель, затем вклейки и клепки полученной конструкции в нижнюю стеклопластиковую панель с одновременным клеевым смыканием стеклопластиковых панелей по передней и задней кромкам, перед вклейкой и клепкой соединяемые поверхности одновременно подвергают предварительной обработке, вклейку и клепку силового каркаса в верхнюю стеклопластиковую панель производят одновременно путем нанесения клеевого состава в виде жгута через дозирующее приспособление на наружную поверхность полок нервюр крыла и лонжерона, затем обеспечивают равномерную запрессовку склеиваемых поверхностей, в процессе которой клеевой состав через отверстия в полках образует клеевые заклепки на внутренней поверхности полок и примыкающие к полкам клеевые фаски, после чего клеевой состав отверждают, потом аналогичным образом соединяют полученную конструкцию с нижней стеклопластиковой панелью, при этом перед смыканием стеклопластиковых панелей по передней и задней кромкам последние подвергают также предварительной обработке, а смыкание кромок осуществляют с использованием аналогичного клеевого состава.
Технический результат достигается за счет замены клепанно-клеевого соединения металлического силового каркаса со стеклопластиковыми панелями на полностью клеевое. При этом стеклопластиковые панели не подвергаются сверлению, зенковке и механической клепке, что позволило исключить образование в них микротрещин, существенно ухудшающих прочность крыла самолета. Используемый другой клеевой состав образует монолит со стеклопластиковой поверхностью благодаря хорошей адгезии. Это обстоятельство усиливает с одной стороны прочность соединения со стеклопластиком, а с другой стороны с металлическими полками силового каркаса, поскольку на полках образуется клеевая «шляпка» - головка заклепки. Очевидно, сборка консоли крыла с использованием только клеевого соединения уменьшает трудоемкость процесса при обеспечении необходимой прочности.
Изобретение поясняется графическими материалами, где на фиг.1 изображен разрез по нервюре крыла; на фиг.2 изображен разрез по клеевому соединению нервюры крыла и лонжерона со стеклопластиковой панелью; на фиг.3 изображен разрез по клепанно - клеевому соединению нервюры крыла и лонжерона со стеклопластиковой панелью (прототип).
Крыло самолета содержит нервюру крыла 1, состоящую из диафрагмы 2 и нервюры 3, лонжерон 4, верхнюю стеклопластиковую панель 5, нижнюю стеклопластиковую панель 6, заполнитель (пенопласт) 7, клеевую заклепку 8, клеевую фаску 9, зоны «А» - «замок» стыковки панелей по передней кромке крыла, зоны «Б» - шов смыкания панелей по задней кромке крыла. На фиг.3 (прототип) крыло самолета содержит металлическую заклепку 10, клеевой шов 11.
Осуществление способа сборки консоли крыла самолета.
Предварительно собранный металлический силовой каркас из одного лонжерона и шести нервюр крыла подвергают доработке под склейку. Для этого производят разделку отверстий с шагом 70 мм по полкам лонжерона и нервюр крыла.
Затем производят склеивание консоли крыла в два этапа.
На первом этапе одновременно производят подготовку склеиваемых поверхностей силового каркаса и верхней стеклопластиковой панели.
Для этого на склеиваемые поверхности каркаса (полки лонжерона и нервюр) наносят защитное покрытие, обезжиривают последовательно 2 раза бензином «Калоша» с промежуточной сушкой 15 мин и один раз ацетоном с сушкой 5 мин. Потом осуществляют сушку каркаса при температуре 40°С в течение одного часа и немедленно подают на вклейку.
Поверхность верхней стеклопластиковой панели подготавливают в ее матрице. Сначала подгоняют и шлифуют сопрягаемые поверхности и удаляют пыль. Затем их обезжиривают два раза бензином «Калоша» с промежуточной сушкой 15 мин, производят разметку маркером. Потом осуществляют сушку при температуре 40°С в течение одного часа и немедленно подают на вклейку.
На подготовленные поверхности каркаса и панели одновременно наносят клеевой состав в виде жгута диаметром 8 мм через фильеры дозирующего приспособления. Причем на поверхность полок лонжерона и нервюр клеевой состав наносят по оси полок, а на поверхность стеклопластиковой панели - по оси разметки.
В качестве клеевого состава используют конструкционный полиуретановый клей марки АДВ-11-3 (ТУ 2252-034-22736960-98).
После ориентирования каркаса и панели относительно друг друга соединяют склеиваемые поверхности, производят их фиксацию с обеспечением равномерной запрессовки, при которой клеевой состав создает «заклепочный эффект», т.е. образует головки заклепок. При этом выступающий клеевой состав из-под кромок полок образует примыкающие клеевые «фаски». Отверждение клеевого состава производят под усилием в течение 24 часов при температуре 20°С.
На втором этапе аналогичным образом производят подготовку склеиваемых поверхностей и вклейку полученной конструкции в нижнюю стеклопластиковую панель, находящуюся в своей матрице. Одновременно и таким же образом подготавливали к склеиванию сопрягаемые «замковые» поверхности «А» и шов смыкания «Б» (передней и задней кромок) обоих стеклопластиковых панелей.
Через технологические лючки осуществляли контроль за равномерностью выступания клеевого состава через отверстия полок, а также за образованием прилегающих к полкам «фасок».
Отверждение клеевого состава на втором этапе проводили в течение 3 часов при температуре 70°С.
Технический результат от использования изобретения выражается в увеличении срока службы крыла самолета, снижении трудоемкости сборки консоли крыла при сохранении прочности соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРХЛЕГКИЙ САМОЛЕТ | 2005 |
|
RU2336200C2 |
| Крыло самолёта, кессон крыла самолета, центроплан, лонжерон (варианты) | 2019 |
|
RU2709976C1 |
| КРЫЛО САМОЛЕТА | 2014 |
|
RU2557638C1 |
| СПОСОБ МОДУЛЬНОЙ СБОРКИ КЕССОНА КОНСОЛИ КРЫЛА САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ С УСТРОЙСТВАМИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2021 |
|
RU2774870C1 |
| СПОСОБ МОДУЛЬНОЙ СБОРКИ СТЫКОВОЙ НЕРВЮРЫ САМОЛЕТА ДЛЯ СОЕДИНЕНИЯ КОНСОЛЕЙ КРЫЛА С ЦЕНТРОПЛАНОМ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2749432C1 |
| КРЫЛО САМОЛЕТА И УЗЕЛ СТЫКА ЕГО КОНСОЛЕЙ | 2012 |
|
RU2481243C1 |
| СПОСОБ СБОРКИ МОДУЛЬНЫМ СПОСОБОМ КЕССОНА КОНСОЛИ КРЫЛА ТЯЖЕЛОГО ТРАНСПОРТНОГО САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА СБОРКИ | 2023 |
|
RU2836920C1 |
| СПОСОБ УПРАВЛЕНИЯ УПРУГИМИ ИЗГИБНЫМИ И КРУТИЛЬНЫМИ ДЕФОРМАЦИЯМИ НЕСУЩЕЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2574491C2 |
| КРЫЛО ШИРОКОФЮЗЕЛЯЖНОГО ДАЛЬНЕМАГИСТРАЛЬНОГО САМОЛЕТА | 2024 |
|
RU2838859C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ НЕРАЗЪЕМНЫМ ЗАКЛЕПОЧНЫМ ШВОМ | 2006 |
|
RU2288380C1 |


Изобретение относится к области самолетостроения, в частности к способам сборки консоли крыла легких самолетов. Способ включает соединение силового каркаса, состоящего из нервюр крыла и лонжерона, полки которых имеют отверстия, с верхней и нижней стеклопластиковыми панелями путем вклейки и клепки силового каркаса сначала в верхнюю стеклопластиковую панель, затем вклейки и клепки полученной конструкции в нижнюю стеклопластиковую панель с одновременным клеевым смыканием стеклопластиковых панелей по передней и задней кромкам. Перед вклейкой и клепкой соединяемые поверхности одновременно подвергают предварительной обработке, вклейку и клепку силового каркаса в верхнюю стеклопластиковую панель производят одновременно путем нанесения клеевого состава в виде жгута через дозирующее приспособление на наружную поверхность полок нервюр крыла и лонжерона. Затем обеспечивают равномерную запрессовку склеиваемых поверхностей, в процессе которой клеевой состав через отверстия в полках образует клеевые заклепки на внутренней поверхности полок и примыкающие к полкам клеевые фаски, после чего клеевой состав отверждают. Потом аналогичным образом соединяют полученную конструкцию с нижней стеклопластиковой панелью, при этом перед смыканием стеклопластиковых панелей по передней и задней кромкам последние подвергают также предварительной обработке, а смыкание кромок осуществляют с использованием аналогичного клеевого состава. Техническим результатом изобретения является увеличение срока службы крыла самолета и увеличение прочности соединения. 3 ил.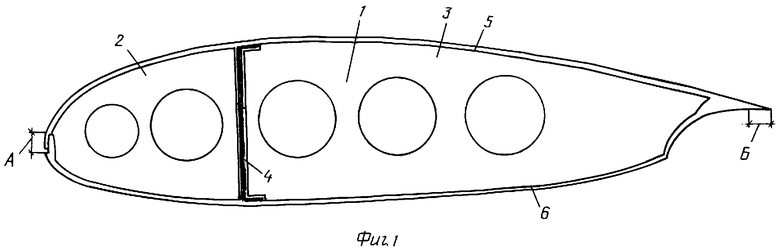
Способ сборки консоли крыла самолета, включающий соединение силового каркаса, состоящего из нервюр крыла и лонжерона, полки которых имеют отверстия, с верхней и нижней стеклопластиковыми панелями путем вклейки и клепки силового каркаса сначала в верхнюю стеклопластиковую панель, затем вклейки и клепки полученной конструкции в нижнюю стеклопластиковую панель с одновременным клеевым смыканием стеклопластиковых панелей по передней и задней кромкам, отличающийся тем, что перед вклейкой и клепкой соединяемые поверхности одновременно подвергают предварительной обработке, вклейку и клепку силового каркаса в верхнюю стеклопластиковую панель производят одновременно путем нанесения клеевого состава в виде жгута через дозирующее приспособление на наружную поверхность полок нервюр крыла и лонжерона, затем обеспечивают равномерную запрессовку склеиваемых поверхностей, в процессе которой клеевой состав через отверстия в полках образует клеевые заклепки на внутренней поверхности полок и примыкающие к полкам клеевые фаски, после чего клеевой состав отверждают, потом аналогичным образом соединяют полученную конструкцию с нижней стеклопластиковой панелью, при этом перед смыканием стеклопластиковых панелей по передней и задней кромкам последние подвергают также предварительной обработке, а смыкание кромок осуществляют с использованием аналогичного клеевого состава.
| US 6475320 B1, 05.11.2002 | |||
| Конический гидрогрохот | 1986 |
|
SU1409342A1 |
| ЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2047795C1 |
| УЗЕЛ КРЕПЛЕНИЯ СЪЕМНЫХ ПАНЕЛЕЙ | 0 |
|
SU378343A1 |
| СПОСОБ ВЫПОЛНЕНИЯ ОПЕРАЦИЙ ПО СБОРКЕ НА РАМЕ КРЫЛА И/ИЛИ ОБШИВКЕ КРЫЛА САМОЛЕТА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2230687C2 |

