Изобретение относится к листовой штамповке и может быть использовано для штамповки различных панелей из листовых материалов, преимущественно для вырубки крупных заготовок сложной конфигурации из рулона листового материала с последующим изготовлением из этих заготовок пространственных крупногабаритных кузовных панелей автомобилей и другой техники на прессах простого, двойного и тройного действий, а также на многопозиционных прессах-автоматах.
Известен традиционный способ однорядной отрезки от рулона, ленты или полосы заготовки прямоугольной конфигурации с размерами, соответствующими развертке готовой пространственной панели в плане с учетом особенностей пластического деформирования заготовки и технологического припуска на полуфабрикате при штамповке этой панели. Этот способ отрезки заготовок опубликован в книге: Романовский В.П. Справочник по холодной штамповке. - СПб.: Машиностроение, 1979, с. 285, рис. 251, а. Далее из этой прямоугольной заготовки осуществляют многооперационную штамповку сложной пространственной панели по технологии, описанной в книге: Технология изготовления автомобильных кузовов: Учебное пособие для машиностроительных техникумов. Под общей редакцией Д.В. Горячего. - 2-е изд., перераб. и доп. - М.: Машиностроение, 1990, табл. 1, с. 41.
Недостатком известного способа отрезки заготовок является то, что после отрезки заготовки прямоугольной конфигурации и последующей штамповки из нее пространственной панели велики отходы, за счет которых излишне увеличиваются норма расхода материала на одну панель и себестоимость изготовления панели. Кроме того, при вытяжке крупногабаритных пространственных кузовных панелей, например левого и правого передних крыльев легкового или грузового автомобиля, углы такой прямоугольной заготовки ухудшают условия вытяжки крыльев, что приводит к разрывам заготовки на операции вытяжки, снижению точности панели, нестабильности процесса вытяжки и остановке автоматической линии штамповки для наладки процесса и ликвидации разрывов заготовки.
Известен способ малоотходной вырубки заготовки из ленты, рулона или полосы
по патенту RU №2295414, МПК B21D 28/06, приоритет от 18.07.2005, в котором заготовки вырубают при помощи цилиндрического пуансона со скошенной гранью.
Недостаток технического решения в этом патенте заключается в наличии отхода, отрезка которого усложняет и снижает стойкость штампа для вырубки заготовок, этот отход сложно удалять со штампа для вырубки заготовок, отход снижает коэффициент использования материала при штамповке заданной панели.
Технической задачей изобретения является расширение технических возможностей при осуществлении процесса листовой штамповки.
Указанный технический результат достигается за счет того, что в первом варианте способ вырубки заготовок из рулона тонколистовой низкоуглеродистой стали для штамповки крупногабаритных панелей, при котором последовательно с определенным шагом, заданным подающим устройством раскройной линии, вырубают заготовки в штампе, установленном на прессе упомянутой раскройной линии, отличается тем, что рулон подают на шаг вырубки двух заготовок за каждый ход пресса, вырубку заготовок осуществляют без отхода двумя ножами штампа, при этом первую заготовку вырубают от сторон рулона первым в направлении подачи рулона ножом по первой кривой и вторым ножом - по второй кривой, причем каждая кривая имеет переменный вдоль кривой радиус кривизны, определенный геометрией штампуемой из этой заготовки панели, с центром в точке пересечения с продольной осью симметрии рулона, причем острые углы между касательной в точке пересечения этих кривых со сторонами рулона превышают 3°, одновременно с вырубкой первой заготовки вторым ножом штампа вырубают вторую заготовку, полностью совпадающую с первой заготовкой при ее повороте на 180°, причем вторую кривую второй заготовки вырубают первым ножом на предыдущем ходе пресса.
Во втором варианте способ вырубки заготовок из рулона тонколистовой низкоуглеродистой стали для штамповки крупногабаритных панелей отличается тем, что рулон подают на шаг вырубки двух заготовок за каждый ход пресса, вырубку заготовок осуществляют без отхода двумя ножами, при этом первую заготовку вырубают со сторон рулона первым в направлении подачи рулона ножом по первой кривой и вторым ножом - по второй кривой, причем каждая кривая имеет переменный вдоль кривой радиус кривизны, определенный геометрией штампуемой из этой заготовки панели, с центром в точке пересечения с продольной осью симметрии рулона, причем касательные в точках пересечения этих первой и второй кривых сторон рулона ортогональны этим сторонам рулона, одновременно с вырубкой первой заготовки вторым ножом штампа вырубают вторую заготовку, полностью совпадающую с первой заготовкой при ее повороте на 180°, причем вторую кривую второй заготовки вырубают первым ножом на предыдущем ходе пресса.
В третьем варианте способ вырубки заготовок из рулона тонколистовой низкоуглеродистой стали для штамповки крупногабаритных панелей отличается тем, что рулон подают на шаг вырубки двух заготовок за каждый ход пресса, вырубку заготовок осуществляют без отхода двумя ножами штампа, при этом первую заготовку вырубают от сторон рулона первым в направлении подачи рулона ножом по первой кривой из двух дуг окружностей и вторым ножом - по второй кривой из двух других дуг окружностей, с центром кривых в точке пересечения с продольной осью симметрии рулона, причем каждая дуга окружности имеет радиус, определенный геометрией штампуемой из этой заготовки панели, касательные в точках пересечения этих дуг окружностей сторон рулона ортогональны этим сторонам рулона, центры дуг окружностей, прилегающих к каждой из сторон рулона, располагают на соответствующей стороне рулона, одновременно с вырубкой первой заготовки вторым ножом штампа вырубают вторую заготовку, полностью совпадающую с первой заготовкой при ее повороте на 180°, причем вторую кривую второй заготовки вырубают первым ножом на предыдущем ходе пресса.
В четвертом варианте исполнения способ вырубки заготовок из рулона тонколистовой низкоуглеродистой стали для штамповки крупногабаритных панелей отличается тем, что рулон подают на шаг вырубки двух заготовок за каждый ход пресса, вырубку заготовок осуществляют без отхода двумя ножами штампа, при этом первую заготовку вырубают от сторон рулона первым в направлении подачи рулона ножом по первой аналитической кривой и вторым ножом - по второй аналитической кривой, причем каждая аналитическая кривая описывается формулой, определенной геометрией штампуемой из этой заготовки панели, с центром в точке пересечения с продольной осью симметрии рулона, одновременно с вырубкой первой заготовки вторым ножом штампа вырубают вторую заготовку, полностью совпадающую с первой заготовкой при ее повороте на 180°, причем вторую кривую второй заготовки вырубают первым ножом на предыдущем ходе пресса.
Заготовки из листового материала в виде рулона, ленты или полосы отрезают по данному способу при помощи оснастки, ножей, штампа с пуансоном и матрицей на прессах или прессах-автоматах, на ножницах, на лазерной, плазменной и других установках.
Сущность технического решения характеризуется фиг. 1-4, на которых показаны варианты способа вырубки заготовок из рулона, ленты или полосы при различных параметрах линий вырубки. Рулон обозначен позицией 1, а вырубленные из него две заготовки - позициями 2 и 3.
По 1-му варианту (фиг. 1) на оборудовании в виде раскройной линии с прессом и установленным на прессе штампом для отрезки заготовок от рулона листового материала способ осуществляется следующим образом. Рулон 1 шириной b и с продольной осью симметрии "х" на расстоянии b/2 от сторон рулона подают на рабочую поверхность штампа. После подачи этого рулона 1 на шаг t за каждый ход пресса при помощи первого, считая в направлении подачи рулона листового материала, и второго ножей штампа вырубают без отхода первую заготовку 2 первым ножом по первой кривой ABC, с определенным геометрией штампуемой из этой заготовки панели и переменным вдоль кривой радиусом кривизны, и вторым ножом по второй кривой DEF, с определенным геометрией штампуемой из этой заготовки панели и переменным вдоль кривой радиусом кривизны, от противолежащих сторон рулона 1 с центрами этих первой и второй кривых в двух точках В, Е пересечения этих первой ABC и второй DEF кривых горизонтальной оси "х" симметрии рулона.
Острые углы α и β между касательной в точке пересечения этих первой и второй кривых противолежащих сторон рулона должны быть больше αlim для исключения нежелательного затягивания прилегающих к точкам А, С и D, F углов заготовки в зазор между ножами со снижением стойкости ножей и потерей точности размеров заготовки. Проведенными на производстве экспериментами установлено, что для основных применяемых в автомобилестроении тонколистовых низкоуглеродистых сталей величина предельного угла αlim составляет 3°.
Часть АВ первой кривой ABC и часть EF второй кривой DEF вогнуты по отношению к направлению подачи рулона.
Часть ВС первой кривой ABC строят сначала как симметричное и зеркальное отражение на плоскость рулона части АВ этой первой кривой ABC относительно вертикальной оси, проходящей через центр В этой первой кривой, а затем как симметричное и зеркальное отражение относительно горизонтальной оси "х" симметрии рулона. Часть DE второй кривой DEF строят сначала как симметричное и зеркальное отражение части EF этой второй кривой DEF относительно вертикальной оси, проходящей через центр Е этой второй кривой DEF, а затем как симметричное и зеркальное отражение относительно горизонтальной оси "х" симметрии рулона.
Одновременно с вырубкой первой заготовки 2 вторым ножом штампа отрезают от рулона 1 без отхода вторую заготовку 3, подобную первой заготовке 2 и заходящую по горизонтали внутрь этой первой заготовки 2, причем вторую кривую GHI второй заготовки 3 получают от первого ножа штампа на предыдущем ходе пресса.
Для повышения стойкости ножей штампа в центре В первой кривой ABC касательная к части АВ этой первой кривой ABC совпадает с касательной к части ВС этой первой кривой ABC, а в центре Е второй кривой DEF касательная к части EF этой второй кривой DEF совпадает с касательной к части DE этой второй кривой DEF.
При повороте первой заготовки 2 по часовой или против часовой стрелки на 180° она полностью совпадает со второй заготовкой 3.
Параметры линий вырубки заготовок и шаг подачи рулона определяют по результатам расчетов, экспериментов и моделирования операций штамповки заданной панели из различных конфигураций заготовки в компьютерной системе Marc корпорации MSC Software (США), в программе AutoForm фирмы AutoForm Engineering (Швейцария) и других программах, а затем уточняют на производстве при отладке штампа для вытяжки полуфабриката панели из этой заготовки.
Аналогично способ реализуется при подаче рулона как слева направо, так и справа налево, а также при использовании ленты, рулона или полосы вместо рулона.
По сравнению с отрезкой по одной прямоугольных заготовок длиной Т, определяемой геометрией штампуемой из этой заготовки панели, шаг t вырубки двух заготовок 2 и 3 по данному способу уменьшают на величину "а" захода заготовок друг в друга и рассчитывают по формуле:
а=2Т-t,
где а - величина захода заготовок друг в друга (фиг. 1);
Т - длина одной прямоугольной заготовки в направлении подачи рулона;
t - шаг подачи рулона.
Следующие две заготовки вырубают после подачи рулона листового материала по отношению к штампу на шаг t, который рассчитывают по формуле:
t=2Т-а.
Данный способ применим и на оборудовании, на котором перемещается штамп по отношению к неподвижному рулону, и на оборудовании, на котором перемещается рулон по отношению к неподвижному штампу, и на оборудовании, на котором перемещаются и штамп, и рулон.
Возможность экономии материала по данному способу может быть реализована при штамповке таких кузовных панелей легковых и грузовых автомобилей, как передние левое и правое крылья, для которых имеется возможность вписывать часть контура следующей на рулоне заготовки в предыдущую заготовку. После вырубки первая заготовка штабелируется в первую пачку, а вторая заготовка штабелируется в вторую пачку. Если заготовки вырубают для штамповки передних левого и правого крыльев, симметричных и зеркально расположенных относительно плоскости симметрии автомобиля, то из первой пачки заготовок штампуют переднее левое крыло, а вторую пачку переворачивают в кантователе заготовительного производства и используют для штамповки переднего правого крыла. Аналогично по данному способу вырубают заготовки для штамповки других крупногабаритных кузовных панелей.
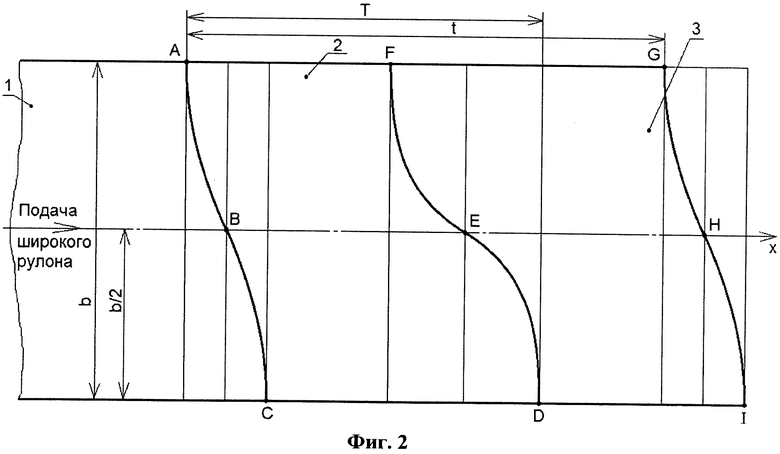
По 2-му варианту способа (фиг. 2) после подачи рулона листового материала 1 на шаг t за каждый ход пресса при помощи первого и второго ножей установленного на прессе штампа вырубают без отхода первую заготовку 2 первым ножом по первой кривой ABC, с определенным геометрией штампуемой из этой заготовки панели и переменным вдоль кривой радиусом кривизны, и вторым ножом по второй кривой DEF, с определенным геометрией штампуемой из этой заготовки панели и переменным вдоль кривой радиусом кривизны, от противолежащих сторон рулона листового материала 1 с центрами этих первой и второй кривых в двух точках В, Е пересечения этих первой ABC и второй DEF кривых горизонтальной оси "х" симметрии рулона листового материала. Для повышения стойкости ножей штампа касательные в точках А, С и D, F пересечения этих первой ABC и второй DEF кривых противолежащих сторон рулона листового материала ортогональны соответствующим сторонам рулона. Остальные параметры определяют по результатам расчетов, экспериментов и компьютерного моделирования операций штамповки заданной панели из различных конфигураций заготовки и уточняют при отладке штампа для вытяжки полуфабриката панели из этой заготовки.
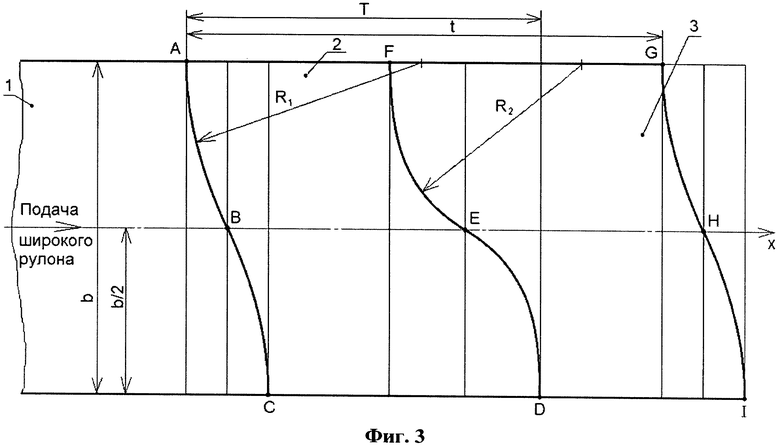
По 3-му варианту способа (фиг. 3) после подачи рулона листового материала 1 на шаг t за каждый ход пресса при помощи первого и второго ножей установленного на прессе штампа вырубают без отхода первую заготовку 2 первым ножом по первой выпуклой дуге окружности АВ и первой вогнутой дуге окружности ВС, с определенным геометрией штампуемой из этой заготовки панели радиусом R1, и вторым ножом по второй вогнутой дуге окружности EF и второй выпуклой дуге окружности DE, с определенным геометрией штампуемой из этой заготовки панели радиусом R2, от противолежащих сторон рулона листового материала 1 с центрами этих первых ABC и вторых DEF дуг окружностей в двух точках В, Е пересечения этих первых ABC и вторых DEF дуг окружностей горизонтальной оси "х" симметрии рулона листового материала. Для повышения стойкости ножей штампа касательные в точках А, С и D, F пересечения этих первых ABC и вторых DEF дуг окружностей сторон рулона листового материала ортогональны соответствующим сторонам рулона листового материала, центры дуг окружностей АВ и EF лежат на одной стороне рулона листового материала, а центры дуг окружностей ВС и DE лежат на другой стороне рулона листового материала. Остальные параметры определяют по результатам расчетов, экспериментов и компьютерного моделирования операций штамповки заданной панели из различных конфигураций заготовки и уточняют при отладке штампа для вытяжки полуфабриката панели из этой заготовки.
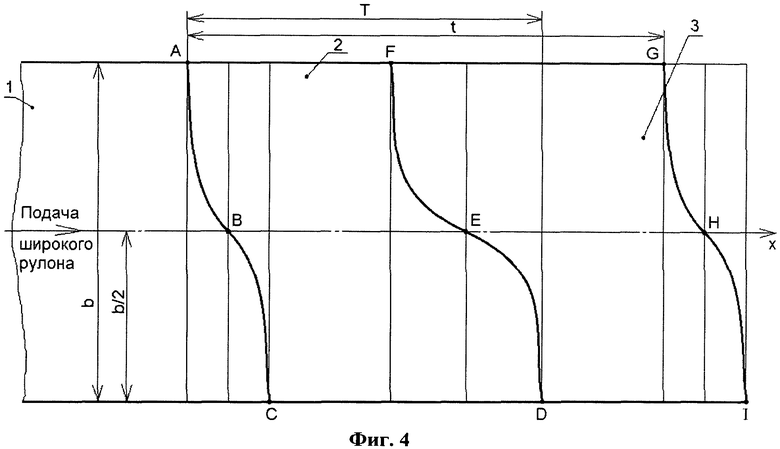
По 4-му варианту способа (фиг. 4) после подачи рулона листового материала 1 на шаг t за каждый ход пресса при помощи первого и второго ножей установленного на прессе штампа вырубают без отхода первую заготовку 2 первым ножом по первой линии АВ и первой линии ВС и вторым ножом по второй линии EF и второй линии DE от соответствующих сторон рулона листового материала 1 с центрами этих первой ABC и второй DEF линий в двух точках В, Е пересечения этих первой ABC и второй DEF линий горизонтальной оси "х" симметрии рулона листового материала, причем линии АВ и ВС, DE и EF являются участками эллипса, овала, гиперболы или другой аналитической кривой выше и ниже оси "х" симметрии рулона листового материала. Остальные параметры определяют по результатам расчетов, экспериментов и компьютерного моделирования операций штамповки заданной панели из различных конфигураций заготовки и уточняют при отладке штампа для вытяжки полуфабриката панели из этой заготовки.
Для всех вариантов, по сравнению с известными способами вырубки прямоугольных заготовок, по данному способу вырубку по две фигурные заготовки производят без отходов с заходом контура предыдущей заготовки внутрь контура последующей заготовки, за счет чего уменьшается шаг подачи рулона листового материала и достигается экономия листового материала на 7…15%.
Техническим результатом использования изобретения является повышение точности размеров панелей после их штамповки из вырубленных заготовок при экономии листового материала, снижении процента брака и себестоимости изготовления листоштампованных панелей.
Изобретение направлено на повышение точности отрезанных заготовок и стойкости штампа при безотходной вырубке заготовок из листового материала в виде рулона. После подачи рулона на шаг за каждый ход пресса при помощи первого и второго ножей установленного на прессе штампа вырубают первую заготовку первым ножом по первой кривой и вторым ножом по второй кривой от верхней стороны до нижней стороны широкого рулона. Нижние части первой и второй кривых строят сначала как симметричное и зеркальное отражение верхней части этих первой и второй кривых относительно вертикальных осей, проходящих через центры этих кривых, а затем как симметричное и зеркальное отражение относительно горизонтальной оси симметрии рулона, одновременно вторым ножом штампа отрезают от рулона вторую заготовку. Для всех вариантов способа вырубку по две фигурные заготовки производят без отходов с заходом контура предыдущей заготовки внутрь контура последующей заготовки, за счет чего уменьшается шаг подачи рулона, повышается производительность и точность панелей после их штамповки из вырубленных заготовок. 4 н. и 8 з.п. ф-лы, 4 ил.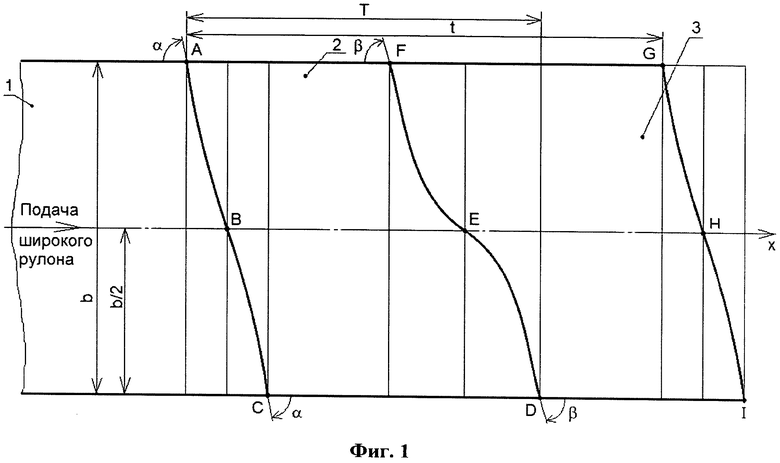
1. Способ вырубки заготовок для штамповки крупногабаритных панелей из рулона тонколистовой низкоуглеродистой стали, включающий последовательную с определенным шагом, заданным подающим устройством раскройной линии, вырубку заготовки в штампе, установленном на прессе упомянутой раскройной линии,
отличающийся тем, что
рулон подают на шаг вырубки двух заготовок за каждый ход пресса, вырубку заготовок осуществляют без отхода двумя ножами штампа, при этом первую заготовку вырубают от сторон рулона первым в направлении подачи рулона ножом по первой кривой и вторым ножом - по второй кривой,
причем каждая кривая имеет переменный вдоль кривой радиус кривизны, определенный геометрией штампуемой из этой заготовки панели, с центром в точке пересечения с продольной осью симметрии рулона, причем острые углы между касательной в точке пересечения этих кривых со сторонами рулона превышают 3°,
одновременно с вырубкой первой заготовки вторым ножом штампа вырубают вторую заготовку, полностью совпадающую с первой заготовкой при ее повороте на 180°,
причем вторую кривую второй заготовки вырубают первым ножом на предыдущем ходе пресса.
2. Способ по п. 1, отличающийся тем, что шаг вырубки каждых двух заготовок рассчитывают по формуле:
t=2Т-а,
где t - шаг вырубки каждых двух заготовок, Т - длина каждой из заготовок, а - величина захода контура предыдущей заготовки внутрь контура последующей заготовки.
3. Способ по п. 1, отличающийся тем, что величину захода контура предыдущей заготовки внутрь контура последующей заготовки рассчитывают по формуле:
а=2Т-t,
где а - величина захода контура предыдущей заготовки внутрь контура последующей заготовки, t - шаг вырубки каждых двух заготовок, Т - длина каждой из заготовок.
4. Способ вырубки заготовок для штамповки крупногабаритных панелей из рулона тонколистовой низкоуглеродистой стали, включающий последовательную с определенным шагом, заданным подающим устройством раскройной линии, вырубку заготовки в штампе, установленном на прессе упомянутой раскройной линии,
отличающийся тем, что
рулон подают на шаг вырубки двух заготовок за каждый ход пресса, вырубку заготовок осуществляют без отхода двумя ножами штампа, при этом первую заготовку вырубают от сторон рулона первым в направлении подачи рулона ножом по первой кривой и вторым ножом - по второй кривой,
причем каждая кривая имеет переменный вдоль кривой радиус кривизны, определенный геометрией штампуемой из этой заготовки панели, с центром в точке пересечения с продольной осью симметрии рулона, причем касательные в точках пересечения этих первой и второй кривых сторон рулона ортогональны этим сторонам рулона,
одновременно с вырубкой первой заготовки вторым ножом штампа вырубают вторую заготовку, полностью совпадающую с первой заготовкой при ее повороте на 180°,
причем вторую кривую второй заготовки вырубают первым ножом на предыдущем ходе пресса.
5. Способ по п. 4, отличающийся тем, что шаг вырубки каждых двух заготовок рассчитывают по формуле:
t=2Т-а,
где t - шаг вырубки каждых двух заготовок, Т - длина каждой из заготовок, а - величина захода контура предыдущей заготовки внутрь контура последующей заготовки.
6. Способ по п. 4, отличающийся тем, что величину захода контура предыдущей заготовки внутрь контура последующей заготовки рассчитывают по формуле:
а=2Т-t,
где а - величина захода контура предыдущей заготовки внутрь контура последующей заготовки, t - шаг вырубки каждых двух заготовок, Т - длина каждой из заготовок.
7. Способ вырубки заготовок для штамповки крупногабаритных панелей из рулона тонколистовой низкоуглеродистой стали, включающий последовательную с определенным шагом, заданным подающим устройством раскройной линии, вырубку заготовки в штампе, установленном на прессе упомянутой раскройной линии,
отличающийся тем, что рулон подают на шаг вырубки двух заготовок за каждый ход пресса, вырубку заготовок осуществляют без отхода двумя ножами штампа, при этом первую заготовку вырубают от сторон рулона первым в направлении подачи рулона ножом по первой кривой из двух дуг окружностей и вторым ножом - по второй кривой из двух других дуг окружностей, с центром кривых в точке пересечения с продольной осью симметрии рулона, причем каждая дуга окружности имеет радиус, определенный геометрией штампуемой из этой заготовки панели,
касательные в точках пересечения этих дуг окружностей сторон рулона ортогональны этим сторонам рулона, центры верхних дуг окружностей располагают на верхней стороне рулона, а центры нижних дуг окружностей располагают на нижней стороне рулона,
одновременно с вырубкой первой заготовки вторым ножом штампа вырубают вторую заготовку, полностью совпадающую с первой заготовкой при ее повороте на 180°,
причем вторую кривую второй заготовки вырубают первым ножом на предыдущем ходе пресса.
8. Способ по п. 7, отличающийся тем, что шаг вырубки каждых двух заготовок рассчитывают по формуле:
t=2Т-а,
где t - шаг вырубки каждых двух заготовок, Т - длина каждой из заготовок, а - величина захода контура предыдущей заготовки внутрь контура последующей заготовки.
9. Способ по п. 7, отличающийся тем, что величину захода контура предыдущей заготовки внутрь контура последующей заготовки рассчитывают по формуле:
а=2Т-t,
где а - величина захода контура предыдущей заготовки внутрь контура последующей заготовки, t - шаг вырубки каждых двух заготовок, Т - длина каждой из заготовок.
10. Способ вырубки заготовок для штамповки крупногабаритных панелей из рулона тонколистовой низкоуглеродистой стали, включающий последовательную с определенным шагом, заданным подающим устройством раскройной линии, вырубку заготовки в штампе, установленном на прессе упомянутой раскройной линии,
отличающийся тем, что
рулон подают на шаг вырубки двух заготовок за каждый ход пресса, вырубку заготовок осуществляют без отхода двумя ножами штампа, при этом первую заготовку вырубают от сторон рулона первым в направлении подачи рулона ножом по первой аналитической кривой и вторым ножом - по второй аналитической кривой,
причем каждая аналитическая кривая описывается формулой, определенной геометрией штампуемой из этой заготовки панели, с центром в точке пересечения с продольной осью симметрии рулона,
одновременно с вырубкой первой заготовки вторым ножом штампа вырубают вторую заготовку, полностью совпадающую с первой заготовкой при ее повороте на 180°,
причем вторую кривую второй заготовки вырубают первым ножом на предыдущем ходе пресса.
11. Способ по п. 10, отличающийся тем, что шаг вырубки каждых двух заготовок рассчитывают по формуле:
t=2Т-а,
где t - шаг вырубки каждых двух заготовок, Т - длина каждой из заготовок, а - величина захода контура предыдущей заготовки внутрь контура последующей заготовки.
12. Способ по п. 10, отличающийся тем, что величину захода контура предыдущей заготовки внутрь контура последующей заготовки рассчитывают по формуле:
а=2Т-t,
где а - величина захода контура предыдущей заготовки внутрь контура последующей заготовки, t - шаг вырубки каждых двух заготовок, Т - длина каждой из заготовок.

