ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Эта заявка испрашивает приоритет заявки на патент США № 61/533307, озаглавленной "Aluminum Electrolysis Cell with Compression Device and Method" ("Алюминиевый электролизер с устройством сжатия и способ"), поданной 12 сентября 2011 г., которая включена сюда по ссылке во всей своей полноте.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] Во время обычного получения алюминия в электролизер подают электричество, чтобы управлять получением алюминия. В электролизере из-за неэффективности конструкции, в частности, в местах электрического контакта, теряется напряжение по мере того, как электрический ток из электролизера переносится наружу из системы. Эта потеря напряжения хорошо известна как катодное падение напряжения, или «КПН». Вклад в КПН вносит плохой контакт, вызванный во время формирования катодного узла и/или на протяжении продолжительной работы электролизера в экстремальных условиях (например, высоких температур). Потеря напряжения из-за КПН в работающих электролизерах может составить миллионы долларов в год в расчете на завод.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0003] В широком смысле, настоящее изобретение относится к системам и способам получения алюминия в электролизерах при одновременном снижении КПН. Более конкретно, настоящее изобретение относится к использованию устройства сжатия (иногда называемого устройством осевого сжатия или устройством сжатия токоотводящего стержня) совместно с электролизером. Устройство сжатия сжимает конец токоотводящего стержня (или конец подузла токоотводящего стержня), чтобы сохранить и/или улучшить контакт (например, электрический контакт) между различными компонентами электролизера (например, катодным(и) токоотводящим(и) стержнем(ями) и катодом). В некоторых вариантах реализации устройство сжатия улучшает контакт между компонентами катодного узла, уменьшая электрическое сопротивление стыка (т.е. электрическое сопротивление на стыке по меньшей мере двух компонентов), что приводит к уменьшению КПН в электролизере.
[0004] В некоторых вариантах реализации устройство сжатия способствует контакту между пазом катодного блока и токоотводящим подузлом (например, токоотводящим стержнем с необязательными оболочкой/покрытием/стыком из проводящего материала). В одном варианте реализации устройство сжатия прикреплено к по меньшей мере одному концу токоотводящего подузла (или токоотводящего стержня), чтобы оказывать усилие (или давление) на по меньшей мере один конец токоотводящего подузла.
[0005] В одном варианте реализации, когда устройство сжатия сжимает токоотводящий подузел (например, в осевом направлении), токоотводящий подузел расширяется в поперечном направлении, упираясь в поверхность паза и приходя с ней в контакт. В одном варианте реализации, по мере поперечного расширения токоотводящего подузла он сопрягается с поверхностью паза. Таким образом, в некоторых вариантах реализации устройство сжатия увеличивает площадь поверхности контакта (и уменьшает электрическое сопротивление) между токоотводящим подузлом и пазом катодного блока. В одном варианте реализации, по мере увеличения общей площади поверхности между блоком и стержнем, электрическое сопротивление на их стыке уменьшается. Таким образом, в некоторых вариантах реализации устройство сжатия уменьшает КПН в электролизере.
[0006] Сопротивление стыка в катодном узле может быть приписано одному или более механизмам и/или источникам. Некоторые неограничительные примеры источников сопротивления стыка в катодном узле включают: ползучесть, фазовое превращение, отход прокладки, пустоты, несопрягающиеся поверхности и их сочетания. В различных вариантах реализации пустоты, фазовые превращения и ползучесть возникают соответственно до, во время или после пуска электролизной ванны (электролизера). В некоторых вариантах реализации результирующая несопряженность между поверхностями стержня и паза имеет компоненты, которые развиваются в каждой из этих фаз. Настоящее изобретение предотвращает, уменьшает и/или устраняет удельное сопротивление стыка (т.е. высокое электрическое сопротивление) за счет использования устройства сжатия для приложения механического напряжения к компонентам катодного узла, тем самым сопрягая подузел катодного токоотводящего стержня. В некоторых вариантах реализации настоящего изобретения приложение механического напряжения к токоотводящему стержню, пока электролизер является холодным, во время пуска и при рабочих условиях (например, высоких температуре и давлении) способствует деформации стержня (например, ползучести) внутри паза катодного блока таким образом, который во время работы электролизера улучшает стык при рабочих условиях (например, повышенных температурах).
[0007] В некоторых вариантах реализации устройство сжатия сжимает (например, оказывает усилие на) токоотводящий подузел, когда: (1) электролизер простаивает; (2) во время пуска; (3) в рабочих условиях; и/или (4) во время их сочетания. В одном или более из этих вариантов реализации устройство сжатия оказывает постоянное усилие на конец (концы) токоотводящего подузла. В одном или более вариантов реализации устройство сжатия оказывает переменное усилие на конец (концы) токоотводящего подузла (например, на основании обратной связи). Таким образом, в одном или более вариантов реализации устройство сжатия: предотвращает увеличение КПН, уменьшает КПН и/или поддерживает низкие уровни КПН на катодном узле. В некоторых вариантах реализации устраняется вклад в КПН стыка (т.е. стыка "токоотводящий подузел катода/паз катода").
[0008] В одном варианте реализации устройство сжатия находится на внешних концах катодных токоотводящих стержней (т.е. концах, которые выходят из электролизера). В одном варианте реализации устройство сжатия находится на внутренних концах катодных токоотводящих стержней (т.е. концах, которые смыкаются внутри катодного блока/внутри электролизера). В одном варианте реализации устройства сжатия находятся на внешних и внутренних концах катодных токоотводящих стержней.
[0009] В некоторых вариантах реализации устройство сжатия включает в себя одно или более из следующего: пружину, винт, упор, кронштейн, тиски, поршень, баллон, диафрагма, надувная камера, зажим, сильфон, рычаг, гидроцилиндр, плунжер и их сочетания. В одном варианте реализации, чтобы оказать усилие, устройство сжатия затягивают по месту на по меньшей мере одном конце токоотводящего стержня. В одном варианте реализации устройство сжатия обеспечивает упругое сопротивление по меньшей мере одному концу токоотводящего стержня. В некоторых вариантах реализации устройство сжатия оказывает сжимающее усилие на основе температуры этого устройства сжатия и/или компонентов электролизера.
[0010] В одном варианте реализации устройство сжатия включает в себя по меньшей мере одну пружину (например, устройство с упругим сопротивлением) и упор. В этом варианте реализации упор обеспечивает сопротивление сжатой пружине, в результате чего она прикладывает силу к концу токоотводящего стержня, который выходит из электролизера.
[0011] В одном варианте реализации устройство сжатия включает узел из кронштейна и винта. В этом варианте реализации кронштейн подвижным образом регулируют с помощью винта/резьбового узла, чтобы привести кронштейн в контакт со стержнем и приложить к нему силу. В некоторых вариантах реализации устройство сжатия включает гидравлический поршень. В этой конструкции поршень прикладывает к стержню силу переменной величины.
[0012] В одном варианте реализации устройство сжатия представляет собой расширяемый элемент (иногда называемый, например, расширяемым баллоном). В некоторых вариантах реализации баллон изготовлен из материала-металла (т.е. является металлическим). В некоторых вариантах реализации баллон изготовлен из ферритной/магнитной нержавеющей стали, включая в качестве неограничивающих примеров марки 304SS, 304L, 430, 410 и 409. Некоторые неограничивающие примеры материалов баллона включают: углеродистую сталь, нержавеющую сталь, графит и сталь. В одном варианте реализации баллон включает по меньшей мере одну стенку, которая герметично окружает внутреннюю полость. В различных вариантах реализации баллон имеет разные формы, включая прямоугольную, овальную, круглую и т.п. В других вариантах реализации баллон содержит две практически плоских поверхности с закругленными краями. В качестве некоторых неограничивающих примеров баллон имеет: прямоугольную форму, квадратную форму, многоугольную форму, овальную форму и/или закругленную форму. В некоторых вариантах реализации баллон имеет углы. В некоторых вариантах реализации баллон имеет закругленные края.
[0013] По еще одному аспекту изобретения предлагается способ. Способ содержит следующее: формируют по меньшей мере одну боковую стенку вокруг внутренней полости, получая металлическое тело, имеющее отверстие; вводят в полость расширяемый материал через отверстие (например, предварительно накачивают полость газом); закрывают металлическое тело, таким образом полностью окружая полость с расширяемым материалом в ней.
[0014] По другому аспекту предлагается способ изготовления расширяемого элемента. Способ содержит следующее: совмещают множество (по меньшей мере две) металлических стенок, получая внутри них полость; и герметизируют это множество стенок.
[0015] В одном варианте реализации расширяемый элемент отливают с помощью формы. В одном варианте реализации расширяемый элемент экструдируют по форме. В одном варианте реализации расширяемый элемент подвергают механической обработке. В одном варианте реализации части расширяемого элемента склеивают вместе. В одном варианте реализации расширяемый элемент сваривают. В одном варианте реализации расширяемый элемент свинчивают. В одном варианте реализации расширяемый элемент скрепляют болтами. В одном варианте реализации расширяемый элемент механически скрепляют.
[0016] В одном варианте реализации способ содержит введение материала (например, газа, расширяемого материала, инертного материала) в полость (иногда называемую внутренней полостью или центральной областью).
[0017] В некоторых неограничивающих вариантах реализации герметизация включает сварку, механическое скрепление, склеивание, крепление заклепками, болтовое соединение, свинчивание и т.п.
[0018] В некоторых вариантах реализации толщина стенки (стенок) меняется. В некоторых вариантах реализации толщина стенки является неизменной. В некоторых вариантах реализации стенка имеет толщину: по меньшей мере примерно 1/16 дюйма, по меньшей мере примерно 1/8 дюйма, по меньшей мере примерно 1/4 дюйма, по меньшей мере примерно 1/2 дюйма, по меньшей мере примерно 3/4 дюйма или по меньшей мере примерно 1 дюйм.
[0019] В некоторых вариантах реализации стенка имеет толщину: не более примерно 1/16 дюйма, не более примерно 1/8 дюйма, не более примерно 1/4 дюйма, не более примерно 1/2 дюйма, не более примерно 3/4 дюйма или не более примерно 1 дюйма.
[0020] В некоторых вариантах реализации полость заполнена воздухом (например, атмосферного состава). В некоторых вариантах реализации полость содержит газ (например, чистого или смешанного состава). В некоторых вариантах реализации полость содержит инертный материал (например, нереакционноспособный при повышенных температурах) (например, ниже 1000°С). В некоторых вариантах реализации полость содержит газ под давлением (например, выше атмосферного давления). В некоторых вариантах реализации полость содержит сочетания по меньшей мере двух из: воздуха (например, атмосферного состава), газа (например, чистого или смешанного состава), расширяемого материала и/или инертного материала (например, материала-наполнителя). В некоторых вариантах реализации полость содержит газ под давлением (например, выше атмосферного давления). В некоторых вариантах реализации полость содержит расширяемый материал. В некоторых вариантах реализации полость содержит их сочетания.
[0021] В некоторых вариантах реализации манометрическое давление внутри баллона (перед пуском/при давлении и температуре окружающей среды) составляет: по меньшей мере примерно 0 фунтов/кв.дюйм, по меньшей мере примерно 5 фунтов/кв.дюйм, по меньшей мере примерно 10 фунтов/кв.дюйм, по меньшей мере примерно 15 фунтов/кв.дюйм, по меньшей мере примерно 20 фунтов/кв.дюйм, по меньшей мере примерно 25 фунтов/кв.дюйм, по меньшей мере примерно 30 фунтов/кв.дюйм, по меньшей мере примерно 35 фунтов/кв.дюйм, по меньшей мере примерно 40 фунтов/кв.дюйм, по меньшей мере примерно 45 фунтов/кв.дюйм, по меньшей мере примерно 50 фунтов/кв.дюйм, по меньшей мере примерно 55 фунтов/кв.дюйм, по меньшей мере примерно 60 фунтов/кв.дюйм, по меньшей мере примерно 65 фунтов/кв.дюйм, по меньшей мере примерно 70 фунтов/кв.дюйм, по меньшей мере примерно 75 фунтов/кв.дюйм, по меньшей мере примерно 80 фунтов/кв.дюйм, по меньшей мере примерно 85 фунтов/кв.дюйм и/или по меньшей мере примерно 90 фунтов/кв.дюйм.
[0022] В некоторых вариантах реализации манометрическое давление внутри баллона (перед пуском/при давлении и температуре окружающей среды) составляет: не более примерно 0 фунтов/кв.дюйм, не более примерно 5 фунтов/кв.дюйм, не более примерно 10 фунтов/кв.дюйм, не более примерно 15 фунтов/кв.дюйм, не более примерно 20 фунтов/кв.дюйм, не более примерно 25 фунтов/кв.дюйм, не более примерно 30 фунтов/кв.дюйм, не более примерно 35 фунтов/кв.дюйм, не более примерно 40 фунтов/кв.дюйм, не более примерно 45 фунтов/кв.дюйм, не более примерно 50 фунтов/кв.дюйм, не более примерно 55 фунтов/кв.дюйм, не более примерно 60 фунтов/кв.дюйм, не более примерно 65 фунтов/кв.дюйм, не более примерно 70 фунтов/кв.дюйм, не более примерно 75 фунтов/кв.дюйм, не более примерно 80 фунтов/кв.дюйм, не более примерно 85 фунтов/кв.дюйм и/или не более примерно 90 фунтов/кв.дюйм.
[0023] В другом варианте реализации пустота/полость внутри баллона перед работой находится под давлением. Например, при подходящих условиях формирования и операциях герметизации условия внутри расширяемого элемента может быть по меньшей мере примерно атмосферным давлением, по меньшей мере примерно 1,5 атм, по меньшей мере примерно 2 атм, по меньшей мере примерно 3 атм, по меньшей мере примерно 4 атм или по меньшей мере примерно 5 атм. В некоторых вариантах реализации расширяемый элемент имеет внутреннее давление: по меньшей мере примерно 1 атм; по меньшей мере примерно 2 атм; по меньшей мере примерно 5 атм; по меньшей мере примерно 10 атм; по меньшей мере примерно 15 атм; или по меньшей мере примерно 20 атм Например, при подходящих условиях формирования и операциях герметизации условия внутри расширяемого элемента может быть следующими: не более примерно атмосферного давления, не более примерно 1,5 атм, не более примерно 2 атм, не более примерно 3 атм, не более примерно 4 атм или не более примерно 5 атм. В некоторых вариантах реализации расширяемый элемент имеет внутреннее давление: не более примерно 1 атм, не более примерно 2 атм, не более примерно 5 атм, не более примерно 10 атм, не более примерно 15 атм или не более примерно 20 атм.
[0024] В некоторых вариантах реализации внутренняя полость занимает часть объема расширяемого элемента. В некоторых вариантах реализации внутренняя полость составляет: по меньшей мере примерно 5% об., по меньшей мере примерно 10% об., по меньшей мере примерно 15% об., по меньшей мере примерно 20% об., по меньшей мере примерно 25% об., по меньшей мере примерно 30% об., по меньшей мере примерно 35% об., по меньшей мере примерно 40% об., по меньшей мере примерно 45% об., по меньшей мере примерно 50% об., по меньшей мере примерно 55% об., по меньшей мере примерно 60% об., по меньшей мере примерно 65% об., по меньшей мере примерно 70% об., по меньшей мере примерно 75% об., по меньшей мере примерно 80% об., по меньшей мере примерно 85% об., по меньшей мере примерно 90% об., по меньшей мере примерно 95% об. или по меньшей мере примерно 98% от объема расширяемого элемента.
[0025] В некоторых вариантах реализации внутренняя полость составляет: не более примерно 5% об., не более примерно 10% об., не более примерно 15% об., не более примерно 20% об., не более примерно 25% об., не более примерно 30% об., не более примерно 35% об., не более примерно 40% об., не более примерно 45% об., не более примерно 50% об., не более примерно 55% об., не более примерно 60% об., не более примерно 65% об., не более примерно 70% об., не более примерно 75% об., не более примерно 80% об., не более примерно 85% об., не более примерно 90% об., не более примерно 95% об. или не более примерно 98% от объема расширяемого элемента.
[0026] Употребляемый здесь термин "расширяемый материал" относится к материалу, который расширяется или увеличивается в размерах при различных условиях. В качестве неограничивающих примеров расширение возможно за счет фазового превращения, разложения и/или изменения плотности при различных условиях по температуре и давлению. В одном неограничивающем примере расширяемый материал расширяется внутри баллона при увеличенной температуре. В качестве другого примера, при увеличенной температуре, расширяемый элемент претерпевает фазовое превращение (т.е. твердое вещество в газ) с увеличением объема при увеличенной температуре.
[0027] В некоторых вариантах реализации внутри баллона присутствует газ (воздух), имеющий атмосферный состав, и при повышении температуры по меньшей мере часть имеющегося в воздухе кислорода (О2) удаляется из системы (например, из-за ржавления), в результате чего давление внутри полости при повышенной температуре (например, 900°С) составляет примерно 3,2 атм В некоторых вариантах реализации давление внутри баллона (например, в полости) падает по мере расширения баллона, поэтому расширение и ползучесть материала выбирают подходящий расширяемый материал, чтобы соответствовать подходящему увеличению давления во внутренней полости. В некоторых вариантах реализации имеет место уменьшение внутреннего давления из-за потери кислорода (например, поверхностных реакций с баллоном, таких как ржавление) и последующее увеличение объема баллона (например, расширение металла).
[0028] Неограничивающие примеры расширяемых материалов включают: любой материал, который превращается в газ или разлагается с выделением газа при температуре, превышающей комнатную (например, 20-25°С). В качестве нескольких неограничивающих примеров: MgCO3 (разлагается при 350°С), CaCO3 (кальцит, разлагается при 898°С) или CaCO3 (арагонит, разлагается при 825°С), причем каждый из этих материалов выделяет газообразный диоксид углерода при повышенных температурах. Другие неограничивающие примеры расширяемых материалов включают: любое химическое вещество, которое разрушается при повышенных температурах, например, температурах, превышающих примерно 800°С (например, рабочая температура электролизера, по меньшей мере примерно 900°С или по меньшей мере примерно 930°С). В некоторых вариантах реализации расширяемый материал расширяется (за счет расширения газа, фазового превращения, разложения и/или разрушения) при температурах ниже той температуры, при которой расширяемый баллон способен расширяться (например, термические свойства металла). В некоторых вариантах реализации расширяемый баллон претерпевает увеличение внутриполостного давления перед какой-либо деформацией боковых стенок расширяемого баллона и/или компонентов катодного токоотводящего подузла.
[0029] В некоторых вариантах реализации в условиях повышенных температуры и давления внутри баллона газ и/или расширяемый материал внутри баллона расширяются, толкая стенки баллона наружу. В некоторых вариантах реализации подъем от температуры окружающей среды до рабочей температуры электролизера (например, 900°С-930°С) увеличивает внутреннее абсолютное давление внутри баллона в 4 раза.
[0030] В другом варианте реализации внутри расширяемого элемента используется инертный материал. В одном варианте реализации инертный материал является пористым и/или состоит из частиц. В качестве неограничивающих примеров инертный материал включает пластинчатый глинозем, гравий, агрегат (заполнитель), керамические материалы и т.п., которые заполняют часть полости или всю ее. В некоторых вариантах реализации при использовании инертного материала размер полости может быть большим, в то время как количество газа, обеспечивающего давление (т.е. не занятый инертным материалом объем), будет маленьким. При таком варианте реализации можно ограничить ползучесть в расширяемом элементе (которая будет замедляться по мере расширения полости и падения давления). Кроме того, при таком варианте реализации уменьшается количество газа, который потенциально может вырваться из расширяемого элемента во время работы электролизной ванны, по сравнению с вариантом реализации, в котором все полость заполнена газом.
[0031] В некоторых вариантах реализации улучшение контакта на поверхности раздела паза и стержня является измеримым, коррелируемым и/или количественно определяемым по одной или более характеристик. В качестве неограничивающих примеров устройство сжатия вызывает уменьшение электрического сопротивления, увеличение площади поверхности (между пазом катодного блока и катодным токоотводящим подузлом), размерное изменение в токоотводящем подузле (например, степень выхода токоотводящего стержня из электролизера) и их сочетания.
[0032] При измерении улучшенного контакта по уменьшенному электрическому сопротивлению результирующая поверхность раздела имеет общую площадь поверхности, достаточную для уменьшения измеренного катодного падения напряжения на электролизере на измеримую величину.
[0033] В некоторых вариантах реализации результирующий, улучшенный контакт на поверхности раздела имеет общую площадь поверхности, достаточную для уменьшения измеренного катодного падения напряжения (например, на катодном узле) на: по меньшей мере примерно 10 мВ, по меньшей мере примерно 20 мВ, по меньшей мере примерно 30 мВ, по меньшей мере примерно 40 мВ, по меньшей мере примерно 50 мВ, по меньшей мере примерно 60 мВ, по меньшей мере примерно 70 мВ, по меньшей мере примерно 80 мВ, по меньшей мере примерно 90 мВ, по меньшей мере примерно 100 мВ, по меньшей мере примерно 120 мВ, по меньшей мере примерно 140 мВ или по меньшей мере примерно 160 мВ.
[0034] В некоторых вариантах реализации результирующий, улучшенный контакт на поверхности раздела имеет общую площадь поверхности, достаточную для уменьшения измеренного катодного падения напряжения (например, на катодном узле) на: не более чем примерно 10 мВ, не более чем примерно 20 мВ, не более чем примерно 30 мВ, не более чем примерно 40 мВ, не более чем примерно 50 мВ, не более чем примерно 60 мВ, не более чем примерно 70 мВ, не более чем примерно 80 мВ, не более чем примерно 90 мВ, не более чем примерно 100 мВ, не более чем примерно 120 мВ, не более чем примерно 140 мВ или не более чем примерно 160 мВ.
[0035] В некоторых вариантах реализации электрическое сопротивление на стыке уменьшается в следующее количество раз: по меньшей мере примерно 3, по меньшей мере примерно 5, по меньшей мере примерно 10, по меньшей мере примерно 20, по меньшей мере примерно 40, по меньшей мере примерно 60, по меньшей мере примерно 80 или по меньшей мере примерно 100 раз.
[0036] В некоторых вариантах реализации электрическое сопротивление на стыке уменьшается в следующее количество раз: не более примерно 3, не более примерно 5, не более примерно 10, не более примерно 20, не более примерно 40, не более примерно 60, не более примерно 80 или не более примерно 100 раз.
[0037] В некоторых вариантах реализации, при измерении улучшенного контакта по увеличенной площади поверхности на стыке или поверхности раздела между катодным блоком и токоотводящим подузлом (или, в качестве альтернативы, соединительным материалом/пазом катодного блока), улучшение измеряют как увеличение площади поверхности. Это в общем отображено путем сравнения: (a) Фигуры 8А с Фигурой 8В; (b) Фигуры 9А с Фигурой 9В; (c) Фигуры 10А с Фигурой 10В; и/или (d) Фигуры 10С с Фигурой 10D.
[0038] В некоторых вариантах реализации устройство сжатия увеличивает степень контакта (или общую площадь поверхности) на: по меньшей мере примерно 2%, по меньшей мере примерно 4%, по меньшей мере примерно 6%, по меньшей мере примерно 8%, по меньшей мере примерно 10%, по меньшей мере примерно 15%, по меньшей мере примерно 20%, по меньшей мере примерно 40%, по меньшей мере примерно 50%, по меньшей мере примерно 75% или по меньшей мере примерно 100% (например, если не существовало контакта перед тем, как устройство сжатия оказалось на своем место/заработало на конце токоотводящего стержня со сжимающим усилием).
[0039] В некоторых вариантах реализации устройство сжатия увеличивает степень контакта (или общую площадь поверхности) на: не более чем примерно 2%, не более чем примерно 4%, не более чем примерно 6%, не более чем примерно 8%, не более чем примерно 10%, не более чем примерно 15%, не более чем примерно 20%, не более чем примерно 40%, не более чем примерно 50%, не более чем примерно 75% или не более чем примерно 100% (например, если не существовало контакта перед тем, как устройство сжатия оказалось на место/заработало на конце токоотводящего стержня со сжимающим усилием).
[0040] В некоторых вариантах реализации, при измерении улучшенного контакта по размерному изменению в токоотводящем стержне, когда этот стержень находится в напряженном состоянии, улучшенный контакт на поверхности раздела между катодным блоком и токоотводящим стержнем измеряют по разности в размере и/или длине (например, в продольном направлении) токоотводящего стержня по мере того, как он выступает из стенки электролизера. При приложении силы в виде сжимающего напряжения к одному из токоотводящего стержня, этот стержень уменьшается по длине по мере его сжатия, тем самым входя в электролизер в большей степени.
[0041] В некоторых вариантах реализации уменьшение по длине стержня составляет: по меньшей мере примерно 0,1%, по меньшей мере примерно 0,3%, по меньшей мере примерно 0,5%, по меньшей мере примерно 0,7%, по меньшей мере примерно 1%, по меньшей мере примерно 1,1%, по меньшей мере примерно 1,3%, по меньшей мере примерно 1,5%, по меньшей мере примерно 1,7%, по меньшей мере примерно 2% или по меньшей мере примерно 2,5%.
[0042] В некоторых вариантах реализации уменьшение по длине стержня составляет: не более примерно 0,1%, не более примерно 0,3%, не более примерно 0,5%, не более примерно 0,7%, не более примерно 1%, не более примерно 1,1%, не более примерно 1,3%, не более примерно 1,5%, не более примерно 1,7%, не более примерно 2% или не более примерно 2,5%.
[0043] В некоторых вариантах реализации по мере уменьшения стержня по длине (т.е. меньшего выступания из стенки) стержень расширяется (т.е. увеличивается) по ширине (например, в поперечном направлении), выравниваясь в лучшем контакте с площадью поверхности паза. В некоторых вариантах реализации стержень демонстрирует уменьшение по длине в продольном направлении и увеличение по ширине в поперечном направлении.
[0044] В некоторых вариантах реализации улучшение электрического контакта относится к увеличению поперечного размера на: по меньшей мере примерно 0,1%, по меньшей мере примерно 0,3%, по меньшей мере примерно 0,5%, по меньшей мере примерно 0,7%, по меньшей мере примерно 1%, по меньшей мере примерно 1,1%, по меньшей мере примерно 1,3%, по меньшей мере примерно 1,5%, по меньшей мере примерно 1,7%, по меньшей мере примерно 2% или по меньшей мере примерно 2,5%.
[0045] В некоторых вариантах реализации улучшение электрического контакта относится к увеличению поперечного размера на: не более примерно 0,1%, не более примерно 0,3%, не более примерно 0,5%, не более примерно 0,7%, не более примерно 1%, не более примерно 1,1%, не более примерно 1,3%, не более примерно 1,5%, не более примерно 1,7%, не более примерно 2% или не более примерно 2,5%.
[0046] В одном варианте реализации улучшенный контакт на поверхности раздела измеряют по размерному изменению стержня в напряженном состоянии не более чем на 10% в продольном направлении (т.е. по длине) и не более чем 5% в поперечном направлении (т.е. по ширине).
[0047] В некоторых вариантах реализации устройство сжатия создает в токоотводящем подузле сжимающие напряжения различной величины, включая: по меньшей мере примерно 50 фунтов/кв.дюйм, по меньшей мере примерно 100 фунтов/кв.дюйм, по меньшей мере примерно 150 фунтов/кв.дюйм, по меньшей мере примерно 200 фунтов/кв.дюйм, по меньшей мере примерно 250 фунтов/кв.дюйм или по меньшей мере примерно 300 фунтов/кв.дюйм.
[0048] В некоторых вариантах реализации устройство сжатия создает в токоотводящем подузле сжимающие напряжения различной величины, включая: не более примерно 50 фунтов/кв.дюйм, не более примерно 100 фунтов/кв.дюйм, не более примерно 150 фунтов/кв.дюйм, не более примерно 200 фунтов/кв.дюйм, не более примерно 250 фунтов/кв.дюйм или не более примерно 300 фунтов/кв.дюйм.
[0049] В некоторых вариантах реализации величина силы, приложенной устройством сжатия к токоотводящему стержню, является достаточно большой для предотвращения, уменьшения или устранения зазоров между токоотводящим стержнем и катодным блоком. Путем устранения, уменьшения и/или предотвращения зазора устройство сжатия уменьшает КПН на алюминиевом электролизере и увеличивает эффективность отвода электрического тока из системы.
[0050] В некоторых вариантах реализации устройство сжатия создает результирующую деформацию в токоотводящем стержне в продольном (осевом) направлении, составляющую: по меньшей мере примерно -0,01%, по меньшей мере примерно -0,02%, по меньшей мере примерно -0,03%, по меньшей мере примерно -0,04%, по меньшей мере примерно -0,05%, по меньшей мере примерно -0,06%, по меньшей мере примерно -0,07%, по меньшей мере примерно -0,08%, по меньшей мере примерно -0,09%, по меньшей мере примерно -0,1%. В некоторых вариантах реализации устройство сжатия создает деформацию в токоотводящем стержне в продольном (осевом) направлении, составляющую: по меньшей мере примерно -0,1%, по меньшей мере примерно -0,15%, по меньшей мере примерно -0,2%, по меньшей мере примерно -0,25%, по меньшей мере примерно -0,3%, по меньшей мере примерно -0,35%, по меньшей мере примерно -0,4%, по меньшей мере примерно -0,45%, по меньшей мере примерно -0,5%, по меньшей мере примерно -0,55%, по меньшей мере примерно -0,6%, по меньшей мере примерно -0,65%, по меньшей мере примерно -0,7%, по меньшей мере примерно -0,75%, по меньшей мере примерно -0,8%, по меньшей мере примерно -0,85%, по меньшей мере примерно -0,9%, по меньшей мере примерно -0,95% или по меньшей мере примерно -1%.
[0051] В некоторых вариантах реализации устройство сжатия создает результирующую деформацию в токоотводящем стержне в продольном (осевом) направлении, составляющую: не более примерно -0,01%, не более примерно -0,02%, не более примерно -0,03%, не более примерно -0,04%, не более примерно -0,05%, не более примерно -0,06%, не более примерно -0,07%, не более примерно -0,08%, не более примерно -0,09%, не более примерно -0,1%. В некоторых вариантах реализации устройство сжатия создает деформацию в токоотводящем стержне в продольном (осевом) направлении, составляющую: не более примерно -0,1%, не более примерно -0,15%, не более примерно -0,2%, не более примерно -0,25%, не более примерно -0,3%, не более примерно -0,35%, не более примерно -0,4%, не более примерно -0,45%, не более примерно -0,5%, не более примерно -0,55%, не более примерно -0,6%, не более примерно -0,65%, не более примерно -0,7%, не более примерно -0,75%, не более примерно -0,8%, не более примерно -0,85%, не более примерно -0,9%, не более примерно -0,95% или не более примерно -1%.
[0052] В некоторых вариантах реализации устройство сжатия создает результирующую деформацию в токоотводящем стержне в поперечном направлении, составляющую: по меньшей мере примерно 0,01%, по меньшей мере примерно 0,02%, по меньшей мере примерно 0,03%, по меньшей мере примерно 0,04%, по меньшей мере примерно 0,05%, по меньшей мере примерно 0,06%, по меньшей мере примерно 0,07%, по меньшей мере примерно 0,08%, по меньшей мере примерно 0,09%, по меньшей мере примерно 0,1%. В некоторых вариантах реализации устройство сжатия создает деформацию в токоотводящем стержне в поперечном направлении, составляющую: по меньшей мере примерно 0,1%, по меньшей мере примерно 0,15%, по меньшей мере примерно 0,2%, по меньшей мере примерно 0,25%, по меньшей мере примерно 0,3%, по меньшей мере примерно 0,35%, по меньшей мере примерно 0,4%, по меньшей мере примерно 0,45%, по меньшей мере примерно 0,5%, по меньшей мере примерно 0,55%, по меньшей мере примерно 0,6%, по меньшей мере примерно 0,65%, по меньшей мере примерно 0,7%, по меньшей мере примерно 0,75%, по меньшей мере примерно 0,8%, по меньшей мере примерно 0,85%, по меньшей мере примерно 0,9%, по меньшей мере примерно 0,95% или по меньшей мере примерно 1%.
[0053] В некоторых вариантах реализации устройство сжатия создает результирующую деформацию в токоотводящем стержне в поперечном направлении, составляющую: не более примерно 0,01%, не более примерно 0,02%, не более примерно 0,03%, не более примерно 0,04%, не более примерно 0,05%, не более примерно 0,06%, не более примерно 0,07%, не более примерно 0,08%, не более примерно 0,09%, не более примерно 0,1%. В некоторых вариантах реализации устройство сжатия создает деформацию в токоотводящем стержне в поперечном направлении, составляющую: не более примерно 0,1%, не более примерно 0,15%, не более примерно 0,2%, не более примерно 0,25%, не более примерно 0,3%, не более примерно 0,35%, не более примерно 0,4%, не более примерно 0,45%, не более примерно 0,5%, не более примерно 0,55%, не более примерно 0,6%, не более примерно 0,65%, не более примерно 0,7%, не более примерно 0,75%, не более примерно 0,8%, не более примерно 0,85%, не более примерно 0,9%, не более примерно 0,95% или не более примерно 1%.
[0054] В одном варианте реализации устройство сжатия устанавливают при модернизации на существующие электролизеры. В одном варианте реализации устройство сжатия представляет собой компонент или часть электролизера. Необязательно, устройство сжатия изготавливают как единое целое со стенками электролизера, электрической ошиновкой электролизера, катодным узлом и/или токоотводящим подузлом или как их монтируемый/демонтируемый компонент.
[0055] По одному аспекту настоящего изобретения предлагается алюминиевый электролизер. Алюминиевый электролизер включает в себя: анод, катодный узел, жидкую среду (например, ванну солевого расплава) и устройство сжатия. В одном варианте реализации катодный узел включает в себя: катодный блок с пазом и токоотводящий подузел. В одном варианте реализации токоотводящий подузел по меньшей мере частично расположен в пазе катодного блока. В некоторых вариантах реализации токоотводящий подузел представляет собой стержень или стержень с соединительным материалом, который по меньшей мере частично охватывает (например, покрывает) этот стержень. В некоторых вариантах реализации устройство сжатия прикреплено к концу токоотводящего подузла и выполнено с возможностью сопряжения токоотводящего подузла с пазом катодного блока. По сути, устройством сжатия поддерживается поверхность раздела между токоотводящим подузлом и катодным блоком в пазе.
[0056] В некоторых вариантах реализации жидкая среда находится между анодом и катодным узлом. Алюминий получают в электролизере из этой жидкой среды (также называемой ванной расплава/электролита). В некоторых вариантах реализации металлический алюминий получают на поверхности раздела между жидкой ванной и жидким металлом, и по мере его образования жидкий алюминий накапливается сверху катодного блока.
[0057] По еще одному аспекту настоящего изобретения предлагается алюминиевый электролизер. В одном варианте реализации алюминиевый электролизер включает в себя: анод, катодный узел, ванну солевого расплава и устройство сжатия (например, устройство осевого сжатия). В одном варианте реализации катодный узел включает в себя катодный блок с пазом и токоотводящий подузел. В одном варианте реализации токоотводящий подузел включает в себя токоотводящий стержень и соединительный материал. В некоторых вариантах реализации токоотводящий подузел закреплен в пазу катодного блока. Ванна солевого расплава (например, электролит) находится между анодом и катодным блоком.
[0058] В одном варианте реализации устройство осевого сжатия включает в себя: упор и по меньшей мере один прикладывающий силу элемент. В одном варианте реализации прикладывающий силу элемент выполнен с возможностью прикрепления к концу токоотводящего стержня, в то время как упор удерживает элемент на месте. В одном варианте реализации прикладывающий силу элемент выполнен с возможностью создавать поперечное расширение токоотводящего стержня за счет приложения осевой силы к токоотводящему подузлу. В качестве неограничивающего примера поперечное расширение происходит в направлении, в общем перпендикулярном направлению осевой (продольной) силы. В некоторых вариантах реализации поперечное расширение токоотводящего стержня обеспечивает сопряжение токоотводящего подузла с пазом катодного блока. В качестве неограничивающего примера, по мере поперечного расширения токоотводящего стержня этот стержень сохраняет поверхность раздела между собой и пазом катодного блока. В одном варианте реализации прикладывающий силу элемент улучшает контакт между катодным блоком и токоотводящим стержнем на величину вплоть до примерно 2%.
[0059] В одном варианте реализации устройство сжатия включает в себя детектор сжатия. В некоторых вариантах реализации детектор сжатия находится между упором и прикладывающим силу элементом, и детектор сжатия выполнен с возможностью измерять силу, приложенную к токоотводящему стержню. В одном варианте реализации сжатие стержня измеряют на основе степени выхода стержня из стенки электролизера. В одном варианте реализации детектор сжатия измеряет длину токоотводящего стержня (например, величину, на которую токоотводящий стержень выступает из электролизера). В одном варианте реализации детектор сжатия измеряет ширину токоотводящего стержня (например, величину поперечного расширения стержня). В некоторых вариантах реализации результаты измерения детектором сжатия подаются в систему эксплуатации электролизера (не показана), например, в виде контура обратной связи в реальном времени, чтобы изменить величину сжатия. В некоторых вариантах реализации сжатие коррелируют на основе измеренной температуры электролизера, которая влияет на величину возможной деформации стержня (например, через ползучесть).
[0060] По следующему аспекту настоящего изобретения предлагаются способы изготовления алюминия. В одном варианте реализации способ изготовления алюминия включает следующие этапы: (a) получают алюминий в алюминиевом электролизере; (b) прикладывают силу к по меньшей мере одному концу токоотводящего подузла; и (c) поддерживают, благодаря этапу приложения силы, улучшенный контакт между пазом катодного блока и токоотводящим подузлом.
[0061] В некоторых вариантах реализации этап получения относится к пропусканию электрического тока от анода к катодному узлу через жидкую среду, чтобы получить алюминий в электролизере. В некоторых вариантах реализации этап приложения силы относится к приложению силы или давления к по меньшей мере одному концу токоотводящего подузла посредством устройства сжатия.
[0062] В одном варианте реализации способ включает в себя сопряжение токоотводящего подузла с катодным блоком, чтобы уменьшить катодное падение напряжения (КПН) на величину от примерно 10 мВ до примерно 100 мВ. В одном варианте реализации способ включает в себя поперечное расширение токоотводящего стержня посредством этапа приложения силы, чтобы поддержать и/или улучшить электрический контакт между токоотводящим стержнем и пазом катодного блока. В некоторых вариантах реализации результирующее электрическое сопротивление из-за устройства сжатия меньше первоначального электрического сопротивления (т.е. измеренного без силы от опоры). В некоторых вариантах реализации способ включает в себя регулировку приложенной силы, чтобы увеличить, уменьшить или поддерживать сжатие токоотводящего стержня при переменных или непрерывно поддерживаемых условиях. В одном варианте реализации способ включает в себя определение силы, приложенной к концу токоотводящего подузла.
[0063] Эти и другие аспекты, преимущества и новые признаки этой технологии отчасти изложены в нижеследующем описании и станут очевидными специалистам в данной области техники после его изучения совместно с фигурами, либо будут уяснены при практическом осуществлении вариантов реализации раскрытого изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0064] Фигура 1 - схематичный вид сбоку в разрезе одного варианта реализации алюминиевого электролизера с устройством сжатия, в соответствии с настоящим изобретением.
[0065] Фигура 2 - схематичный вид в разрезе другого варианта реализации алюминиевого электролизера с устройством сжатия, содержащим упор и прикладывающий силу элемент, в соответствии с настоящим изобретением.
[0066] Фигура 3 - схематичный, частичный вид в разрезе, иллюстрирующий другой вариант реализации алюминиевого электролизера с устройствами сжатия на обоих концах токоотводящих стержней, содержащими пружинные элементы на внутренних и внешних концах токоотводящего подузла, в соответствии с настоящим изобретением.
[0067] Фигуры 4А-4С изображают частичные схемы, иллюстрирующие различные варианты реализации катодного узла. На Фигуре 4А изображен вариант реализации устройства сжатия на обоих концах токоотводящих стержней, где внешние концы сжаты упором и пружиной, а внутренние концы сжаты расширяемым элементом (например, баллоном), в соответствии с настоящим изобретением. На Фигуре 4В изображен другой вариант реализации устройства сжатия, действующего на оба конца токоотводящего стержня, где токоотводящий стержень простирается по всей ширине катода. На Фигуре 4С изображен еще один вариант реализации катодного узла, где токоотводящий подузел имеет устройство сжатия (например, пружинный элемент или расширяемый баллон), оказывающее сжимающее усилие на внутренние концы катодного токоотводящего подузла, и внешний относительно катодного блока анкер, поддерживающий положение токоотводящего стержня в пазе катода.
[0068] Фигуры 5А-5В изображают расширяемый элемент, имеющий газовую полость до расширения и после расширения (5А) и газ с расширяемым элементом до и после расширения (5В).
[0069] Фигура 6 изображает вариант реализации расширяемого элемента между двумя внутренними концами токоотводящего стержня, с инертным материалом между концом токоотводящего стержня и расширяемым элементом.
[0070] Фигуры 7А-7Е изображают различные варианты реализации устройства сжатия на внутренних концах токоотводящих стержней. На Фигуре 7А изображен вариант реализации, содержащий баллон с твердым материалом (иногда называемый дисперсным субстратом и/или инертным материалом) с обеих сторон от баллона. На Фигуре 7В изображен вариант реализации, содержащий смежные друг другу множественные баллоны (три), простирающиеся по зазору между токоотводящими стержнями. На Фигуре 7С изображен вариант реализации, содержащий множественные баллоны устройства сжатия между стержнями, где баллоны разделены твердым материалом в зазорах. На Фигуре 7D изображен вариант реализации двух катодных токоотводящих стержней с одним баллоном между их внутренними концами. На Фигуре 7Е изображен вариант реализации, в котором конец катодного токоотводящего стержня имеет устройство сжатия (расширяемый элемент) на внутреннем конце токоотводящего стержня (например, составляющий единое целое с ним, выполненный заодно или прикрепленный к нему).
[0071] Фигуры 8А и 8В изображают приведенные бок о бок виды с местным разрезом паза катодного узла "до" того, как по меньшей мере одно устройство сжатия установлено на место (слева), по сравнению с состоянием "после" того, как устройство сжатия установлено на место (справа), причем на Фигурах 8А и 8В изображено сопряжение катодного токоотводящего стержня с пазом катода (с результирующим увеличением электрического контакта компонентов электролизера).
[0072] Фигуры 9А и 9В изображают виды сбоку с местным разрезом места контакта между компонентами катодного узла при рабочих условиях: без устройства сжатия, прикладывающего силу к токоотводящему стержню (Фигура 9А), и с устройством сжатия (Фигура 9В), прикладывающим силу к токоотводящему стержню, в соответствии с настоящим изобретением. На Фигуре 9В стрелками внутри токоотводящего стержня показано направление ползучести в стержне (и, таким образом, поперечного перемещения боковых сторон стержня) из-за давления (или усилия), оказываемого устройством сжатия на конец токоотводящего стержня.
[0073] Фигуры 10А-10D изображают дополнительные варианты типов зазоров между пазом катода и токоотводящими стержнями до и после того, как устройства сжатия установлены на место. На каждой из фигур приведен вид в увеличенном масштабе части поверхности раздела (например, границы) между катодным блоком/пазом катода и токоотводящим стержнем. На Фигурах 10А и 10В изображены варианты закрывания более крупных макроскопических зазоров (например, достаточно больших, чтобы их можно было увидеть) между блоком и стержнем, в то время как на Фигурах 10С и 10D изображено улучшение контакта между неровностями меньшего масштаба на поверхностях (например, небольшими выступами на поверхностях, такими как из-за шероховатости или неровности поверхности). На Фигурах 10А и 10С изображена поверхность раздела блока и стержня до использования устройства сжатия, в то время как на Фигурах 10В и 10D изображена поверхность раздела блока и стержня после того, как устройство сжатия приложило силу к стержню для увеличения площади поверхности контакта.
[0074] Фигура 11 изображает частичный вид в разрезе алюминиевого электролизера по Фигуре 4, где стрелками изображено общий поток/путь электрического тока через определенные компоненты электролизера.
[0075] Фигура 12 изображает падение напряжения в различных компонентах электролизера (углеродный катодный блок, стык между катодом и токоотводящим подузлом, часть токоотводящего стержня, смежная с углеродным катодным блоком (например, заделанная в него) (стержень внутри) и внешний конец токоотводящего стержня, проходящий наружу из углеродного катодного блока туда, где электрическая ошиновка отводит ток из электролизера (стержень снаружи)). По горизонтальной оси отложены изменения между электролизными сериями на различных металлургических заводах.
[0076] Фигура 13 - графическое изображение того, как необходимое для ползучести в токоотводящем стержне механическое напряжение уменьшается с увеличением температуры, экстраполировано до рабочей температуры электролизной ванны. Механическое напряжение (МПа), необходимое, чтобы вызвать 1% ползучести в течение одного года, приведено как функция от температуры (°С).
[0077] Фигура 14А изображает различия в термическом расширении разных компонентов катода и токоотводящего стержня, построенные как зависимость расширения (%) от температуры (°С).
[0078] Фигура 14В изображает пример вычисленного натяга, который возникает между катодом (катодным блоком) и токоотводящим стержнем (чугун и сталь), построенный как зависимость расстояния (мм) от температуры (°С). Отрицательные значения представляют зазор.
[0079] Фигура 14С изображает частичный вид сбоку в разрезе катода и токоотводящего узла, иллюстрирующий разницу в температуре при переходе от внутреннего конца токоотводящего стержня (~900°С) к внешнему концу токоотводящего стержня (~800°С).
[0080] Фигура 15А изображает два устройства сжатия в виде расширяемых элементов, а Фигура 15В изображает расширяемые баллоны в расширенном состоянии, с выгнутыми в направлении наружу стенками.
[0081] Фигура 16 изображает примерный вид сбоку в сечении расширяемых баллонов, используемых в испытании, показанном на Фигуре 17.
[0082] Фигура 17 изображает испытание двух расширяемых баллонов, показывая манометрическое давление (фунты/кв.дюйм) как функцию от времени (дни).
[0083] Фигура 18 изображает вид сверху расширяемого элемента из второго испытания.
[0084] Фигура 19 изображает результирующие манометрическое давление (фунты/кв.дюйм) и температуру (°С) как функцию от времени (дни).
[0085] Фигура 20 изображает компоненты из Примера 5, включая раму, баллон (устройство сжатия) и компонент токоотводящего стержня, перед сборкой в испытательную конструкцию.
[0086] Фигура 21 изображает собранную конструкцию Примера 5 перед испытанием.
[0087] Фигура 22 изображает собранную конструкцию Примера 5 после испытания.
[0088] Фигура 23 - графическое представление зависимости давления и температуры от времени (в днях) для Примера 5.
[0089] Различные из отмеченных здесь выше новаторских аспектов могут быть объединены, чтобы получить электролизеры и способы их работы для более эффективного и рационального производства алюминия при снижении потребления электричества, что снижает эксплуатационные затраты.
[0090] Эти и другие аспекты, преимущества и новые признаки изобретения отчасти указаны в нижеследующем описании и станут очевидными специалистам в данной области техники после его изучения совместно с фигурами, либо могут быть уяснены при практическом осуществлении вариантов реализации изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
[0091] Теперь более подробно рассмотрим сопровождающие чертежи, которые по меньшей мере помогают проиллюстрировать различные соответствующие варианты реализации настоящего изобретения.
[0092] Обращаясь к Фигурам 1 и 2, там в общем показаны варианты реализации электролизера. При получении алюминия электролизер 10 производит алюминий (например, технически чистый алюминий) при рабочих условиях. В некоторых вариантах реализации компоненты электролизера 10 заключены внутри стенки 50 (например, внешней оболочки), которая имеет внутри огнеупорные блоки (или материал) 42 для изоляции системы и защиты внешней среды от утечек горячей электролитической ванны и/или алюминия. В некоторых вариантах реализации электролизер 10 включает в себя анод 12, катодный узел 14, жидкую среду 22 и устройство 24 сжатия.
[0093] В некоторых вариантах реализации катодный узел 14 относится к токоотводящему подузлу 20 и катоду 16. Токоотводящий подузел 20 относится к токоотводящему стержню, соединительному материалу и любому электрическому подузлу для передачи электричества за пределы электролизера. В некоторых вариантах реализации катод 16 и токоотводящий подузел 20 находятся в сопряженном положении, когда токоотводящий подузел 20 по меньшей мере отчасти удерживается в пазу 18 катода 16. В некоторых вариантах реализации концы токоотводящего стержня (стержней) выходят из огнеупора 42 и стенки 50. Катод 16 относится к углеродному катоду в форме блока. В качестве неограничивающего примера катод 16 находится на основании алюминиевого электролизера 10. В некоторых вариантах реализации катод 16 проводит электрический ток и передает электрический ток (т.е. через свое тело) на выход электролизера 10 через электрическую ошиновку (электрическая ошиновка не показана). В некоторых вариантах реализации ток входит в катод 16 из жидкой среды 22 (например, расплавленного электролита). В некоторых вариантах реализации ток входит в катод 16 из слоя 36 металлического алюминия (который образовался поверх катода 16) во время работы электролизера (производства алюминия). Во время работы алюминий 36 (т.е. слой металла) образуется на поверхности катода 16 (см., например, Фигуры 1 и 2).
[0094] В некоторых вариантах реализации алюминиевый электролизер 10 имеет больше одного стержня, например, двадцать, сорок или восемьдесят. В некоторых вариантах реализации анод 12 подводит электрический ток в электролизер 10 и в жидкую среду 22. В качестве неограничивающего примера жидкая среда 22 включает электролит в виде солевого расплава, а также в общем случае любые промежуточные продукты, побочные продукты или продукты, образовавшиеся в процессе реакции глинозема до алюминия. В некоторых вариантах реализации электролит включает криолит (Na3AlF6) и глинозем (Al2O3). В жидкой среде 22 электрический ток способствует получению алюминия 16 внутри электролизера 10. Электрический ток выходит из электролизера 10 через катодный узел 14.
[0095] В некоторых вариантах реализации катод 16 изготовлен из одного или более известных и принятых материалов. В одном варианте реализации катод 16 представляет собой углерод. В некоторых вариантах реализации катод 16 имеет паз 18. В некоторых вариантах реализации паз 18 выполнен заранее с нижней стороны катода 16. В некоторых вариантах реализации паз 18 имеет достаточный габаритный размер, чтобы в него по меньшей мере частично вошел токоотводящий подузел 20. В некоторых вариантах реализации паза практически окружает (охватывает) стержень. В некоторых вариантах реализации паз охватывает часть стержня (не все его стороны) (т.е. нижняя часть открыта). В некоторых вариантах реализации устройство 24 сжатия прикреплено к внешнему концу и/или внутреннему концу токоотводящего стержня (токоотводящего подузла).
[0096] В некоторых вариантах реализации устройство 24 сжатия оказывает усилие (или давление) на по меньшей мере один конец токоотводящего стержня 52, в результате чего конец (концы) токоотводящего стержня толкаются внутрь (например, в осевом направлении). В некоторых вариантах реализации твердый токоотводящий стержень 52 поэтому расширяется в поперечном направлении (например, в общем перпендикулярном направлению действия силы).
[0097] Обращаясь к Фигуре 2, вариант реализации устройства сжатия изображен как устройство 28 осевого сжатия и прикладывающий силу элемент 34. В некоторых вариантах реализации устройство 28 осевого сжатия насаживается на конец токоотводящего подузла 20 и имеет достаточную прочность (например, жесткость), чтобы позволить прикладывающему силу элементу 34 расширяться между концом токоотводящего подузла 20 и устройством 28 осевого сжатия. В некоторых вариантах реализации устройство сжатия находится на внешних концах и внутренних концах токоотводящего стержня. В некоторых вариантах реализации внутренние концы разделены проставочным материалом 62. В одном варианте реализации проставочный материал включает нереакционноспособный материал, который не разрушается при рабочих условиях. В качестве неограничивающих примеров проставочный материал может включать керамические материалы, огнеупорные материалы или тому подобное и может находится в дисперсном виде (частицы) или твердом виде (блок) между концами катодных стержней.
[0098] Обращаясь к Фигуре 3, токоотводящий подузел 20 включает токоотводящий стержень 52 и соединительный материал 54 (например, медный вкладыш и/или стык). Обращаясь к Фигуре 3, токоотводящий подузел 20 относится к стержню 52 (т.е. не закрытому соединительным материалом). На Фигуре 3 изображен вариант реализации устройства 24 сжатия, в котором устройства 24 сжатия содержат пружины 32, находящиеся на обоих концах токоотводящего стержня 52 (внутреннем конце 52а и внешнем конце 52b). В этом варианте реализации между концами стержней имеется одна пружина 32, которая удерживается внутри паза блока. В некоторых вариантах реализации устройство 24 сжатия прикреплено к части конца токоотводящего стержня 52 в положении, не мешающем электрической ошиновке (не показана). На Фигуре 3 упор(ы) 30 на внешних пружинах 32 не показаны.
[0099] На Фигуре 4А изображены два варианта реализации устройств сжатия: (1) пружина 32 и упор 30 на внешних концах и (2) расширяемый баллон на внутренних концах. В одном варианте реализации пружина 32 и упор 30 используются вместе с двумя токоотводящими стержнями 52, имеющими расширяемый элемент 56 (например, баллон или твердый материал) или между концами, которые расположены в пазе 18 катода 16. В некоторых вариантах реализации между концами токоотводящих стержней (например, как показано на Фигуре 2) имеется твердый проставочный материал (например, жесткий материал), представляющий собой дополнительный соединительный материал, огнеупорный материал или нереакционноспособный материал. В одном варианте реализации устройство 24 сжатия прикрепляется к внешним концам токоотводящих стержней, так как они выступают из стенки 50 электролизера.
[00100] На Фигуре 4В изображен альтернативный катодный узел, в котором токоотводящий стержень 52 проходит от одного конца катода 16 до другого конца катода 16 (т.е. токоотводящий стержень не имеет "внутреннего конца"). Обращаясь к Фигуре 4В, устройство 24 сжатия на внешних концах токоотводящего стержня 52 представляет собой пружину 32 и упор 32. В альтернативном варианте реализации один внешний конец включает устройство сжатия, в то время как другой внешний конец включает анкер 70 и/или упор 30 (т.е. чтобы ограничить осевое перемещение).
[00101] Обращаясь к Фигуре 4С, там показан еще один вариант реализации. На Фигуре 4С изображены два токоотводящих стержня в катодном узле, где внутренние концы примыкают к сжимающему устройству (например, пружине или расширяемому баллону). В некоторых вариантах реализации токоотводящие стержни включают анкеры 70, которые удерживают стержни 52 на месте (например, если на внешних концах нет сжимающих устройств). В некоторых вариантах реализации свободное перемещение наружу стержней 52 ограничивается анкерами 70, которые прикреплены/заделаны в футеровку 42 электролизной ванны, т.е. посредством анкеров 70. Как показано на Фигуре 4С, в некоторых вариантах реализации анкеры 70 прикреплены к токоотводящим стержням 52 внутри электролизера 10 (т.е. внутри футеровки 42), но снаружи от катода (т.е. подальше от нагрева). В других вариантах реализации анкеры 70 могут быть прикреплены к концам или боковым сторонам токоотводящих стержней 52 снаружи от стенки 50 электролизера.
[00102] Обращаясь к Фигуре 5А, там изображен расширяемый элемент (иногда называемый металлическим телом или баллоном). На Фигуре 5А показано состояние "до" нагрева (слева) по сравнению с состоянием "после" нагрева (справа). Фигура 5А включает газ во внутренней полости, который расширяется, толкая боковую стенку 58 в направлении наружу.
[00103] Обращаясь к Фигуре 5В, расширяемый элемент включает газ 60 и расширяемый материал 64 (слева). После нагревания расширяемый материал 64 расширяется (за счет фазового превращения и/или химического разложения), и газ расширяется (например, по закону идеального газа), увеличивая внутренний объем внутренней полости и толкая стенки 58 наружу. В некоторых вариантах реализации расширяемый материал 64 полностью превращается в газ (после нагрева в полости не остается твердого вещества/частиц, как на Фигуре 5В). В некоторых вариантах реализации расширяемый материал 64 разрушается или превращается в один или более составов, при этом некоторый твердый материал в полости остается (например, после нагрева).
[00104] Обращаясь к Фигуре 6, сжимающее устройство 30 включает в себя расширяемый элемент 56, который расположен между концами двух катодных токоотводящих стержней 52. Как изображено на Фигуре 6, между боковой стенкой 58 расширяемого элемента 56 и концом токоотводящего стержня 52 предусмотрен твердый проставочный материал 62. Как изображено на Фигуре 6, расширяемый баллон включает в себя расширяемый материал 64 (например, в твердой, дисперсной форме). В некоторых вариантах реализации проставочный материал и/или расширяемый баллон окружает гильза 66, чтобы ограничить поверхностные взаимодействия материалов и обеспечить легкое удаление расширяемого баллона из отработавшей футеровки электролизной ванны после того, как электролизер выключен. В некоторых вариантах реализации, где проставочный материал 62 является дисперсным, гильза 66 удерживает эти частицы 62.
[00105] Обращаясь к Фигурам 7А-7Е, там изображены различные варианты реализации конструкции "баллон - стержень". На Фигуре 7А показана конструкция, аналогичная изображенной на Фигуре 6, за исключением того, что внутренняя полость содержит газ. На Фигуре 7В изображена конструкция с множественными расширяемыми баллонами, показывая четыре расширяемых баллона 58, установленных между концами токоотводящих стержней 52, при этом внешние баллоны непосредственно соприкасаются с внутренними концами токоотводящего стержня 52. На Фигуре 7С изображена альтернативная конструкция, где между поверхностями баллонов и концами катодных токоотводящих стержней находится проставочный материал 62, так что боковая стенка баллона 58 соприкасается с проставочным материалом 62, а проставочный материал соприкасается со стержнем. На Фигуре 7С также проставочный имеется материал 62, находящийся между и соприкасающийся с двумя расширяемыми элементами 56. Фигуре 7D имеется небольшой зазор между расширяемым баллоном и токоотводящим стержнем, с окружающей расширяемый баллон 56 гильзой 66. В некоторых вариантах реализации заключение баллона 56 внутри гильзы 66 позволяет отделять баллон от отработавшей футеровки электролизной ванны после завершения электролиза. На Фигуре 7Е расширяемый элемент 56 изображен как часть токоотводящего стержня 52 (т.е. на конце токоотводящего стержня). В некоторых вариантах реализации токоотводящий стержень выполнен как единое целое с расширяемым баллоном на его конце. В некоторых вариантах реализации расширяемый баллон прикреплен к концу токоотводящего стержня. В некоторых конструкциях, когда токоотводящий стержень имеет на своем конце расширяемый баллон, токоотводящие стержни: непосредственно контактируют друг с другом, контактируют друг с другом через гильзу 66 между концами токоотводящих стержней (расширяемых элементов) и/или контактируют друг с другом через проставочный материал 62 между концами токоотводящих стержней (расширяемых элементов).
[00106] В некоторых вариантах реализации устройство 24 сжатия приспособлено для сопряжения токоотводящего подузла 20 с пазом 18 катода 16. Употребляемый здесь термин "сопряжение" означает приспосабливание формы и/или размера первого материала к форме и/или размеру второго материала. Например, токоотводящий стержень 52 сопрягается с пазом 18 катода 16 вследствие увеличенной величины осевой силы, приложенной к концу токоотводящего подузла 20.
[00107] В некоторых вариантах реализации, первоначально, небольшое количество токоотводящего стержня находится в контакте с пазом, что приводит к плохим рабочим характеристикам электролизера. После сопряжения форма токоотводящего стержня 52 более точно соответствует размеру и/или форме паза, что приводит к увеличенной степени прямого контакта (места контакта) между токоотводящим стержнем и пазом. Эта увеличенная степень контакта способствует улучшению рабочих характеристик электролизера 10. Степень сопряжения токоотводящего узла 20 с пазом 18 измеряется по уменьшению катодного падения напряжения. Это указывает на хорошее прикрепление/место соединения и, таким образом, сопряжение. В некоторых вариантах реализации катодное падение напряжения, как правило, составляет порядка от примерно 200 мВ до примерно 500 мВ во время работы алюминиевого электролизера 10. Считается, что, по меньшей мере примерно до 100 мВ непосредственно связано с плохим (слабым) электрическим контактом (между пазом 18 катода 16 и токоотводящим стержнем 52).
[00108] В другом варианте реализации устройство сжатия, предназначенное для толкания токоотводящих стержней, содержит расширяемый элемент (например, находящийся под давлением баллон, в виде надувной камеры, сильфона или диафрагмы). Исходя из закона идеального газа, увеличение температуры с окружающей до рабочей (с 20°С до 900°С) служит увеличению давления газа внутри баллона. В результате оценено, что давление внутри баллона составляет по меньшей мере 4 атмосферы в абсолютном исчислении. Однако это давление может уменьшаться из-за потери кислорода (например, на ржавление) и последующего увеличения объема баллона (например, расширения металла).
[00109] В другом варианте реализации достижимы давления, превышающие 4 атмосферы, за счет накачки баллона заранее. В одном варианте реализации баллон предварительно накачивают до манометрического давления: по меньшей мере примерно 5 фунтов/кв.дюйм, по меньшей мере примерно 10 фунтов/кв.дюйм, по меньшей мере примерно 15 фунтов/кв.дюйм, по меньшей мере примерно 20 фунтов/кв.дюйм, по меньшей мере примерно 25 фунтов/кв.дюйм, по меньшей мере примерно 30 фунтов/кв.дюйм, по меньшей мере примерно 35 фунтов/кв.дюйм, по меньшей мере примерно 40 фунтов/кв.дюйм, по меньшей мере примерно 45 фунтов/кв.дюйм, по меньшей мере примерно 50 фунтов/кв.дюйм, по меньшей мере примерно 55 фунтов/кв.дюйм, по меньшей мере примерно 60 фунтов/кв.дюйм, по меньшей мере примерно 65 фунтов/кв.дюйм, по меньшей мере примерно 70 фунтов/кв.дюйм, по меньшей мере примерно 75 фунтов/кв.дюйм, по меньшей мере примерно 80 фунтов/кв.дюйм, по меньшей мере примерно 85 фунтов/кв.дюйм, по меньшей мере примерно 90 фунтов/кв.дюйм, по меньшей мере примерно 95 фунтов/кв.дюйм или по меньшей мере примерно 100 фунтов/кв.дюйм.
[00110] В другом варианте реализации можно достичь давлений, превышающих 4 атмосферы, заранее накачав баллон. В одном варианте реализации баллон предварительно накачивают до манометрического давления: не более чем примерно 5 фунтов/кв.дюйм, не более чем примерно 10 фунтов/кв.дюйм, не более чем примерно 15 фунтов/кв.дюйм, не более чем примерно 20 фунтов/кв.дюйм, не более чем примерно 25 фунтов/кв.дюйм, не более чем примерно 30 фунтов/кв.дюйм, не более чем примерно 35 фунтов/кв.дюйм, не более чем примерно 40 фунтов/кв.дюйм, не более чем примерно 45 фунтов/кв.дюйм, не более чем примерно 50 фунтов/кв.дюйм, не более чем примерно 55 фунтов/кв.дюйм, не более чем примерно 60 фунтов/кв.дюйм, не более чем примерно 65 фунтов/кв.дюйм, не более чем примерно 70 фунтов/кв.дюйм, не более чем примерно 75 фунтов/кв.дюйм, не более чем примерно 80 фунтов/кв.дюйм, не более чем примерно 85 фунтов/кв.дюйм, не более чем примерно 90 фунтов/кв.дюйм, не более чем примерно 95 фунтов/кв.дюйм или не более чем примерно 100 фунтов/кв.дюйм.
[00111] В другом варианте реализации внутрь баллона «запаивают» небольшое количество материала, причем этот материал способствует увеличению давления по мере его нагрева (например, при фазовом превращении в газ). Например, MgCO3 выделяет газ CO2 вблизи 350°С.
[00112] В некоторых вариантах реализации баллон используют с наполнителями 62 (иногда называемыми дисперсными субстратами, или инертным материалом) между боковинами баллона и/или внутренними концами токоотводящих стержней. Наполнители в общем выбирают из твердых материалов, которые сохраняют устойчивость (например, жесткость) при повышенных температурах. Неограничивающие примеры наполнителей включают пластинчатый глинозем, медь и т.п. В некоторых вариантах реализации баллоны сваривают закрытыми, хотя можно применять и другие способы герметизации баллонов.
[00113] На Фигуре 8А-8В приведен вид сбоку в разрезе стержня 52 в пазе 18. На Фигуре 8А изображен зазор или небольшая площадь поверхности стыка/поверхности раздела (Фигура 8А, слева) по сравнению с большой поверхностью раздела/площадью поверхности стыка (Фигура 8В справа) после того, как устройство сжатия выполнило сопряжение токоотводящего подузла (включая стержень и соединительный материал) с пазом 18 катода 16.
[00114] На Фигуре 9А-9В приведен частичный вид спереди в разрезе. На Фигуре 9А изображен зазор, в то время как на Фигуре 9В изображено осевое сжатие вдоль продольной оси (пунктирная линия) стержня 52 и результирующее поперечное расширение (стрелки, идущие наружу от пунктирной оси) в целом в перпендикулярном направлении к продольной оси. В некоторых вариантах реализации устройство 24 сжатия действует на токоотводящий стержень 52 практически вдоль продольной оси токоотводящего стержня 52, параллельно оси длинного, в целом прямоугольного стержня. В некоторых вариантах реализации по мере приложения силы к его концу токоотводящий подузел 20 аксиально сжимается внутрь, к внутреннему пространству электролизера 10. В некоторых вариантах реализации при осевом сжатии на одном конце происходит компенсация и токоотводящий подузел 20 расширяется в направлении, в целом перпендикулярном продольной оси, в практически поперечном направлении к приложенной силе. В результате токоотводящий подузел 20 расширяется поперек, подходя ближе к и сопрягаясь с пазом 18 катода 16. Кроме того, устройство 24 сжатия адекватно рассчитано, чтобы продолжать прикладывать силу, требуемую для сопряжения токоотводящего стержня с пазом 18 при условиях работы внутри алюминиевого электролизера.
[00115] Обращаясь к Фигуре 9В, вместе с устройством 24 сжатия применяется детектор 38 сжатия. Детектор 38 сжатия (например, датчик) включает щуп перемещения, который обнаруживает степень сжатия токоотводящего подузла 20. В некоторых вариантах реализации это измерение выполняется путем измерения относительной длины токоотводящего стержня 52, когда он выступает из стенки электролизера 10. В некоторых вариантах реализации сжатие определяют путем измерения силы, которая приложена устройством 24 сжатия к концу токоотводящего подузла 20, и корреляции ее со свойствами материала устройства 24 сжатия, чтобы определить степень сжатия внутри токоотводящего подузла 20. В некоторых вариантах реализации, если прикладывающим силу элементом является пружина 32, силу можно определять, измеряя сжатие пружины, либо изменение в сжатии, из расслабленного состояния.
[00116] В некоторых вариантах реализации деформация, вызванная в токоотводящем стержне 52 устройством 24 сжатия, приводит к частичному или полному закрытию зазоров между противоположными поверхностями в стыке. Увеличение величины площади контакта между подкомпонентами катода 16 уменьшает электрическое контактное сопротивление, что облегчает протекание электричества от одного материала к другому (т.е. с меньшим сопротивлением).
[00117] На Фигурах 10А и 10В приведены виды до и после большого макроскопического зазора между катодом 16 и токоотводящим стержнем 52. В этом примере после того, как устройство сжатия установлено на место, зазор оказывается полностью закрытым. В другом примере, когда поверхности являются неровными, как изображено на Фигурах 10С и 10D, частота и/или степень контакта между катодом 16 и стержнем 52 увеличивается между этими меньшими неровностями, но небольшие зазоры между неровными поверхностями полностью не устраняются. В некоторых вариантах реализации увеличение площади контакта происходит на поверхности раздела между: (a) пазом и соединительным материалом; (b) соединительным материалом и стержнем; (c) стержнем и пазом (при отсутствии соединительного материала); и (d) их сочетаниями.
[00118] На Фигуре 11 изображен примерный путь электрического тока из катодного блока по мере его протекания к концам токоотводящих стержней. Электрический ток показан стрелками. В некоторых вариантах реализации токоотводящий стержень 52 собирает электрический ток из электролизера 10 (через катод 16) и выводит этот электрический ток наружу из электролизера 10. В некоторых вариантах реализации токоотводящий стержень 52 изготовлен из различных проводящих материалов. В качестве примера, токоотводящий стержень 52 изготовлен из металлических материалов для проведения электричества. В некоторых вариантах реализации токоотводящий стержень 52 включает соединительный материал 54, проходящий вдоль части поверхности этого стержня 52. Соединительный материал 54 относится к проводящему материалу, который способствует лучшему прикреплению и электрическому контакту. В некоторых вариантах реализации соединительный материал находится между поверхностью токоотводящего стержня 52 и пазом 18 катода 16. Неограничивающие примеры соединительных материалов 54 включают: металлические листы, чугун, медь и/или клеи. В некоторых вариантах реализации токоотводящий подузел 20 частично расположен в пазе 18, чтобы сделать возможным отвод электрического тока из электролизера 10.
[00119] Обращаясь к Фигурам 1-4, токоотводящий подузел 20 выходит из стенки 50 электролизера 10, отводя электрический ток из электролизера 10. Электрический ток отводится из токоотводящего подузла 20 и, таким образом, алюминиевого электролизера 10 при помощи электрической ошиновки (не показана).
[00120] В некоторых вариантах реализации устройство 24 сжатия способствует поверхности раздела 26 (или поверхности), образующей общую границу между двумя материалами. В некоторых вариантах реализации поверхность раздела 26 токоотводящего подузла 20 и паза 18 катода 16 улучшается, так как токоотводящий подузел 20 сопрягается с пазом 18, в результате чего электрический ток более эффективно передается от катода 16 в токоотводящий подузел 20 (т.е. небольшой вклад в катодное падение напряжения (КПН)). Под "улучшением" речь идет о повышении величины площади, где подузел и поверхность паза находятся в непосредственном контакте.
[00121] Также предлагается способ изготовления алюминия. В одном варианте реализации способ включает в себя следующие этапы: получение алюминия в электролизере при сжатии токоотводящего подузла (например, за счет приложения силы). Силу прикладывают перед или одновременно с работой электролизера. Этап сжатия выполняют одновременно и/или последовательно с получением алюминия. В некоторых вариантах реализации этап приложения силы относится к поперечному расширению токоотводящего стержня. В некоторых вариантах реализации поддерживают поверхность раздела между стержнем и пазом. В некоторых вариантах реализации это выполняют путем отслеживания и/или определения силы, приложенной устройством сжатия. В некоторых вариантах реализации, если уровень сжатия не является постоянным, приложенную силу регулируют путем увеличения и/или уменьшения степени осевого (продольного) сжатия. Способ также включает в себя этап сопряжения токоотводящего подузла с пазом катода.
ПРИМЕРЫ: ПОЛЗУЧЕСТЬ И РАСШИРЕНИЕ В МАТЕРИАЛАХ КАТОДНОГО УЗЛА
[00122] Чтобы определить минимальную величину силы, необходимой для получения подходящей ползучести в токоотводящих стержнях при рабочих условиях, были проведены эксперименты по определению скорости ползучести в зависимости от периодов времени для образцов уменьшенного масштаба из стали токоотводящего стержня в рабочих условиях при приложении внешней силы.
[00123] В некоторых вариантах реализации, при рабочих условиях электролизера, слишком маленькая сила не может вызвать достаточной деформации для снижения КПН, в то время как слишком большая сила может вызвать деформацию стержня до такой степени, что разрушится (углеродный) катодный блок. В других вариантах реализации величина силы может нарушить упругость/пружинистость устройства сжатия, что может привести к выходу стержня из контакта из-за ползучести при последующих прогонах/операциях (т.е. недостаточному сжатию).
[00124] На Фигуре 12 изображены результаты моделирования потери напряжения на различных компонентах с (контактным) сопротивлением стыка, регулируемым для согласования средних измеренных значений КПН для ряда электролизных серий на различных предприятиях с разными типами электролизных ванн.
[00125] На Фигуре 13 изображено то, как механическое напряжение, необходимое для ползучести в токоотводящем стержне, уменьшается с увеличением температуры, экстраполировано до рабочих температур электролизера, построено как график зависимости механического напряжения от температуры.
[00126] В исследуемой системе алюминиевый электролизер работает при высоких температурах и предпочтительно имеет низкую скорость ползучести. Считается, что для низких скоростей ползучести и высокой температуры хорошей моделью вторичной ползучести является уравнение Харпера-Дорна для переползания дислокаций. Уравнение этого следующее:
[00127] При экспериментальных рабочих условиях все параметры в уравнении являются практически постоянными, за исключением скорости деформации (ε) и напряжения (σ), и в уравнении они прямо пропорциональны.
[00128] На Фигуре 14А изображена различная степень термического расширения материала катодного блока по сравнению с материалами токоотводящего подузла (сталь и чугун) при разных температурах. На Фигуре 14В приведен пример вычисленного зазора (расстояния, измеренного в мм) в зависимости от температуры (°С). На Фигуре 14С показано, что в рабочих условиях токоотводящий стержень (изображенной конструкции) обладает по своей длине разными температурами (например, ~900°С ближе к внутреннему концу и ~800°С ближе к внешнему концу, т.е. возле того места, где стержень покидает катодный блок, но по-прежнему внутри стенки электролизера).
ПРИМЕР 1: СТЕНДОВОЕ ИСПЫТАНИЕ НА ПОЛЗУЧЕСТЬ МАТЕРИАЛА ТОКООТВОДЯЩЕГО СТЕРЖНЯ
[00129] Стендовые испытания проводили, чтобы определить ползучесть при воздействии определенной нагрузки/силы на токоотводящие стержни. В каждом испытании пруток длиной два дюйма и диаметром ¾ дюйма из стали 1018 нагружали весом 50 фунтов (113 фунтов/кв.дюйм). Были проведены два испытания, причем один образец удерживали в состоянии сжатия в течение одной недели при примерно 930°С, а другой образец удерживали в состоянии сжатия в течение двух недель при примерно 930°С.
[00130] Полученные в результате испытательные образцы стали немного короче и шире. Первый образец дал скорость осевой деформации 0,0015%/час. Второй образец дал скорость осевой деформации 0,0012%/час. Скорость расширения, которая необходима для улучшения стыка, составила 0,0019%/час для первого образца и 0,00074%/час для второго образца. Необходимо отметить, что в первом испытании диаметры измерялись с меньшей точностью, что может объяснить высокое по сравнению со вторым образцом значение 0,0019%/час. Эти результаты указывают на то, что при приложении приемлемых сил к токоотводящему стержню достижимо расширение стержня в пазе катодного блока. В результате увеличивается электрический контакт, уменьшается сопротивление стыка и уменьшается КПН.
ПРИМЕР 2: СТЕНДОВОЕ ИСПЫТАНИЕ УСТРОЙСТВА СЖАТИЯ (РАСШИРЯЕМЫЕ БАЛЛОНЫ)
[00131] На Фигурах 15А и 15В приведен вид в перспективе двух расширяемых элементов (например, стальных баллонов), показанных бок о бок. Хотя эти баллоны являются прямоугольными, возможны и другие формы. На Фигуре 15А изображены баллоны до расширения, а на Фигуре 15В изображены баллоны после расширения.
ПРИМЕР 3: СТЕНДОВОЕ ИСПЫТАНИЕ УСТРОЙСТВА СЖАТИЯ (РАСШИРЯЕМЫЙ БАЛЛОН)
[00132] Был изготовлен другой набор расширяемых элементов, оба с закругленными краями, как изображено на виде в сечении по Фигуре 16. Оба баллона содержали 1 грамм MgCO3, который высвобождал CO2, что приводило к увеличению давления между 350°С и 450°С. Баллон 1 был изготовлен из углеродистой стали со стенками 1/4 дюйма, в то время как Баллон 2 был изготовлен из нержавеющей стали со стенками 1/8 дюйма. В каждом баллоне стенки были герметизированы сварными швами. На Фигуре 17 приведен график, который иллюстрирует изменение давления в двух баллонах с течением времени (задержки). В то время как Баллон 2 разрушился (не выдержал давления) из-за ненадлежащего сварного шва, Баллон 1 сохранил значительное давление в течение всего периода опыта.
ПРИМЕР 4
[00133] Обращаясь к Фигурам 18 и 19, изготовил другой стальной баллон, который подвергли 16-дневному экспериментальному испытанию. Баллон имел стенки толщиной приблизительно 1/8 дюйма и был изготовлен из нержавеющей стали 304, как изображено на Фигуре 18. Лицевые поверхности баллона были сделаны из плоской плиты, в то время как закругленные боковины были вырезаны из трубы половинного сечения. Поверхности и края (например, закругленные края) были скреплены сваркой. Этот испытательный баллон имел номинальные внешние размеры 5×3,5×1,25 дюйма. Он содержал 1 грамм MgCO3, который вносил вклад во внутреннее давление путем высвобождения газа CO2 при повышенной температуре. Испытательный баллон был частично зажат во время испытания, в результате чего толщина "накаченного" баллона увеличилась только примерно на 3/8 дюйма. Необходимо отметить, что штуцер отбора давления, находящийся вблизи верха испытательного баллона, служил только для измерения внутреннего давления испытываемого образца, а не подавал давление в испытательный баллон.
[00134] На протяжении испытания (в течение двухнедельного периода) баллон сохранял значительное давление при температуре приблизительно 900°С. Утечек в баллоне не наблюдалось. Считается, что эта конструкция, в условиях пуска и/или работы электролизера, вызовет значительную постоянную деформацию токоотводящего стержня в работающей электролизной ванны, т.е. чтобы предотвратить, уменьшить и/или устранить зазор между токоотводящими стержнями и катодным пазом.
[00135] Обращаясь к Фигуре 19, приведены графики внутреннего давления баллона и температуры как функции времени в течение испытания (в течение 18-дневного периода). Не вдаваясь в конкретный механизм или теорию, предполагается, что первоначальное увеличение давления до пикового уровня манометрического давления 91 фунт/кв.дюйм вызывается как температурой (по закону идеального газа), так и высвобождением CO2 из упомянутого одного грамма порошка MgCO3 внутри баллона, в то время как последующее уменьшение давления предполагается обусловленным увеличением объема испытываемого образца и, возможно, также поглощением некоторых видов газа сталью (возможно, азота). Было обнаружено, что давление было чрезвычайно устойчивым в течение последней недели испытания (т.е. с 7 по ~16 день) на уровне манометрического давления приблизительно 46-47 фунтов/кв.дюйм (как изображено).
[00136] Необходимо отметить, что окончательное падение давления (в конце испытания) было связано с падением температуры (например, удалением от источника тепла), а не с утечкой. После испытания в испытываемом образце сохранялось уменьшенное избыточное давление (например, как можно было ожидать в соответствии с законом идеального газа).
ПРИМЕР 5: ДЕФОРМАЦИЯ СТЕРЖНЯ С ПОМОЩЬЮ РАСШИРЯЕМОГО БАЛЛОНА
[00137] Был выполнен эксперимент для испытания того, способен ли расширяемый элемент (стальной баллон) на достаточное сжатие, чтобы деформировать сечение токоотводящего стержня промышленного размера. Обращаясь к Фигуре 20, в этом стендовом испытании использовалась стальная рама (справа), чтобы ограничить стальной баллон (слева) и короткий (4,5 дюйма высотой) токоотводящий стержень (в середине) с сечением 3 дюйма×4,5 дюйма. Собранные компоненты перед испытанием изображены на Фигуре 21, в то время как собранные компоненты после испытания изображены на Фигуре 22.
[00138] Для того чтобы считывать давление во время эксперимента, баллон снабдили трубкой, ведущей к манометру. (В реальном электролизере этот манометр будет исключен.) Баллон содержал 4 грамма MgCO3, который, как предполагали, будет разлагаться и высвобождать газ CO2 (около 350°С), когда конструкция нагревается до рабочей температуры электролизера в приблизительно 900°С. Результирующий CO2, который возникает внутри баллона, в свою очередь, поднимает давление в баллоне, что в сочетании с условиями повышенной температуры приводит к деформации/выгибанию стенок баллона наружу и приложению давления (сжатию) к смежным токоотводящему стержню и раме.
[00139] На Фигуре 21 изображена рама, ограничивающая стержень и баллон, при этом стержень и баллон вставлены в раму.
[00140] Внутри рамы вверху и внизу нее были размещены термопары. Между возможными местами контакта баллона с рамой и стержня с баллоном использовалась графитовая ткань, чтобы предотвратить касание и сваривание стальных деталей при температуре. Конструкция была окружена засыпкой из кокса, через которую продувался аргон, чтобы предотвратить окисление рамы из углеродистой стали и токоотводящего стержня. Баллон был изготовлен из пластины из нержавеющей стали 304 и трубки из нержавеющей стали 304L, обе с номинальной толщиной 0,125 дюйма. Внешние размеры баллона были следующими: 4 дюйма×5,5 дюйма×1,25 дюйма.
[00141] Токоотводящий стержень был снабжен штырями из нержавеющей стали для измерения вертикальной деформации. Обращаясь к Фигуре 22, хотя вертикальное сжатие токоотводящего стержня не видно невооруженным глазом, изгибающие напряжения, возникшие в ограничивающей раме, были достаточно высоки, чтобы вызвать видимую деформацию.
[00142] На Фигуре 23 изображены средние температура и давление баллона в ходе испытания (изображены как функция от времени в днях). Как показано на Фигуре 23, температура была доведена до 600°С за первый день и затем до 900°С во второй день, какой она и оставалась в течение двух недель. Как показано на Фигуре 23, манометрическое давление доходило до пикового около 250 фунтов/кв.дюйм, затем быстро понижалось (сначала), с последующим более постепенным понижением давления. К концу испытания манометрическое давление составило примерно 30 фунтов/кв.дюйм. Не вдаваясь в конкретный механизм или теорию, предполагается, что некоторое давление терялось внутри баллона из-за поверхностных реакции между образовавшимся CO2 и внутренней стальной поверхностью баллона.
[00143] Измерение расстояния между внутренними и внешними штырями, а также измерение полной высоты стержня показали в ходе испытания итоговую деформацию сжатия (укорочение) примерно 0,14% в продольном направлении, как показано в приведенной ниже Таблице 1. Это будет соответствовать утолщению по ширине (в поперечном направлении) примерно 0,07% (что составило примерно половину от величины деформации в продольном направлении).
[00144] Таблица 1: Результаты измерения итогового изменения высоты и изменения среднего положения штырей дают итоговую деформацию во время стендового испытания. Штыри пронумерованы шестью вертикальными парами.
испытания
Среднее всех деформаций -0,14%
[00145] Как показано в Таблице 1, измерения, выполненные по ширине стержня, продемонстрировали утолщение (отрицательные значения деформации относятся к уменьшению размера в продольном направлении и, таким образом, к увеличению размера в поперечном направлении).
[00146] При экстраполяции этих результатов на более крупный токоотводящий стержень (например примерно 4,25 дюйма шириной) в работающем электролизере (в противоположность печи с рабочей температурой электролизера) ожидается, что деформация будет соответствовать деформации стержня в поперечном направлении ("утолщению" стержня) ориентировочно 0,003. Это составило лишь примерно половину от ожидаемых 0,07%. Не вдаваясь в конкретный механизм или теорию, это можно объяснить "концевыми эффектами", которые относятся к изменениям, возникающим на одном конце стержня, и/или ограниченному числу измерений.
[00147] Не вдаваясь в какой-либо механизм или теорию, эта степень деформации в стержне предполагается достаточной для уменьшения КПН в работающей электролизной ванне.
[00148] Не вдаваясь в какой-либо механизм или теорию, эта степень деформации предполагается приблизительно на один порядок величины меньшей, чем воздушный зазор, который, как ожидается, возникает над поверхностью токоотводящего стержня из-за его изгибания во время забивки стержней (формирования катодного токоотводящего узла).
[00149] Не вдаваясь в какой-либо механизм или теорию, эта степень деформации также предполагается равной примерно половине посадки с натягом, составляющей разность между отсутствием контакта и совершенным электрическим контактом в токоотводящем стержне с медным вкладышем.
[00150] Таким образом, хотя большая деформация (из-за более длительного поддержания давления) приведет к большему уменьшению КПН, достигнутая при этой конструкции степень деформации считается достаточной для того, чтобы значительно уменьшить КПН.
[00151] Кроме того, не вдаваясь в какой-либо механизм или теорию, уравнение Харпера-Дорна для переползания дислокаций предполагает, что скорость ползучести при определенной температуре прямо пропорциональна сжимающему напряжению. Учитывая вышеуказанное, проинтегрировав характеристику изменения давления во времени и включив измеренную ползучесть, можно получить соотношение для скорости ползучести:

[00152] Хотя выше были подробно описаны различные варианты реализации настоящего изобретения, очевидно, что специалистам в данной области техники будут очевидны различные модификации и адаптации этих вариантов реализации. Однако необходимо четко понимать, что такие модификации и адаптации не выходят за пределы сущности и объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСШИРЯЕМЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2584056C2 |
| КАТОДНЫЙ ТОКООТВОД/СОЕДИНИТЕЛЬ ДЛЯ ЭЛЕКТРОЛИЗЕРА ХОЛЛА-ЭРУ | 2017 |
|
RU2723867C1 |
| СИСТЕМЫ И СПОСОБЫ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2018 |
|
RU2771544C2 |
| КАТОДЫ ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ С ПАЗОМ НЕПЛОСКОЙ КОНФИГУРАЦИИ | 2006 |
|
RU2403324C2 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ, СОДЕРЖАЩИЙ СРЕДСТВА ДЛЯ УМЕНЬШЕНИЯ ПАДЕНИЯ НАПРЯЖЕНИЯ | 2007 |
|
RU2449058C2 |
| СОСТАВНОЙ ТОКООТВОДЯЩИЙ СТЕРЖЕНЬ | 2008 |
|
RU2494174C2 |
| КАТОДНЫЙ УЗЕЛ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2017 |
|
RU2744131C2 |
| ПОДИНА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2120500C1 |
| СПОСОБ МОНТАЖА ПОДОВОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082827C1 |
| КАТОДНАЯ ПОДИНА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2016 |
|
RU2707304C2 |
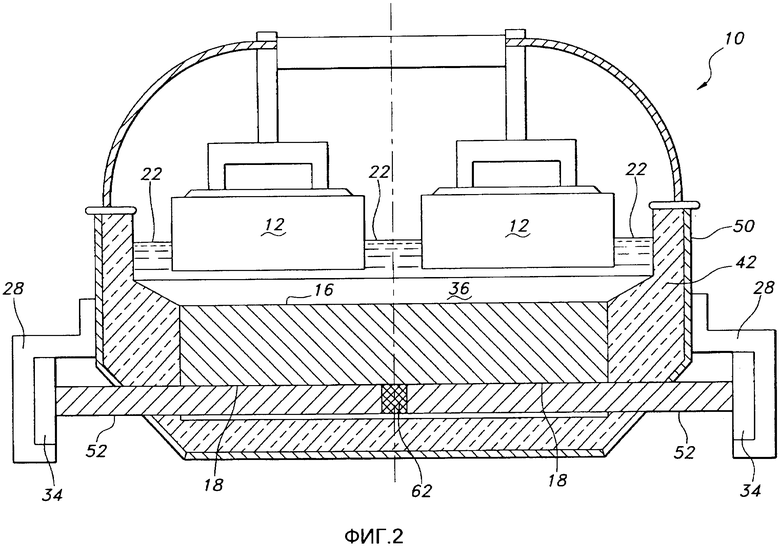
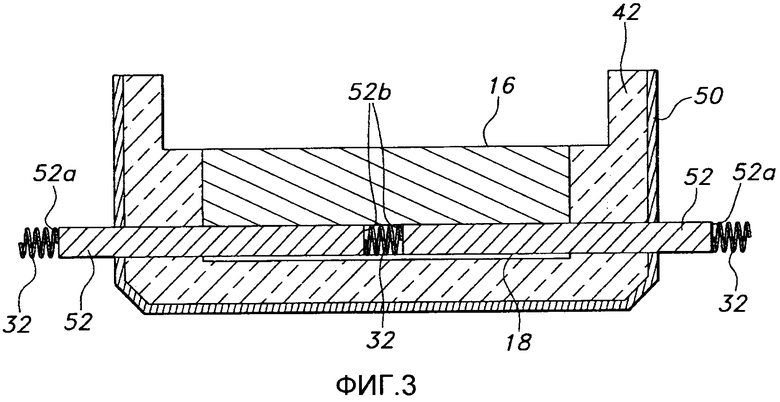
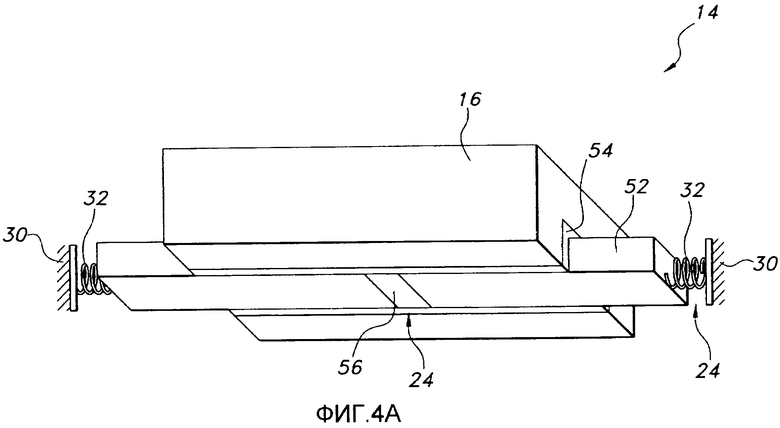
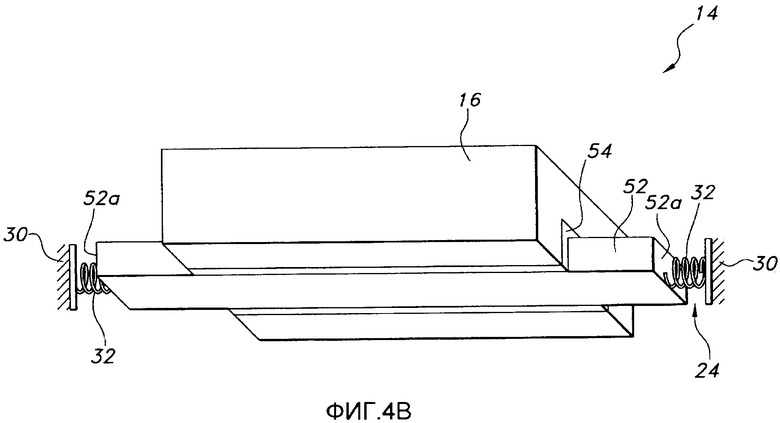
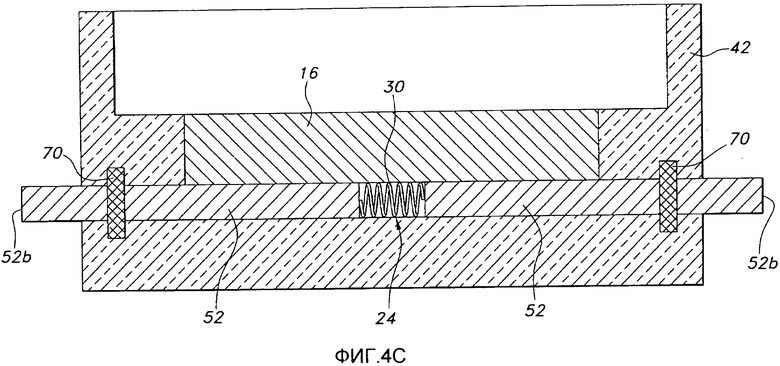
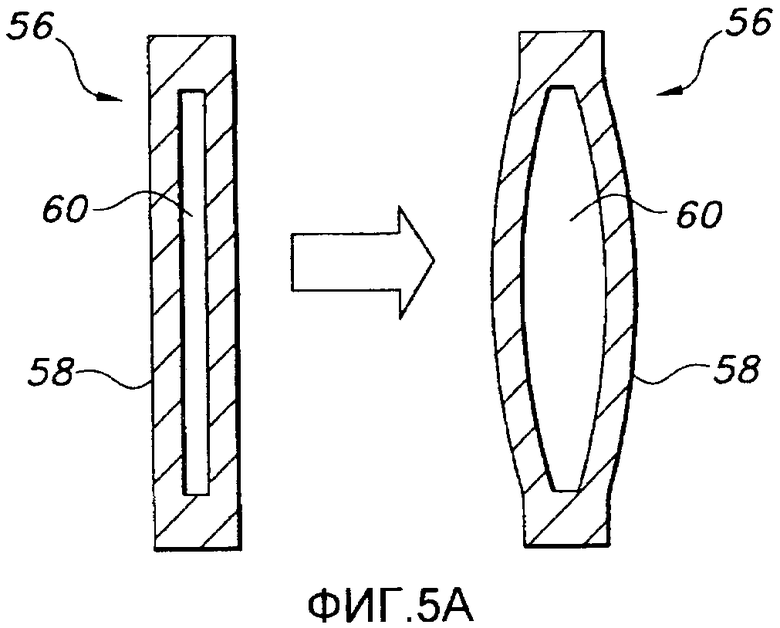
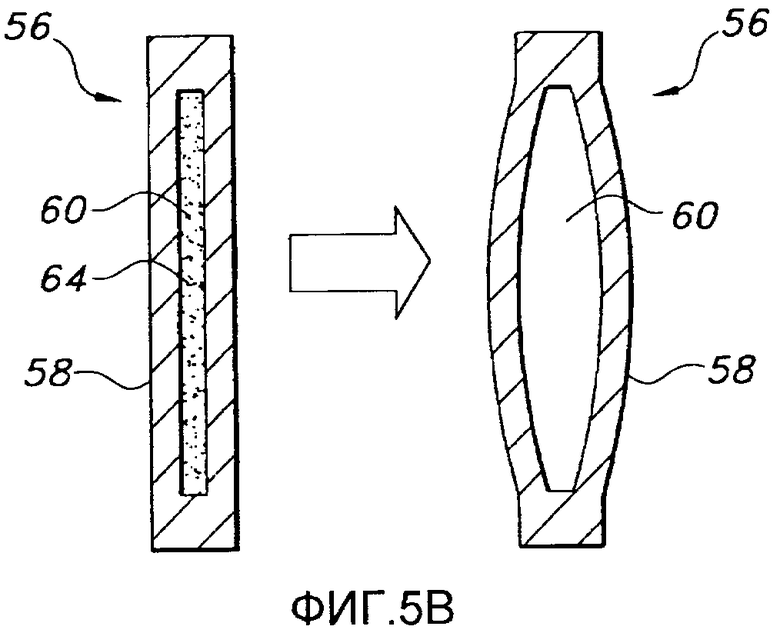
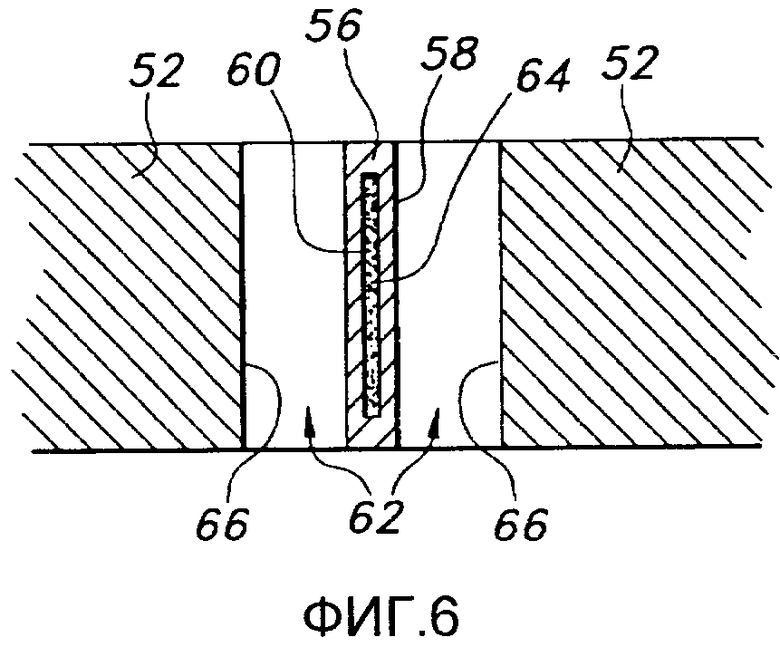
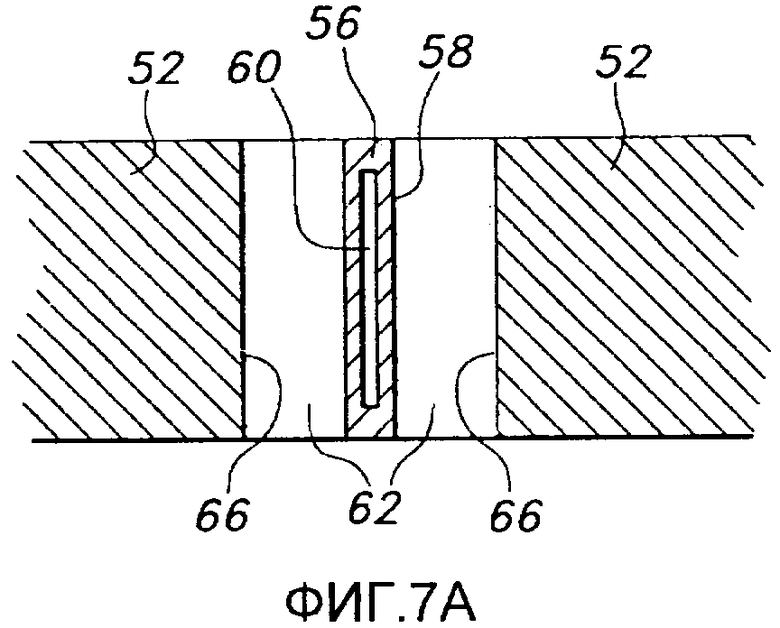
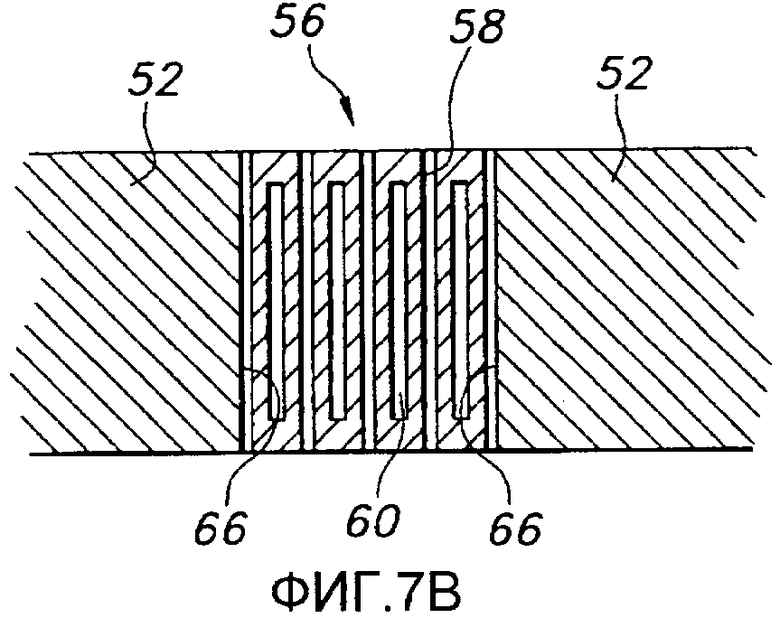
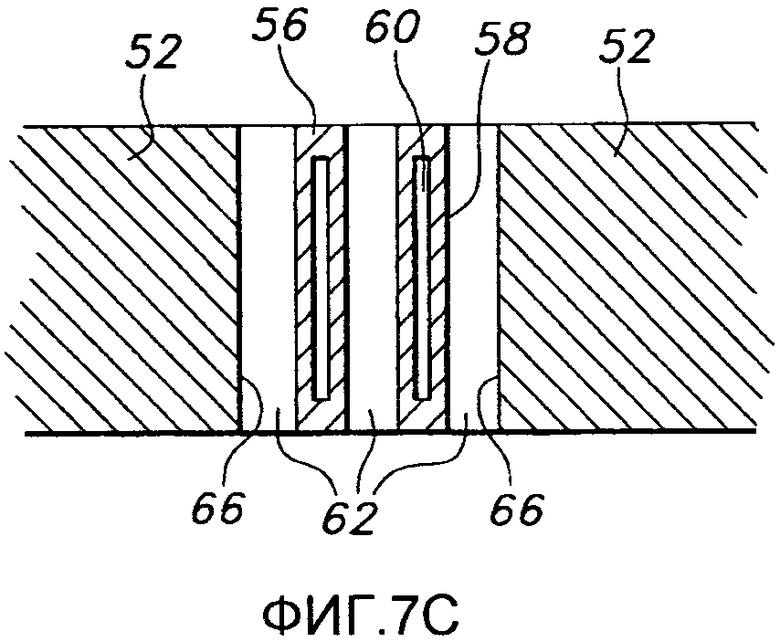
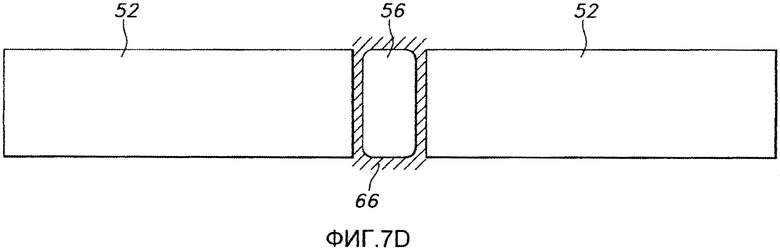
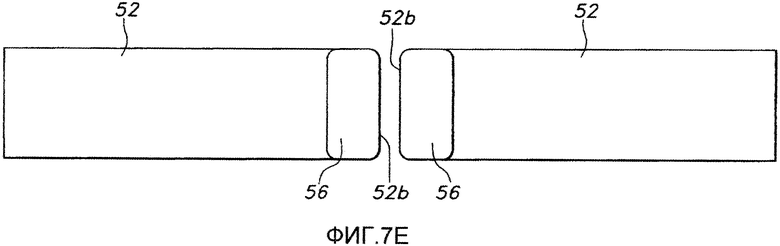
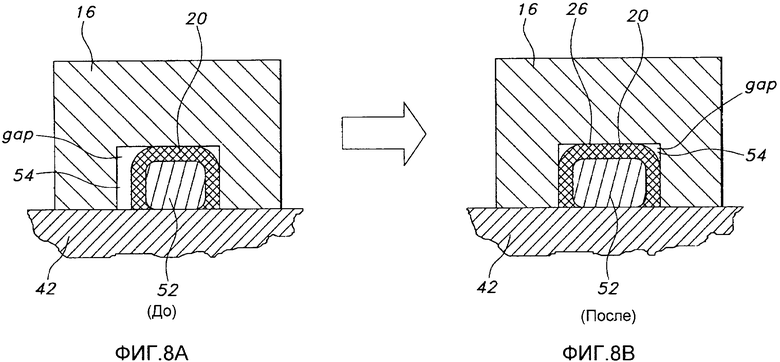
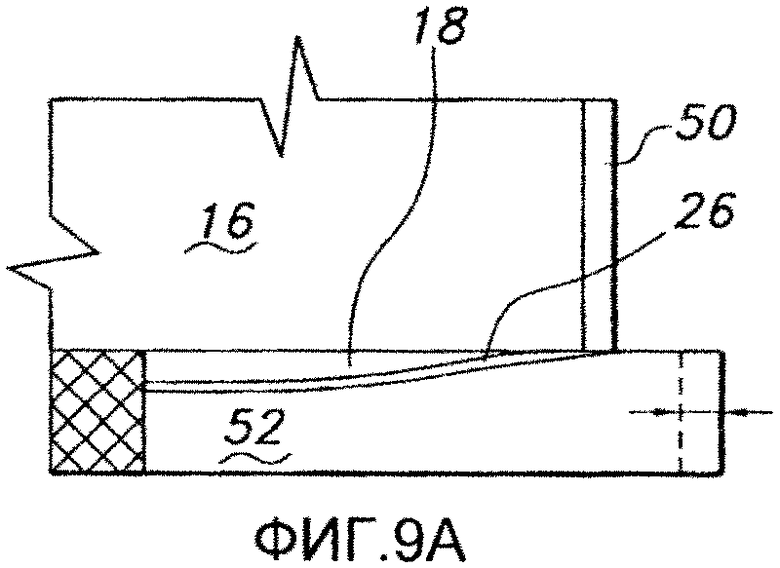
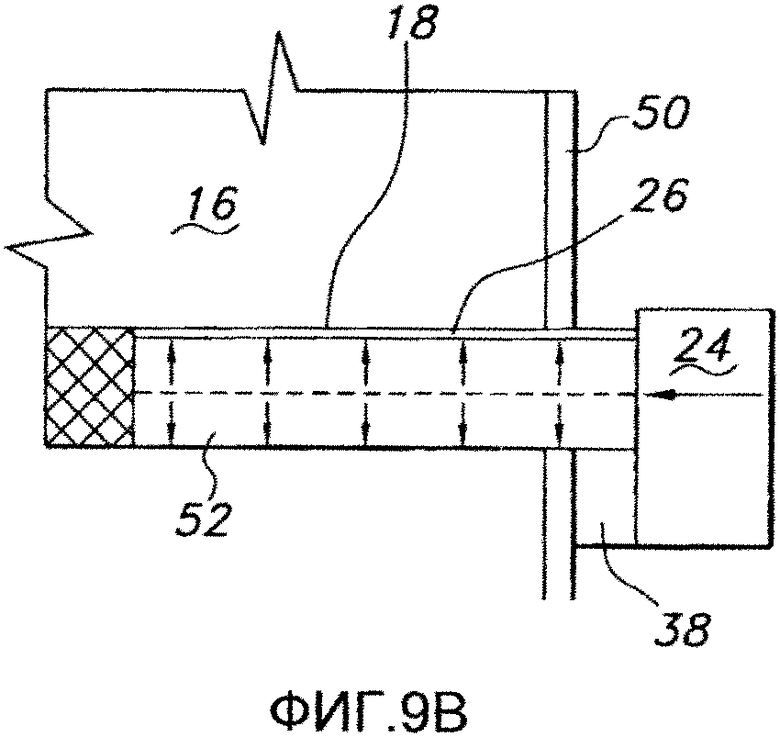
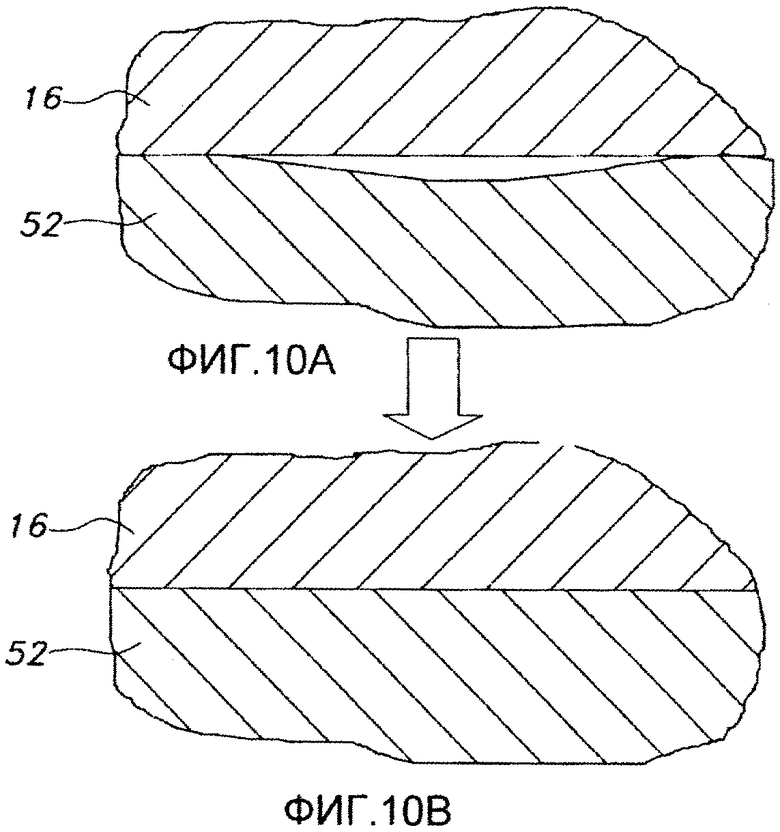
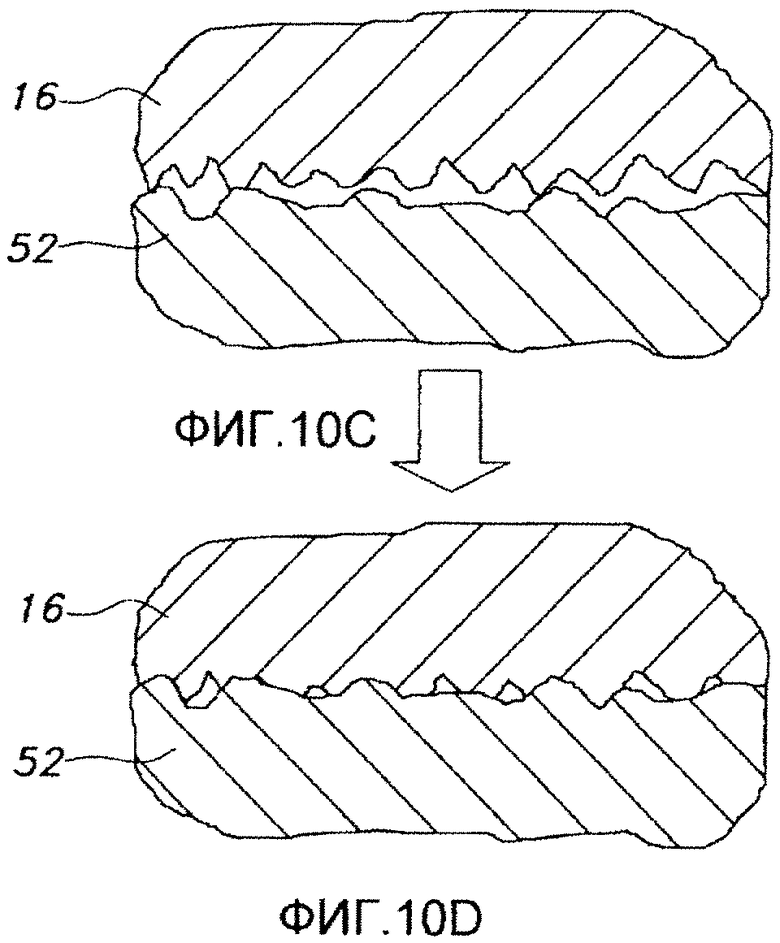
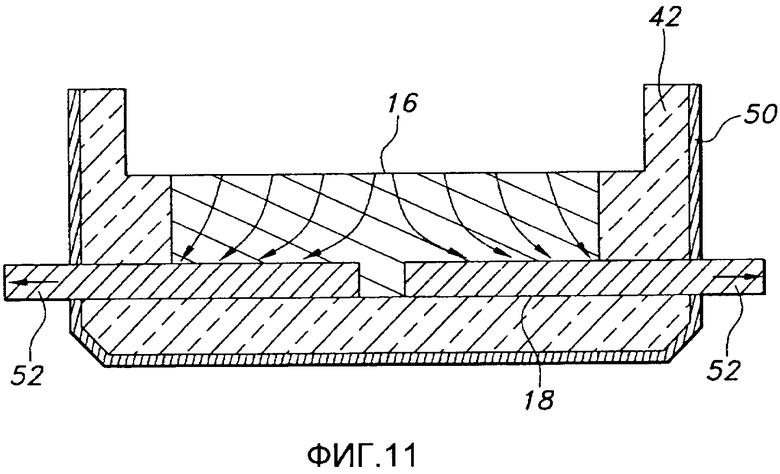
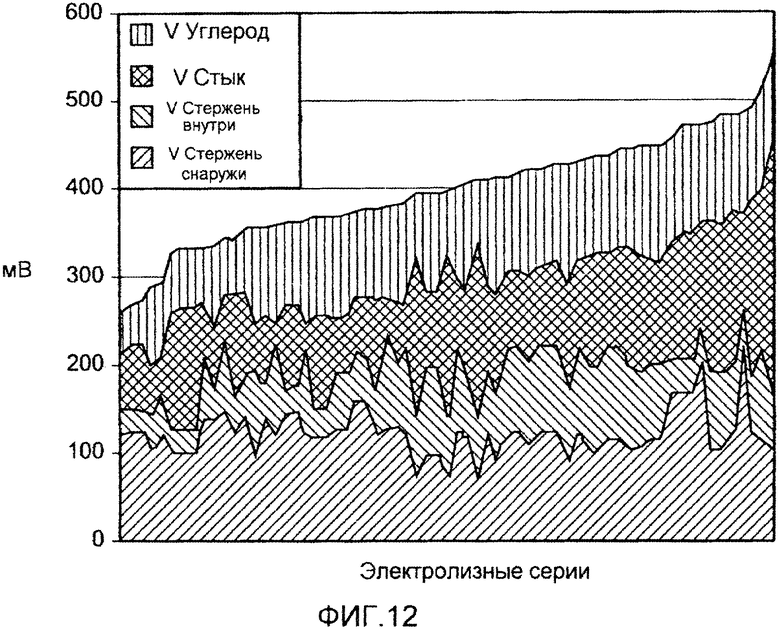
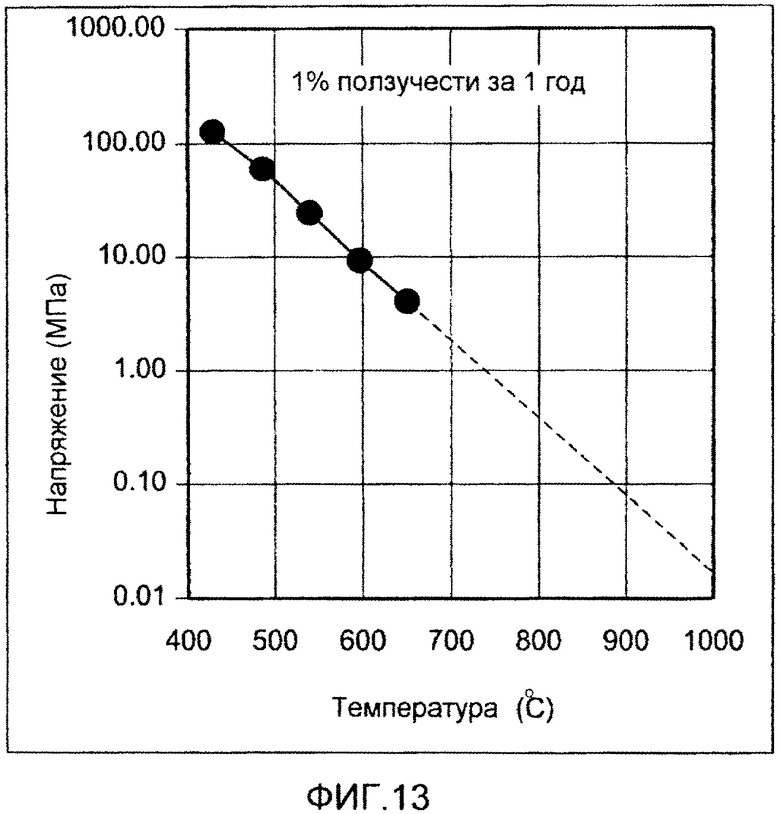
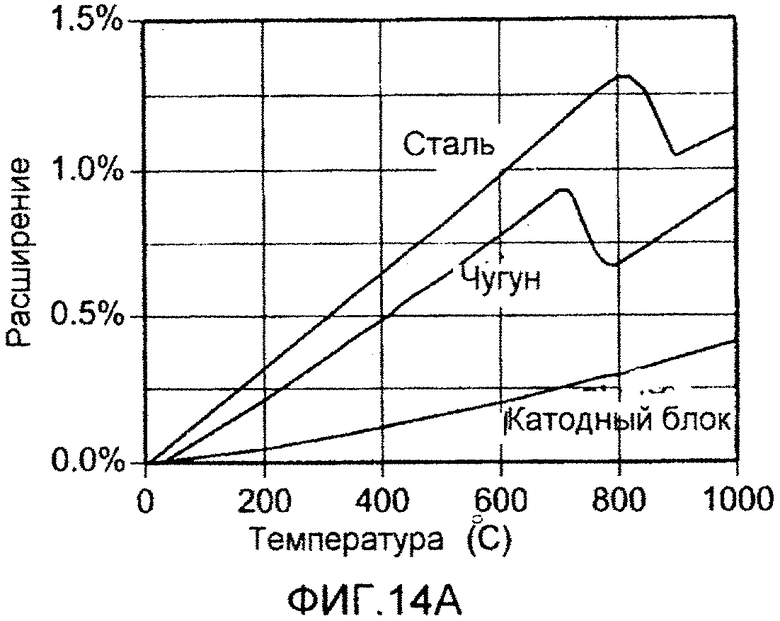
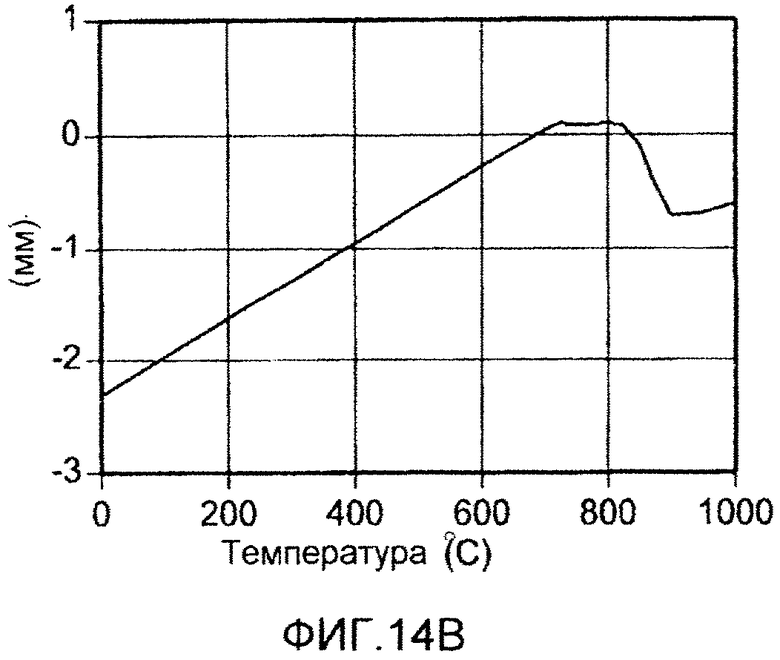
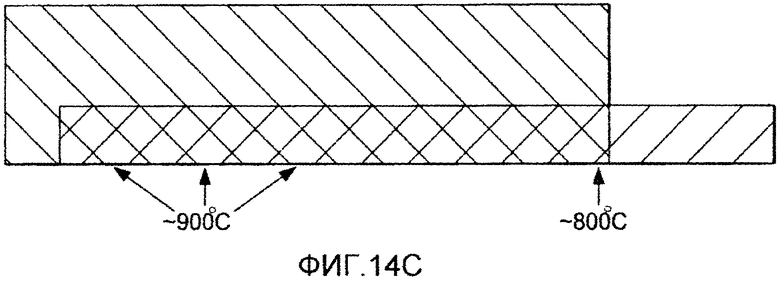
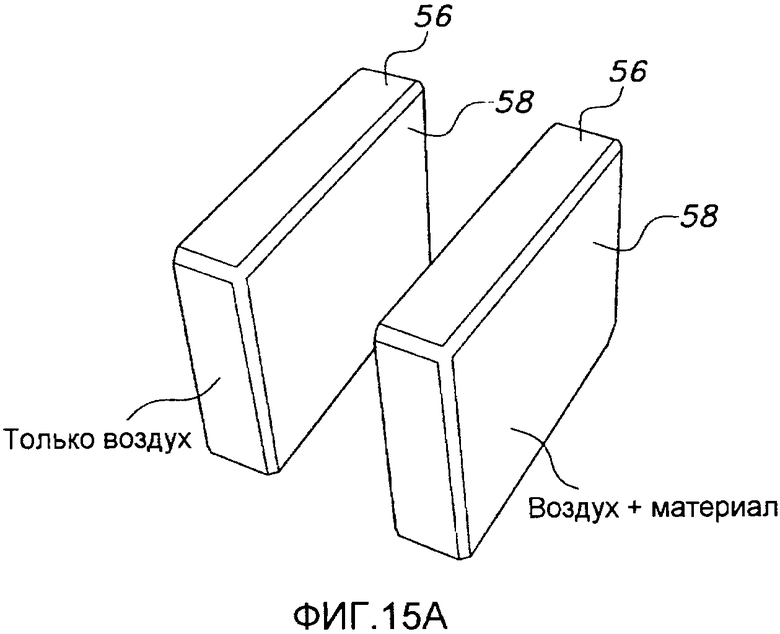
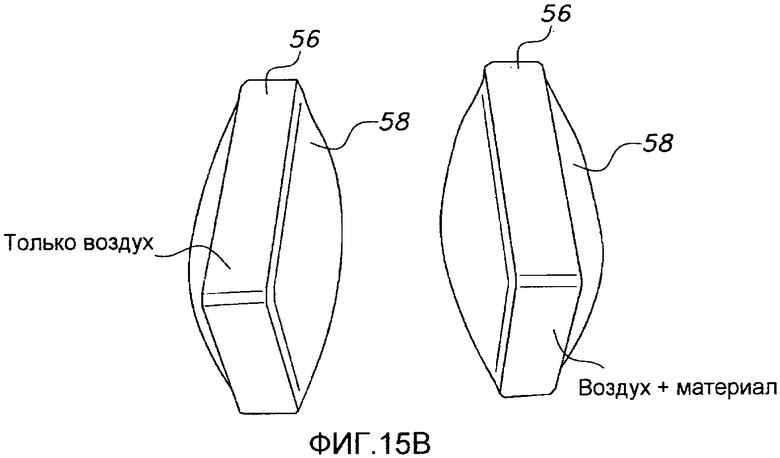
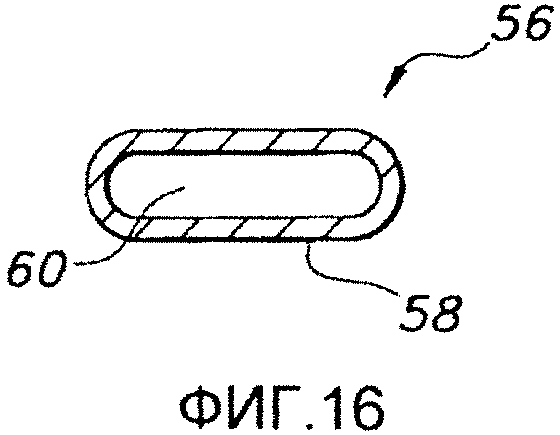

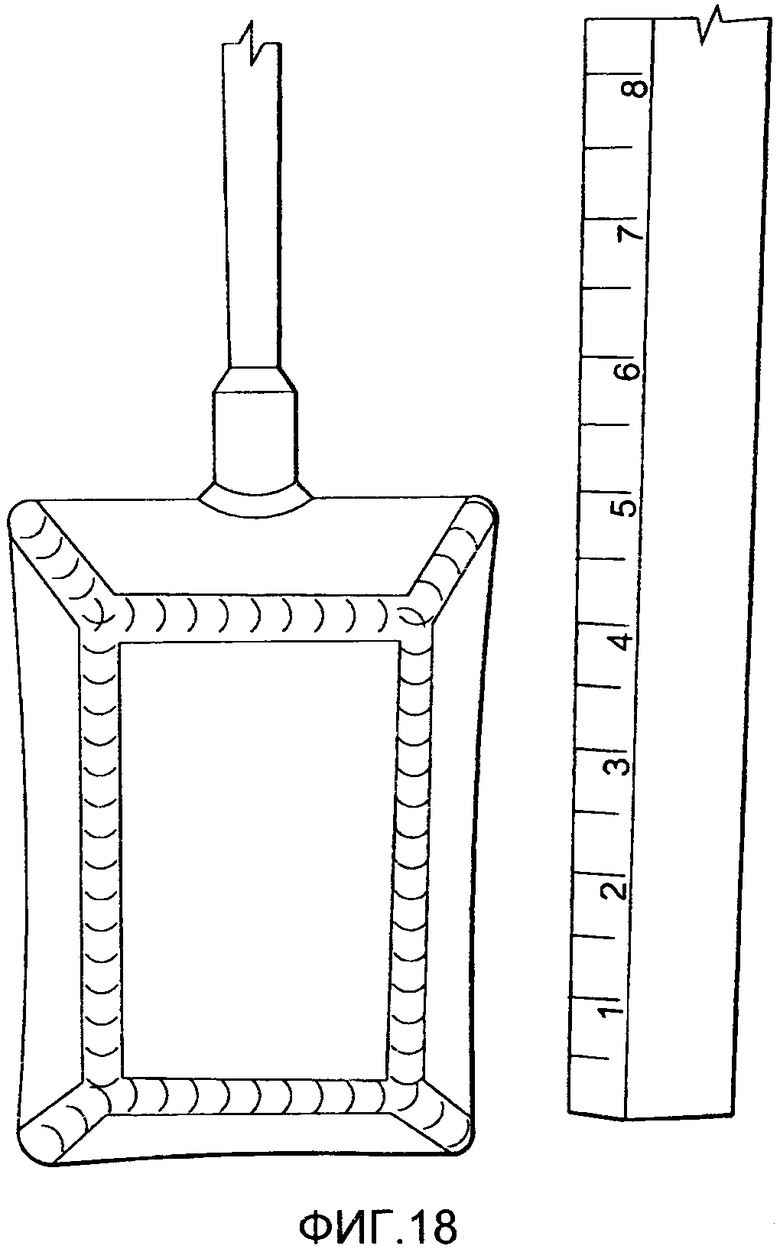
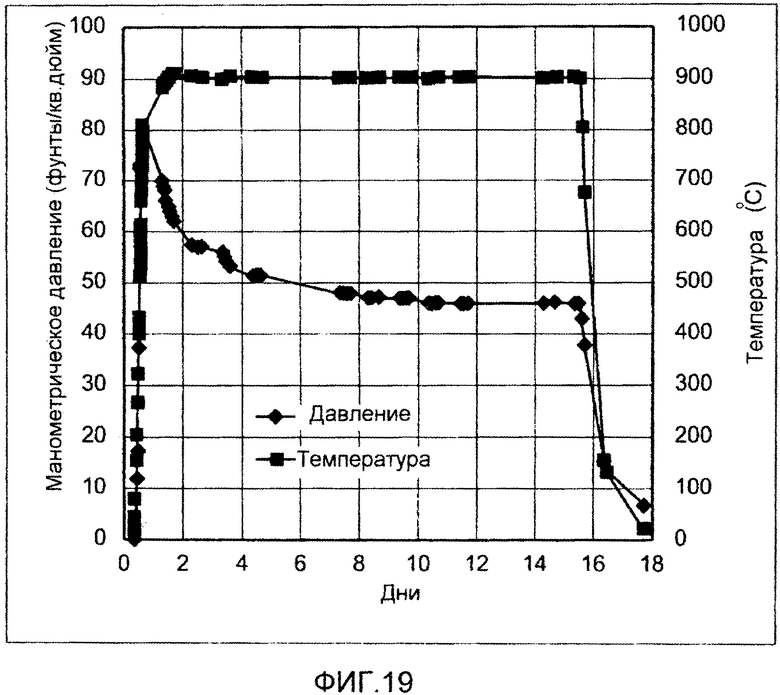
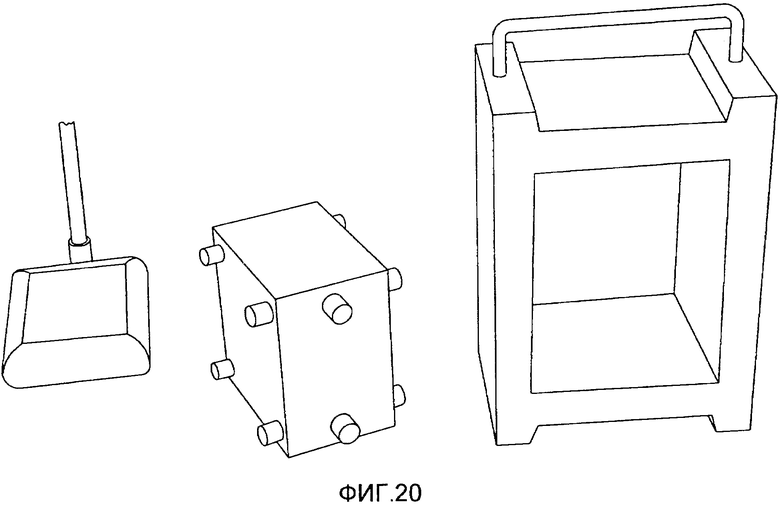
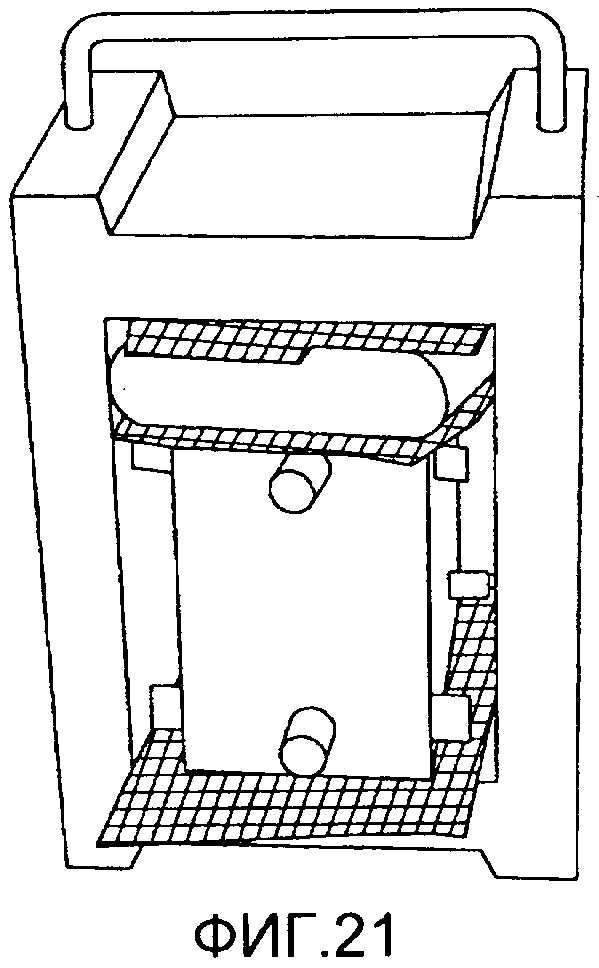
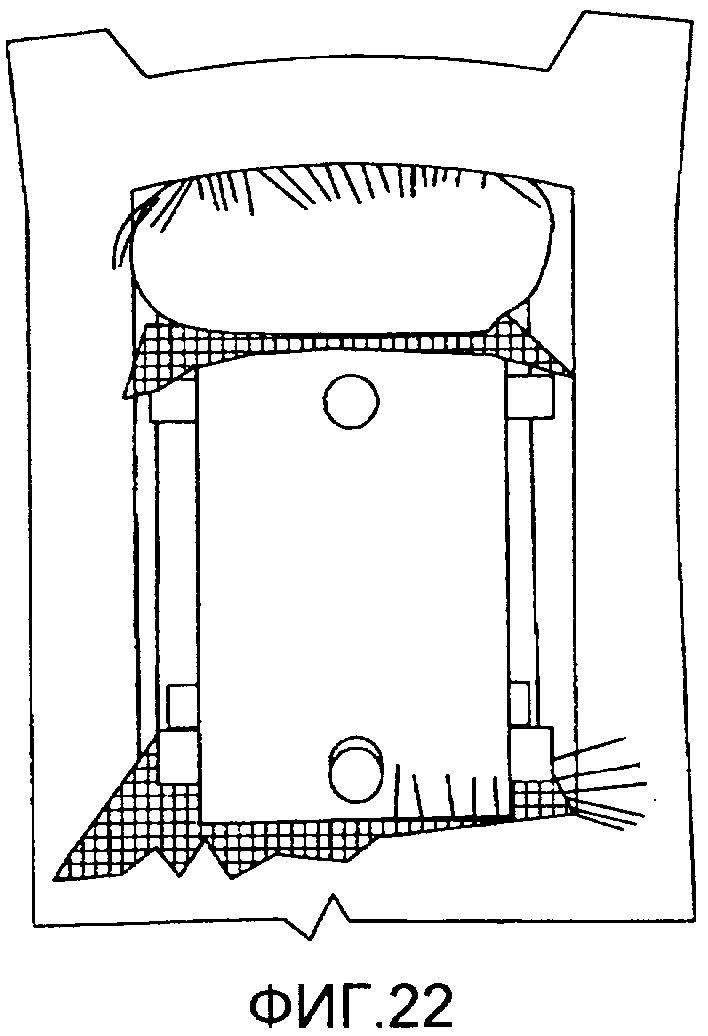
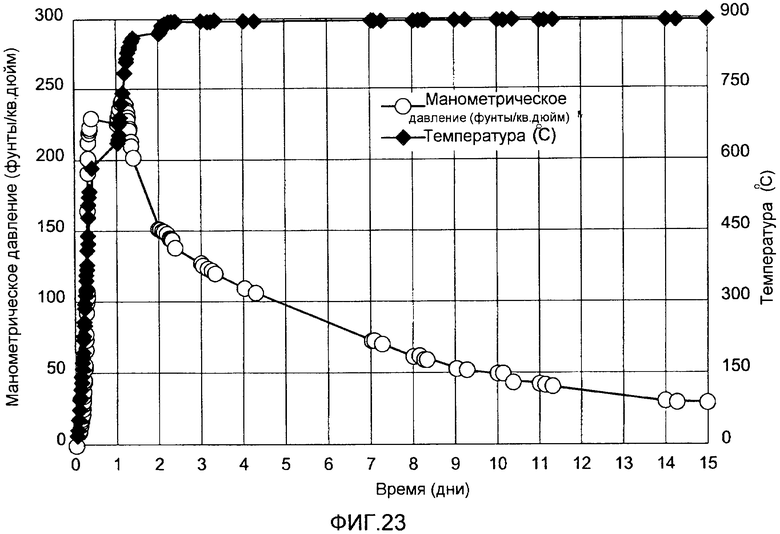
Изобретение относится к электролизеру для получения алюминия (варианты) и способу получения алюминия в алюминиевом электролизере. Электролизер содержит анод, катодный узел, имеющий катодный блок с пазом в нем и токоотводящий подузел, по меньшей мере, частично расположенный в упомянутом пазе и выполненный с возможностью расширения в поперечном направлении с обеспечением сопряжения его с пазом посредством устройства осевого сжатия, прилегающего к концу токоотводящего подузла, выполненного с возможностью приложения осевой силы к концу токоотводящего подузла и расположенного полностью вне токоотводящего подузла. Раскрыт также способ получения алюминия в алюминиевом электролизере с использованием упомянутого устройства осевого сжатия. Обеспечивается снижение падения катодного напряжения за счет улучшения контакта, обеспечивающего уменьшение сопротивление стыка по поверхности раздела между катодным блоком и токоотводящим подузлом. 3 н. и 19 з.п. ф-лы, 23 ил., 1 табл.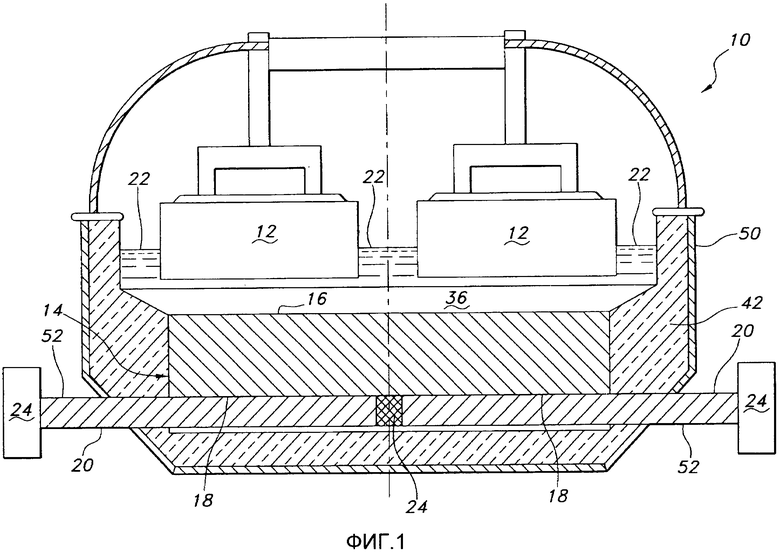
1. Алюминиевый электролизер, содержащий:
анод,
катодный узел, имеющий катодный блок с пазом в нем и токоотводящий подузел с токоотводящим стержнем, причем токоотводящий подузел, по меньшей мере, частично расположен в упомянутом пазе, и
устройство осевого сжатия, прилегающее к концу токоотводящего подузла и приспособленное для приложения осевой силы к концу токоотводящего подузла,
причем посредством устройства осевого сжатия токоотводящий подузел выполнен с возможностью расширения в поперечном направлении с обеспечением сопряжения его с пазом, и
при этом устройство осевого сжатия расположено полностью вне токоотводящего подузла.
2. Алюминиевый электролизер по п. 1, в котором устройство осевого сжатия содержит:
пружинный элемент, приспособленный прикладывать силу к концу токоотводящего стержня; и
упор, выполненный с возможностью удержания пружинного элемента на месте на конце токоотводящего стержня.
3. Алюминиевый электролизер по п. 1, в котором устройство осевого сжатия содержит:
регулируемый кронштейн, имеющий винт и резьбовой узел, при этом регулируемый кронштейн выполнен с возможностью установки его на внешний конец токоотводящего стержня.
4. Алюминиевый электролизер по п. 1, в котором устройство осевого сжатия содержит:
металлический баллон, имеющий по меньшей мере одну стенку, ограничивающую заполненную газом полость,
при этом металлический баллон прилегает к внутреннему концу катодного токоотводящего подузла внутри паза.
5. Алюминиевый электролизер по п. 1, в котором устройство осевого сжатия содержит:
металлический баллон, имеющий по меньшей мере одну стенку, содержащую материал, претерпевающий фазовое превращение при температуре, превышающей примерно 100°C;
при этом металлический баллон прилегает к внутреннему концу катодного токоотводящего подузла внутри паза.
6. Алюминиевый электролизер по п. 5, в котором материал содержит MgCO3, CaCO3 или их сочетания.
7. Алюминиевый электролизер по п. 1, в котором устройство осевого сжатия выполнено с возможностью прикрепления к стенке алюминиевого электролизера.
8. Алюминиевый электролизер по п. 1, в котором устройство осевого сжатия выполнено с возможностью увеличения электрического контакта между катодным токоотводящим подузлом и катодом.
9. Алюминиевый электролизер по п. 1, в котором поверхность раздела имеет общую площадь поверхности, достаточную для уменьшения измеренного катодного падения напряжения на по меньшей мере примерно 50 мВ.
10. Алюминиевый электролизер по п. 1, в котором устройство сжатия выполнено с возможностью приложения силы к концу токоотводящего подузла для осевого сжатия токоотводящего узла с сохранением поверхности раздела между токоотводящим подузлом и пазом катодного блока.
11. Алюминиевый электролизер по п. 1, в котором токоотводящий подузел дополнительно содержит стержень, соединительный материал и их сочетания.
12. Алюминиевый электролизер, содержащий:
анод,
катодный блок с по меньшей мере одним пазом,
по меньшей мере одну пару токоотводящих стержней, причем каждый токоотводящий стержень частично расположен в пазе так, что внутренние концы токоотводящих стержней расположены друг против друга в упомянутом пазе, и
устройство осевого сжатия, расположенное полностью вне токоотводящих стержней и содержащее:
по меньшей мере один металлический баллон, расположенный в упомянутом пазе между внутренними концами токоотводящих стержней, и
по меньшей мере один упор, выполненный с возможностью установки его на каждый из токоотводящих стержней с прилеганием к концу токоотводящего стержня и с возможностью приложения силы к концам токоотводящих стержней,
и по меньшей мере один из токоотводящих стержней сопряжен с пазом посредством устройства осевого сжатия.
13. Алюминиевый электролизер по п. 12, в котором устройство осевого сжатия выполнено с возможностью приложения осевой силы к внутренним концам и внешним концам токоотводящих стержней с обеспечением поперечного расширения токоотводящего стержня.
14. Алюминиевый электролизер по п. 12, в котором устройство осевого сжатия выполнено с возможностью сопряжения токоотводящего стержня с пазом катодного блока с сохранением поверхности раздела.
15. Алюминиевый электролизер по п. 12, в котором прикладывающий силу элемент-металлический баллон выполнен с возможностью увеличения поверхности раздела между катодным блоком и токоотводящим стержнем на величину вплоть до примерно 2%.
16. Алюминиевый электролизер по п. 12, в котором устройство осевого сжатия дополнительно содержит:
детектор сжатия, расположенный между упором и прикладывающим силу элемент-металлическим баллоном и выполненный с возможностью измерения силы, оказываемой на токоотводящий стержень.
17. Способ получения алюминия в алюминиевом электролизере, включающий
(а) пропускание электрического тока от анода к катодному узлу через жидкую среду, при этом катодный узел содержит:
катодный блок,
паз в катодном блоке и
токоотводящий подузел, по меньшей мере, частично расположенный в упомянутом пазе, и
устройство осевого сжатия, прикрепленное к концу токоотводящего подузла, расположенное полностью внешним относительно токоотводящего подузла,
(b) осуществление сжатия по меньшей мере одного конца токоотводящего подузла посредством устройства осевого сжатия с обеспечением поперечного расширения токоотводящего подузла для сопряжения с пазом и
(c) поддержание, благодаря сжатию, контакта между пазом катодного блока и токоотводящим подузлом.
18. Способ по п. 17, который дополнительно включает сопряжение токоотводящего подузла с катодным блоком для уменьшения катодного падения напряжения (КПН) от примерно 10 мВ до примерно 100 мВ.
19. Способ по п. 17, который дополнительно включает поперечное расширение токоотводящего подузла за счет сжатия для поддержания электрического контакта между токоотводящим подузлом и пазом катодного блока,
при этом перед радиальным расширением токоотводящего стержня электрический контакт больше, чем первоначальный электрический контакт.
20. Способ по п. 17, в котором этап сжатия включает:
регулирование сжатия токоотводящего подузла устройством сжатия и сопряжение токоотводящего подузла в поперечном направлении с поверхностью паза вследствие упомянутого регулирования.
21. Алюминиевый электролизер по п. 1 или 12, в котором устройство осевого сжатия выполнено с возможностью приложения осевой силы на внутреннем конце токоотводящего подузла.
22. Алюминиевый электролизер по п. 1 или 12, в котором устройство осевого сжатия выполнено с возможностью приложения осевой силы на внешнем конце токоотводящего подузла.

