Изобретение относится к области машиностроения и ремонтного производства, в частности к инструментальной оснастке для обработки отверстий.
Известен дорн, включающий оправку, на которой расположен калибрующий зуб, и гайку [Авторское свидетельство RU 250639, кл. B23D 43/04, B24B 39/02].
Известный дорн обладает недостатками, к которым можно отнести следующие:
- большие усилия на инструмент при дорновании;
- необходимо наличие специализированного станочного оборудования, что ограничивает возможность применения на малооснащенных ремонтных предприятиях;
- невысокая точность обработки.
Цель изобретения - снижение усилия на инструмент, универсальность применения, повышение точности обработки.
Указанная цель достигается тем, что в хвостовой части дорна выполняют наружную резьбу. На наружной резьбе устанавливают стяжные гайки и токоизоляционную втулку. В передней части дорна устанавливают изолирующую втулку и оправку. Оправку соединяют с передней частью дорна шарнирно, а фиксирующую гайку используют в качестве направляющей.
На фиг.1 представлен общий вид дорна для электромеханической обработки.
Дорн для электромеханической обработки включает толкатель 1 и оправку 2. В хвостовой части дорна выполняют наружную резьбу. На наружной резьбе устанавливают стяжные гайки 7 и токоизоляционную втулку 6. Наружную поверхность токоизоляционной втулки выполняют под конус Морзе. В передней части толкателя устанавливают изоляционную втулку из плотного картона 5, исключающую возможность потери тока при случайном контакте с обрабатываемой деталью. На оправке 2 устанавливают калибрующий зуб 4 и фиксирующую гайку 3. Оправку 2 соединяют с передней частью толкателя шарнирно с возможностью самоустановки в обрабатываемом отверстии, а наружный диаметр фиксирующей гайки соответствует диаметру обрабатываемого отверстия. Фиксирующую гайку изготавливают из диэлектрического материала, например жаропрочной пластмассы.
Работают дорном для электромеханического дорнования следующим образом. В обрабатываемое отверстие устанавливают оправку. Надежность и точность установки обеспечивает фиксирующая гайка. Крепят токоподводящие кабели к толкателю с помощью стяжных гаек и к обрабатываемой детали. Толкатель подводят к оправке и добиваются надежного контакта (касания) их сферических поверхностей для предотвращения образования искры в момент пуска электрического тока в цепь. Перемещают инструмент вдоль оси обрабатываемого отверстия, одновременно с этим через место контакта зуба с обрабатываемой поверхностью пропускают ток силой 2500…3500 А, напряжением 3…4 В. В результате последующего осевого перемещения дорна относительно оси втулки происходит разогрев кольцевой области калибрующего зуба с внутренней поверхностью отверстия до температуры 700…800°C.
Благодаря разогреву происходит снижение осевого усилия на инструмент при перемещении дорна по внутренней поверхности обрабатываемой детали. Наличие стяжных гаек и токоизоляционной втулки позволит подвести ток к калибрующему зубу и обеспечить надежную изоляцию станка. За счет выполнения токоизоляционной втулки под конус Морзе возможно устанавливать дорн через переходную втулку в шпинделе вертикально-фрезерного станка. Шарнирное соединение оправки с толкателем и использование фиксирующей гайки в качестве направляющей позволит повысить точность обработки даже при отклонениях в центровке инструмента с обрабатываемым отверстием.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОГО ДОРНОВАНИЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ | 2014 |
|
RU2569869C1 |
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОГО ДОРНОВАНИЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ | 2020 |
|
RU2749790C1 |
| ДОРН | 2011 |
|
RU2483859C2 |
| ДОРН ДЛЯ МЕСТНОГО ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ | 2011 |
|
RU2475349C1 |
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ЗАКАЛКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ШЛИЦЕВЫХ ВТУЛОК | 2014 |
|
RU2572677C1 |
| ИНСТРУМЕНТ ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ОТВЕРСТИЙ КВАДРАТНОГО СЕЧЕНИЯ | 2021 |
|
RU2773198C1 |
| ДОРН ДЛЯ ВЫБОРОЧНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ЗАКАЛКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2012 |
|
RU2501614C1 |
| УСТРОЙСТВО ДЛЯ МЕСТНОГО ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ОТВЕРСТИЯ | 2011 |
|
RU2488477C2 |
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ЗАКАЛКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ШЛИЦЕВЫХ ВТУЛОК | 2016 |
|
RU2631928C2 |
| УСТРОЙСТВО ДЛЯ МЕСТНОГО ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ОТВЕРСТИЯ | 2011 |
|
RU2489246C1 |
Изобретение относится к машиностроению, в частности к дорнам для электромеханической обработки отверстий. В передней части дорна установлена изолирующая втулка и оправка. На оправке установлен калибрующий зуб и фиксирующая гайка. В хвостовой части дорна выполнена наружная резьба, на которой установлены стяжные гайки и токоизоляционная втулка. Оправка соединена с передней частью дорна шарнирно с возможностью самоустановки в обрабатываемом отверстии. Наружный диаметр фиксирующей гайки соответствует диаметру обрабатываемого отверстия. В результате снижается усилие, прикладываемое к дорну, при дорновании, расширяются технологические возможности и повышается точность обработки. 1 ил.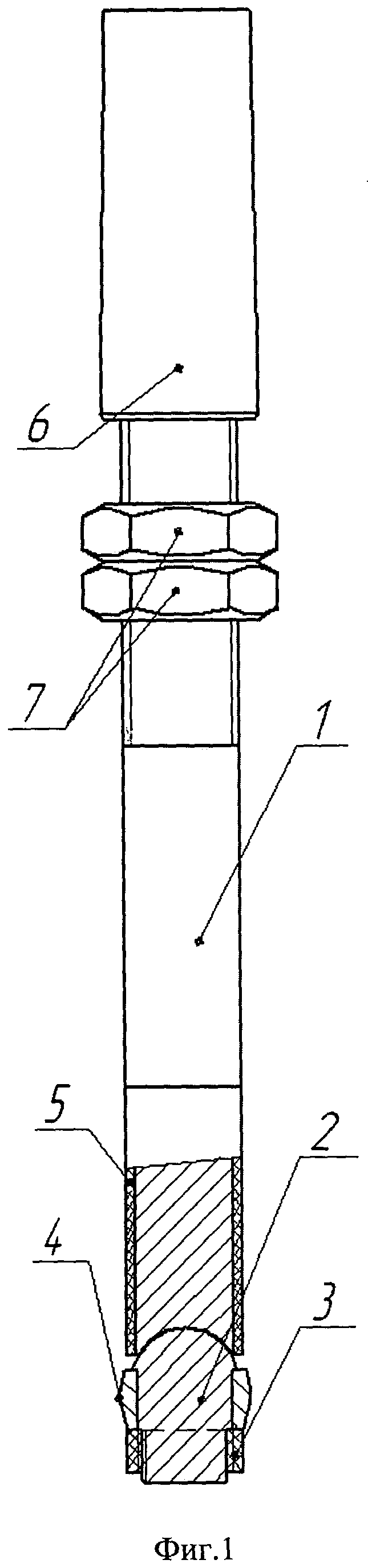
Дорн для электромеханической обработки, содержащий калибрующий зуб, отличающийся тем, что в хвостовой части дорна выполнена наружная резьба, на которой установлены стяжные гайки и токоизоляционная втулка, в передней части дорна установлена изолирующая втулка и оправка, на которой установлен калибрующий зуб и фиксирующая гайка, причем оправка соединена с передней частью дорна шарнирно с возможностью самоустановки в обрабатываемом отверстии, а наружный диаметр фиксирующей гайки соответствует диаметру обрабатываемого отверстия.
| 0 |
|
SU250639A1 | |
| Устройство для упрочняюще-чистовой обработки отверстий | 1980 |
|
SU1060442A1 |
| Устройство для контроля правильности установки валков прокатных станов | 1953 |
|
SU97071A1 |
| Регулятор скорости непрямого действия, преимущественно для водяных турбин | 1940 |
|
SU64000A1 |

