Изобретение относится к способам ангобирования стеновых строительных материалов, в том числе изделий из бетона.
Известен способ ангобирования стеновых строительных материалов, включающий технологические операции приготовления ангоба, его нанесения, сушки и оплавления пламенем газовой горелки [Котлярова Л.В. Декорирование кирпича методом глазопламенной обработки: дис. канд. тех. наук: 05.23.05 / Л.В. Котлярова. - 1979, 174 с.].
Недостатками данного способа являются трудоемкие операции по предварительному получению дегидратационной беложгущейся глины, приготовление ангоба, его нанесения, сушки, а также применение достаточно дефицитного сырья, в частности ортофосфорной кислоты.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому результату является способ ангобирования стеновых строительных материалов методом плазменного напыления, заключающийся в измельчении и рассеве фракции каолинов и беложгущихся глин, подаче частиц размером 30-250 мкм порошковым питателем в плазменную горелку и плазменном напылении на лицевую поверхность стеновых строительных материалов [Бессмертный B.C., Паршин Н.М., Ляшко Α.Α., Крохин В.П., Осыков А.И. Ангобирование стеновой керамики методом плазменного напыления // Стекло и керамика. - 2000. - №2. - С. 23-25].
Недостатком данного способа является высокая энергоемкость технологического процесса, невысокая прочность сцепления и морозостойкость покрытия.
Задача, решаемая предлагаемым способом, заключается в повышении качества ангобирования стеновых строительных материалов при снижении энергоемкости технологического процесса.
Технический результат заключается в повышении прочности сцепления и морозостойкости покрытия при снижении энергоемкости технологического процесса.
Технический результат от применения предлагаемого изобретения достигается тем, что способ ангобирования изделий из бетона включает в себя измельчение и рассев каолинов или беложгущихся глин, подачу порошка в плазменную горелку и плазменное напыление, причем механическую смесь каолинов и беложгущихся глин с керамическими пигментами и порошком высушенного жидкого стекла готовят предварительно при соотношении 10:1:2, а плазменное напыление производят при мощности 5 кВт и расходе плазмообразующего газа 2,0 м3/час.
Отличительным признаком предлагаемого способа является плазменное напыление технической смеси коалинов и беложгущихся глин с керамическим пигментом и порошком высушенного жидкого стекла при массовом соотношении 10:1:2.
При этом наблюдается по сравнению с известным способом повышение прочности сцепления покрытия с подложкой, так как смесь имеет более низкую температуру плавления, чем каолины и беложгущиеся глины. Так, Просяновский каолин имеет огнеупорность 1730-1770°C, а беложгущаяся Часов-Ярская глина - 1710-1750°C. Жидкое стекло позволяет снизить энергозатраты при ангобировании.
Порошок, высушенный из жидкого стекла, снижает жесткость термоудара при плазменной обработке бетона, что минимизирует процессы образования микротрещин в поверхностном слое изделия из бетона. Это способствует существенному повышению качества и долговечности покрытия, в частности прочности сцепления покрытия с подложкой.
При содержании в механической смеси высушенного порошка жидкого стекла менее 2 частей наблюдается незначительное увеличение прочности сцепления покрытия с подложкой. При содержании в механической смеси высушенного порошка жидкого стекла более 2-х частей ухудшаются эстетико-потребительские свойства покрытия, в частности наблюдается частичное вспенивание покрытия.
При содержании в механической смеси керамического пигмента менее 1 части существенно снижается интенсивность окраски покрытия. При содержании в механической смеси керамического пигмента более 2-х частей интенсивность окраски покрытия практически не изменяется.
Проведенный анализ известных способов ангобирования стеновых строительных материалов, в частности изделий из бетона, позволяет сделать вывод о соответствии заявляемого изобретения критерию «новизна».
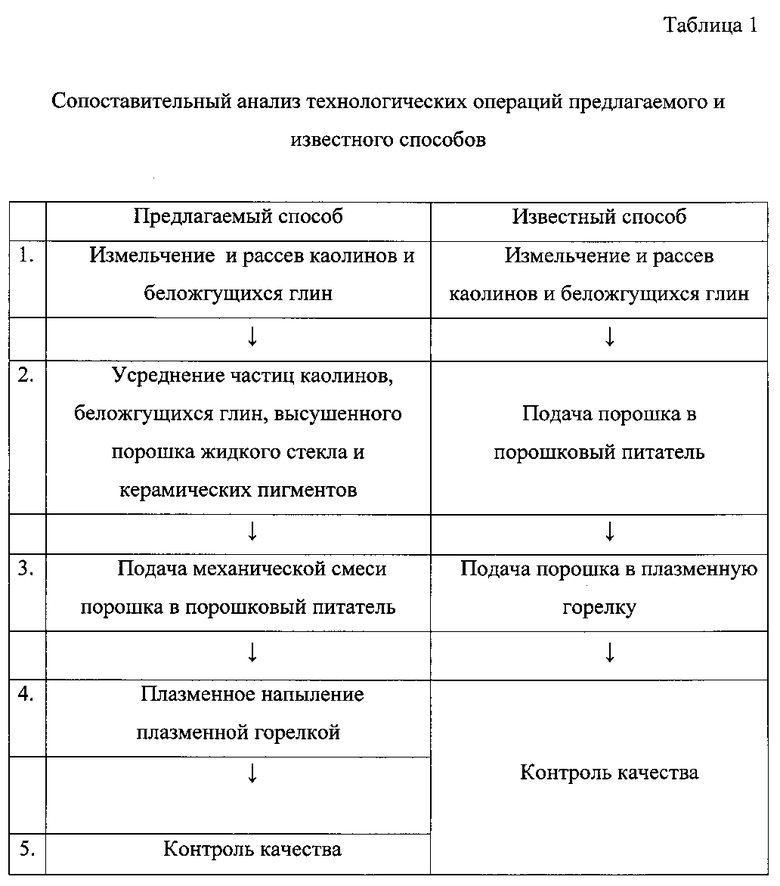
Сопоставительный анализ технологических операций известного и предлагаемого способов представлен в таблице 1.
Пример 1
В качестве исходных материалов брали образец размером 50×50×50 мм, вырезанный из бетонной плиты стандартного размера.
Для приготовления механической смеси брали Просяновский каолин со следующим химическим составом (мас. %): SiO2 - 47,6; Al2O3 - 36,77; TiO2 - 0,24; Fe2O3 - 0,56; CaO - 0,83; MgO - 0,50; K2O - 0,43; Na2O - 0,10; SiO2 свободный - 5,26; П.П.П. - 13,48. После рассева на ситах получали фракции 60-120 мм.
Натриевое жидкое стекло сушили при 95°C, измельчали и рассеивали на ситах на фракции 60-120 мм.
Брали стандартные заводские порошки керамических пигментов следующего химического состава (мас. %): CoO - 23; CoSO4 - 69; ZnO - 5; SnO2-3 [Масленникова Г.Н., Пищ И.В. Керамические пигменты. - 2009, М: РИФ «Стройматериалы», с. 140].
Порошки Просяновского каолина, сухого молотого жидкого стекла, керамического пигмента голубого цвета брали при массовом соотношении 10:1:2 и усредняли в лопастном смесителе в течение 60 мин.
Порошки подавали в порошковый питатель, а из него в плазменную горелку ГН-5р электродугового плазмотрона УПУ-3М.
Образец изделия из бетона устанавливали на пластинчатый конвейер с возвратно-поступательным механизмом, на который была установлена плазменная горелка ГН-5р.
Мощность работы плазмотрона составляла 5 кВт. Расход плазмообразующего газа аргона составлял 2,00 м3/час. Расход механической смеси порошка составлял 2,25 г/сек.
После плазменного напыления ангоба голубого цвета производили контроль качества готового изделия. Оптимальные параметры плазменного напыления представлены в таблице 2.

Пример 2
В качестве образца брали стандартных размеров куб размером 50x50x50 мм, вырезанный алмазным кругом из бетонной плиты.
Для механической смеси брали Часов-Ярскую глину следующего химического состава (мас. %): SiO2 - 54,21; Al2O3 - 30,50; TiO2 - 0,36; Fe2O3 - 1,56; CaO - 0,40; MgO - 0,90; SO3 - 0,17; K2O - 2,35; Na2O - 0,47; SiO2 свободный - 13,01; П.П.П. - 9,05.
Глину рассеивали на ситах и использовали для плазменного напыления фракцию 60-120 мкм.
Стандартное натриевое жидкое стекло сушили при 95°C, мололи и рассеивали на фракции 60-120 мкм.
Брали стандартный керамический пигмент красного цвета следующего химического состава (мас. %): FeSO4·7H2O - 91,4; ZnO - 8,6 [Масленникова Г.Н., Пищ И.В. Керамические пигменты; 2009. - М.: РИФ «Стройматериалы», с. 158].
Механическую смесь порошков Часов-Ярской глины, керамического пигмента красного цвета и высушенного жидкого стекла при массовом соотношении 10:1:2 подавали в порошковый питатель, а из него в плазменную горелку ГН-5р электродугового плазмотрона УПУ-8.
Параметры работы плазмотрона были следующие: мощность 5 кВт, расход плазмообразующего газа аргона - 2,00 м3/час. Расход порошка составил 2,75 г/сек.
Условия плазменного напыления механической смеси порошка изделия из бетона были такие же, как в примере 1.
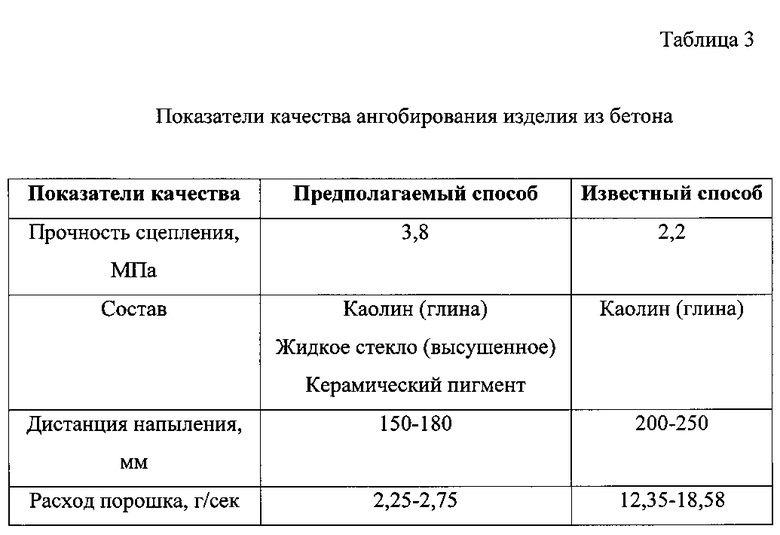
Показатели качества ангобированного изделия из бетона представлены в таблице 3.
Пример осуществления контроля качества
Прочность сцепления покрытия с основой определяли методом отрыва на разрывной машине R-0,5 при испытании 5 образцов.
Среднюю прочность сцепления определяли, как среднеарифметическое пяти измерений:
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АНГОБИРОВАНИЯ СТЕКЛОКРЕМНЕЗИТА | 2015 |
|
RU2591100C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА СТЕКЛОКРЕМНЕЗИТ | 2017 |
|
RU2670805C1 |
| СПОСОБ АНГОБИРОВАНИЯ БЛОЧНОГО ПЕНОСТЕКЛА | 2022 |
|
RU2794366C1 |
| СПОСОБ АНГОБИРОВАНИЯ БЛОЧНОГО ПЕНОСТЕКЛА | 2017 |
|
RU2656642C1 |
| АНГОБ | 2004 |
|
RU2257364C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2335483C2 |
| СПОСОБ МЕТАЛЛИЗАЦИИ АВТОКЛАВНЫХ СТЕНОВЫХ МАТЕРИАЛОВ | 2014 |
|
RU2553708C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ СТЕНОВОЙ КЕРАМИКИ | 2012 |
|
RU2498965C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ИЗДЕЛИЙ ИЗ БЕТОНА | 2017 |
|
RU2669978C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ АСБЕСТОЦЕМЕНТНЫХ КРОВЕЛЬНЫХ ЛИСТОВ | 2010 |
|
RU2444500C1 |
Изобретение относится к способам ангобирования стеновых строительных материалов, в том числе изделий из бетона. Способ ангобирования изделий из бетона включает в себя измельчение и рассев каолинов или беложгущихся глин, подачу порошка в плазменную горелку и плазменное напыление. Причем предварительно готовят механическую смесь каолинов и беложгущихся глин с керамическими пигментами и порошком высушенного жидкого стекла при соотношении 10:1:2. Плазменное напыление производят при мощности 5 кВт и расходе плазмообразующего газа 2,0 м3/час. Техническим результатом является снижение энергоемкости, повышение прочности сцепления и морозостойкости покрытия. 2 пр., 3 табл.
Способ ангобирования изделий из бетона, включающий измельчение и рассев каолинов или беложгущихся глин, подачу порошка в плазменную горелку и плазменное напыление, отличающийся тем, что предварительно готовят механическую смесь каолинов и беложгущихся глин с керамическими пигментами и порошком высушенного жидкого стекла при соотношении 10:1:2, а плазменное напыление производят при мощности 5 кВт и расходе плазмообразующего газа 2,0 м3/час.
| БЕССМЕРТНЫЙ В.С | |||
| и др | |||
| Ангобирование стеновой керамики методом плазменного напыления | |||
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2010 |
|
RU2459699C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНГОБИРОВАННОГО КЕРАМИЧЕСКОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2010 |
|
RU2417184C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕЗОБЖИГОВЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2018498C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМЗИТОВОГО ГРАВИЯ | 2008 |
|
RU2359932C1 |
| EP 1932936 А1, 18.06.2008. | |||

