Изобретение относится к области цветной металлургии, в частности к электролитическому получению алюминия, и касается совершенствованию конструкции подины алюминиевого электролизера.
Известна сборноблочная подина алюминиевого электролизера, состоящая из подовых углеродистых блоков в форме прямоугольного параллелепипеда с продольным пазом трапецеидального сечения и заделанным в нем "в потай" токоотводящим стальным стержнем. Потай в свою очередь забивают подовой массой. Межблочные швы также выполнены набойной из подовой массы [1].
Известному техническому решению присущи следующие недостатки.
При обжиге подины известной конструкции происходит выдавливание верхних швов нижними слоями подовой массы за счет сил расширения подовых блоков и подовой массы при коксовании. При этом, интенсивно выделяются в атмосферу смолистые возгоны связующего - пека, что ухудшает качество скоксованных швов, возникают зазоры на границе "шов-блок", возрастает пористость и развивается трещиноватость материалов шва. Наконец, известная конструкция не создает необходимую жесткость подины, что зачастую приводит к вспучиванию ее в процессе эксплуатации. В результате снижается сортность алюминия и срок службы электролизера за счет фильтрации жидкого алюминия в подину.
Потай, кроме того, является электротермическим концентратом, приводящим к разрушению подовой секции по плоскости внутреннего конца токоотводящего стержня. Все это также способствует фильтрации жидкого алюминия, вспучиванию подины и ухудшению сортности получаемого металла, снижается срок службы электролизера.
Наиболее близкой по технической сущности к предлагаемой является известная подина электролизера, содержащая углеродистые блоки с пазами и межблочные швы, отличающаяся тем, что боковые стенки блоков выполнены со скосами, плавно переходящими в пазы, например цилиндрические, в которые помещены сопрягаемые с ними уплотнители, выполненные в виде стальных труб, причем в уплотнителях могут быть выполнены термокомпенсаторы, например, в виде винтовой канавки вдоль трубы [2].
Скосы боковых стенок углеродистых блоков позволяют снизить вероятность выдавливания подовой массы, а точнее, связующего пека, поскольку для этого необходимо преодолеть сопротивление пробки с обратным конусом, образующейся в начале спекания при обжиге подины. Однако наряду с этим, наличие паза в нижней части скоса ограничивает возможность известного технического решения по созданию условий запирания подовой массы в межблочном зазоре, вызывает возникновение термических напряжений в теле подового блока в участках паза, что приводит к возникновению и развитию трещины. Наличие металлической трубы в пазу подовых блоков, обладающей более высоким коэффициентом теплового расширения, чем подовая масса и подовый блок, неизбежно вызывают силы выдавливания, приводящие либо к разрушению скоксованной пробки (блока), либо к смятию трубы. В этом случае труба должна быть полая, следовательно содержит газовую фазу, что крайне нежелательно для углеродистых материалов с температурой выше 500oC, при которой скорость протекания реакции Будуара-Белла возрастает на порядок и приводит к выгоранию углерода.
Наконец практические испытания промышленных электролизеров типа С-8Б с металлическими трубками сечением 5 мм и толщиной стенки 0,5 мм в межблочных швах показали, что именно на этих участках подины происходит фильтрация жидкого металла в межблочный шов вплоть до вытекания его из запеченных труб. При этом, участие в электропроводности с высокой плотностью тока приводит к размягчению (оплавлению) материала труб, что облегчает растворение металла, являющегося примесью, в фильтрующем алюминии. Все это усугубляется общим уменьшением пути фильтрации жидкого алюминия.
В результате, реализация известного технического решения может выдавать факторы мощного разрушения и металлизации углеродистой подины алюминиевого электролизера, что приводит к ухудшению сортности получаемого алюминия, разрушению подины и снижению срока службы электролизера. Все это не позволяет найти практическое применение известному техническому решению. Целью предлагаемого изобретения является улучшение сортности получаемого алюминия, повышение срока службы электролизера.
Поставленная цель достигается тем, что в углеродистой подине алюминиевого электролизера, содержащей углеродистые блоки с продольным пазом и заделанным в нем токоотводящим стержнем межблочные швы с набойкой из подовой массы, грани поперечного сечения подового блока образуют равнобедренную трапецию, большим основанием которой является рабочая грань блока, обращенная к аноду, а меньшим основанием - нижняя грань подового блока, причем плоскость наружной боковой продольной грани блока может быть параллельна плоскости одноименной (левой или правой) внутренней боковой грани паза. Торцовые грани продольного сечения блока также могут образовать равнобедренную трапецию, большим основанием которой является рабочая грань блока, обращенная к аноду, а меньшим основанием - нижняя грань подового блока, причем внутренний конец токоотводящего стержня расположен заподлицо с внутренней торцовой гранью подового блока.
Выполнение подины из подовых блоков с наклонными боковыми гранями, на всю высоту блока позволяет, при набойке межблочных швов подовой массой, сформировать самозаливающийся межблочный шов в виде клина на всю высоту подового блока. Это создает условия для коксования материалов шва без выдавливания связующего вверх или вниз вдоль боковых граней блока. При обжиге подины происходит закупоривание шва сверху вниз по мере распространения температурного поля в этом же направлении. При этом происходит пропитка верхних спеченных слоев подовой массы шва возгонами пека нижних, нижних не спеченных слоев, что улучшает (уплотняет) структуру скоксованного шва на всю его высоту, повышает сцепляемость материала шва с материалом подовых блоков. Таким образом, постепенное распространение зоны коксования шва сверху вниз на всю высоту подового блока позволяет создать электропроводящий шов-замок также на всю высоту подового блока с наименьшей пористостью. В результате, исключается возможность фильтрации жидкого алюминия в подину, повышается срок службы электролизера, сортность получаемого алюминия.
Параллельность плоскостей наружной боковой грани подового блока и внутренней боковой грани продольного паза уменьшает термические напряжения по плоскости "паз-боковая грань блока", в результате снижается трещиноватость подины, повышается срок ее службы и сортность алюминия.
Наклон торцовых граней подовых блоков формирует периферийный шов в пространстве "подовый блок-бортовой блок" также в виде клина-замка, снижается вероятность фильтрации металла по периферии подины. Отсутствие пазов на боковых гранях блока устраняет термические напряжения в этих областях.
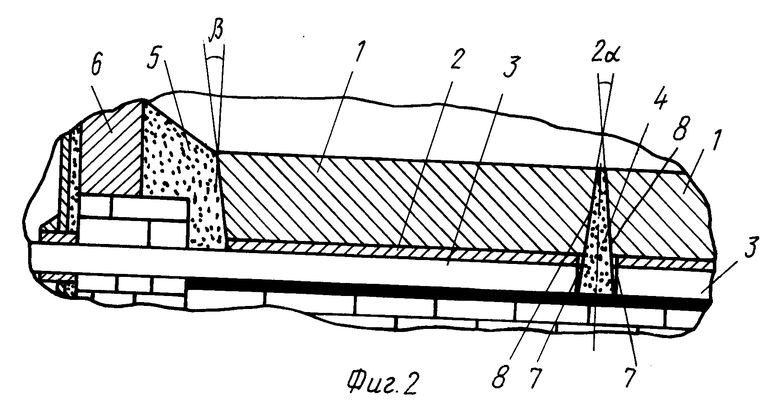
Изобретение поясняется чертежами, на которых изображен продольный разрез катода алюминиевого электролизера (фрагмент), фиг. 1, и поперечный разрез (фрагмент), фиг. 2. Устройство содержит подину, выполненную из углеродистых подовых блоков 1 с продольным пазом 2 с заделанным в нем стальным токоотводящим стержнем 3 и межблочных швов 4 и периферийного шва 5 между подовыми блоками 1 и бортовыми блоками 6, выполненных набойкой из подовой массы. Грани поперечного сечения блоков 1 образуют равнобедренную трапецию за счет скосов боковых граней, выполненных под углом α к вертикали на всю высоту (фиг. 1).
Скосы боковых граней подовых блоков 1 могут быть выполнены под углом, равным углу скоса одноименных (левой или правой) боковых граней продольного паза 2. Таким образом, плоскости M и K соответствующих граней параллельны (фиг. 1). В продольном сечении подовые блоки также могут образовать трапецию за свет скосов торцовых граней, образующих углы α и β с вертикалью, причем внутренний конец 7 токоотводящего стержня может быть расположен заподлицо с внутренней торцовой гранью 8 подовых блоков 1 (фиг. 2). В обоих случаях рабочая грань блоков 1 обращена к аноду (на чертеже не показан).
Устройство работает следующим образом. При ведении обжига подины в первую очередь коксуются верхние слои швов 4 и 5. Расширение скоксованной части швов не приводит к выдавливанию материала наружу, а наоборот, за счет составляющих равнодействующей силы проходит вдавливание скоксованной части в нижние слои еще нескоксованной подовой массы. За счет создания пробки верхнего слоя, при этом, не происходит выдавливание связующего наружу, а наоборот, имеет место пропитка коксующегося слоя за счет пека и возгонов нижележащих слоев подовой массы. Положительным фактором является также действие замка-клина, выполненного на всю высоту швов, на увеличение жесткости подины в целом, что предотвращает ее колебания и вспучивание. Геометрия внутренних концов 7 стержней 3 и внутренних торцовых граней 8 подовых блоков образуют за счет отсутствия "потая" (по аналогу) дополнительный замок-клин в нижней части межблочных швов 4, что повышает надежность закупорки шва от фильтрации расплава.
Пример реализации.
На промышленном элетролизере с самообжигающимся анодом и верхним токоподводном на силу тока 156 КА типа С-8Б при капитальном ремонте катодного устройства выполняют углеродистую подину согласно предлагаемому техническому решению, соответствующему фигуре a. При этом, угол α-=5o, угол β=0o, а плоскости K и M не параллельны (электролизер "A"). На другом, аналогичном, промышленном электролизере С-8Б выполняют углеродистую подину согласно предложенному техническому решению, соответствующему фигурам a, b. При этом угол α составляет 3o, плоскости K и M параллельны, угол β составляет 8o (электролизер B).
На третьем, аналогичном, промышленном электролизере выполняют углеродистую подину согласно известному техническому решению (аналог 1, свидетель). Выполняют обжиг и пуск всех трех электролизеров в соответствии с известными техническими решениями.
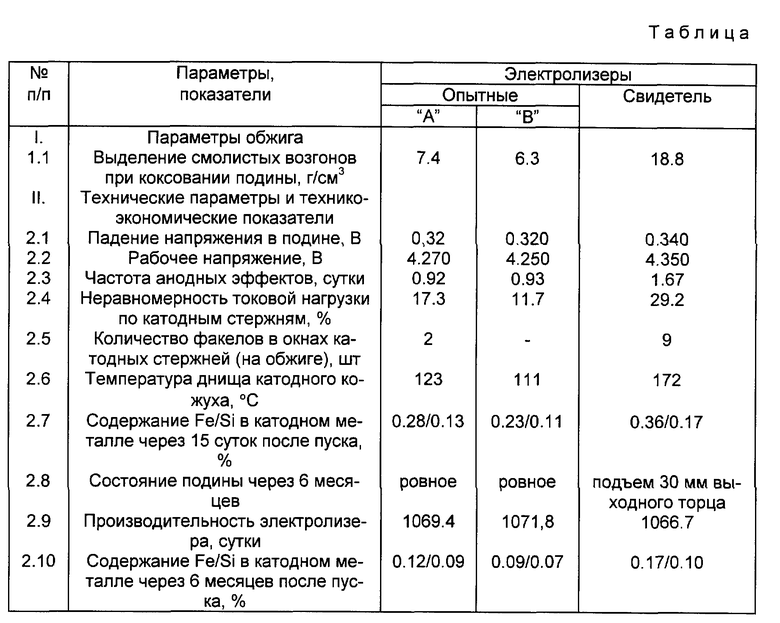
Технико-экономические показатели, технические параметры работы опытных электролизеров A, B и свидетеля, осредненные за 6 месяцев, отражены в таблице.
Как следует из полученных результатов, выделение смолистых возгонов на обжиге опытных электролизеров в 2,5 - 3,0 раза меньше, чем у свидетеля. Это указывает на уменьшение потерь углеводородов и, следовательно, улучшение качества скоксованных межблочных швов; как следствие, получено снижение падения напряжения на 18 - 20 MB, рабочего напряжения на 80 - 100 MB и частоты анодных эффектов в 1,5 раза на опытных электролизерах. На улучшение качества межблочных швов и предотвращение фильтрации жидкого металла указывает также снижение неравномерности токовой нагрузки по катодным стержням, количество факелов в окнах катодных стержней, температура днища катодного кожуха и состояние подины через 6 месяцев после пуска опытных электролизеров по сравнению со свидетелем. Как следствие, на опытных электролизерах получено улучшение сортности получаемого алюминия и повышение производительности электролизеров на 2,5 - 5,0 кг/сутки; ожидаемое увеличение срока службы электролизера 6 - 9 месяцев.
Таким образом, использование предлагаемого технического решения позволяет улучшить сортность получаемого алюминия, повысить срок службы электролизера. Дополнительным эффектом следует считать увеличение производительности электролизера, снижение расхода электроэнергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА ПОДОВОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082827C1 |
| СПОСОБ ГОРЯЧЕГО РЕМОНТА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2123545C1 |
| ПОДИНА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2085619C1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082828C1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2088696C1 |
| СПОСОБ МОНТАЖА КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2228391C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДНОЙ МАССЫ ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1994 |
|
RU2073749C1 |
| СПОСОБ ОБЖИГА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2092619C1 |
| СПОСОБ РАЗОГРЕВА И ВВОДА В ЭКСПЛУАТАЦИЮ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2116382C1 |
| СПОСОБ ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА ПОСЛЕ ОБЖИГА | 1994 |
|
RU2080416C1 |
В углеродистой подине алюминиевого электролизера грани поперечного сечения подового блока образуют равнобедренную трапецию, большим основанием которой является рабочая грань блока, обращенная к аноду, а меньшим основанием - нижняя грань подового блока. Плоскость наружной боковой грани блока параллельна плоскости одноименной внутренней боковой грани продольного паза. Грани продольного вертикального сечения блока образуют трапецию, большим основанием которой является рабочая грань, обращенная к аноду, а меньшим основанием - нижняя грань подового блока, причем внутренний конец токоотводящего стержня расположен заподлицо с внутренней торцовой гранью подового блока. Такое выполнение подины позволяет улучшить сортность получаемого алюминия, повысить срок службы электролизера. 2 з.п. ф-лы, 2 ил., 1 табл.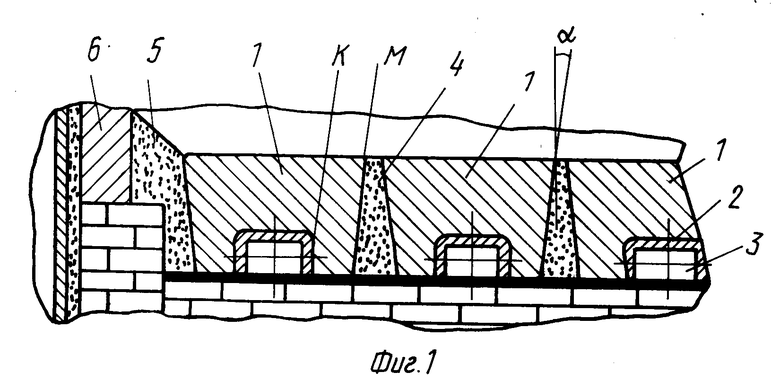
| ПОДИНА ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2068035C1 |
| Подина алюминиевого электролизера | 1985 |
|
SU1294874A1 |
| US 4673481 A, 16.06.87 | |||
| Справочник металлурга по цветным металлам | |||
| Производство алюминия | |||
| Москва, Металлургия, 1971, с | |||
| Кран машиниста для автоматических тормозов с сжатым воздухом | 1921 |
|
SU194A1 |
