Изобретение относится к способам нанесения покрытия на стеклокремнезит, а также строительные и отделочные материалы.
Известен способ ангобирования стеновых строительных материалов методом плазменного напыления [Бессмертный B.C., Паршин Н.М., Ляшко А.А., Крохин В.П., Осыков А.И. Ангобирование стеновой керамики методом плазменного напыления // Стекло и керамика. 2000. №2. С. 23-25], заключающийся в измельчении и рассеве фракции каолинов и беложгущих глин, в подаче частиц размером 30-250 мкм порошковым питателем в плазменную горелку и в плазменном напылении на лицевую поверхность стеновой керамики.
Недостатком данного способа ангобирования стеновой керамики методом плазменного напыления является высокая энергоемкость технологического процесса, относительно невысокая прочность сцепления и невысокая морозостойкость покрытия.
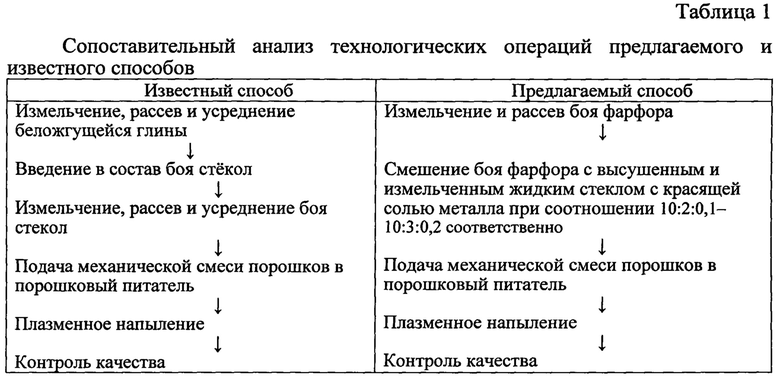
Наиболее близким по технологической сущности к достигаемому результату является [патент на изобретение РФ №2591100. Способ ангобирования стеклокремнезита, опубл. 10.07.2016, Бюл. №19], включающий измельчение усреднение беложгущейся глины и добавление к ней боя стекла, прошедшего измельчение, рассев и усреднение при массовом соотношении 1:1 соответственно, подачу предварительно подготовленной механической смеси в порошковый питатель и плазменное напыление покрытия при мощности плазмотрона 6,0 кВт и расходе плазмообразующего газа 0,4 м3/мин.
Недостатком данного способа является относительно низкое качество конечного продукта, низкая прочность сцепления покрытия с основой, низкая морозостойкость, низкая производительность, длительность и сложность технологического процесса, энергоемкость процесса, включающего длительные и энергоемкие технологические операции помола боя стекол в шаровых мельницах с последующим рассевом на фракции на виброситах.
Задачей, на решение которой направлено изобретение, является повышение качества конечного продукта за счет повышения прочности сцепления покрытия с основой стеклокремнезита и увеличение морозостойкости.
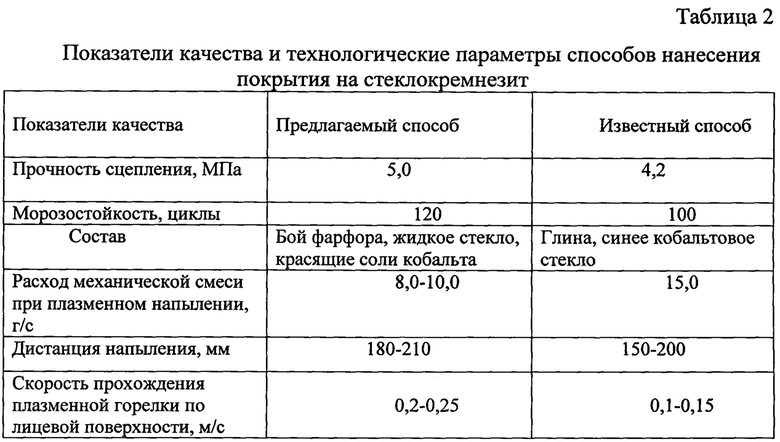
Технический результат достигается тем, что способ нанесения покрытия на стеклокремнезит включает приготовление механической смеси путем смешивания боя фарфора фракции 30-250 мкм, высушенного тонкодисперсного натриевого жидкого стекла фракции 10-30 мкм и соли кобальта в соотношении 10:2:0,1-10:3:0,2, а плазменное напыление осуществляют при скорости прохождения плазменной горелки 0,2-0,25 м/с, дистанции напыления 150-200 мм и расходе механической смеси 8-10 г/с.
При этом наблюдается по сравнению с известным способом повышение прочности сцепления покрытия с основой и повышение морозостойкости за счет разработанного способа нанесения покрытия на стеклокремнезит, снижения жесткости термоудара плазменной струи на лицевую поверхность стеклокремнезита и снижения времени высокотемпературного воздействия плазменной струи.
Характеристики компонентов.
Бой фарфора. В промышленных условиях за счет микросколов и трещин в изделиях из фарфора, изготовленных по ГОСТ-28390-89, образуется 5-7% боя (брака). Фазовый состав готовых изделий и боя (брака) состоит из основной кристаллической фазы - муллита и стеклофазы.
Натриевое жидкое стекло использовали по ГОСТ -13078-81.
Соли кобальта использовали по ГОСТ - 528-78(Co(NO3)2×6Н2O).
Оптимальное массовое соотношение боя фарфора, жидкого стекла и красящих солей металлов, экспериментально установлено в пределах 10:2:0,1-10:3:0,2.
При увеличении содержания жидкого стекла до трех (3) весовых частей происходит вспенивание покрытия. При снижении содержания жидкого стекла менее двух (2) весовых частей не наблюдается качественного и равномерного напыления покрытия на лицевой поверхности стеклокремнезита при скорости прохождения плазменной горелки 0,2-0,25 м/с.
При скорости прохождения плазменной горелки по лицевой поверхности стеклокремнезита 0,2-0,25 м/с и дистанции напыления 150-200 мм снижается жесткость термоудара, снижается время высокотемпературного воздействия, что приводит к повышению качества конечного продукта.
При увеличении содержания красящих солей металлов более 0,2 массовых частей интенсивность окраски покрытия практически не увеличивается, однако повышается стоимость покрытия за счет увеличения расхода солей на 1 м2 покрытия.
При снижении содержания красящих солей металлов менее 0,1 массовых частей резко изменяются цветовые характеристики покрытия, что снижает эстетико-потребительские свойства конечного продукта.
Оптимальный расход механической смеси боя фарфора, жидкого стекла и красящих солей металлов, экспериментально установленный, лежит в пределах 8-10 г/сек при скорости прохождения плазменной горелки 0,20-0,25 м/с.
Уменьшение расхода механической смеси ниже указанной (менее 8 г/с) не позволяет получить сплошное покрытие при скорости прохождения плазменной струи плазменной горелки 0,20-0,25 м/с.
Увеличение расхода механической смеси выше указанной (более 10 г/с) приводит к перерасходу материалов, увеличению толщины покрытия, снижению прочности сцепления до 4,0 МПа и морозостойкости до 90 циклов замораживания-оттаивания и как следствие - снижению качества конечного продукта.
Таким образом, заявленное решение соответствует критерию «новизна».
Сравнение заявленного решения не только с прототипом, но и с другими техническими решениями в данной области техники не выявило в них признаки, отличающие заявленное решение от прототипа, что позволило сделать вывод о соответствии критерию «изобретательский уровень».
Пример:
В качестве исходного материала использовали плитку стеклокремнезита стандартных размеров 300×250 мкм.
Бой фарфора измельчали в шаровой мельнице и рассеивали на ситах. Для плазменного напыления использовали фракцию 30-250 мкм.
Натриевое жидкое стекло высушивали в сушильном шкафу при 105°С и измельчали до тонкодисперсного состояния (10-30 мкм). В лабораторном лопастном смесителе порошки фарфора, высушенного жидкого стекла и соли кобальта (которая окрашивает покрытие в синие цвета) смешивали при соотношении 10:2:0,1.
Механическую смесь помещали в порошковый питатель, откуда она поступала в плазменную горелку электродугового плазмотрона УПУ-3М.
Плитку стеклокремнезита устанавливали на пластинчатый конвейер, который двигался со скоростью 0,2 м/с с дистанцией напыления 150-200 мм. На конвейере была установлена плазменная горелка ГН-5р, которая совершала возвратно-поступательные движения.
Параметры работы плазматрона: рабочее напряжение - 30 В, ток - 200А (мощность W=30*200=6000 Вт=6,0 кВт).
Расход механической смеси - 8,0 г/сек. Расход плазмообразующего газа аргона - 2,0 м3/час.
В процессе плазменного напыления красящая соль разлагалась, а оксид кобальта окрашивал готовый ангоб в синий цвет.
После плазменного напыления механической смеси на стеклокремнезит производили контроль качества готового изделия.
Пример осуществления контроля.
Прочность сцепления покрытия с основой определяли методом отрыва на разрывной машинке R-0,5 при испытании 5 образцов:

Морозостойкость определяли по стандартной методике в морозильной камере при t-20°С.
Для дальнейших испытаний брали 5 образцов:

Предлагаемое изобретение позволяет:
- повысить качество конечного продукта за счет повышения прочности сцепления покрытия с основой и морозостойкости;
- снизить энергозатраты и повысить производительность за счет увеличения скорости прохождения плазменной горелки до 2,0-2,5 м/с;
- снизить себестоимость конечного продукта за счет снижения расхода механической смеси до 8-10 г/сек.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АНГОБИРОВАНИЯ СТЕКЛОКРЕМНЕЗИТА | 2015 |
|
RU2591100C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА СТЕКЛОКРЕМНЕЗИТЕ | 2015 |
|
RU2595074C2 |
| СПОСОБ АНГОБИРОВАНИЯ БЛОЧНОГО ПЕНОСТЕКЛА | 2017 |
|
RU2656642C1 |
| СПОСОБ АНГОБИРОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОНА | 2014 |
|
RU2572249C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТЕКЛОКРЕМНЕЗИТА | 2015 |
|
RU2580558C1 |
| СПОСОБ АНГОБИРОВАНИЯ БЛОЧНОГО ПЕНОСТЕКЛА | 2022 |
|
RU2794366C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2018 |
|
RU2686792C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ СТЕКЛОКРЕМНЕЗИТА | 2017 |
|
RU2655699C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ СТЕНОВОЙ КЕРАМИКИ | 2012 |
|
RU2498965C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТЕКЛОКРЕМНЕЗИТА | 2017 |
|
RU2669960C1 |
Изобретение относится к способу нанесения покрытия на стеклокремнезит. Способ приготовления механической смеси осуществляют путем смешивания боя фарфора фракции 30-250 мкм, высушенного тонкодисперсного натриевого жидкого стекла фракции 10-30 мкм и соли кобальта в соотношении 10:2:0,1-10:3:0,2. Затем проводят плазменное напыление покрытия при скорости прохождения плазменной горелки 0,2-0,25 м/с, дистанции напыления 150-200 мм и расходе механической смеси 8-10 г/с. Технический результат – повышение качества конечного продукта за счет повышения прочности сцепления покрытия с основой стеклокремнезита и увеличение морозостойкости. 2 табл.
Способ нанесения покрытия на стеклокремнезит, включающий приготовление механической смеси и плазменное напыление ее на поверхность стеклокремнезита, отличающийся тем, что механическую смесь получают путем смешивания боя фарфора фракции 30-250 мкм, высушенного тонкодисперсного натриевого жидкого стекла фракции 10-30 мкм и соли кобальта в соотношении 10:2:0,1-10:3:0,2, а плазменное напыление осуществляют при скорости прохождения плазменной горелки 0,2-0,25 м/с, дистанции напыления 150-200 мм и расходе механической смеси 8-10 г/с.
| СПОСОБ АНГОБИРОВАНИЯ СТЕКЛОКРЕМНЕЗИТА | 2015 |
|
RU2591100C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2011 |
|
RU2467963C1 |
| RU 93036161 A, 10.11.1995 | |||
| CN 106747282 A, 31.05.2017 | |||
| CN 101805209 B, 04.01.2012. | |||

