Изобретение относится к машиностроению и ремонтному производству, в частности к инструментальной оснастке для обработки шлицевых отверстий.
Известен инструмент (Дорн. Патент РФ RU 97071 U1, МПК B23D 43/02), включающий оправку, на которой расположен калибрующий зуб, гайка, в хвостовой части которого нарезана наружная резьба, на которой установлены стяжные гайки и токоизоляционная втулка.
Известный инструмент обладает недостатком, связанным с невозможностью использования для упрочнения рабочих поверхностей шлицевых втулок.
Цель изобретения - упрочнение рабочих поверхностей шлицевых втулок.
Указанная цель достигается тем, что в нижней части оправки устанавливают упрочняющий элемент, поверхность которого в поперечном сечении выполнена шлицевой, а в продольном сечении внешняя поверхность каждого шлица выполнена в форме трапеции, причем ширина и высота каждого шлица упрочняющего элемента меньше высоты и ширины шлицев обрабатываемой втулки, направляющие токоизоляционные втулки, установленные в нижней и верхней части упрочняющего элемента.
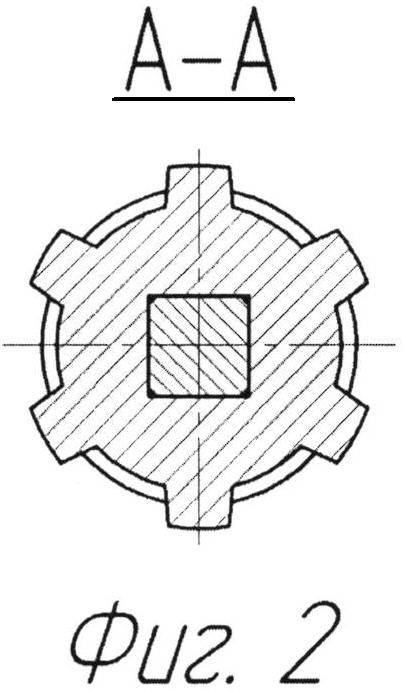
На фиг. 1 представлен общий вид инструмента для электромеханической закалки рабочих поверхностей шлицевых втулок, на фиг. 2 представлен инструмент в поперечном сечении.
Инструмент для электромеханической закалки рабочих поверхностей шлицевых втулок включает оправку 1, упрочняющий элемент 2, направляющие токоизоляционные втулки 3, гайку 4, стяжные гайки 5, токоизоляционную втулку 6. Гайка 4 фиксирует упрочняющий элемент 2, токоизоляционные направляющие втулки 3 на оправке 1 и предотвращает их осевое смещение. Посадочное место упрочняющего элемента в поперечном сечении имеет форму квадрата, что предотвращает его проворачивание относительно оправки 1. В хвостовой части инструмента нарезана наружная резьба. На наружной резьбе устанавливаются стяжные гайки 5 и токоизоляционная втулка 6. Наружная поверхность токоизоляционной втулки выполнена под конус Морзе.
Работают инструментом для электромеханической закалки рабочих поверхностей шлицевых втулок следующим образом. Оправку со шлицевым бронзовым инструментом (количество шлицов инструмента соответствует количеству шлицов втулки) подводят к верхней части обрабатываемой шлицевой втулки, поворотом оправки обеспечивают надежное прижатие рабочей части инструмента к одной из сторон рабочей поверхности втулки. В дальнейшем подается технологический ток на втулку и инструмент (j=220…270 А/мм2) и одновременно осуществляется вертикальное перемещение инструмента к нижней части втулки. После перемещения инструмента к нижней части втулки ток отключается, инструмент поворотом в обратную сторону прижимается к противоположной боковой поверхности шлицевой втулки, после чего производится повторное включение технологического тока той же плотности и инструмент вертикально перемещается к верхней части шлицевой втулки.
Центрирование инструмента для электромеханической закалки рабочих поверхностей шлицевых втулок относительно шлицевой поверхности втулки осуществляется посредством токонепроводящей втулки, расположенной в нижней и верхней части оправки. Диаметр токонепроводящей втулки соответствует внутреннему диаметру шлицевой втулки.
Данный инструмент позволит повысить твердость, а следовательно, и износостойкость рабочих поверхностей шлицевых втулок и продлить период эксплуатации шлицевого соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ЗАКАЛКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ШЛИЦЕВЫХ ВТУЛОК | 2016 |
|
RU2631928C2 |
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ЗАКАЛКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ШЛИЦЕВЫХ ВТУЛОК | 2016 |
|
RU2620533C1 |
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ЗАКАЛКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ШЛИЦЕВЫХ ВТУЛОК | 2016 |
|
RU2624267C1 |
| ДОРН ДЛЯ ВЫБОРОЧНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ЗАКАЛКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2012 |
|
RU2501614C1 |
| ИНСТРУМЕНТ ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ОТВЕРСТИЙ КВАДРАТНОГО СЕЧЕНИЯ | 2021 |
|
RU2773198C1 |
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОГО ДОРНОВАНИЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ | 2014 |
|
RU2569869C1 |
| УСТРОЙСТВО ДЛЯ МЕСТНОГО ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ОТВЕРСТИЯ | 2011 |
|
RU2488477C2 |
| ДОРН ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2471608C1 |
| УСТРОЙСТВО ДЛЯ МЕСТНОГО ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ОТВЕРСТИЯ | 2011 |
|
RU2489246C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОСА БОКОВЫХ ПОВЕРХНОСТЕЙ ШЛИЦЕВ | 2015 |
|
RU2611000C2 |
Изобретение относится к машиностроению и ремонтному производству, в частности к инструментальной оснастке для обработки шлицевых отверстий. Инструмент для электромеханической закалки рабочих поверхностей шлицевых втулок включает оправку, упрочняющий элемент, направляющие токоизоляционные втулки, стяжные гайки, токоизоляционную втулку. В нижней части оправки устанавливают упрочняющий элемент, поверхность которого в поперечном сечении выполнена шлицевой, а в продольном сечении внешняя поверхность каждого шлица выполнена в форме трапеции, причем ширина и высота каждого шлица упрочняющего элемента меньше высоты и ширины шлицев обрабатываемой втулки, направляющие токоизоляционные втулки, установленные в нижней и верхней части упрочняющего элемента. Применение инструмента для электромеханической закалки рабочих поверхностей шлицевых втулок позволит повысить твердость и износостойкость рабочих поверхностей шлицевых втулок и сопряжения в целом. 2 ил.
Инструмент для электромеханической закалки рабочих поверхностей шлицевых втулок, содержащий оправку, упрочняющий элемент, установленный в нижней части оправки, стяжные гайки и токоизоляционную втулку, отличающийся тем, что он снабжен направляющими токоизоляционными втулками, установленными в нижней и верхней части упрочняющего элемента, поверхность которого в поперечном сечении выполнена шлицевой, причем в продольном сечении внешняя поверхность каждого шлица выполнена в форме трапеции, а ширина и высота каждого шлица упрочняющего элемента меньше высоты и ширины шлицев обрабатываемой шлицевой втулки.
| Устройство для контроля правильности установки валков прокатных станов | 1953 |
|
SU97071A1 |
| Инструмент для обработки шлицевых отверстий дорнованием | 1975 |
|
SU525508A1 |
| ДОРН ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2471608C1 |
| ДОРН ДЛЯ МЕСТНОГО ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ | 2011 |
|
RU2475349C1 |
| CN 201848593 U, 01.06.2011. | |||

