Изобретение относится к машиностроению и ремонтному производству, в частности к инструментальной оснастке для отделочно-упрочняющей обработки отверстий квадратного сечения.
Известен дорн для электромеханической закалки отверстий квадратного сечения (Патент RU №146554, опубл. 10.10.2014, Бюл. №28) включающий оправку в хвостовой части, которой на резьбе установлены стяжные гайки и токоизоляционная втулка, на передней части оправки установлен калибрующий зуб, имеющий квадратное сечение.
Известный дорн обладает следующими недостатками - высокая себестоимость и трудоемкость изготовления инструмента, в частности калибрующего зуба, а также высокая трудоемкость сборки и разборки инструмента.
Цель изобретения - снижение себестоимости и трудоемкости изготовления инструмента, а также снижение трудоемкости сборки и разборки инструмента.
Указанная цель достигается тем, что посадочная часть оправки под калибрующий зуб выполнена квадратного сечения и с цилиндрической резьбой на конце, в передней части цилиндрической оправки выполнены две лыски, расположенные симметрично, калибрующий зуб квадратного сечения выполнен составным из заборной части, калибрующей части и задней части, при этом заборная часть выполнена из стали и в форме четырехгранной усеченной пирамиды, к основанию которой прилегает калибрующая часть, выполненная из твердого сплава и в форме четырехгранной призмы со скругленными гранями, являющейся продолжением заборной части, а продолжением калибрующей части является задняя часть, выполненная из стали и в форме четырехгранной усеченной пирамиды, прилегающей основанием к калибрующей части, каждая часть калибрующего зуба выполнена с осевым отверстием квадратного сечения одинакового размера, соответствующего размеру сечения посадочной части под калибрующий зуб, причем указанные части калибрующего зуба выполнены с возможностью соединения в указанном выше порядке с посадочной поверхностью части оправки под калибрующий зуб и фиксации гайкой.
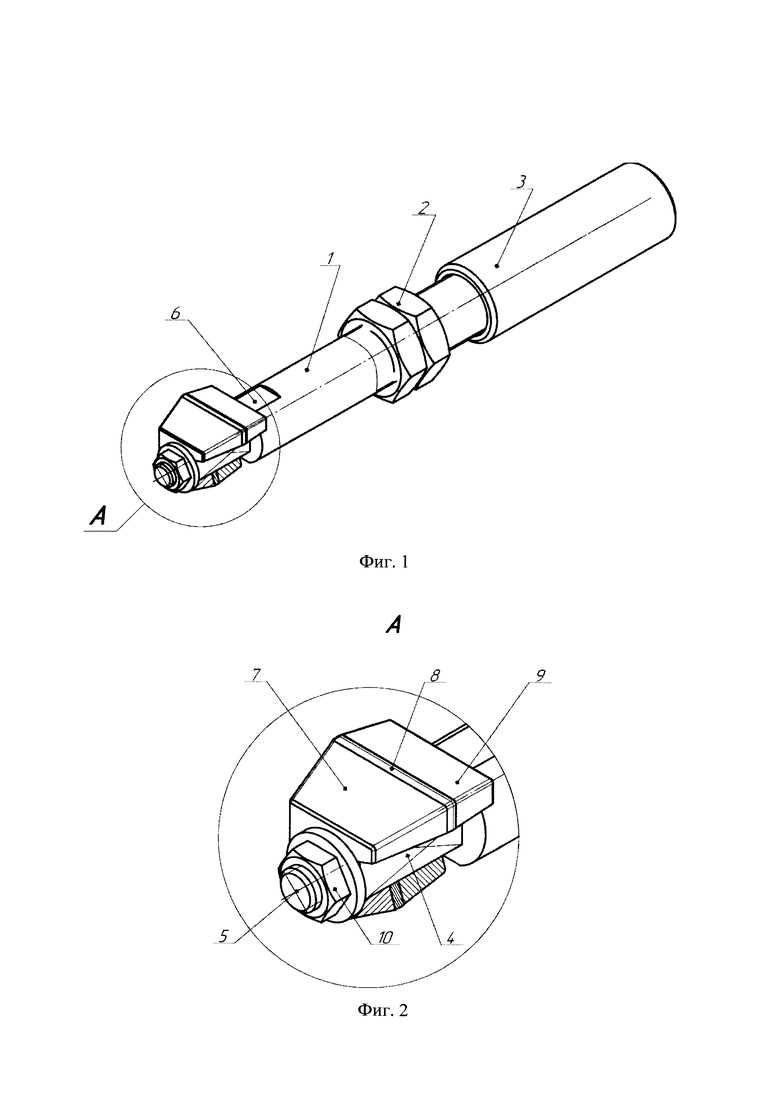
На фиг.1 представлен общий вид инструмента для отделочно-упрочняющей обработки отверстий квадратного сечения. На фиг.2 представлен общий составного калибрующего зуба.
Инструмент для отделочно-упрочняющей обработки отверстий квадратного сечения включает оправку 1, в хвостовой части которой нарезана наружная резьба, на которой устанавливаются стяжные гайки 2 и токоизоляционная втулка 3, наружная поверхность которой выполнена под конус Морзе. Посадочная часть под калибрующий зуб 4, в передней части оправки, имеет квадратное сечение, окончанием которой является цилиндрическая резьба 5, на цилиндрической поверхности оправки, в передней ее части, выполнены симметрично две лыски 6. Калибрующий зуб квадратного сечения выполнен составным и включает заборную часть 7, выполненную из стали в форме четырехгранной усеченной пирамиды, к основанию которой прилегает калибрующая часть 8 из твердого сплава в виде четырехугольной призмы со скругленными гранями являющейся продолжением заборной части, продолжением калибрующей части является задняя часть 9, выполненная из стали в виде четырехгранной усеченной пирамиды основанием прилегающей к калибрующей части. Каждая часть калибрующего зуба выполнена с осевым отверстием квадратного сечения одинакового размера, соответствующего размеру сечения посадочной части под калибрующий зуб, причем указанные части калибрующего зуба выполнены с возможностью соединения в указанном выше порядке с посадочной поверхностью части оправки 1 под калибрующий зуб и фиксации гайкой 10.
Работают инструментом для отделочно-упрочняющей обработки отверстий квадратного сечения следующим образом. Сборный калибрующий зуб инструмента подводят к обрабатываемому отверстию и создают плотный контакт. Через место контакта сборного калибрующего зуба с обрабатываемой поверхностью пропускают ток плотностью j = 220…270 А/мм2. В результате последующего осевого перемещения сборного калибрующего зуба с натягом i = 0,05…0,15 мм относительно отверстия происходит разогрев контактирующей области составного калибрующего зуба с внутренней поверхностью отверстия до температуры 900-1000°С. В результате мгновенного отвода тепла вглубь инструмента и детали на поверхности отверстия квадратного сечения образуется закаленный слой. Перемещение сборного калибрующего зуба относительно отверстия с натягом способствует снижению шероховатости.
Изготовление калибрующего зуба составным позволит снизить себестоимость его изготовления за счет применения более дешевого материала на менее нагруженных участках.
Наличие посадочной поверхности под калибрующий зуб квадратного сечения и цилиндрической резьбовой части в передней части оправки позволит правильно ориентировать составные части зуба относительно друг друга и фиксировать составной зуб на оправке.
Наличие лысок на оправке позволит облегчить процесс сборки и разборки инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОГО ДОРНОВАНИЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ | 2020 |
|
RU2749790C1 |
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОГО ДОРНОВАНИЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ | 2014 |
|
RU2569869C1 |
| ДОРН | 2011 |
|
RU2483859C2 |
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ЗАКАЛКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ШЛИЦЕВЫХ ВТУЛОК | 2014 |
|
RU2572677C1 |
| ДОРН ДЛЯ МЕСТНОГО ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ | 2011 |
|
RU2475349C1 |
| УСТРОЙСТВО ДЛЯ МЕСТНОГО ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ОТВЕРСТИЯ | 2011 |
|
RU2488477C2 |
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ЗАКАЛКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ШЛИЦЕВЫХ ВТУЛОК | 2016 |
|
RU2620533C1 |
| ДОРН ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2471608C1 |
| УСТРОЙСТВО ДЛЯ ОТРЕЗАНИЯ И ПОГРУЗКИ СИЛОСА И СЕНАЖА | 2005 |
|
RU2294616C1 |
| ДОРН ДЛЯ ВЫБОРОЧНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ЗАКАЛКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2012 |
|
RU2501614C1 |
Изобретение относится к машиностроению и ремонтному производству, в частности к инструментальной оснастке для отделочно-упрочняющей обработки отверстий квадратного сечения. Инструмент для отделочно-упрочняющей обработки отверстий квадратного сечения включает оправку, в хвостовой части которой на резьбе установлены стяжные гайки и токоизоляционная втулка, на передней части оправки установлен калибрующий зуб, имеющий квадратное сечение. Посадочная часть оправки под калибрующий зуб выполнена квадратного сечения и с цилиндрической резьбой на конце, в передней части цилиндрической поверхности оправки выполнены две лыски, расположенные симметрично. Калибрующий зуб квадратного сечения выполнен составным из заборной части, калибрующей части и задней части, при этом заборная часть выполнена из стали и в форме четырехгранной усеченной пирамиды, к основанию которой прилегает калибрующая часть, выполненная из твердого сплава и в форме четырехгранной призмы со скругленными гранями, являющейся продолжением заборной части, а продолжением калибрующей части является задняя часть, выполненная из стали и в форме четырехгранной усеченной пирамиды, прилегающей основанием к калибрующей части. Каждая часть калибрующего зуба выполнена с осевым отверстием квадратного сечения одинакового размера, соответствующего размеру сечения посадочной части под калибрующий зуб, причем указанные части калибрующего зуба выполнены с возможностью соединения в указанном выше порядке с посадочной поверхностью части оправки под калибрующий зуб и фиксации гайкой. Техническим результатом является снижение расхода твердого сплава, необходимого для изготовление калибрующего зуба, за счет выполнения его составным. 2 ил.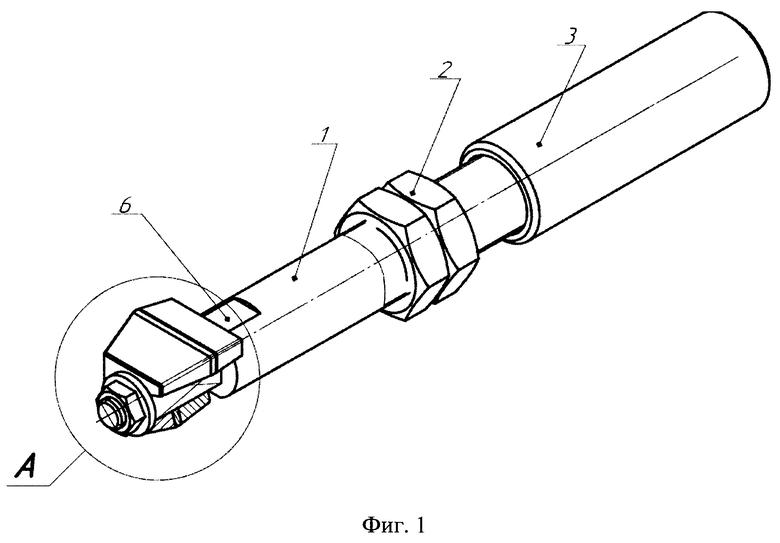
Инструмент для отделочно-упрочняющей обработки отверстий квадратного сечения, содержащий оправку, в хвостовой части которой на резьбе установлены стяжные гайки и токоизоляционная втулка, на передней части оправки установлен калибрующий зуб, имеющий квадратное сечение, отличающийся тем, что посадочная часть оправки под калибрующий зуб выполнена квадратного сечения и с цилиндрической резьбой на конце, в передней части цилиндрической поверхности оправки выполнены две лыски, расположенные симметрично, калибрующий зуб квадратного сечения выполнен составным из заборной части, калибрующей части и задней части, при этом заборная часть выполнена из стали и в форме четырехгранной усеченной пирамиды, к основанию которой прилегает калибрующая часть, выполненная из твердого сплава и в форме четырехгранной призмы со скругленными гранями, являющейся продолжением заборной части, а продолжением калибрующей части является задняя часть, выполненная из стали и в форме четырехгранной усеченной пирамиды, прилегающей основанием к калибрующей части, каждая часть калибрующего зуба выполнена с осевым отверстием квадратного сечения одинакового размера, соответствующего размеру сечения посадочной части под калибрующий зуб, причем указанные части калибрующего зуба выполнены с возможностью соединения в указанном выше порядке с посадочной поверхностью части оправки под калибрующий зуб и фиксации гайкой.
| Ограничитель величины передаваемого усилия | 1959 |
|
SU146554A1 |
| РАБОЧАЯ ЛОПАТКА ТУРБОМАШИНЫ | 0 |
|
SU205026A1 |
| УСТРОЙСТВО для ПРАВКИ СЕТОК ИЛИ СУКОН БУМАГОДЕЛАТЕЛЬНЫХ МАШИН | 0 |
|
SU204890A1 |
| СПОСОБ ПОЛУЧЕНИЯ 2,2,4-ТРИМЕТИЛ-8-Л1ЕТОКСИ-1,2,3,4-ТЕТРАГИДРОХИНОЛИНА | 0 |
|
SU196847A1 |
| DE 102006058710 A1, 19.06.2008 | |||
| US 20080308199 A1, 18.12.2008. | |||

