Изобретение относится к листовой штамповке и может быть использовано во всех отраслях народного хозяйства для штамповки различных деталей (изделий, вещей) из листовых материалов (металлов и неметаллов), преимущественно для вырубки заготовок с целью последующего изготовления из этих заготовок деталей автомобилей, тракторов, сельхозмашин, бытовой и другой техники на прессах простого, двойного и тройного действий, а также на многопозиционных автоматах.
Известен способ вырубки круглой заготовки из полосы, при котором диаметр круглого пуансона и матрицы меньше ширины полосы, вследствие чего вырубка осуществляется с перемычками (Романовский В.П. Справочник по холодной штамповке. - Л.: Машиностроение, 1979, с.293, рис.256).
Недостатком известного способа является то, что вырубка осуществляется с перемычками, за счет которых излишне увеличивается норма расхода материала на одну деталь. Если же ширину перемычек уменьшить (при прочих равных условиях штамповки), то снижаются точность вырубленной заготовки и стойкость вырубного штампа.
Технической задачей изобретения является расширение технических возможностей при осуществлении процесса листовой штамповки.
Техническим результатом использования изобретения является экономия листового материала, повышение точности вырубленных заготовок и стойкости вырубного штампа.
Указанный технический результат достигается за счет того, что из листового материала в виде ленты, широкого рулона или полосы в один ряд последовательно, по одной, одну за другой, вырубают заготовки, без боковых перемычек между двумя соседними заготовками и между заготовкой и краями ленты, при помощи матрицы и пуансона, размеры которого в направлении, перпендикулярном длинной стороне ленты, больше ширины ленты на такую величину, чтобы в процессе вырубки не было затягивания острых краев угловых отходов в зазор между пуансоном и матрицей штампа для вырубки. Чем меньше диаметр пуансона, тем в большей мере конфигурация вырубленной заготовки приближается к окружности, рекомендованной по теории штамповки при вытяжке из этой заготовки пространственной осесимметричной детали, но тем выше вероятность нежелательного затягивания острых краев угловых отходов листового материала в зазор между пуансоном и матрицей со снижением стойкости штампа и потерей точности размеров заготовки. Заготовки из листового материала в виде ленты, полосы или широкого рулона вырубают или вырезают в один ряд при помощи ножей или в штампах на ножницах, прессах или автоматах, на лазерной, плазменной и других установках.
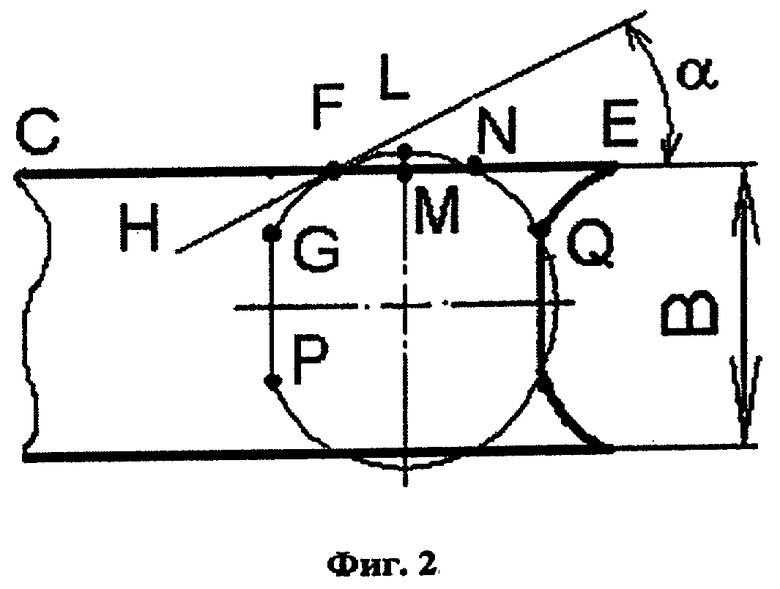
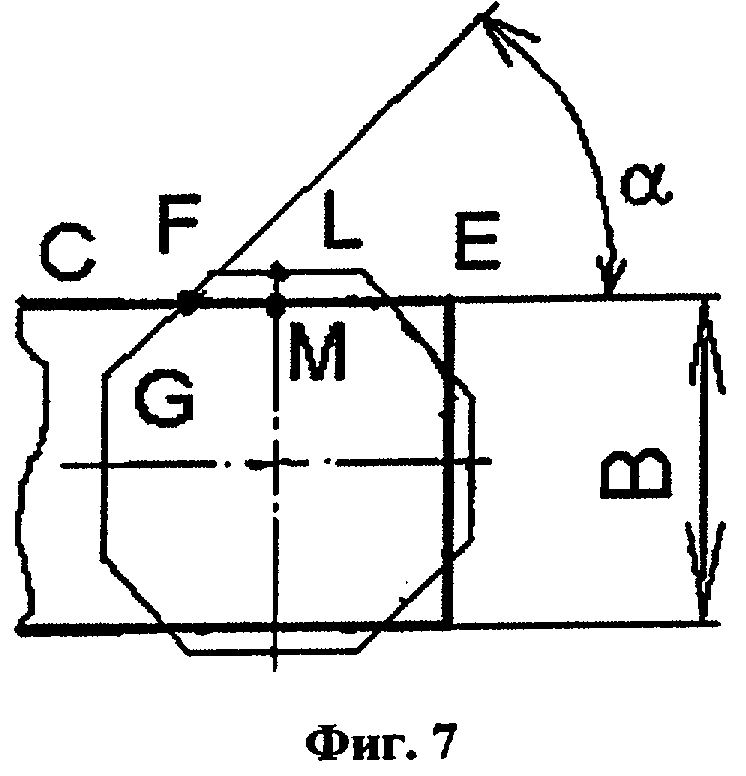
На фиг.1, 3, 4, 5, 6 показаны варианты способа вырубки заготовки из ленты, широкого рулона или полосы, при различных соотношениях хорды b окружности в поперечном сечении и длины отрезков, отсекаемых пуансоном. На фиг.2 и 7 показан угол α для определения минимального отхода металла.
На фиг.1 слева толстой линией показана часть ленты, полосы или широкого рулона шириной В, а тонкой линией показан контур поперечного сечения круглого пуансона диаметром Dp со скошенной гранью, в виде окружности с хордой, для вырубки из этой ленты заготовки без боковых перемычек между двумя соседними заготовками и между заготовкой и краями ленты; справа толстой линией показана эта заготовка, полученная из ленты, например, в штампе для вырубки на листоштамповочном многопозиционном прессе-автомате.
Способ осуществляется следующим образом. Лента, широкий рулон или полоса подается на рабочую поверхность штампа. При ходе ползуна пресса вниз осуществляется вырубка заготовки при помощи матрицы и пуансона, размеры которого в направлении, перпендикулярном длинной стороне ленты, больше ширины ленты на такую величину, чтобы в процессе вырубки не было нежелательного затягивания острых краев угловых отходов в зазор между пуансоном и матрицей штампа для вырубки. Следующая заготовка вырубается после подачи ленты по отношению к неподвижному штампу на шаг t (фиг.1), равный заданной по чертежу длине вырубленной заготовки A (t=A) и равный удвоенному расстоянию от вертикальной оси окружности в поперечном сечении пуансона до хорды. Данный способ применим и на оборудовании, на котором перед вырубкой перемещается вырубной штамп по отношению к неподвижной ленте, или перемещаются и лента, и вырубной штамп.
При вырубке заготовки справа образуются два удаляемых отхода NEQ (заштрихованы на фиг.3), а слева - две дуги FG двух, пока еще не удаляемых, отходов с острым углом а между касательной HF к окружности пуансона в точке F пересечения этой окружностью стороны ленты СЕ. Чем меньше угол α, тем выше опасность того, что в процессе вырубки пуансон затянет острые края отходов в зазор между пуансоном и матрицей, что приведет к быстрому износу пуансона и матрицы и, как следствие, снижению точности вырубаемой заготовки. Поэтому на производстве надо стремиться к тому, чтобы угол α и расстояние LM между фактической поверхностью пуансона и краем карточки были как можно большими.
Угол α зависит от того, на сколько номинальный диаметр пуансона Dp больше ширины ленты В, а также от предельных отклонений и допуска на номинальный диаметр пуансона Dp и номинальную ширину ленты В. Верхнее и нижнее предельные отклонения и, соответственно, допуск на ширину ленты при изготовлении ленты (например, на специальной раскройной автоматической линии) могут быть большими. Например, допуск на ширину 100 мм у стальной ленты составляет более 1 мм. Угол α будет минимальным, если при заданных номинальной ширине ленты В и номинальном диаметре пуансона Dp заготовка будет изготовлена по верхнему предельному отклонению на ширину ленты В, а пуансон будет изготовлен по нижнему предельному отклонению.
Проведенными на АвтоВАЗе экспериментами установлено, что для того чтобы в процессе вырубки заготовки острые края отходов не затягивало в зазор между пуансоном и матрицей и за счет этого не было быстрого износа пуансона и матрицы, разность между номинальным диаметром пуансона Dp с учетом нижнего предельного отклонения, и номинальным размером ширины ленты В, с учетом верхнего предельного отклонения на ширину, должна быть больше номинальной толщины ленты.
Фактический шаг подачи ленты t (фиг.1) обеспечивается подающим устройством прессового оборудования с точностью, лежащей в поле допуска этого устройства. Если максимальный шаг подачи, равный номинальному размеру с учетом верхнего предельного отклонения подающего устройства, будет меньше заданной длины заготовки А, то на вырубленной заготовке останется нежелательный участок от дуги окружности QE (фиг.2). Поэтому в данном способе вырубки шаг подачи листового материала в виде ленты, широкого рулона или полосы должен быть равен или больше длины заготовки А в поле допуска подающего устройства оборудования.
По 1-му варианту способа (фиг.1) из ленты, широкого рулона или полосы вырубается заготовка, длина А которой равна ширине ленты В (А=В) и хорда b окружности пуансона в поперечном сечении равна длине двух отрезков а>0 (b=а), которые пуансон отсекает по двум краям ленты в процессе вырубки заготовки. Зная ширину полосы В и диаметр пуансона Dp, в этом варианте хорда окружности пуансона b рассчитывается по формуле
 .
.
В данном варианте номинальный шаг подачи ленты t равен и длине заготовки А, и ширине ленты В (t=В).
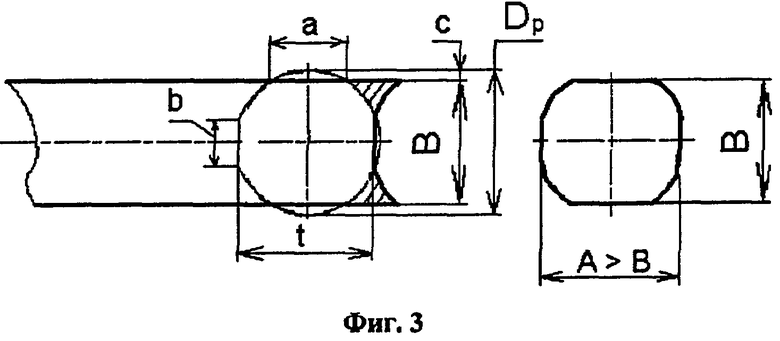
По 2-му варианту способа (фиг.3) из ленты, широкого рулона или полосы вырубается заготовка пуансоном, у которого хорда b окружности в поперечном сечении меньше длины отрезков а>0 (b<а), отсекаемых пуансоном по двум краям ленты в процессе вырубки заготовки.
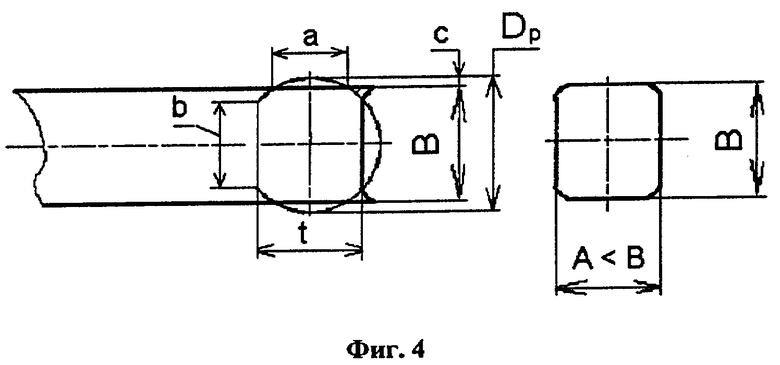
По 3-му варианту способа (фиг.4) из ленты, широкого рулона или полосы вырубается заготовка пуансоном, у которого хорда b окружности в поперечном сечении больше длины отрезков а>0 (b>а), отсекаемых пуансоном по двум краям ленты в процессе вырубки заготовки.
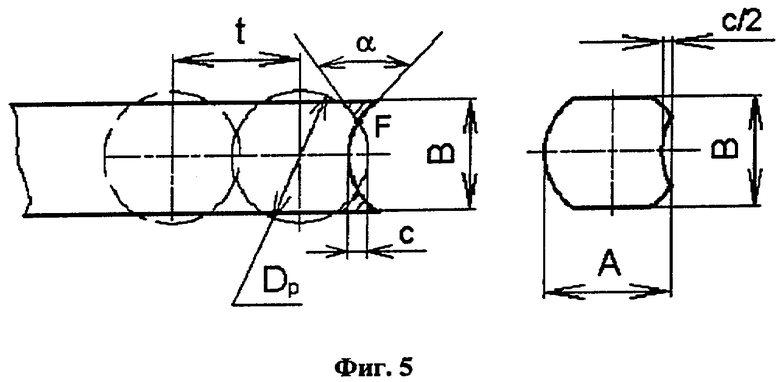
По 4-му варианту способа (фиг.5) из ленты вырубается заготовка пуансоном, у которого хорда b окружности в поперечном сечении равна нулю, и пуансон в поперечном сечении имеет форму окружности диаметром Dp, большим ширины ленты, и разность между номинальным размером диаметра пуансона, с учетом нижнего предельного отклонения, и номинальным размером ширины ленты, с учетом верхнего предельного отклонения, больше номинальной толщины листового материала. С целью исключения перемычек между заготовками шаг подачи ленты t меньше диаметра пуансона Dp, а последующая и предыдущая окружности контура пуансона в плане перекрывают друг друга на величину "с". После такой вырубки на заготовке с одной стороны остается выемка по дуге окружности пуансона шириной "с/2". Чтобы в процессе вырубки заготовки острые края отхода в точке F не затягивало в зазор между пуансоном и матрицей и за счет этого не было быстрого износа пуансона и матрицы и потери точности размеров заготовки, острый угол α между касательными к двум окружностям в точке пересечения F должен быть больше определенной предельной величины αlim (α>αlim). Проведенными на АвтоВАЗе экспериментами установлено, что для основных применяемых в машиностроении листовых материалов величина предельного угла α]m составляет 1°. Шаг подачи t ленты или вырубного штампа меньше диаметра пуансона с учетом нижнего предельного отклонения в поле допуска подающего устройства оборудования.
Возможен вариант данного способа, когда вырубка заготовки производится из листового материала в виде ленты, широкого рулона или полосы пуансоном, который в поперечном сечении имеет вид замкнутого или незамкнутого правильного или неправильного многоугольника. Когда многоугольник не замкнут, то резка по отдельным сторонам многоугольника обычно осуществляется в штампе при помощи пуансона в виде секционных ножей вдоль этих сторон многоугольника.
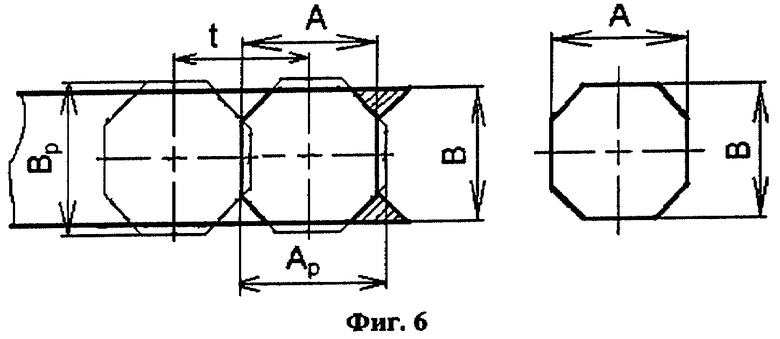
На фиг.6 показан 5-й вариант данного способа, а именно, слева толстой линией показана лента шириной В, а тонкой линией показан контур пуансона в виде замкнутого восьмиугольника для малоотходной вырубки из этой ленты заготовки без перемычек; справа толстой линией показана эта заготовка, полученная из ленты, например, в штампе для вырубки. Для широко распространенного случая вырубки заготовки в виде правильного восьмиугольника, когда В=А, сторона вырубленной заготовки равна A·tg(π/8).
У контура поперечного сечения пуансона в виде многоугольника может быть сколь угодно большое число сторон, больше трех, и сторона многоугольника может составлять с верхним или нижним краем ленты различный острый угол. Чтобы в процессе вырубки заготовки острые края отходов не затягивало в зазор между пуансоном и матрицей и за счет этого не было быстрого износа пуансона и матрицы и потери точности размеров заготовки, минимальный острый угол α между стороной поперечного сечения пуансона и верхним или нижним краем ленты (фиг.7) должен быть больше определенной предельной величины αYim (α>α]]m), равной 1°. Например, при вырубке широко распространенной заготовки в виде правильного восьмиугольника минимальный угол наклона стороны пуансона по отношению к краю ленты равен α=45°. Величина LM (фиг.7), на которую пуансон выступает за контуры карточки, определяется по тем же правилам, что и выше при вырубке заготовки цилиндрическим пуансоном, а именно, разность между номинальной шириной пуансона Вр с учетом нижнего предельного отклонения, и номинальной шириной ленты В, с учетом верхнего предельного отклонения, и разность между номинальной длиной пуансона Ар, с учетом нижнего предельного отклонения, и номинальной длиной заготовки А, с учетом верхнего предельного отклонения, должна быть больше номинальной толщины ленты.
По сравнению с известными способами вырубки заготовок с перемычками по данному способу вырубку заготовок производят без перемычек между соседними заготовками и между заготовками и краями ленты, за счет чего экономия листового материала составляет до 10%.
Изобретение относится к листовой штамповке. В способе из листового материала в виде ленты, широкого рулона или полосы последовательно одну за другой с определенным шагом, заданным подающим устройством оборудования, вырубают заготовки при помощи пуансона и матрицы вырубного штампа, установленного на этом оборудовании. Заготовки вырубают без боковых перемычек между двумя соседними заготовками и между заготовками и краями ленты. Используют цилиндрический пуансон со скошенной гранью, имеющий в поперечном сечении вид окружности с хордой и диаметром, большим ширины ленты. Разность между номинальным размером диаметра пуансона, с учетом нижнего предельного отклонения, и номинальным размером ширины ленты, с учетом верхнего предельного отклонения, больше номинальной толщины листового материала. В вариантах способа хорда окружности в поперечном сечении пуансона может быть равна, меньше или больше длины отрезков, отсекаемых пуансоном по двум краям ленты в процессе вырубки заготовки. Шаг подачи листового материала или вырубного штампа равен или больше номинальной длины заготовки в поле допуска подающего устройства оборудования. В другом варианте способа при вырубке используют цилиндрический пуансон, имеющего в поперечном сечении вид окружности диаметром, большим ширины ленты. При этом разность между номинальным размером диаметра пуансона, с учетом нижнего предельного отклонения, и номинальным размером ширины ленты, с учетом верхнего предельного отклонения, больше номинальной толщины листового материала, шаг подачи ленты или вырубного штампа меньше диаметра пуансона, с учетом нижнего предельного отклонения в поле допуска подающего устройства оборудования, а последующая и предыдущая окружности контура пуансона в плане перекрывают друг друга на такую величину, что острый угол между касательными к последующей и предыдущей окружностям в точке их пересечения больше 1°. В следующем варианте способа используют пуансон с поперечным сечением в виде замкнутого или незамкнутого правильного или неправильного многоугольника, размеры которого в направлении, перпендикулярном сторонам ленты, больше ширины заготовки и в направлении вдоль ленты больше длины заготовки, а минимальный острый угол между стороной пуансона в поперечном сечении и стороной ленты больше 1°. Разность между номинальной шириной пуансона с учетом нижнего предельного отклонения в направлении, перпендикулярном сторонам ленты, и номинальной шириной ленты, с учетом верхнего предельного отклонения, и разность между номинальной длиной пуансона, с учетом нижнего предельного отклонения, и номинальной длиной заготовки, с учетом верхнего предельного отклонения, больше номинальной толщины ленты. Шаг подачи листового материала или вырубного штампа равен или больше номинальной длины заготовки в поле допуска подающего устройства оборудования. Достигается экономия листового материала, повышение точности вырубленных заготовок и стойкость вырубного штампа. 5 н.п. ф-лы, 7 ил.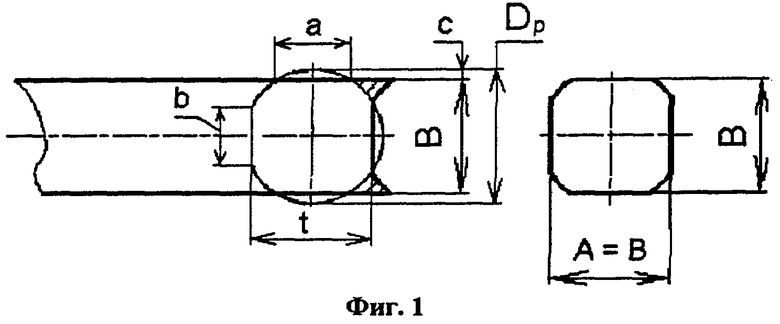
| РОМАНОВСКИЙ В.П | |||
| Справочник по холодной штамповке | |||
| - Л.: Машиностроение, 1971, с.18, 417-432 | |||
| Способ раскроя полосы | 1977 |
|
SU634816A1 |
| Способ последовательной штамповки | 1974 |
|
SU499919A1 |
| Плунжерный насос для смазки под давлением поршневых цапф или цапф крейцкопфа | 1929 |
|
SU17920A1 |

