Изобретение относится к обработке материалов резанием и может быть использовано при механической обработке заготовок из пластмасс, преимущественно из капролона.
Известен способ механической обработки, например токарной, заготовок из пластмасс, для осуществления которого применяют специальный режущий инструмент, оснащенный твердыми сплавами (В.Н. Подураев. Резание труднообрабатываемых материалов: Учебное пособие для вузов. - М.: Высшая школа, 1974, с. 574).
Однако реализация такого способа не обеспечивает получение качественной поверхности после обработки ввиду наличия существенных отличий в физико-химических свойствах металлов и пластмасс. При этом образуется значительная шероховатость поверхности, элементы которой создают концентраторы напряжений, негативно влияющие на прочностные характеристики готовой детали в целом.
Ближайшим аналогом является способ токарной обработки заготовок из капролона, при котором заготовке и режущему инструменту сообщают относительное движение формообразования, а подачу осуществляют дискретно, при этом заготовку из капролона подвергают предварительной обработке (патент РФ № 2317196, В29С 37/00, БИ № 6, 2008).
Однако известный способ не позволяет обеспечивать высокую точность размеров и форм обработанной поверхности и производительность обработки заготовки, так как при его реализации имеет место эффект упругого восстановления капролона после обработки режущим инструментом за счет действия остаточных растягивающих напряжений.
Технической задачей, на решение которой направлено изобретение, является повышение точности размеров и форм обработанной поверхности и повышение производительности обработки заготовки.
Указанная задача решается тем, что в способе, включающем токарную обработку заготовок из капролона, при котором заготовке и режущему инструменту сообщают относительное движение формообразования, а подачу осуществляют дискретно, при этом заготовку из капролона подвергают предварительной обработке, согласно изобретению предварительную обработку заготовки производят ультразвуковыми колебаниями, при этом величина продольной подачи рабочего инструмента ультразвуковой системы равна продольной подаче режущего инструмента. Кроме того, используют ультразвуковые колебания частотой 22-25 кГц, амплитудой 0,1-100 мкм, интенсивностью 1-3*10-3 Вт/м2.
Предварительная обработка заготовки из капролона ультразвуковыми колебаниями способствует разрыву атомных и межмолекулярных химических связей в структуре капролона, что приводит к образованию сети микротрещин, зарождающихся в наиболее слабых и перенапряженных местах. Трещины, пересекаясь между собой, формируют механически ослабленный слой, сравнительно легко разрушающийся при последующем воздействии режущего инструмента.
Предлагаемые режимы обработки заготовки ультразвуковыми колебаниями являются оптимальными для обработки капролона, так как обеспечивают наиболее эффективное воздействие на структуру материала, что подтверждается экспериментально.
Для реализации способа обработки заготовок из капролона используют следующее оборудование.
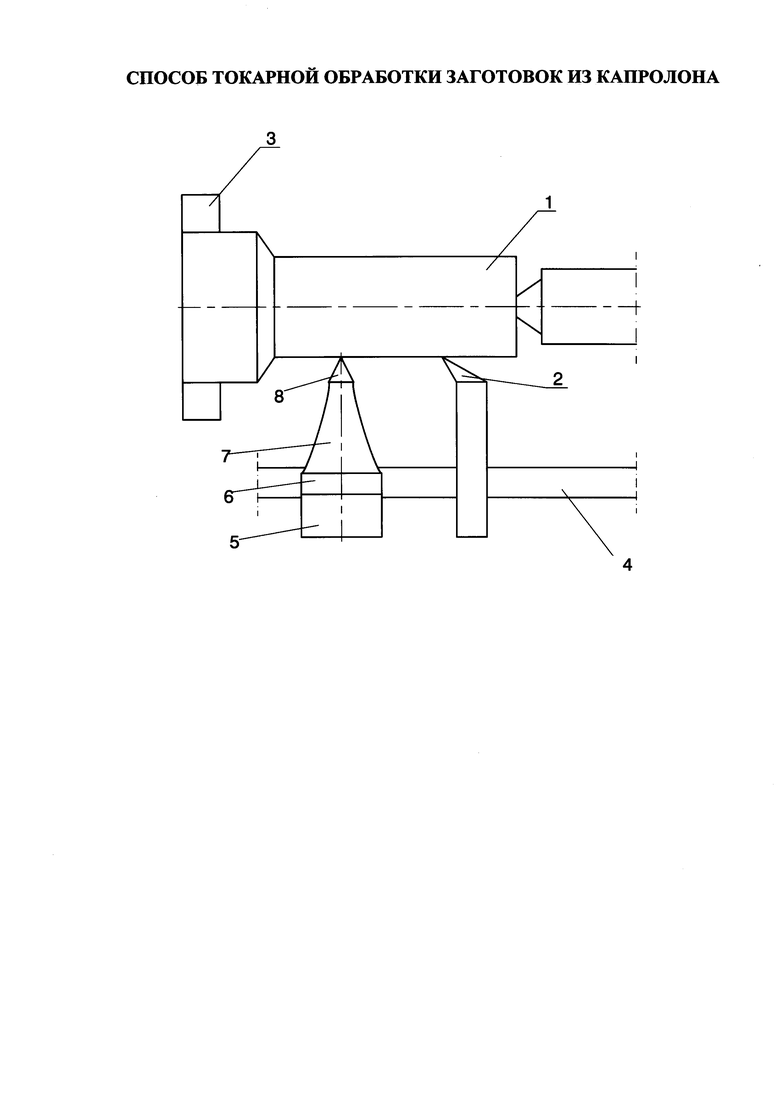
Заготовка 1 из капролона установлена в токарном станке с режущим инструментом 2 (резцом), закрепленным в резцедержателе (не показан). Для вращения заготовки имеется привод 3, а для подачи режущего инструмента 2 предназначено устройство 4 . Токарный станок оборудован
ультразвуковой колебательной системой, состоящей из генератора
ультразвуковых колебаний 5, электромеханического преобразователя 6, концентратора-усилителя амплитуды колебаний 7 и рабочего инструмента 8 в виде, например, конического наконечника. При этом ультразвуковая колебательная система прикреплена известным образом к резцедержателю.
Для осуществления способа используют генератор 5 ультразвуковых колебаний, электромеханический преобразователь 6 и концентратор 7 которые обеспечивают, будучи объединенными в одну систему, следующие параметры ультразвуковых колебаний:
частота 22 -25 кГц;
амплитуда 0,1-100 мкм;
интенсивность 1-3*10-3 Вт/м2.
Пример реализации способа.
Заготовку 1 из капролона закрепляют в токарном станке известным способом. Затем с помощью механизма поперечной подачи, например винтового (не обозначен) прижимают рабочий инструмент 8 к заготовке 1 с небольшим усилием (до 30-50 Н). После прижима рабочего инструмента 8 подключают генератор 5 ультразвуковых колебаний, благодаря чему ультразвуковые колебания частотой 22-25 кГц, амплитудой 0,1-100 мкм, интенсивностью 1-3*10-3 Вт/м2 передаются в конечном итоге в материал заготовки 1 посредством рабочего инструмента 8. Затем, по мере перемещения рабочего инструмента 8 вдоль заготовки 1, производят механическую обработку заготовки 1 режущим инструментом 2 с образованием стружки. Режимы токарной обработки устанавливаются экспериментально. При этом величина продольной подачи рабочего инструмента 8 ультразвуковой системы равна продольной подаче режущего инструмента 2 за счет установки их на резцедержателе.
Предварительная обработка заготовки из капролона ультразвуковыми колебаниями способствует разрыву атомных и межмолекулярных химических связей в структуре капролона, что приводит к образованию сети микротрещин, зарождающихся в наиболее слабых и перенапряженных местах. Трещины, пересекаясь между собой, формируют механически ослабленный слой, сравнительно легко разрушающийся при последующем воздействии режущего инструмента.
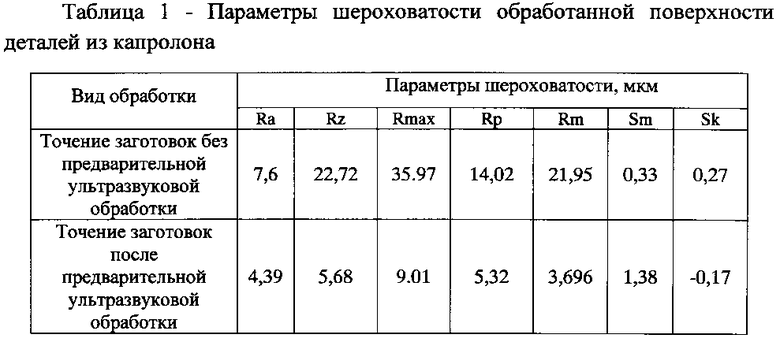
Это, в свою очередь, приводит к снижению остаточных напряжений, снижению силы резания и сведению к минимуму проявления эффекта упругого последействия после точения, что является причиной снижения шероховатости обработанной впоследствии поверхности детали из капролона (см. табл. 1).
В отличие от аналогов предлагаемый способ обеспечивает высокое качество обработанной поверхности детали из капролона, а также повышенную производительность процесса обработки и стойкость режущего инструмента за счет увеличения глубины снимаемого при точении припуска и снижения силы резания благодаря образованию механически ослабленного слоя в результате предварительной обработки заготовки из капролона ультразвуковыми колебаниями.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2014 |
|
RU2584207C1 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ПЛАСТМАСС | 2012 |
|
RU2494864C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2014 |
|
RU2575723C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2012 |
|
RU2503538C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2016 |
|
RU2616705C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2014 |
|
RU2554142C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2012 |
|
RU2497670C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2016 |
|
RU2626639C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2015 |
|
RU2612283C1 |
Изобретение относится к обработке материалов резанием и может быть использовано при механической обработке заготовок из пластмасс, преимущественно из капролона. Технической задачей, на решение которой направлено изобретение, является повышение точности размеров и форм обработанной поверхности и повышение производительности обработки заготовки. Согласно способу токарной обработки заготовок из капролона, заготовке и режущему инструменту сообщают относительное движение формообразования, а подачу осуществляют дискретно. Предварительную обработку заготовки производят ультразвуковыми колебаниями частотой 22-25 кГц, амплитудой 0,1-100 мкм, интенсивностью 1-3*10-3 Вт/м2. Величина продольной подачи рабочего инструмента ультразвуковой системы равна продольной подаче режущего инструмента. 1 ил., 1 табл., 1 пр.
Способ токарной обработки заготовок из капролона, при котором заготовке и режущему инструменту сообщают относительное движение формообразования, а подачу осуществляют дискретно, при этом заготовку из капролона подвергают предварительной обработке, отличающийся тем, что предварительную обработку заготовки производят ультразвуковыми колебаниями частотой 22-25 кГц, амплитудой 0,1-100 мкм, интенсивностью 1-3*10-3 Вт/м2, при этом величина продольной подачи рабочего инструмента ультразвуковой системы равна продольной подаче режущего инструмента.
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2012 |
|
RU2503538C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ПЛАСТМАСС | 2012 |
|
RU2494864C1 |
| Способ разрезания листовых полимерных материалов | 1984 |
|
SU1229052A1 |
| DE 3844338 A1, 05.07.1990 | |||
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ИЗ ПЛАСТМАСС | 2010 |
|
RU2438872C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ПЛАСТМАСС | 2006 |
|
RU2328374C1 |

