Настоящее изобретение относится к переплетному элементу для изготовления переплетной крышки и способу изготовления переплетной крышки с использованием такого переплетного элемента.
В частности, цель настоящего изобретения - изготовление переплетной крышки, образованной U-образным корешком и двумя листами, для брошюрования пачки листов, к примеру, листов с фотографиями, из которых необходимо составить фотоальбом.
Известны переплетные элементы, снабженные внешним покрытием, причем перед брошюрованием пачки внешнее покрытие снабжают рисунком для улучшения эстетического вида брошюрованной пачки.
Такие внешние покрытия могут быть выполнены, к примеру, из многослойной бумаги, снабженной цветным рисунком.
Разумеется, внешнее покрытие должно выполнять не только декоративную функцию, но и служить защитным слоем, который защищает пачку от любых внешних воздействий.
Чтобы выполнить переплетную крышку с использованием известных переплетных элементов, применяют способ, который включает в себя как автоматические, так и ручные операции.
В соответствии с известными способами в матрице сначала выполняют внешнее покрытие, которое служит основой, на которую наносят слой жидкого клея.
Затем на слой жидкого клея накладывают один или несколько слоев картона.
Обычно предусматривают три слоя картона, центральный из которых обычно уже остальных и служит переплетным слоем для размещаемой пачки.
Благодаря трем отдельным слоям переплетному элементу может быть легко придана U-образная форма независимо от жесткости картона.
Внешнее покрытие загибают и фиксируют на краях.
Следующим шагом переплетаемый конец пачки торшонируют и наносят на него слой жидкого клея, после чего пачка может быть размещена в переплетном элементе и прижата к центральному слою картона для получения брошюрованной пачки.
Недостатком этого способа является его сложность и трудоемкость.
Использование жидкого клея значительно усложняет реализацию способа, поскольку толщина и плотность клея сильно влияют на качество брошюрованной пачки.
Так, если клея слишком мало, то слои будут плохо держаться на внешнем покрытии и отойдут спустя некоторое время.
Другим недостатком жидкого клея является то, что он быстро испаряется, из-за чего емкость с клеем должна быть всегда герметично закрыта в случае ее многократного использования.
Еще одним недостатком является то, что использование жидкого клея требует тщательной очистки машины в начале и конце работы.
В любом случае очевидно, что для качественного брошюрования пачки известным способом необходимы определенные знания и навыки.
Известны и другие способы, в соответствии с которыми слои картона фиксируют на внешнем покрытии с помощью термоклея, чувствительного к нагреву.
Однако недостатком таких способов является то, что в ходе нагрева картонные слои могут смещаться относительно друг друга из-за плавления нагреваемого клея.
В этом случае для качественного брошюрования пачки также необходимы определенные ловкость и навыки.
Кроме того, недостатком известных способов является и то, что при торшонировании края пачки образуется много пыли, что требует ее удаления.
Цель настоящего изобретения - устранить один или несколько вышеуказанных и/или других недостатков с помощью переплетного элемента для изготовления переплетной крышки с U-образным корешком и двумя листами, при этом переплетный элемент является полуфабрикатом, из которого может быть выполнена переплетная крышка, причем указанный переплетный элемент является плоским и состоит из основы, выполненной в виде центральной плоской полосы, из которой в дальнейшем будет выполнен корешок, и двух плоских пластин, отходящих в стороны от указанной полосы, при этом указанная основа снабжена покрытием, выполненным на указанной основе или оборачивающим ее, причем указанное покрытие снабжено слоем термоклея, покрывающим внешнюю поверхность покрытия на одной стороне образованного таким образом переплетного элемента и края противоположной стороны указанного переплетного элемента для фиксации распечатанного внешнего покрытия.
Преимуществом является то, что переплетные элементы плоские, а значит, занимают мало места при хранении.
Другим преимуществом является то, что при изготовлении переплетной крышки центральной полосе придают форму U-образного корешка, что позволяет прочно скрепить листы в переплетной крышке и исключить их выпадение при многократном раскрытии пачки.
Другим преимуществом является то, что изготовление переплетной крышки обходится дешево.
Использование термоклея вместо жидкого клея облегчает размещение внешнего покрытия.
Поскольку термоклей наносится заранее, он может быть отмерен в строго определенных количествах, что важно при размещении внешнего покрытия.
Кроме того, клей может быть равномерно распределен по всей поверхности без образования локальных областей избытка или нехватки клея.
Поскольку элементы основы полностью или частично окружены покрытием, они всегда расположены точно относительно друг друга даже при нагревании переплетного элемента с целью расплавления термоклея и фиксации внешнего покрытия.
Настоящее изобретение относится также к способу изготовления вышеуказанной переплетной крышки с U-образным корешком и двумя листами, причем в соответствии с данным способом берется вышеуказанный переплетный элемент в качестве основы и для выполнения переплетной крышки на опорной поверхности рисунком вниз располагают распечатанное внешнее покрытие, на котором располагают плоский переплетный элемент так, чтобы сторона данного элемента, покрытая термоклеем, была обращена книзу, при этом концы указанного внешнего покрытия загибают вокруг краев переплетного элемента и загнутые края подвергают локальному нагреву и охлаждению для временной фиксации распечатанного внешнего покрытия, после чего полученную заготовку нагревают, разглаживают и снова охлаждают для расплавления термоклея на стороне распечатанного внешнего покрытия и придания центральной полосе формы U-образного корешка.
Преимуществом этого способа является его простота, поскольку он не требует специальных знаний и навыков, а значит, и привлечения квалифицированного персонала.
Принцип изобретения состоит в том, что берутся плоские переплетные элементы-полуфабрикаты, к примеру, внешние покрытия, которые могут быть как снабжены, так и не снабжены рисунком, а также при необходимости - внутренние покрытия, которые предварительно снабжены слоем термоклея, при этом для выполнения требуемой переплетной крышки данные покрытия комбинируют друг с другом соответствующим образом.
Другим преимуществом является то, что использование термоклея, чувствительного к нагреву, не требует чистки оборудования.
В соответствии с простой реализацией способа нагрев и разглаживание могут быть осуществлены с помощью нагретых прижимных валиков, через которые пропускают элемент, соответствующий настоящему изобретению, при этом для ускорения процесса за нагретыми прижимными валиками могут быть расположены холодные валики, которые ускоряют отверждение нагретого и расплавленного клея.
Для лучшего понимания признаков настоящего изобретения далее описан предпочтительный вариант осуществления элемента по настоящему изобретению, являющийся лишь примером, который ни в коей мере не является ограничительным, со ссылкой на прилагаемые чертежи, на которых:
фиг.1 - схематичный вид переплетного элемента, соответствующего практическому примеру осуществления настоящего изобретения;
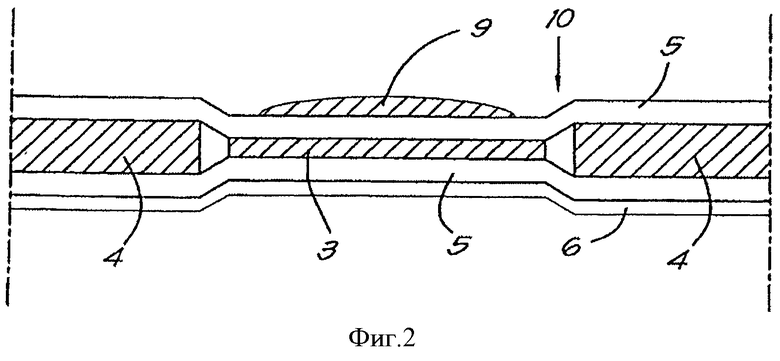
фиг.2 - разрез по линии II-II, изображенной на фиг.1, в увеличенном виде;
фиг.3-7 - схема нескольких операций способа по настоящему изобретению, в ходе которых используется переплетный элемент по фиг.1;
фиг.8 - схематичный вид переплетной крышки;
фиг.9 - переплетный элемент по фиг.2, соответствующий другому примеру осуществления настоящего изобретения.
На фиг.1 и 2 изображена схема переплетного элемента 1, соответствующего настоящему изобретению, причем данный переплетный элемент 1 представляет собой полуфабрикат, состоящий главным образом из плоской основы 2, которая образована центральной плоской полосой 3 и двумя плоскими пластинами 4, расположенными по обе стороны от указанной полосы 3.
Таким образом, центральная полоса в дальнейшем образует корешок переплетной крышки, а две пластины 4 - ее листы.
В соответствии с настоящим изобретением основа 2 снабжена покрытием 5, которое размещено на указанной основе 2 и может огибать ее, причем на данное покрытие 5 нанесен слой термоклея 6, который покрывает внешнюю сторону переплетного элемента 1 и края 7 его противоположной стороны.
Предпочтительно, чтобы температура плавления термоклея 6 была не слишком высокой, так что незначительного нагрева было бы достаточно для расплавления клея.
На практике используют термоклей 6, температура плавления которого ниже температуры, при которой большинство обычных тон-порошков и чернил портятся, поскольку переплетный элемент 1 может быть снабжен предварительно распечатанным внешним покрытием 8.
Покрытие 5 может быть выполнено из бумаги или картона, но предпочтение отдается бумаге, при этом желательно, чтобы ее плотность составляла 90 г/м2.
Конечно, настоящее изобретение не ограничено использованием данных материалов и для изготовления покрытия 5 могут быть использованы и другие материалы, к примеру, брезент.
Конечно, покрытие 5 может быть выполнено и из разных материалов, к примеру, для каждой стороны основы 2 может быть подобран определенный материал.
В практическом примере осуществления настоящего изобретения переплетный элемент 1 снабжен полосой клея 9 для дальнейшей фиксации пачки листов в переплетной крышке.
В практическом примере осуществления настоящего изобретения полоса клея 9 может представлять собой полосу термоклея, чувствительного к нагреву, а центральная полоса 3 - быть выполнена из металла, стали или другого теплопроводного материала, чтобы при брошюровании пачки листов подводимое тепло легко проводилось.
В другом примере осуществления настоящего изобретения, который не проиллюстрирован чертежами, полоса клея 9 может представлять собой самоклеющуюся полосу, которая может быть как защищена, так и не защищена тонким слоем защитной пленки, причем последняя может быть легко удалена пользователем перед брошюрованием пачки.
Предпочтительно, чтобы покрытие имело сгибы, которые расположены на стыках полосы 3 с пластинами 4.
В данном примере осуществления, проиллюстрированном на фиг.2, пластины 4 и центральная полоса 3 соединены между собой покрытием 5, которое расположено и на верхней, и на нижней стороне переплетного элемента, однако в соответствии с настоящим изобретением допускается, чтобы покрытие 5 было предусмотрено только на одной стороне переплетного элемента 1 и при этом было загнуто вокруг его краев и зафиксировано на кромке другой стороны переплетного элемента.
Полоса клея 9 может быть нанесена на покрытие 5 на уровне центральной полосы 3 или непосредственно на полосу 3, не закрытую покрытием 5.
Способ изготовления переплетной крышки с использованием переплетного элемента 1 по настоящему изобретению очень прост и заключается в следующем.
На первом этапе способа по настоящему изобретению готовят распечатанное внешнее покрытие 8, которое располагают на плите или пластине (не показаны) рисунком вниз.
Внешнее покрытие 8 может быть выбрано произвольно, при этом очевидно, что можно использовать самые различные материалы, к примеру, бумагу или картон. Указанное внешнее покрытие 8 может быть отпечатано заранее. Конечно, внешнее покрытие 8 может быть изготовлено и из других материалов, к примеру, кожи, брезента, пластика и т.п.
На фиг.3 схематично показано, что затем на внешнем покрытии размещают переплетный элемент-полуфабрикат, при этом его сторону, покрытую термоклеем, обращают вниз, так что на внешней стороне брошюрованной пачки будет видно выбранное распечатанное покрытие.
Для этого размеры внешнего покрытия 8 выбирают так, чтобы они превышали размеры переплетного элемента 1 и края 11 внешнего покрытия 8 могли быть загнуты вокруг краев 7 переплетного элемента 1, полностью закрывая слой термоклея 6 на кромках верхней стороны переплетного элемента 1, как показано на фиг.4.
На следующем этапе, проиллюстрированном на фиг.4, загнутые края 11 временно фиксируют, подвергая их местному нагреву с помощью перемещаемых нагревательных элементов 12, которые прижимают края 11 внешнего покрытия 8 к переплетному элементу 1.
В соответствии с предпочтительным вариантом данного способа на стороне переплетного элемента 1, противоположной внешнему покрытию 8, может быть затем размещено внутреннее покрытие 13, как показано на фиг.5.
Предпочтительно, чтобы внутреннее покрытие 13 было выполнено из бумаги плотностью около 90 г/м2, однако разумеется, что настоящее изобретение не сводится к выбору указанного материала.
В данном примере осуществления настоящего изобретения внутреннее покрытие 13 образовано двумя половинами внутренних покрытий, которые расположены по обе стороны от центральной полосы основы 2.
Хотя в примере осуществления, проиллюстрированном фигурами, внутреннее покрытие 13 состоит из двух половин, оно может быть выполнено, разумеется, и в виде цельного сплошного внутреннего покрытия, которое продолжается и над центральной полосой 3.
Внутреннее покрытие 13 снабжают слоем термоклея 14 на стороне, которой покрытие 13 будет зафиксировано на переплетном элементе 1.
На данном этапе способа указанное внутреннее покрытие 13 предварительно фиксируют на переплетном элементе 1, подвергая данное покрытие 13 локальному нагреву в некоторых точках или вдоль краев переплетного элемента 1.
Предпочтительно использовать внутреннее покрытие 13, которое перекрывает, по меньшей мере, на некотором отрезке загнутые края внешнего покрытия 8.
На следующем этапе способа полученную заготовку, которая может быть как снабжена, так и не снабжена внутренними покрытиями 13, нагревают, разглаживают и снова охлаждают, что позволит расплавить термоклей 6, 14 между переплетным элементом 1 и внешним и внутренним покрытиями 8, 13, чтобы после охлаждения покрытий 8, 13 они были прочно зафиксированы на переплетном элементе 1.
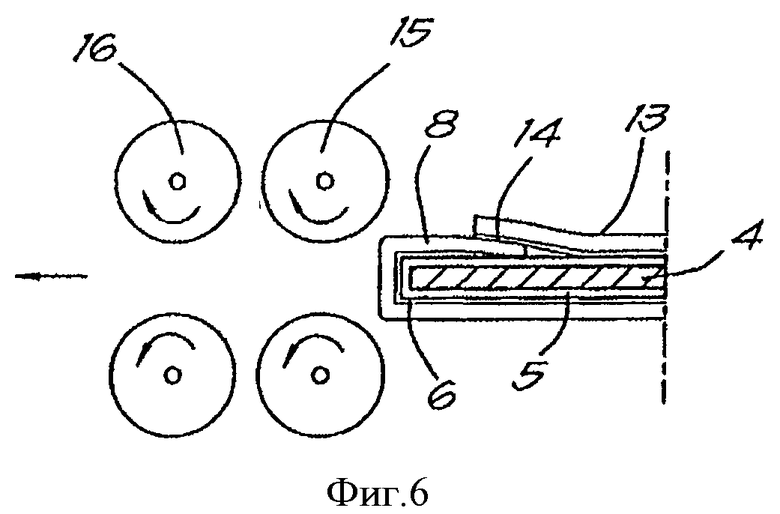
Для нагрева и разглаживания, иллюстрируемых фиг.6, предпочтительно использовать валики, часть которых является горячими валиками 15, а часть - холодными валиками 16, причем холодные валики расположены за горячими по ходу перемещения заготовки; последняя может быть пропущена между валиками в направлении стрелки Р.
Горячие валики 15 могут быть снабжены барьером (на фигурах не показан), при этом предпочтительно, чтобы при пропускании заготовки между валиками указанный барьер оказывался на уровне центральной полосы 3, что позволит избежать расплавления полосы клея 9, нанесенного на центральную полосу 3, из-за контакта клея с горячими валиками 15.
Примером такого барьера может служить отведение горячих роликов 15 от полосы клея 9 или размещение на полосе клея 9 дополнительного покрытия перед пропусканием заготовки между валиками 15.
В соответствии с другим вариантом способа заготовка может быть нагрета и разглажена с помощью нагретых плит, между которыми помещают заготовку, или нагревательного элемента, который перемещают по переплетному элементу 1 с оказанием на него определенного давления.
В соответствии с другим способом можно пропустить заготовку только между горячими валиками и затем охладить ее без помощи холодных валиков 16, не прибегая к другим технологиям охлаждения.
Конечно, данный способ может быть реализован и с использованием других технологий нагрева, разглаживания и охлаждения, которые отличаются от вышеуказанных.
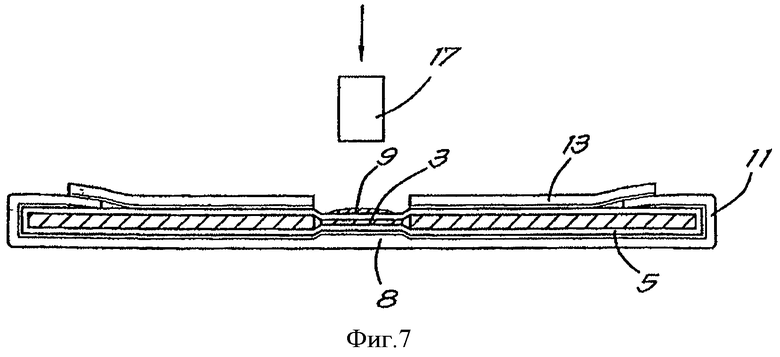
Наконец, центральной полосе 3 может быть придана требуемая U-образная форма корешка путем прессования прижимным элементом 17 (фиг.7), после чего полученный переплетный элемент 1 может служить переплетной крышкой 18, а именно U-образным корешком с двумя листами.
Такая переплетная крышка 18 (фиг.8) может быть использована для брошюрования пачки листов известным способом, который заключается в следующем: пачку листов вставляют переплетаемым концом в корешок, который нагревают подходящим оборудованием для расплавления полосы клея 9, после чего корешок охлаждают снова для затвердения клея.
В другом примере осуществления настоящего изобретения, который проиллюстрирован фиг.9, основа 2 может быть выполнена в виде цельной плоской пластины 19, к примеру, из картона, причем данная пластина 19 снабжена выемкой 20, которая расположена вдоль центральной полосы 3.
Конечно, в пластине 19 может быть предусмотрено и несколько выемок 20.
В еще одном примере осуществления настоящего изобретения, который не проиллюстрирован, вместо центральной полосы клея 9 на внутреннем покрытии 13 может быть предусмотрена самоклеящаяся полоса, которая расположена - после размещения на переплетном элементе 1 внутреннего покрытия 13 - на верхней стороне переплетного элемента 1, продолжаясь в виде двух параллельных полос рядом с центральной полосой 3 или по всей поверхности верхней стороны внутреннего покрытия 13.
В этом случае брошюруемую пачку листов можно сначала сшить скобами на одном конце пачки и вставить данный конец в корешок переплетной крышки 18, после чего пачка может быть сброшюрована путем отгибания ее наружных листов, чтобы самоклеющиеся полосы соприкоснулись с данными листами.
Очевидно, что способом по настоящему изобретению может овладеть каждый и при этом не требуется специальных навыков.
Кроме того, способ позволяет получить переплетные крышки весьма универсальным способом, при этом крышки будут иметь солидный вид, причем переплетные элементы 1 легко доступны и могут быть покрыты необходимым распечатанным внешним покрытием 8 и - при необходимости - необходимым внутренним покрытием 13, уже снабженным и слоем термоклея 14.
Фигуры иллюстрируют настоящее изобретение лишь в схематичном виде, и соотношения между различными параметрами компонентов, особенно толщинами, лишены истинных пропорций, лишь в целях более наглядной иллюстрации изобретения.
Настоящее изобретение ни в коей мере не ограничено вариантами, описанными в качестве примеров, которые проиллюстрированы прилагаемыми чертежами; напротив, переплетный элемент для изготовления переплетной крышки и используемый при этом способ могут быть реализованы в виде самых различных вариантов без выхода за рамки объема настоящего изобретения.






Предложенное изобретение относится к переплетному элементу для изготовления переплетной крышки и способу изготовления переплетной крышки с использованием такого переплетного элемента. Переплетный элемент представляет собой полуфабрикат, из которого может быть выполнена переплетная крышка. Указанный переплетный элемент является плоским и состоит из основы, которая образована центральной полосой и двумя пластинами, расположенными по обе стороны от указанной полосы. Указанная основа снабжена покрытием, выполненным на указанной основе или оборачивающим ее. Причем указанное покрытие снабжено слоем термоклея, покрывающим внешнюю поверхность покрытия на одной стороне образованного таким образом переплетного элемента и края противоположной стороны указанного переплетного элемента для фиксации распечатанного внешнего покрытия. Предложенное изобретение обеспечивает простоту изготовления переплетной крышки, а также повышает прочность переплетного элемента, а также прочность прикрепления к нему листов. 3 н. и 20 з.п. ф-лы, 9 ил.
1. Переплетный элемент (1) для изготовления переплетной крышки с U-образным корешком и двумя листами, отличающийся тем, что указанный переплетный элемент (1) является полуфабрикатом, из которого может быть выполнена переплетная крышка, и тем, что указанный переплетный элемент (1) является плоским переплетным элементом (1), состоящим из основы (2), выполненной в виде центральной плоской полосы (3), из которой в дальнейшем будет выполнен корешок, и двух плоских пластин (4), отходящих в стороны от указанной полосы (3), при этом указанная основа (2) снабжена покрытием (5), выполненным на указанной основе (2) или оборачивающим ее, причем указанное покрытие снабжено слоем термоклея (6), покрывающим внешнюю поверхность покрытия на одной стороне образованного таким образом переплетного элемента (1) и края (7) противоположной стороны указанного переплетного элемента (1) для фиксации распечатанного внешнего покрытия (8).
2. Переплетный элемент (1) по п.1, отличающийся тем, что покрытие (5) выполнено из бумаги.
3. Переплетный элемент (1) по п.1, отличающийся тем, что указанный элемент (1) снабжен полосой клея (9) для последующей фиксации пачки листов в переплетной крышке.
4. Переплетный элемент (1) по п.3, отличающийся тем, что вышеуказанная полоса клея (9) представляет собой полосу термоклея, который нанесен на центральную полосу (3), и тем, что центральная полоса (3) выполнена из металла.
5. Переплетный элемент (1) по п.3, отличающийся тем, что полоса клея (9) представляет собой самоклеющуюся полосу.
6. Переплетный элемент (1) по п.4, отличающийся тем, что полоса клея (9) представляет собой самоклеящуюся полосу.
7. Переплетный элемент (1) по п.1, отличающийся тем, что основа (2) выполнена в виде непрерывной плоской пластины (19), снабженной одной или несколькими выемками (20), расположенными вдоль центральной полосы (3).
8. Переплетный элемент (1) по п.1, отличающийся тем, что указанный элемент (1) снабжен распечатанным внешним покрытием (8), размеры которого превышают размеры переплетного элемента (1), при этом края (11) указанного покрытия загнуты вокруг краев (7) переплетного элемента (1) и данное покрытие зафиксировано на переплетном элементе с помощью вышеуказанного термоклея (6).
9. Переплетный элемент (1) по п.8, отличающийся тем, что размеры внешнего покрытия (8) таковы, что загнутые края (11) внешнего покрытия полностью закрывают полосу термоклея (6), расположенную вдоль краев (7) переплетного элемента (1).
10. Переплетный элемент (1) по любому из пп.1-9, отличающийся тем, что указанный элемент (1) снабжен внутренним покрытием (13), которое снабжено термоклеем (14) на стороне присоединения внутреннего покрытия (13) к переплетному элементу (1), причем размеры указанного покрытия таковы, что оно, по меньшей мере, частично перекрывает загнутые края (11) внешнего покрытия (8).
11. Переплетный элемент (1) по п.10, отличающийся тем, что внутреннее покрытие (13) снабжено самоклеящейся полосой клея на стороне, противоположной слою термоклея (14), для фиксации брошюруемой пачки листов.
12. Переплетный элемент (1) по п.10, отличающийся тем, что внутреннее покрытие (13) образовано из двух половин, расположенных по обе стороны от центральной части основы (2).
13. Переплетный элемент (1) по п.11, отличающийся тем, что внутреннее покрытие (13) образовано из двух половин, расположенных по обе стороны от центральной части основы (2).
14. Переплетный элемент (1) по п.10, отличающийся тем, что внутреннее покрытие (13) выполнено в виде цельного непрерывного покрытия.
15. Переплетный элемент (1) по п.11, отличающийся тем, что внутреннее покрытие (13) выполнено в виде цельного непрерывного покрытия.
16. Переплетный элемент (1) по п.11, отличающийся тем, что внутреннее покрытие (13) снабжено самоклеящейся полосой на стороне, противоположной слою термоклея (14), и данное покрытие покрывает практически всю поверхность указанной стороны или образует на ней одну или несколько узких полос, расположенных по обе стороны от центральной полосы.
17. Переплетная крышка, отличающаяся тем, что она образована переплетным элементом (1) по любому из пп.1-16, при этом его центральная полоса (3) преобразована в U-образный корешок.
18. Способ изготовления переплетной крышки с U-образным корешком и двумя листами, отличающийся тем, что при этом в качестве основы берется переплетный элемент (1) по любому из пп.1-6 и тем, что для изготовления переплетной крышки на опорной поверхности располагают распечатанное внешнее покрытие (8) рисунком вниз и на распечатанном внешнем покрытии (8) затем располагают плоский переплетный элемент (1), причем его сторона, покрытая термоклеем (6), должна быть обращена вниз, и тем, что края (11) внешнего покрытия (8) загибают вокруг краев (7) переплетного элемента (1) и загнутые края (11) подвергают локальному нагреву и охлаждают для временной фиксации распечатанного внешнего покрытия (8), после чего полученную заготовку нагревают, разглаживают и охлаждают, чтобы расплавить термоклей (6) на стороне распечатанного внешнего покрытия (8) и затем придать центральной полосе (3) форму U-образного корешка.
19. Способ по п.18, отличающийся тем, что перед операциями нагрева и разглаживания заготовки на стороне переплетного элемента (1), противоположной внешнему покрытию (8), располагают внутреннее покрытие (13), причем внутреннее покрытие (13) снабжают слоем термоклея (14) и фиксируют на основе (2) в нескольких местах путем локального нагрева, при этом внутреннее покрытие (13) должно перекрывать загнутые края (11) внешнего покрытия (8), после чего внутреннее покрытие (13) прочно фиксируют на внешнем покрытии (8) в ходе вышеуказанных операций нагрева и разглаживания заготовки.
20. Способ по п.18 или 19, отличающийся тем, что для разглаживания и нагрева заготовки используют валики (15, 16), между которыми или под которыми перемещают заготовку.
21. Способ по п.18 или 19, отличающийся тем, что для разглаживания и нагрева заготовки используют нагретые плиты, между которыми перемещают заготовку.
22. Способ по п.21, отличающийся тем, что в ходе нагрева и разглаживания центральная полоса (3) защищена от нагрева.
23. Способ по п.18 или 19, отличающийся тем, что в основу положено снабжение плоскими переплетными элементами (1), снабжение внешними покрытиями (8), которые могут как содержать, так и не содержать рисунок, и при необходимости - снабжение внутренними покрытиями (13), которые уже снабжены слоем термоклея (14), при этом для выполнения требуемой переплетной крышки данные покрытия комбинируют друг с другом соответствующим образом.
| СПОСОБ ПЕРВИЧНОГО ПОСЕВА ПРИ МИКРОБИОЛОГИЧЕСКОМ ИССЛЕДОВАНИИ У ПАЦИЕНТОК С ПАТОЛОГИЕЙ ШЕЙКИ МАТКИ | 2022 |
|
RU2784053C1 |
| US 2006120828 A1, 08.06.2006 | |||
| US 2002050710 A1, 02.05.2002 | |||
| US 3964770 A, 22.06.1976. | |||

