Настоящее изобретение относится к элементу для изготовления скоросшивателя или информационной панели и способу, который использует такой элемент для изготовления скоросшивателя или информационной панели.
Более конкретно изобретение предназначено для изготовления скоросшивателя, например, состоящего из U-образной тыльной части и двух форзацев для брошюрования стопки листов, таких как листы с фотографиями, для получения фотоальбома.
Из бельгийского патента № 1.018.467 уже известен подобный элемент в форме незаконченного изделия, из которого может быть изготовлен скоросшиватель, и этот элемент является первоначально плоским и первоначально образованным основанием, которое сформировано двумя плоскими листами, которые будут формировать форзацы, и расположенной между ними центральной плоской полоской, из которой впоследствии будет сформирована тыльная часть, и которые связаны вместе посредством покрытия, которое прикреплено поверх или вокруг этих листов и полоски.
Основание на внешней стороне имеет слой термоклея, который простирается на внешней поверхности основания по одной плоской стороне основания и по краевой секции вдоль периферии другой плоской стороны основания. Поскольку они изначально являются первоначально плоскими, такие элементы легко хранить в пачках, не занимая много места.
Эти элементы позволяют изготовить профессионально выглядящие скоросшиватели относительно простым способом, с персонализированным покрытием, которое выбирается, например, из запаса покрытий разнообразного характера, например, относительно материала, структуры, печати и подобного.
С этой целью выбирается необходимое покрытие, размеры которого больше, чем размеры периферии рассматриваемого элемента, и это покрытие располагают на столе, после чего элемент с плоской стороной, обеспеченной термоклеем, обращенным вниз, располагают на покрытии, и затем покрытие загибают поверх краев вдоль краев элемента вплоть до расположения против краевых секций с термоклеем на другой стороне элемента.
Применяя нагрев, покрытие соединяют с элементом плавлением термоклея, после чего всему дают остыть, чтобы снова обеспечить застывание термоклея.
Затем деформацией вышеупомянутой центральной полоски элемента создается U-образная тыльная часть, в которую может быть сброшюрована стопка листов.
Неудобство известных элементов состоит в том, что обработка торцов является трудоемким процессом, требует определенных навыков и занимает время. Кроме того, обработка торцов требует дополнительного оборудования в устройстве, с которым элементы преобразуются в скоросшиватель, что делает это устройство более сложным и дорогим, а закупка его оправдана только для достаточно большого количества скоросшивателей.
Обработка торцов требует большого количества движущихся частей, так что риски отказа, а также затраты на обслуживание и ремонт увеличиваются.
Кроме того, тем самым увеличивается риск неправильных операций, а также отходы, являющиеся их результатом из-за бракованных скоросшивателей. Обучение работе с устройством таким образом существенно и составляет дополнительную стоимость и упорство.
В вышеупомянутом патенте другая сторона элемента может быть обеспечена покрытием, которое соединяется частично наложением на края корешкового сгиба первого покрытия.
Его неудобство состоит в том, что неудобный более толстый край встречается в месте наложения двух покрытий.
Цель изобретения состоит в том, чтобы обеспечить устранение, по крайней мере, одного из вышеупомянутых и других неудобств.
Для достижения этой цели изобретение касается элемента для изготовления скоросшивателя, при этом элемент представляет собой незаконченное изделие, из которого может быть изготовлен скоросшиватель и который является первоначально плоским и первоначально образованным основанием, которое сформировано или составлено из одного или более плоских листов, и покрытия, которое прикреплено поверх или вокруг этого листа или листов, при этом на одной стороне основание снабжено слоем термоклея, который простирается на расстояние от краев основания, и служит, чтобы прикрепить чистовое покрытие на этой стороне основания, которое меньше, чем периферия основания.
Преимущество состоит в том, что чистовое покрытие может быть меньшим, чем основание, и что чистовое покрытие больше не должно загибаться вокруг краев основания, и, таким образом, не нужно наносить клей вдоль краев другой стороны основания.
Это подразумевает, что устройство для прикрепления чистового покрытия может быть намного более простым, и также что действие этого устройства намного более простое, и обучение оператора может осуществляться намного быстрее. Из-за простого действия риск неудач и траты также очень низки.
Другое преимущество состоит в том, что такой элемент может быть изготовлен дешево, но готовое изделие, однако, имеет вид созданного профессионально.
Термоклей, нанесенный заранее, может быть применен в точном количестве, так что, когда прикрепляется чистовое покрытие, правильное количество клея находится на месте, без излишка или нехватки клея. Кроме того, таким образом клей может быть нанесен однородно, без местных зон с излишком или нехваткой клея. Дополнительное защитное покрытие клейкого слоя не является необходимым, потому что он не липкий при нормальных окружающих температурах.
Поскольку составные части основания полностью или частично окружены покрытием, эти составные части всегда сохраняют свое правильное положение относительно друг друга, и также тогда, когда элемент нагревается для расплавления термоклея, чтобы прикрепить чистовое покрытие.
В предпочтительном воплощении слой термоклея достаточно тонок так, чтобы он не вытекал, когда чистовое покрытие накладывается под давлением. Это приводит к достижению хорошего прилипания, несмотря на использование минимального количества клея.
Практически это означает, что слой тоньше чем 50 микрометров.
Чтобы получить достаточную силу склеивания, слой предпочтительно должен быть толще чем 20 микрометров, и более предпочтительно он должен иметь толщину в пределах между 25 и 35 микрометрами.
Предпочтительно слой термоклея наносится на основание посредством листа, который связан с основанием, а сторона, обращенная от основания, обеспечена слоем термоклея, о котором сказано выше.
Лист с термоклеем может быть прикреплен механизмом, например, путем использования Kolbus механизма для приклеивания или подобного во время изготовления элемента.
Достоинство изобретения в том, что может быть использован такой элемент, чтобы изготовить информационную панель, причем в этом случае вышеупомянутое чистовое покрытие - это постер, например рекламный постер, календарь, фотография или подобное.
Настоящее изобретение также относится к способу изготовления скоросшивателя или информационной панели, который начинается с элемента по изобретению, как описано выше, и при этом, чтобы изготовить скоросшиватель или информационную панель, печатное или непечатное чистовое покрытие или постер прикрепляют непечатной стороной, покрывающей слой термоклея основания, и прикрепляют к нему путем нагрева термоклея до расплавления и затем позволяют ему остыть, чтобы он снова отвердел.
В предпочтительном варианте чистовое покрытие прикрепляют к основанию под давлением.
Это обеспечивает лучшее прилипание чистового покрытия к основанию.
Чтобы изготовить скоросшиватель, дополнительно центральная полоска может быть деформирована в U-образную тыльную часть, если требуется.
Преимущество состоит в том, что этот способ является очень простым в использовании, поскольку пользователю не требуется навыков или профессиональных знаний, и применение способа не требует квалифицированного и обучаемого персонала.
Он начинается, например, с запаса первоначально плоских незаконченных элементов и запаса предварительно печатных или иных чистовых покрытий или постеров, при этом для получения скоросшивателя по выбору выполняется комбинация из этих вышеупомянутых заготовок, чтобы составить скоросшиватель или информационную панель по желанию конечного пользователя.
Предпочтительно на стороне основания напротив стороны со слоем термоклея прикрепляется дополнительное чистовое покрытие, которое обеспечено термоклеем, которым это дополнительное чистовое покрытие прикрепляется к основанию, и затем элемент с чистовым покрытием нагревается и охлаждается для прикрепления чистового покрытия к обеим сторонам основания.
Для того чтобы сброшюровать стопку листов в скоросшивателе, элемент может быть снабжен, например, липкой полоской заранее или после формирования тыльной части кольцевая система может быть прикреплена к тыльной части. Для информационной панели желательно, чтобы система подвешивания или стойка прикреплялись к задней части информационной панели, чтобы подвесить информационную панель или разместить ее где-нибудь в вертикальном положении.
В целях лучшей демонстрации характеристик изобретения, несколько предпочтительных воплощений элемента по изобретению описаны далее посредством примера, без каких- либо ограничений, со ссылками на сопровождающие чертежи, на которых:
Фиг. 1 показывает схематический вид в перспективе практического воплощения элемента для формирования скоросшивателя по изобретению;
Фиг. 2 показывает вид снизу по стрелке F2 на Фиг.1;
Фиг. 3 показывает поперечное сечение по линии III-III на Фиг. 2 в увеличенном масштабе;
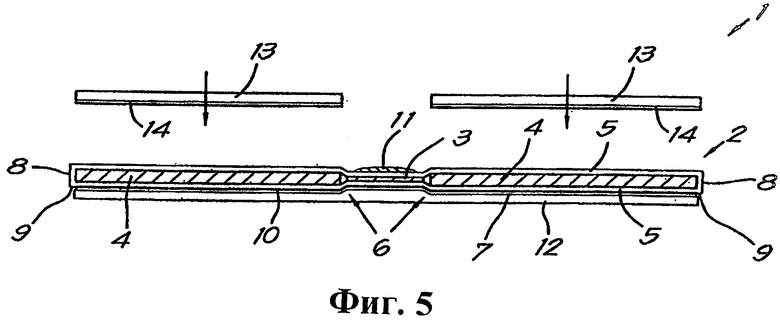
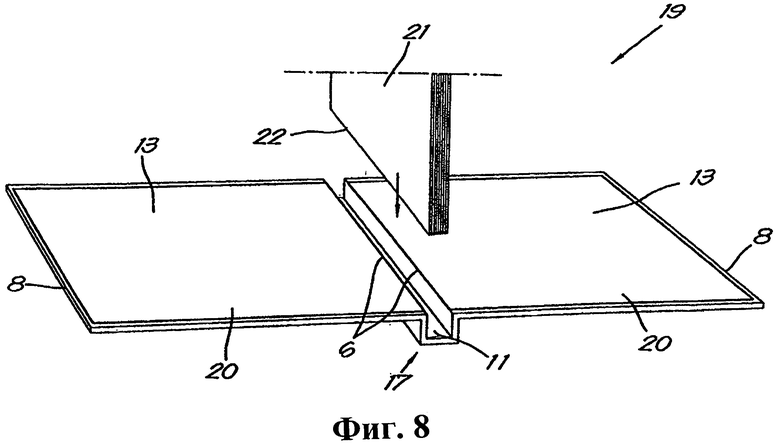
Фиг. 4-8 схематично показывают несколько этапов способа по изобретению, использующего элемент, изготовленный согласно Фиг. 1;
Фиг. 9 и 10 показывают альтернативные воплощения элемента по изобретению.
Элемент 1 по изобретению для формирования скоросшивателя, показанный на Фиг. 1-3, представляет собой незаконченное изделие, которое первоначально состоит из плоского основания 2, которое сформировано центральной плоской полоской 3 и двумя плоскими листами 4 с обеих сторон вышеупомянутой полоски. Кроме того, центральная полоска 3 предназначена, чтобы позже сформировать тыльную часть скоросшивателя, а эти два листа 4 предназначены для формирования форзацев скоросшивателя. В показанном примере полоска 3 более тонкая, чем листы 4, но это не обязательно должно иметь место.
Основание 2 имеет покрытие 5, которое расположено поверх или вокруг центральной полоски 3 и листов 4. Покрытие 5 может быть изготовлено из бумаги или картона. Однако предпочтительно иметь покрытие 5 из белой, черной или окрашенной бумаги, предпочтительно бумаги с плотностью 90 г/м. Само собой разумеется, что изобретение не ограничено этим и что другие материалы, такие как полотно, могут также использоваться в качестве покрытия 5.
Конечно, также возможно в качестве покрытия 5 иметь несколько частей, и что различный материал выбирается для каждой стороны основания 2, например.
Предпочтительно, чтобы в месте соединения полоски 3 с листом 4 покрытие 5 формировало шарнир 6 между этими элементами 3,4.
Хотя в примере Фиг. 1-3 листы 4 и центральная полоска 3 связаны вместе на вершине и нижней стороне покрытием 5, согласно изобретению не исключено, что покрытие 5 располагается только на одной стороне, и только часть корешкового сгиба этого покрытия 5 загнута по краям элемента 1 и прикреплена к другой стороне элемента по краям.
Согласно изобретению основание 2 обеспечено слоем термоклея 7 на одной стороне, которая простирается на расстояние D от краев 8 основания 2, так что на упомянутой стороне основания 2 получается край 9, который свободен от термоклея 7. Термоклей 7 предпочтительно распространяется на расстояние D в несколько миллиметров от вышеупомянутого края 8 основания 2, например приблизительно два миллиметра от края 8. Слой термоклея 7 предпочтительно нанесен на основание 2 посредством листа 10, который связан с основанием 2 во время изготовления элемента, и что сторона листа 10, обращенная от основания 2, снабжена слоем термоклея 7, о котором сказано выше.
Лист 10 с термоклеем 7 на нем связан с основанием 2 во время изготовления, например, посредством механизма для склеивания, изготовленного Kolbus (R), или подобного.
В практическом воплощении изобретения элемент 1 снабжен липкой полоской 11 для последующего закрепления стопки листов в скоросшиватель. В практическом воплощении изобретения липкая полоска 11 может быть обеспечена в форме полоски чувствительного к температуре термоклея, а центральная полоска 3 изготовлена из металла, стали или другого проводящего тепло материала, так что при брошюровании стопки листов прикладываемое тепло хорошо проводится.
В альтернативном воплощении изобретения, не показанном на чертежах, липкая полоска 11 может также быть в форме самоклеящейся полоски, которая может быть защищена или нет тонким защитным листом, и этот защитный слой может легко удаляться пользователем для брошюрования стопки листов.
Липкая полоска 11 может быть наложена на покрытие 5 в месте расположения центральной полоски 3 или непосредственно на центральную полоску 3 при отсутствии слоя покрытия 5.
Способ изготовления скоросшивателя посредством элемента 1 по изобретению очень прост и иллюстрируется на основе Фиг. 4-7.
На первом этапе нужный элемент 1 и подходящее чистовое покрытие выбираются из запаса пользователем.
Пользователь может выбрать это чистовое покрытие 12, как требуется, и понятно, что много материалов, типа бумаги или картона, подходят для этой цели. Это чистовое покрытие 12 может быть напечатано заранее или иначе, или, если требуется, может быть напечатано локально. Само собой разумеется, что другие материалы типа кожи, полотна, пластика или подобного могут использоваться в качестве чистового покрытия 8. Чистовые покрытия 12 имеют размеры, которые первоначально равны размерам периферии слоя термоклея 7 на основании, так что чистовое покрытие может полностью покрыть слой термоклея 1, и чистовое покрытие 12 продлевается на несколько миллиметров от края 8 основания.
Чистовое покрытие затем прикрепляют к непечатной стороне, покрывающей слой термоклея 7, как показано на Фиг. 4, и соединяют с ней путем нагрева, чтобы расплавить термоклей 7, и затем дают ему охладиться, чтобы термоклей 7 снова застыл.
На практике используется термоклей 7, температура плавления которого ниже, чем температура, при которой традиционно используемые тонеры и типографские краски повреждаются, чтобы не повредить печать на чистовом покрытии. Желательно, как проиллюстрировано на Фиг. 5, на стороне основания 2, противоположной стороне со слоем термоклея 7, может быть наложено дополнительное чистовое покрытие 13, что обеспечивает термоклей 14, при помощи которого это дополнительное чистовое покрытие 13 прикрепляется к основанию 2.
При помощи нагрева и охлаждения это дополнительное покрытие может быть связано с основанием 2. Как показано на Фиг. 6, нагревание может быть реализовано за счет, например, перемещения основания 2 с чистовым покрытием 12 и/или 13 между нагретыми роликами 15 на одной или обеих сторонах основания 2, чтобы расплавить термоклей 7 и которые также проявляют определенное давление на чистовое покрытие 12 и 13, за которыми, в случае необходимости, следуют охлажденные ролики 16, чтобы термоклей 7 застыл быстрее.
В течение этой операции нагревания, когда есть липкая полоска 11 из термоклея, эта липкая полоска 11 может быть защищена от высокой температуры во время процесса нагревания.
Если требуется, чистовое покрытие 12 и/или 13 сначала временно приклеивают к основанию 2 местным нагреванием в нескольких точках, чтобы удерживать чистовые покрытия точно на месте, когда они перемещаются между роликами 15 и/или 16.
Альтернативно, основание 2 с чистовыми покрытиями 12 и/или 13 может быть зажато между двумя горячими валиками, чтобы прикрепить чистовые покрытия.
В показанном воплощении дополнительное чистовое покрытие 13 сформировано двумя половинами дополнительных чистовых покрытий с обеих сторон центральной полоски 3 основания 2, но, конечно, также возможно обеспечить дополнительное чистовое покрытие 13 в форме одного непрерывного дополнительного покрытия, которое в этом случае также простирается поверх центральной полоски 3.
Предпочтительно использовать дополнительное чистовое покрытие 13, размеры которого выбраны так, что дополнительное чистовое покрытие 13 продлевается на несколько миллиметров от края 8 основания 2, например, приблизительно до двух миллиметров от края 8. Ясно, что в этом случае нет наложений покрытий 12 и 13, и таким образом более толстый край не образуется, как в известных элементах, как описано в бельгийском патенте № 1.018.467.
Возможный последний этап проиллюстрирован на основе Фиг. 7 и 8, где центральная полоска 3 изгибается в U-образную тыльную часть, где тыльная часть 17 сформирована, например, посредством штампа 18.
Таким образом, получают скоросшиватель 19, как показано на Фиг. 8, с U-образной тыльной частью 17 с липкой полоской 11 и двумя форзацами 20.
Такой скоросшиватель 19 может использоваться для брошюрования стопки листов 21 известным образом путем введения свободного края 22 этой стопки в тыльную часть 17 и нагрева этой тыльной части 17 подходящим оборудованием для расплавления липкой полоски 11, и прижатием края 22 в расплавленный клей, затем ему позволяют охладиться, чтобы клей снова застыл.
В альтернативном воплощении изобретения, как показано на Фиг. 9, основание 2 может быть выполнено как непрерывный плоский лист 23, например картон, и сделаны вырезы 24, чтобы разграничить центральную полоску или секцию 3 листа, из которой тыльная часть может быть сформирована, двумя расположенными по бокам листовыми секциями 3, которые будут формировать форзацы. Конечно, не исключено, что множество вырезов 24 обеспечивается в листе 23. В этом примере кольцевой механизм 25 вместо липкой полосы 11 закреплен на центральной полоске 3, с которым стопка перфорированных листов может быть связана в папке.
Ясно, что способ по изобретению может быть выполнен каждым и, таким образом, не требует рабочих высокой квалификации.
Кроме того, способ делает возможным изготовление скоросшивателей 19 с очень профессиональным видом очень гибким способом, посредством чего он может начаться в местном масштабе с запаса элементов 1, которые могут быть покрыты по выбору печатными или непечатными чистовыми покрытиями 12, которые отобраны из запаса, и желательно дополнительное чистовое покрытие 13, которое уже снабжено слоем термоклея 14, и также отобрано из запаса покрытий 13.
Чертежи показывают изобретение только схематично, и соотношения между различными элементами, прежде всего толщины, были растянуты вне пропорции, только ради того, чтобы лучше объяснить изобретение на основе чертежей.
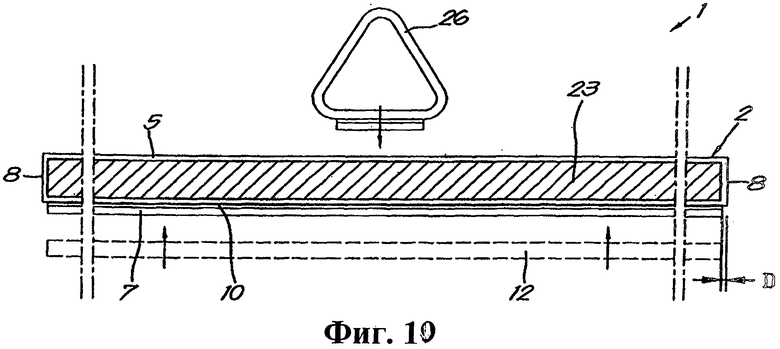
Фиг. 10 показывает альтернативное воплощение элемента 1 по изобретению, которое в этом случае предназначено для изготовления информационной панели.
В этом случае основание 2 образовано единственным полностью плоским непрерывным листом 23, которое снабжено покрытием 5, где в этом случае основание 2 также предоставляет слой термоклея 7 на одной стороне, которая продлевается до расстояния D от краев 8, и это - чтобы прикрепить чистовое покрытие 12 в форме постера или подобного на этой стороне основания 2.
Далее способ прикрепления постера к элементу схож со способом, описанным выше на основе Фиг. 1-6.
Дополнительно к тыльной части информационной панели может быть прикреплена система подвешивания 26, чтобы подвешивать информационную панель, или альтернативно может быть прикреплена стойка, не показанная на чертежах, чтобы разместить информационную панель в вертикальное положение.
Настоящее изобретение ни в коем случае не ограничено вариантами, описанными как пример и показанными на чертежах, но элемент для изготовления скоросшивателя и способ, применяемый для этого, может быть реализован во всех видах вариантов, не отступая от объема изобретения.






Изобретение относится к элементу для изготовления скоросшивателя или информационной панели и способу, который использует такой элемент для изготовления скоросшивателя или информационной панели. Элемент для изготовления скоросшивателя или для изготовления информационной панели представляет собой незаконченное изделие, которое является первоначально плоским и первоначально образованным основанием, которое сформировано или составлено из одного или более плоских листов, и покрытия, которое прикреплено поверх или вокруг этого листа или листов. При этом на одной стороне основание снабжено слоем термоклея, который простирается до расстояния (D) от краев основания, для того чтобы прикрепить чистовое покрытие или постер или подобный элемент на этой стороне основания. Когда элемент обеспечен для изготовления информационной панели, основание сформировано единственным полностью плоским непрерывным листом, который снабжен покрытием, и при этом одна сторона основания снабжена слоем термоклея, который простирается до расстояния (D) от краев основания, для того чтобы прикрепить чистовое покрытие в форме постера или подобного на этой стороне основания, который имеет меньшие размеры, чем периферия основания. 3 н. и 17 з.п. ф-лы, 10 ил.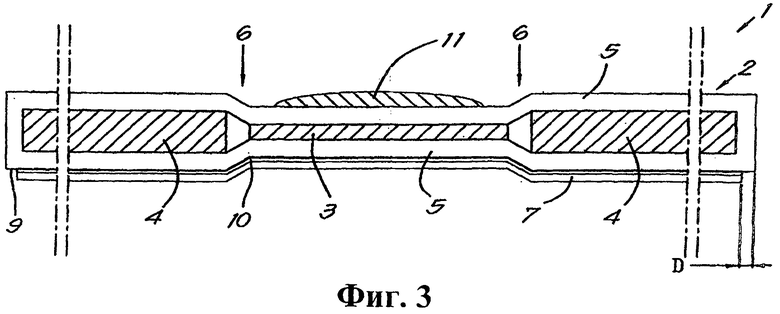
1. Элемент для изготовления скоросшивателя (19) или для изготовления информационной панели, при этом элемент (1) представляет собой незаконченное изделие, которое является первоначально плоским и первоначально образованным основанием (2), которое сформировано или составлено из одного или более плоских листов, и покрытия (5), которое прикреплено поверх или вокруг этого листа или листов (4), при этом на одной стороне основание (2) снабжено слоем термоклея (7), который простирается до расстояния (D) от краев (8) основания (2), для того чтобы прикрепить чистовое покрытие (12) или постер или подобный элемент на этой стороне основания (2), отличающийся тем, что, когда элемент (1) обеспечен для изготовления информационной панели, основание сформировано единственным полностью плоским непрерывным листом, который снабжен покрытием (5), и при этом одна сторона основания (2) снабжена слоем термоклея (7), который простирается до расстояния (D) от краев (8) основания (2), для того чтобы прикрепить чистовое покрытие (12) в форме постера или подобного на этой стороне основания (2), который имеет меньшие размеры, чем периферия основания (2).
2. Элемент по п. 1, отличающийся тем, что, для того чтобы изготовить скоросшиватель (19), он снабжен U-образной тыльной частью (17) и двумя форзацами (20), при этом в этом случае основание сформировано или составлено из двух плоских листов (4) или листовых секций, которые сформируют форзацы (20), и центральной плоской полоски (3) или центральной листовой секции, расположенной между ними, и из которой тыльная часть (17) будет впоследствии сформирована, и которая снабжена покрытием (5), которое прикреплено поверх или вокруг этих листов (4) или листовых секций, при этом одна сторона основания (2) снабжена слоем термоклея (7), который простирается до расстояния (D) от краев (8) основания (2), для того чтобы прикрепить чистовое покрытие (12) на этой стороне основания (2).
3. Элемент по п. 1 или 2, отличающийся тем, что слой термоклея (7) простирается до нескольких миллиметров от вышеупомянутого края (8) основания (2).
4. Элемент по п. 3, отличающийся тем, что слой термоклея (7) простирается приблизительно на два миллиметра от края (8) упомянутого основания (2).
5. Элемент по п. 1, отличающийся тем, что покрытие (5) состоит из бумаги.
6. Элемент по п. 1, отличающийся тем, что слой термоклея (7) на основании (2) нанесен посредством листа (10), который соединен с основанием (2), и что сторона (2), обращенная от основания, снабжена слоем термоклея (7), упомянутого выше.
7. Элемент по п. 1, отличающийся тем, что элемент (1) снабжен липкой полоской (11) из связывающего клея для последующего закрепления стопки листов (21) в папке скоросшивателя (19).
8. Элемент по п. 7, отличающийся тем, что вышеупомянутая липкая полоска (11) из связывающего клея сформирована термоклеем, который нанесен в место расположения центральной полоски (3), и что центральная полоска (3) изготовлена из металла.
9. Элемент по п. 8, отличающийся тем, что липкая полоска (11) из связывающего клея сформирована самоклеящейся полоской, которая защищена удаляемым защитным листом.
10. Элемент по любому из пп. 1, 2, отличающийся тем, что основание (2) сформировано непрерывным плоским листом (23), который снабжен одним или более вырезов (24) в упомянутом листе (23), чтобы разграничить секции листа (4), которые будут формировать форзацы (20,) и центральную секцию листа, которая будет формировать тыльную часть (17).
11. Элемент по любому из пп. 1, 2, отличающийся тем, что элемент (1) на стороне со слоем термоклея (7) снабжен чистовым покрытием (12), которое может быть печатным и которое простирается на несколько миллиметров от краев (8) основания (2) и периферийные размеры которого первоначально равны размерам периферии слоя термоклея (7).
12. Элемент по любому из пп. 1, 2, отличающийся тем, что слой термоклея (7) имеет толщину более 20 микрометров.
13. Элемент по любому из пп. 1, 2, отличающийся тем, что слой термоклея (7) имеют толщину менее 50 микрометров.
14. Скоросшиватель, отличающийся тем, что сформирован элементом (1) по любому из пп. 2-13, при этом центральная полоска (3) деформирована в U-образую тыльную часть (17).
15. Способ изготовления скоросшивателя или информационной панели, отличающийся тем, что способ начинают с элемента (1) по любому из пп. 1-13 и что для изготовления скоросшивателя (19) или информационной панели печатное или непечатное чистовое покрытие (12) или постер прикрепляют непечатной стороной, покрывающей слой термоклея (7) на одной стороне основания, и соединяют с ним путем нагрева термоклея (7), чтобы позволить ему расплавиться, и затем дают ему остыть снова для застывания термоклея (7) снова, при этом упомянутый слой термоклея (7) простирается до расстояния (D) от краев (8) основания (2), и при этом упомянутое печатное или непечатное чистовое покрытие (12) или постер является меньшим, чем периферия основания.
16. Способ по п. 15, отличающийся тем, что чистовое покрытие (12) соединено с основанием (2) под давлением.
17. Способ по любому из пп. 15, 16, отличающийся тем, что на стороне основания (2), противоположной стороне со слоем термоклея (7), прикреплено чистовое дополнительное покрытие (13), которое снабжено термоклеем (14), которым это дополнительное чистовое покрытие (13) прикреплено к основанию, и затем все вместе нагревают и охлаждают, чтобы прикрепить чистовые покрытия (12 и 13) к обеим сторонам основания.
18. Способ по любому из пп. 15, 16, отличающийся тем, что, если есть липкая полоска (11) термоклея, эта липкая полоска (11) экранирована от высокой температуры во время процесса нагревания.
19. Способ по п. 15 для изготовления скоросшивателя с U-образной тыльной частью (17) и двумя форзацами (20), отличающийся тем, что центральную полоску (3) деформируют в U-образную тыльную часть (17).
20. Способ по любому из пп. 15, 16, 19, отличающийся тем, что его начинают с запаса первоначально плоских элементов (1), запаса предварительно напечатанных или других чистовых покрытий (12) или предварительно напечатанных или других постеров, чтобы обработать сторону основания (2) со слоем термоклея (7), желательно, чтобы запас чистовых покрытий (13) уже был снабжен слоем термоклея (14), чтобы обработать другую сторону основания (2), при этом, чтобы сформировать скоросшиватель (19) или информационную панель, по выбору осуществляют комбинацию из вышеупомянутых запасов, чтобы составить скоросшиватель (19) или информационную панель по желаниям конечного пользователя.
| BE 1018467 A3, 07.12.2010 | |||
| US 3802723 A, 09.04.1974 | |||
| СПОСОБ ПЕРВИЧНОГО ПОСЕВА ПРИ МИКРОБИОЛОГИЧЕСКОМ ИССЛЕДОВАНИИ У ПАЦИЕНТОК С ПАТОЛОГИЕЙ ШЕЙКИ МАТКИ | 2022 |
|
RU2784053C1 |
| US 2004120793 A1, 24.06.2004 | |||
| Машина для обработки турбинных отходов | 1949 |
|
SU79270A1 |

