Изобретение относится к листовой штамповке и может быть использовано для штамповки различных деталей из листовых материалов (металлов и неметаллов), преимущественно для вырубки крупных заготовок сложной конфигурации для последующего изготовления из этих заготовок крупногабаритных кузовных деталей автомобилей, тракторов, сельхозмашин, бытовой и другой техники на прессах простого, двойного и тройного действий, а также на многопозиционных автоматах.
Известен традиционный способ однорядной вырубки из рулона, ленты или полосы заготовки прямоугольной конфигурации с размерами, соответствующими развертке готовой пространственной детали в плане с учетом особенностей пластического деформирования заготовки и технологического припуска на полуфабрикате при изготовлении этой детали. Этот способ вырубки заготовки известен из многих источников, в частности из справочного пособия (Романовский В.П. Справочник по холодной штамповке. - С.-Пб.: Машиностроение, 1979, с.285, рис.251, а). Из полученной таким способом прямоугольной заготовки осуществляют многооперационную штамповку сложной пространственной детали по технологии, описанной, например, в учебном пособии для машиностроительных техникумов (Технология изготовления автомобильных кузовов: Под общей редакцией Д.В. Горячего. - 2-е изд., перераб. и доп. - М.: Машиностроение, 1990, табл.1, с.41).
При вытяжке пространственной детали с закругленными углами из прямоугольной заготовки четыре угла такой заготовки ухудшают условия формоизменения заготовки, что приводит к разрывам заготовки напротив углов вытягиваемой детали, снижению точности детали, нестабильности процесса вытяжки и остановке автоматической линии штамповки для наладки процесса и ликвидации разрывов заготовки. Кроме того, недостатком известных способов вырубки заготовок прямоугольной конфигурации и последующей штамповки из них пространственных деталей является высокий процент отхода материала, что приводит к увеличению нормы расхода материала на одну деталь и себестоимости её изготовления.
Технической задачей изобретения является расширение технических возможностей при осуществлении процесса листовой штамповки.
Техническим результатом использования изобретения является повышение точности размеров детали при ее штамповке из вырубленной заготовки при экономии листового материала и в целом снижении себестоимости изготовления листоштампованных деталей.
Поставленная задача достигается тем, что, для улучшения условий формоизменения заготовки напротив углов вытягиваемой детали, на первой операции сверху и снизу рулона вырубают четыре или два отхода в виде многоугольника, например трапеции или треугольника, одна сторона которого является частью края рулона, а две боковые стороны треугольника выполняют по прямой или гладкой кривой линии с размерами, соответствующими развертке угловых участков готовой пространственной детали в плане с учетом особенностей пластического деформирования заготовки и технологического припуска на промежуточном полуфабрикате при изготовлении этой детали, для экономии листового материала, на второй операции производят вырубку второй от торца рулона трапециевидной заготовки по двум непараллельным прямым линиям и одновременно отрезку первой от торца рулона трапециевидной заготовки по первой прямой линии; за счет того, что вторая трапециевидная заготовка повернута на угол 180 градусов по отношению к первой трапециевидной заготовке, заготовки заходят друг в друга, в общем случае, с каждой из двух боковых сторон, и шаг вырубки одновременно двух заготовок уменьшается на две величины захода заготовок друг в друга с каждой из сторон.
На фиг.1 слева показан рулон 1, в котором сначала на первой операции сверху и снизу вырубают четыре отхода 3, 7, 11, 15 (эти отходы заштрихованы) при помощи пуансонов 2, 6, 10, 14; а затем на второй позиции (операции) производят вырубку одновременно двух заготовок 20, 21 по двум прямым линиям 18, 19, которые проходят через вырезы в рулоне от предварительно вырубленных отходов.
Способ осуществляется следующим образом. Широкий рулон, лента или полоса подается на рабочую поверхность вырубного штампа. При ходе ползуна пресса вниз сначала на первой операции сверху и снизу по краям рулона вырубают четыре отхода 3, 7, 11, 15 (эти отходы заштрихованы) при помощи пуансонов 2, 6, 10, 14.
На второй операции производят вырубку второй от торца рулона трапециевидной заготовки 20 по двум непараллельным относительно друг друга прямым линиям 18, 19, причем первая 19 от торца рулона или вторая 18, или обе линии 18, 19 неперпендикулярны двум параллельным краям рулона. Одновременно производят отрезку первой от торца рулона трапециевидной заготовки 21 по первой прямой линии 19. Обе линии 18, 19 проходят через вырезы в рулоне от вырубленных отходов. За счет того, что вторая трапециевидная заготовка 20 повернута на угол 180 градусов по отношению к первой трапециевидной заготовке 21, заготовки 20 и 21 заходят друг в друга, в общем случае, с каждой из двух боковых сторон на величины "e" и "f". Шаг вырубки "t" одновременно двух заготовок 20 и 21 уменьшается на две величины захода заготовок друг в друга с каждой из сторон "е" и "f" и равен:

В частном случае, одна из двух линий 18, 19 может быть перпендикулярна краям рулона, и соответствующая одна из двух величин захода одной заготовки в другую будет равна нулю. Если перпендикулярна краям рулона будет линия 18, то формула (1) примет вид:

Если перпендикулярна краям рулона будет линия 19, то формула (1) примет вид:

При вырубке двух прямоугольных заготовок, каждая из которых имеет длину А, шаг подачи равен

При использовании трапециевидных заготовок согласно формуле (1) экономия листового материала Е на одну заготовку или деталь рассчитывается по формуле:

Следующие две заготовки вырубают после подачи рулона по отношению к неподвижному штампу на шаг "t" (фиг.1), который рассчитывают по формуле (1).
Данный способ применим и на оборудовании, на котором перемещается вырубной штамп по отношению к неподвижному рулону, или перемещаются и рулон, и вырубной штамп.
Возможность экономии материала по данному способу может быть реализована при штамповке наружных и внутренних панелей кузовных деталей обтекаемых трапециевидных спереди и сзади легковых автомобилей, таких как панель капота, крышка багажника, крыша и других. Передний и задний контуры этих кузовных деталей в плане имеют вид двух параллельных оснований трапеции, соответствующих двум параллельным краям рулона, за счет чего появляется возможность каждую следующую заготовку поворачивать на 180 градусов по отношению к предыдущей заготовке и вписывать часть следующей на рулоне заготовки в предыдущую заготовку.
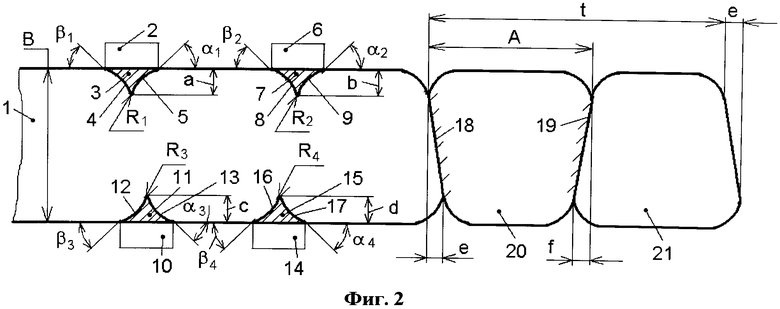
По 1-му варианту (фиг.1), в рулоне 1 сначала на первой операции при помощи пуансонов 2, 6, 10, 14 сверху вырубают отходы 3, 7, 11, 15 в виде треугольников, одна сторона которых является частью края рулона 1, вершины треугольников напротив края рулона закруглены линиями (радиуса R1, R2, R3, R4), длину которых определяют из условия высокой стойкости пуансона для вырубки этих отходов, а боковые стороны 4, 5, 8, 9, 12, 13, 16, 17 треугольников выполняют по прямой или ломаной линии с размерами, соответствующими развертке на плоскость углового участка готовой детали в плане с учетом технологического припуска. Минимальный острый угол α1, α2, α3, α4 для всех вырезов между линиями 5, 9, 13, 17 и краем рулона должен быть больше предельной величины αlim. Так как чем меньше острый угол, тем выше опасность того, что в процессе вырубки пуансон затянет острые края отхода в зазор между пуансоном и матрицей, что приведет к быстрому износу пуансона и матрицы и, как следствие, снижению точности вырубаемой заготовки. Проведенными на АвтоВАЗе экспериментами установлено, что для основных применяемых в машиностроении тонколистовых материалов величина предельного угла αlim составляет 1°. Вторые боковые стороны 4, 8, 12, 16 всех треугольных вырезов выполняют по прямой или ломаной линии таким образом, чтобы минимальный острый угол β1, β2, β3, β4 между касательной в точке пересечения этой линии края рулона и краем рулона был больше предельной величины αlim.
Затем на второй операции производят вырубку второй от торца рулона трапециевидной заготовки 20 по двум непараллельным прямым линиям 18, 19 и одновременно отрезку первой от торца рулона трапециевидной заготовки 21 по первой прямой линии 19. Линии вырубки 18, 19 проходят через вершины треугольных вырезов. За счет того, что вторая трапециевидная заготовка 20 повернута на угол 180 градусов по отношению к первой трапециевидной заготовке 21, заготовки заходят друг в друга, в общем случае, с каждой из двух боковых сторон, шаг вырубки одновременно двух заготовок уменьшается на две величины захода заготовок друг в друга с каждой из сторон и достигается экономия материала рулона.
У вырубленных заготовок отсутствуют четыре угла, удаленные в отход на первой операции, за счет чего улучшаются условия формоизменения заготовки на последующей операции вытяжки в углах вытягиваемой детали.
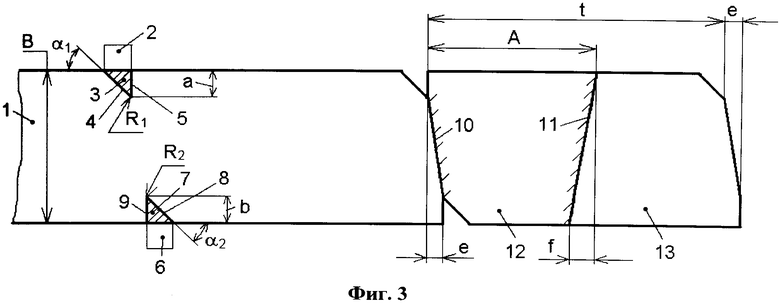
По 2-му варианту (фиг.2), сначала на первой операции сверху и снизу рулона пуансонами 2, 6, 10, 14 вырубают четыре отхода 3, 7, 11, 15 в виде трапеции или треугольника, одна сторона которого является частью края рулона, вершина треугольника напротив края рулона закруглена линией, длину которой определяют из условия высокой стойкости пуансона и матрицы для вырубки этого отхода. Для еще большего улучшения условий формоизменения заготовки на операции вытяжки напротив угловых участков вытягиваемого полуфабриката боковые стороны 4, 5, 8, 9, 12, 13, 16, 17 треугольных вырезов выполняют по дуге, соответствующей развертке на плоскость углового участка готовой детали в плане с учетом пластического деформирования заготовки и технологического припуска для последующей обрезки, минимальный острый угол между касательной в точке пересечения этой дуги края рулона и краем рулона больше 1°.
Затем на второй операции производят вырубку второй от торца рулона трапециевидной заготовки 20 по двум непараллельным прямым линиям 18, 19 и одновременно отрезку первой от торца рулона трапециевидной заготовки 21 по первой прямой линии 19.
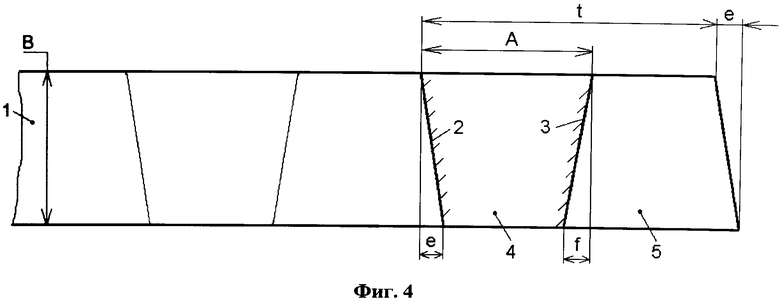
По 3-му варианту (фиг.3), сначала на первой операции сверху и снизу рулона пуансонами 2, 6 вырубают два отхода 3, 7 в виде трапеции или треугольника, одна сторона которого является частью края рулона, вершина треугольника напротив края рулона закруглена линией, длину которой определяют из условия высокой стойкости пуансона и матрицы для вырубки этого отхода. Для улучшения условий формоизменения заготовки на операции вытяжки напротив угловых участков вытягиваемого полуфабриката боковые стороны 4, 5, 8, 9 треугольных вырезов выполняют по прямой или кривой линии, соответствующей развертке на плоскость углового участка готовой детали в плане с учетом пластического деформирования заготовки и технологического припуска для последующей обрезки, минимальный острый угол между касательной в точке пересечения этой дуги края рулона и краем рулона больше 1°. Затем на второй операции производят вырубку второй от торца рулона трапециевидной заготовки 12 по двум непараллельным прямым линиям 10, 11 и одновременно отрезку первой от торца рулона трапециевидной заготовки 13 по первой прямой линии 11.
По 4-му варианту (фиг.4), вырубку двух заготовок 4, 5 из рулона 1 производят по линиям 2, 3 без предварительной вырубки вырезов по краям рулона. В этом случае условия формоизменения заготовки на операции вытяжки напротив угловых участков вытягиваемого полуфабриката несколько ухудшаются, однако конструкция вырубного штампа значительно упрощается.
По 5-му варианту (фиг.5), сначала осуществляют отрезку трапециевидной заготовки 3 от рулона 1 по прямой линии 2. Затем рулон подают на шаг "t", равный длине средней линии трапециевидной заготовки. Отрезной штамп поворачивают в горизонтальной плоскости вокруг вертикальной оси пресса, проходящей через точку О, и осуществляют отрезку по линии 4 следующей трапециевидной заготовки 6, которая повернута на 180 градусов по отношению к предыдущей заготовке 3. Этот вариант применим на прессовом оборудовании, которое имеет специальное поворотное устройство для поворота отрезного штампа.
Для всех вариантов, по сравнению с известными способами вырубки прямоугольных заготовок, по данному способу одновременную вырубку двух повернутых трапециевидных заготовок производят с заходом контура предыдущей заготовки внутрь контура последующей заготовки, за счет чего уменьшается шаг подачи рулона и достигается экономия листового материала до 10%.

Изобретение относится к области листовой штамповки. Способ включает вырубку четырех или двух отходов в виде многоугольника, одна сторона которого является частью края рулона. Вершина треугольного выреза напротив края рулона закруглена линией. Длину линии определяют из условия высокой стойкости ножа для вырубки отхода. Две боковые стороны треугольного выреза выполняют по прямой или дуге с размерами, соответствующими развертке угловых участков готовой пространственной детали в плане. Учитывают особенности пластического деформирования заготовки и технологического припуска на полуфабрикате при изготовлении данной детали. На второй операции производят вырубку второй от торца рулона трапециевидной заготовки по двум непараллельным прямым линиям. Линии проходят через четыре вершины четырех треугольных вырезов. Одновременно отрезают по первой прямой линии первой от торца рулона трапециевидной заготовки, повернутой на 180 градусов по отношению ко второй заготовке. Рулон подают на шаг. Осуществляют следующий цикл вырубки четырех отходов по двум краям рулона и двух повернутых навстречу друг другу трапециевидных заготовок. Вырубку фигурных заготовок производят с заходом контура предыдущей заготовки внутрь контура последующей заготовки. Техническим результатом изобретений является повышение точности размеров детали при ее штамповке из вырубленной заготовки с экономией листового материала. 5 н.п. ф-лы, 5 ил.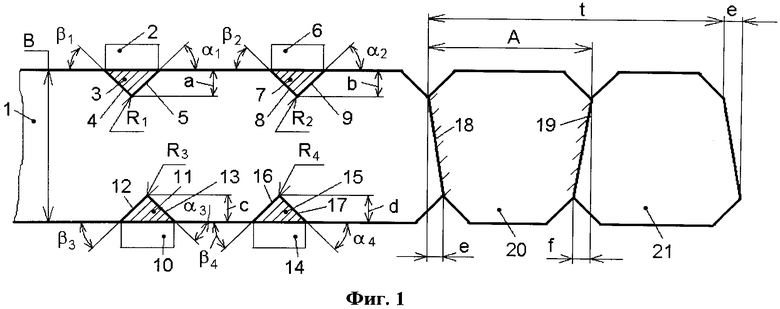
1. Способ малоотходной вырубки трапециевидных заготовок из рулона ленты или полосы, включающий последовательную вырубку из листового материала с определенным шагом одинаковых заготовок при помощи одного или нескольких вырубных штампов, установленных на прессовом оборудовании, отличающийся тем, что на первой операции сверху и снизу рулона вырубают четыре отхода в виде трапеции или треугольника, одна сторона которого является частью края рулона, а вершина треугольного выреза напротив края рулона закруглена, при этом две боковые стороны треугольного выреза выполняют по прямой или ломаной линии с размерами, соответствующими развертке на плоскость углового участка готовой детали с учетом технологического припуска, а минимальный острый угол между упомянутой линией и краем рулона устанавливают больше 1°, на второй операции производят вырубку второй от торца рулона трапециевидной заготовки по двум непараллельным прямым линиям, причем первая или вторая от торца рулона линия или обе линии не перпендикулярны двум параллельным краям рулона, одновременно выполняют отрезку первой от торца рулона трапециевидной заготовки по первой прямой линии, причем обе линии проходят через вершины треугольных вырезов в рулоне, а каждая последующая трапециевидная заготовка повернута на угол 180 градусов по отношению к предыдущей трапециевидной заготовке, при этом заготовки заходят друг в друга с каждой из двух боковых сторон каждой заготовки на две одинаковые или различные величины, а шаг вырубки одновременно двух трапециевидных заготовок уменьшается на указанные величины захода заготовок друг в друга, при этом далее рулон подают на шаг и осуществляют следующий цикл вырубки четырех отходов по двум краям рулона и двух повернутых навстречу друг другу трапециевидных заготовок.
2. Способ малоотходной вырубки трапециевидных заготовок из рулона ленты или полосы, включающий последовательную вырубку из листового материала с определенным шагом одинаковых заготовок при помощи одного или нескольких вырубных штампов, установленных на прессовом оборудовании, отличающийся тем, что на первой операции сверху и снизу рулона вырубают четыре отхода в виде трапеции или треугольника, одна сторона которого является частью края рулона, а вершина треугольного выреза напротив края рулона закруглена, при этом боковые стороны треугольных вырезов выполняют по дуге, соответствующей развертке на плоскость углового участка готовой детали в плане с учетом технологического припуска, а минимальный острый угол между касательной в точке пересечения упомянутой дуги края рулона и краем рулона устанавливают больше 1°, на второй операции производят вырубку второй от торца рулона трапециевидной заготовки по двум непараллельным прямым линиям, проходящим через четыре вершины четырех треугольных вырезов, и одновременно отрезку по первой прямой линии первой от торца рулона трапециевидной заготовки, повернутой на 180 градусов по отношению ко второй заготовке, при этом далее рулон подают на шаг и осуществляют следующий цикл вырубки четырех отходов по двум краям рулона и двух повернутых навстречу друг другу трапециевидных заготовок.
3. Способ малоотходной вырубки трапециевидных заготовок из рулона ленты или полосы, включающий последовательную вырубку из листового материала с определенным шагом одинаковых заготовок при помощи одного или нескольких вырубных штампов, установленных на прессовом оборудовании, отличающийся тем, что на первой операции сверху и снизу рулона вырубают два отхода в виде трапеции или треугольника, одна сторона которого является частью края рулона, а вершина треугольного выреза напротив края рулона закруглена, при этом две боковые стороны треугольного выреза выполняют по прямой или ломаной линии с размерами, соответствующими развертке на плоскость углового участка готовой детали с учетом технологического припуска, а минимальный острый угол между упомянутой линией и краем рулона устанавливают больше 1°, на второй операции производят вырубку второй от торца рулона трапециевидной заготовки по двум непараллельным прямым линиям, причем первая или вторая линия от торца рулона или обе линии не перпендикулярны двум параллельным краям рулона, одновременно выполняют отрезку первой от торца рулона трапециевидной заготовки по первой прямой линии, причем обе линии проходят через вершины треугольных вырезов в рулоне, а каждая последующая трапециевидная заготовка повернута на угол 180 градусов по отношению к предыдущей трапециевидной заготовке, при этом заготовки заходят друг в друга с каждой из двух боковых сторон каждой заготовки на две одинаковые или различные величины, а шаг вырубки одновременно двух трапециевидных заготовок уменьшается на указанные величины захода заготовок друг в друга, при этом далее рулон подают на шаг и осуществляют следующий цикл вырубки двух отходов по двум краям рулона и двух повернутых навстречу друг другу трапециевидных заготовок.
4. Способ малоотходной вырубки трапециевидных заготовок из рулона ленты или полосы, включающий последовательную вырубку из листового материала с определенным шагом одинаковых заготовок при помощи одного или нескольких вырубных штампов, установленных на прессовом оборудовании, отличающийся тем, что в рулоне производят вырубку второй от торца рулона трапециевидной заготовки по двум непараллельным прямым линиям и одновременно отрезку по первой прямой линии первой от торца рулона трапециевидной заготовки, повернутой на 180 градусов по отношению ко второй заготовке, при этом далее рулон подают на шаг и осуществляют следующий цикл вырубки двух повернутых навстречу друг другу трапециевидных заготовок.
5. Способ малоотходной вырубки трапециевидных заготовок из рулона ленты или полосы, включающий последовательную вырубку из листового материала с определенным шагом одинаковых заготовок при помощи одного или нескольких вырубных штампов, установленных на прессовом оборудовании, отличающийся тем, что сначала осуществляют отрезку трапециевидной заготовки от рулона по прямой линии, затем рулон подают на шаг, а отрезной штамп поворачивают вокруг вертикальной оси пресса и осуществляют отрезку следующей трапециевидной заготовки, которая повернута на 180 градусов по отношению к предыдущей заготовке.
| RU 2005122762 A, 20.02.2007 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЛИСТОВОЙ ЗАГОТОВКИ ДЛЯ ВЫТЯЖКИ | 1992 |
|
RU2086333C1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483824C1 |
| Способ штамповки пластин из листовых заготовок | 1991 |
|
SU1797509A3 |
| Штамп для обрезки отходов | 1976 |
|
SU645734A1 |
| JP 2013107111 A, 06.06.2013 | |||
| US 2013186245 A1, 25.07.2013. | |||

