Изобретение касается бумажного или картонного слоистого материала, состоящего из по меньшей мере одного создающего объем слоя, называемого далее объемный слой, и по меньшей мере одного вторичного слоя, расположенного на по меньшей мере одной из сторон объемного слоя, причем вторичный слой и объемный слой соединены друг с другом прямо или косвенно практически по всей площади поверхностей, обращенных друг к другу. Настоящее изобретение касается также способа производства такого слоистого материала.
Одним из наиболее важных свойств картонного материала, при использовании его в качестве упаковочного материала, является жесткость. Жесткость бумажного или картонного слоистого материала пропорциональна его толщине в третьей степени. Из этого отношения следует, что значительная экономия материала может быть достигнута за счет снижения плотности несущих меньшую нагрузку средних слоев слоистого материала. Указанное отношение известно уже давно, однако существует проблема производства достаточно жестких и прочных средних слоев, обладающих в то же время низкой плотностью.
Классическим примером картонного слоистого материала является гофрированный картон, обладающий высокой жесткостью к изгибу по отношению к плотности слоистого материала. За счет микрогофрирования среднего создающего объем слоя можно получить также относительно тонкие слоистые материалы, однако они не отвечают всем требованиям, предъявляемым к упаковочным материалам. Так, часто можно разглядеть волнообразную структуру материала, что снижает его эстетические характеристики.
В статье "Бумажная компания Weyerhaeuser предлагает НВА (высокообъемную добавку)" Эльстон и Граев описывают возможность применения поперечно связанных химическим путем волокон для изготовления картонного материала. За счет добавки к сырью 10% НВА (высокообъемной добавки) основная масса картонного материала может быть снижена на 25% по сравнению с листом с той же жесткостью к изгибу без добавки НВА. При равной толщине листа плотность в одном из примеров была снижена с 705 до 500 кг/м3. Показано, что при добавке 15% НВА жесткость по Таберу возрастает примерно на 40%. Однако это приводит к снижению прочности на разрыв примерно на 25%. Добавку испытывали, в том числе при изготовлении трехслойного материала, причем все количество НВА вводили в средний слой.
В заявке WО 95/26441 также описано применение волокон, поперечно связанных химическим путем, для изготовления бумажного слоистого материала, состоящего из двух или более слоев. Целью применения поперечно связанных волокон (НВА) является получение конструкции большего объема при сохранении прочности на разрыв. Бумажные материалы низкой плотности (большого объема) обычно имеют более низкую прочность на разрыв. Для снижения этого негативного влияния низкой плотности предлагается использовать переносимые водой связующие, такие как крахмал, модифицированный крахмал, поливинилацетат, поливиниловый спирт и др. Предлагается использовать эти связующие в количестве от 0,1 до 6% от массы материала. Достигаемая жесткость к изгибу выражена в единицах Табера. Если перевести значения жесткости в те же единицы, которые использованы в описанных ниже испытаниях, то результат, полученный в примере 5 заявки WО 95/26441, соответствует показателю жесткости при изгибе около 1,6 Н•м7/кг3.
Использование сухого формования при производстве бумаги описано в многочисленных статьях и патентах. В книге "Введение в сухое формование бумаги", Таппи, 1978, с.3-6, среди прочих Свенсон описывает различные технологии формования полотна с использованием воздуха в качестве диспергирующей среды для древесных волокон. Примерами материалов, получаемых путем сухого формования, являются мягкие полотенца для рук, жесткий картон и мейсонит.
В GB 1430760 и GB 1435703 описана технология формования бумажных материалов, состоящих из нескольких слоев. В частности, предлагается комбинировать друг с другом слои, получаемые формованием сухой и увлажненной массы. Скрепление листа (состоящего из нескольких слоев) предлагается осуществлять с использованием связующих, влаги и прессования при высокой температуре. Высушенные изделия характеризуются большим объемом, квадратностью (то есть одинаковыми свойствами по разным направлениям в плоскости листа) и хорошей стабильностью размеров. Более того, предполагается возможность получения материалов с характеристиками, близкими к характеристикам картона, производимого по традиционной технологии. Считается, что указанная технология снижает капитальные вложения, расход воды и энергии.
В сборнике "Как окупаются исследования", PPI, март 1977, с. 42-26 Хаасом описаны основные характеристики картонов, произведенных по традиционным технологиям формования сухой и увлажненной массы. Хаас отмечает, что листы, полученные сухим формованием, отличаются гладкой поверхностью, отсутствием сволачивания и оттяжек и удовлетворительным сопротивлением раздиранию. Приведенные численные значения жесткости материалов, произведенных по различным технологиям, не поясняются в тексте. Многослойные материалы, полученные сухим формованием, не отличаются повышенной жесткостью. При анализе рассматриваемого источника было принято, что под "жесткостью %" и "жесткостью X" подразумевается жесткость листов в поперечном и продольном направлениях, соответственно (TR и MR). Для лучшего сравнения различных материалов можно рассчитать показатель жесткости при изгибе как среднегеометрическое значений TR и MR (квадратный корень из TR•MR), при этом максимальное значение показателя жесткости при изгибе, приводимое Хаасом, составляет примерно 1,2 Н•м7/кг3. Из этого следует, что рассматриваемые в данном контексте технологии сухого формования не обеспечивают повышенной жесткости к изгибу. Хаасом также приводятся значения основной массы и толщины различных бумажных конструкций, причем оказывается, что наименьшее значение плотности материалов, полностью или частично полученных способом сухого формования, составляет 550 кг/м3.
В статье "Сухое формование картона: обзор истории и технологии", Pulp and Paper, 54, 1980:4, с. 120-123 Аттвуд описывает, в том числе, результаты исследований бумажных конструкций, сочетающих из комбинации слоев, полученных способами формования сухой и увлажненной массы. Из приведенных данных, касающихся жесткости и толщины (при равной основной массе), следует, что жесткость в продольном (MR) и поперечном (TR) направлениях существенно различается. Максимальные значения жесткости, если выразить ее как квадратный корень из MR•TR, получены для материала, состоявшего из внешних слоев, полученных формованием увлажненной массы, и средних слоев, полученных сухим формованием, однако эти значения не превышают 1 Н м7/кг3. Кроме того, Аттвуд описывает различные предложения для способов проектирования процесса, который сочетает средние слои, получаемые сухим формованием, и внешние слои, получаемые формованием увлажненной массы. Аттвуд также приводит величины основной массы и толщины различных бумажных конструкций, причем оказывается, что наименьшее значение плотности для материалов, полностью или частично полученных способом сухого формования, составляет примерно 600 кг/м3.
В US 4914773 описаны способы производства жесткого картонного материала с использованием обработанных сухим способом волокон со степенью размола 500 CSF (степень размола, определяемая на канадском стандартном приборе). Волокна, из которых будет формоваться средний слой листа, следует диспергировать в пене. Этим предотвращают чрезмерное увлажнение волокон водой. Для создания условий, обеспечивающих соответствующую прочность листа, добавляют различные связующие, такие как латекс, крахмал, смолы и др. Если перевести приводимые значения жесткости к изгибу в соответствующие единицы, то очевидно, что максимальное из достигнутых значений показателя жесткости при изгибе составит примерно 1,8 Н•м7/кг3.
Неожиданно было обнаружено, что при использовании волокон со степенью размола 550-950 мл CSF, предпочтительно волокон со степенью размола более 600 мл CSF, более предпочтительно - более 650, но менее 850 мл CSF, и лучше всего - более 700 мл CSF для слоя, создающего объем слоистого материала, называемого далее объемный слой, в сочетании с вторичным слоем на одной или обеих сторонах объемного слоя, можно получить слоистый материал, который обладает очень большой жесткостью. Дополнительным преимуществом такого слоистого материала является более низкая плотность, что позволяет снизить расход материала при использовании слоистого материала согласно настоящему изобретению взамен известных картонных слоистых материалов для тех же целей, таких как материал для упаковки жидких и твердых пищевых продуктов, а также обертка и упаковка промышленных и других товаров, или в качестве промежуточного продукта для производства такого материала или другой готовой продукции. Бумажный или картонный слоистый материал, произведенный согласно настоящему изобретению, имеет показатель жесткости при изгибе более 2,2 и менее 14 Н•м7/кг3, что более чем в 2-7 раз выше показателя жесткости при изгибе известного на сегодняшний день обычного многослойного картона. В то же время слоистый материал согласно настоящему изобретению характеризуется значительной прочностью объемного слоя, который обычно является средним слоем данного слоистого материала, что облегчает складывание и последующее сгибание материала. Особое преимущество настоящего изобретения состоит в том, что после складывания материал можно без затруднений согнуть как со стороны вмятины от складывания, так и с противоположной стороны.
Объемный слой материала имеет очень низкую плотность - 50-300 кг/м3, предпочтительно - 70-200 кг/м3, наиболее предпочтительно - 100-180 кг/м3, и основную массу 30-300 г/м2. Согласно одному из возможных вариантов настоящего изобретения он имеет основную массу 40-80 г/м2, а согласно другому - основную массу 70-120 г/м2. Согласно другому аспекту настоящего изобретения объемный слой имеет толщину 0,1-6 мм, предпочтительно - 0,2-1 мм, а лучше всего - 0,3-0,7 мм.
Указанный вторичный слой имеет значительно большие плотность и прочность на разрыв, чем объемный слой, например плотность, которая по меньшей мере в два раза, предпочтительно по меньшей мере в три раза, а лучше всего - в четыре раза выше плотности объемного слоя. Таким образом, вторичный слой может иметь плотность 300-1500 кг/м3, предпочтительно 400-850 кг/м3. Средняя толщина вторичного слоя/каждого из вторичных слоев обычно составляет всего 3-20%, предпочтительно не более 15%, а лучше всего - не более 10% толщины объемного слоя.
Слоистый материал, согласно настоящему изобретению состоящий из одного объемного слоя и одного вторичного слоя по меньшей мере на одной стороне объемного слоя, предпочтительно на обеих его сторонах, имеет основную массу интервале от 50 до 500 г/м2. В указанном интервале слоистый материал согласно настоящему изобретению может иметь различную основную массу в зависимости от взаимоотношения толщины и плотности объемного слоя и вторичных слоев. Так, когда объемный слой относительно толстый, слоистый материал может иметь основную массу 75-400 г/м2, предпочтительно 100-350 г/м2, а лучше всего 100-250 г/м2 или 90-200 г/м2. С другой стороны, когда объемный слой относительно тонкий, слоистый материал может иметь основную массу 300-500 г/м2, предпочтительно 350-450 г/м2. Другими словами, в этом случае вторичный слой/слои являются определяющими в формировании массы. Возможен также промежуточный вариант, когда слоистый материал, состоящий из указанных слоев, имеет основную массу 200-400 г/м2, предпочтительно 250-350 г/м2. Показатель прочности на разрыв для слоистого материала согласно настоящему изобретению может составлять 25-150 Н•м/г, предпочтительно 50-100 Н•м/г.
В процессе производства на объемный слой с использованием связующих и при регулируемых давлении и времени наносят вторичный слой, имеющий высокую прочность на разрыв, с образованием слоистого материала согласно настоящему изобретению. Преимущественно нанесение слоя можно осуществлять одновременно со скреплением объемного слоя. Однако это условие не является обязательным, в противоположность указанному, одинаково возможно сначала сформовать и скрепить объемный слой посредством сушки, а затем наслоить не него требуемый вторичный слой.
Указанный объемный слой с низкой плотностью предпочтительно можно получать путем формования сухой или увлажненной химотермомеханической древесной массы CTMP (ХТММ) или другой "механической" древесной массы на основе волокон из древесины мягких пород, например ТМР (ТММ) с высокой степенью размола. С одной стороны, предпочтительно сухое формование, для него можно использовать любую известную технологию, но, безотносительно технологии формования, степень размола волокнистой массы должна быть более 550 CSF, предпочтительно более 600 CSF, более предпочтительно более 650 CSF, а лучше всего - более 700 CSF. Высокая степень размола волокнистого материала для указанного первого слоя обеспечивает возможность прессования листа при обезвоживании и скреплении листа без нежелательного повышения его плотности. В состав объемного слоя может быть также включена определенная доля других сырьевых волокнистых материалов, обладающих высокой упругостью во влажном состоянии, например волокон, поперечно связанных химическим путем, обычно имеющих незначительное сопротивление обезвоживанию и высокую упругость после прессования увлажненной массы, однако их применение нежелательно по меньшей мере с точки зрения стоимости.
Другим возможным видом сырьевых волокнистых материалов являются синтетические волокна, например полиэфирные, полиэтиленовые и полипропиленовые волокна, которые также обладают низким сопротивлением обезвоживанию и высокой упругостью во влажном состоянии. Согласно предпочтительному варианту исполнения настоящего изобретения, в качестве сырьевого материала для слоя с низкой плотностью - объемного слоя, который обычно является средним слоем слоистого материала, выбирают полностью или в основном полученные механическим путем так называемые целлюлозы с высоким выходом, то есть волокнистые массы с по меньшей мере 75% или, возможно, по меньшей мере 80% выходом по древесине, такие как, например, СТМР или ТМР древесные массы, состоящие в основном из волокон дерева мягких пород, причем эти волокнистые массы обязательно должны иметь степени размола, указанные выше.
В объемный слой могут быть также добавлены отходы в количестве до 40% от суммарной сухой массы. Под отходами здесь подразумеваются отходы изделия из бумажного или картонного слоистого материала, измельченные в бракомоле, и в основном с обнаженными волокнами.
Согласно предпочтительному варианту настоящего изобретения слоистый материал состоит из трех слоев, при этом возможны два или более чем три слоя, а на упомянутый объемный слой предпочтительно нанесены вторичные слои с двух сторон. Однако возможно присутствие вторичного слоя только на одной из сторон слоистого материала. Этот вторичный слой/слои предпочтительно могут производиться на той же установке, что и объемный слой, но также могут производиться и отдельно с тем, чтобы их наносить на объемный слой на другой установке.
Никаких ограничений не накладывают на значение термина "вторичный" слой. Так, могут присутствовать дополнительные слои, например барьерные слои, на поверхности вторичного слоя/слоев, или между любыми вторичными слоями и объемным слоем. Также следует понимать, что вторичные слои/поверхностные слои или вторичный слой/поверхностный слой могут быть покрыты для улучшения пригодности для печатания. Обычно покрываемые слои покрывают предпочтительно, в свою очередь, слоем пластмассы или подготавливают к покрытию слоем пластмассы, если слоистый материал является промежуточным продуктом, с целью обеспечения влагостойкости слоистого материала и его способности к термическому запаиванию по известным технологиям для того, чтобы использовать материал для упаковки жидкостей. Таким образом, вторичные слои/поверхностные слои в совокупности с объемным слоем обладают определенными функциями, такими как придание слоистому материалу способности непроницаемости по отношению к жидкости или пару, возможности его термического запаивания и необходимой прочности на разрыв и изгиб.
Согласно одному из аспектов настоящего изобретения по меньшей мере один вторичный слой слоистого материала является паропроницаемым, причем этот вторичный слой формуется из материала с сопротивлением обезвоживанию более 20oSR (градус размола по прибору Шоппер-Риглера), предпочтительно выше 25oSR, но не выше 65oSR, предпочтительно не выше 40oSR, чтобы обеспечить удаление воды при термической сушке. Предполагают, что слоистый материал с этой стороны объемного слоя не имеет никаких других слоев, или же таких, которые непроницаемы для пара в процессе термической сушки. В качестве проницаемого поверхностного слоя/слоев лучше всего использовать бумагу, формованную из увлажненной массы, с воздухопроницаемостью по "Gurley" более 2 мкм/Па•с, производимую предпочтительно из целлюлозы древесины мягких и/или твердых пород.
Для достижения необходимой прочности по толщине (в z-направлении) при соответствующей жесткости к изгибу добавляют связующие, предпочтительно латексные связующие в количестве 1-30% от массы слоистого материала, преимущественно 5-30%, предпочтительно 7-30%, более предпочтительно 10-20% в расчете на сухую массу. Эти полимерные связующие могут быть введены в виде раствора или дисперсии в воде путем применения распыления непосредственно на объемный слой и/или вторичные слои так, чтобы указанные связующие проникли в объемный слой и пропитали его. Для добавления связующих во вторичные слои также могут быть использованы различные системы для нанесения покрытий. Так, покрытие можно наносить с использованием лопастных машин для нанесения покрытий, прямым или косвенным использованием устройств для нанесения покрытия валковым способом.
Согласно одному из вариантов настоящего изобретения высокая прочность к изгибу и хорошая прочность по толщине достигается для слоистого материала с относительно низкими основными массами объемного слоя даже при низком содержании связующих, то есть при содержании связующих, предпочтительно латексных связующих, всего 1-5% от массы слоистого материала, предпочтительно 2-5% от массы слоистого материала. Основная масса объемного слоя должна составлять 30-100 г/м2, предпочтительно 30-80 г/м2.
Не связывая настоящее изобретение определенной теорией, полагают, что одной из причин, по которой низкого содержания связующих достаточно при малых основных массах объемного слоя, является то, что при меньшей толщине слоистого материала связующее при сушке диффундирует к поверхности не в равной степени с водой. Так как связующие являются относительно дорогостоящим сырьевым материалом слоистого материала, снижение их содержания на каждый % дает существенную экономию.
Латекс лучше всего применять в качестве связующего в объемном слое в указанных выше количествах, а другие связующие, например крахмал, карбоксиметилцеллюлозу или смолы, - чтобы достигнуть связывания вторичного слоя с объемным слоем.
Связующие, подходящие для пропитки объемного слоя, можно разбавлять водой, то есть они растворимы или диспергируемы в воде, и выбирать предпочтительно из группы, состоящей из водорастворимых полимеров или водных дисперсий полимеров, таких как поливинилацетат, поливиниловый спирт, полиакрилаты, полиакриловая кислота, полиэтилен, акриламид, полистирол или производные малеиновой кислоты в виде гомо- или сополимеров указанных полимеров, или, возможно, из группы, состоящей из крахмала, карбоксиметил-целлюлозы и смол, причем последняя группа особо пригодна для применения с целью достижения связывания различных слоев на основе волокон.
Кроме того, различные слои с волокнами могут содержать гидрофобные обмазывающие добавки, такие как клеящее вещество AKD (клеящее вещество на основе димера алкилкетона), резиновый клей, вещества на основе кремния и фторирующие вещества и т. д. , в количествах не более 2% от массы соответствующего слоя.
Согласно одному из аспектов настоящего изобретения по меньшей мере один из вторичных слоев может быть сформован и отпрессован на отдельной стадии/стадиях перед его наслоением на объемный слой. Этим достигается повышение содержания сухого вещества и прочности на разрыв поверхностных слоев без соответствующего прессования объемного слоя до такой степени, что происходит потеря его низкой плотности. Таким образом, скрепление многослойного слоистого материала с использованием связующих можно проводить в условиях прессования, которые не являются необходимыми для упрочения вторичных слоев. Операцию сушки теплом для достижения заданного содержания сухого вещества, вероятно, можно проводить перед комбинированием и соединением различных слоев.
Для распределения связующего в объемном слое, который обычно образует средний слой, материал перед сушкой лучше всего прессовать посредством одного или более прессующего зазора. Прессование проводят таким образом, чтобы плотность объемного слоя после сушки не превышала указанных выше пределов. Прессование при получении слоистого материала проводят преимущественно на валках или лентах без удаления воды. Количество воды, которое необходимо будет удалить путем применения тепла, может быть уменьшено также путем использования пресс-секций, подобных применяемым в обычных бумагоделательных машинах, или их комбинаций. В случае удаления воды на операции прессования существует, однако опасность потери связующих, что невыгодно как экономически, так и с точки зрения охраны окружающей среды.
После прессования слоистый материал сушат с использованием обычного сушильного оборудования, такого как цилиндровая сушилка без сушильной сетки/сушильного сукна или с ней, воздушная сушилка, металлическая лента и др. После сушки или во время подходящего перерыва в процессе сушки на материал может быть нанесено покрытие. В качестве альтернативы используют вторичные слои, на одну или две поверхности которых нанесено покрытие.
Для дополнительного улучшения упаковочных свойств на слоистый материал в качестве поверхностных или промежуточных слоев могут быть нанесены слои, которые представляют собой барьерные слои в виде пленок из различных полимеров, полиэтилена, полипропилена, полибутилена, сложного полиэфира, поливинил- и/или винилиденхлорида, поливинилового спирта, сополимера полиэтилена и винилового спирта, сополимеров этилена и винилацетата и сложных эфиров целлюлозы в один или несколько слоев, или алюминиевая фольга или металлизированная полимерная пленка. Указанные барьерные слои могут также быть нанесены непосредственно на пористый объемный слой, в этом случае связующее придает необходимую прочность готовому слоистому материалу. Однако в этом случае слоистый материал должен быть паропроницаемым с одной из сторон объемного слоя для гарантированного удаления пара. Если барьерные слои предназначены для наслоения непосредственно на объемный слой, также существенно, чтобы его предел текучести не был ниже температуры поверхности сушильных цилиндров, которая обычно составляет 130-180oС.
Слоистый материал согласно настоящему изобретению предпочтительно применяют для упаковки пищевых продуктов или упаковки потребительских товаров различного типа и др. Также высушенный слоистый материал такого типа хорошо служит в качестве защиты при хранении и транспортировке товаров промышленного применения.
Основным преимуществом нового бумажного слоистого материала является то, что для достижения определенного уровня жесткости упаковочного материала для его производства требуется меньше сырья. Это обуславливает снижение стоимости и/или загрязнения окружающей среды при транспортировке исходной древесины или продуктов ее переработки. Таким образом, снижается и суммарный расход энергии на производство бумажного слоистого материала согласно настоящему изобретению по сравнению с существующим производством картона. Также снижается расход электроэнергии на производство сырьевых волокнистых материалов ТМР или СТМР с заданными свойствами. Производство этих сырьевых волокнистых материалов значительно дешевле производства волокон, поперечно связанных химическим путем, и целлюлозы, получаемой по сульфитной или сульфатной технологии из древесины мягких пород.
Дополнительные аспекты и отличительные признаки слоистого материала и способа его производства согласно настоящему изобретению следуют из приводимых ниже формулы изобретения и описания возможных способов производства слоистого материала и вариантов их осуществления, а также проведенных исследований.
Приводимое ниже описание имеет ссылки на прилагаемые фигуры, на которых показано:
фиг. 1 - схема опытной установки для производства картонного слоистого материала согласно первому возможному случаю осуществления настоящего изобретения,
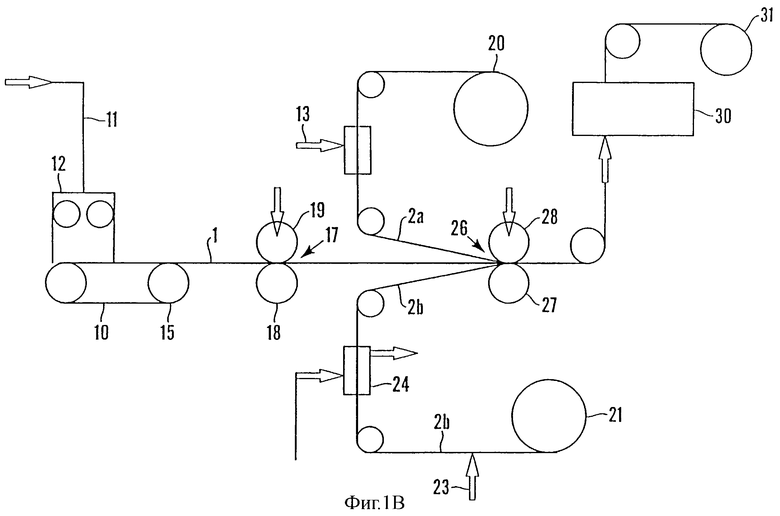
фиг.1 В - вариант схемы, приведенной на фиг.1,
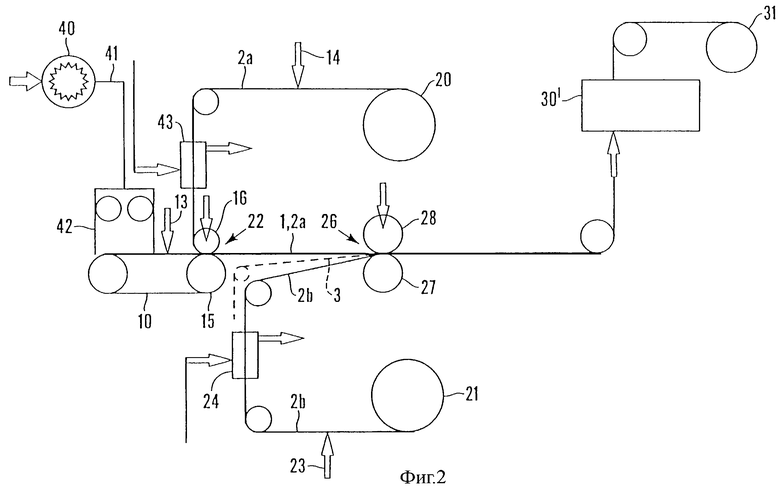
фиг. 2 - схема опытной установки для производства картонного слоистого материала согласно другому возможному случаю осуществления настоящего изобретения,
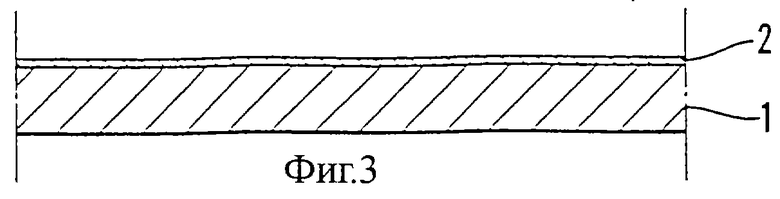
фиг. 3 - поперечный разрез слоистого материала согласно первому возможному случаю осуществления настоящего изобретения,
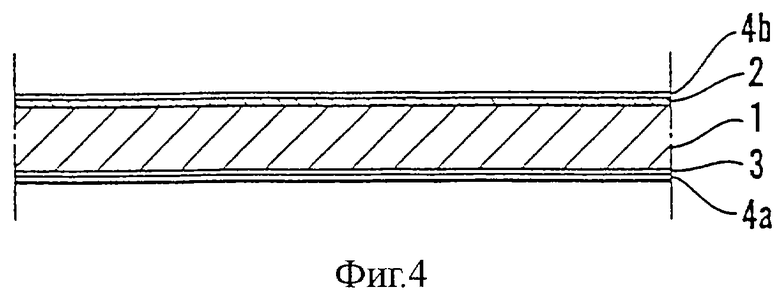
фиг. 4 - поперечный разрез слоистого материала согласно второму возможному случаю осуществления настоящего изобретения,
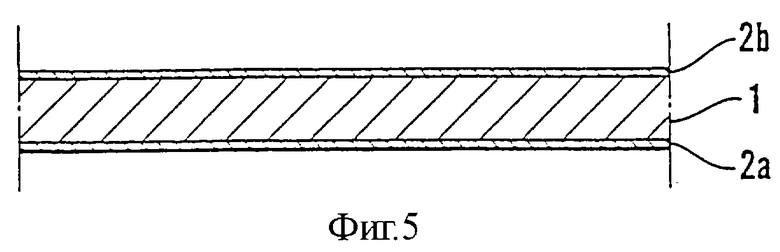
фиг. 5 - поперечный разрез слоистого материала согласно третьему возможному случаю осуществления настоящего изобретения,
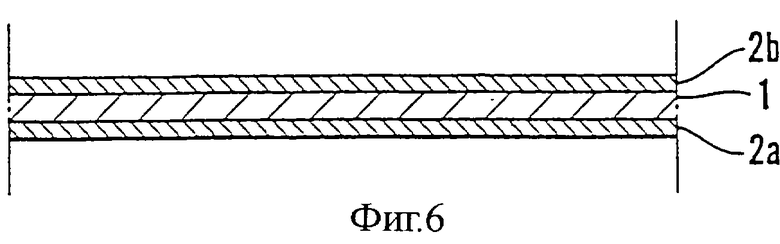
фиг. 6 - поперечный разрез слоистого материала согласно четвертому возможному случаю осуществления настоящего изобретения,
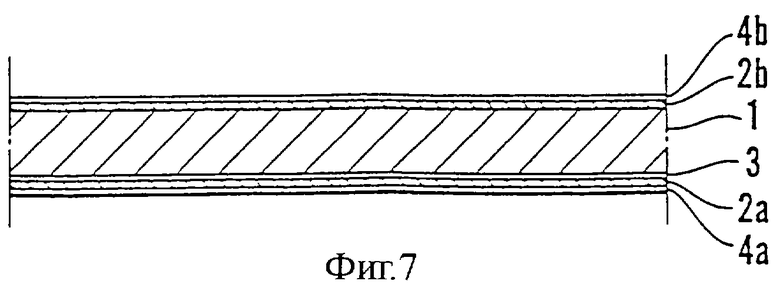
фиг.7 - поперечный разрез слоистого материала согласно пятому возможному случаю осуществления настоящего изобретения,
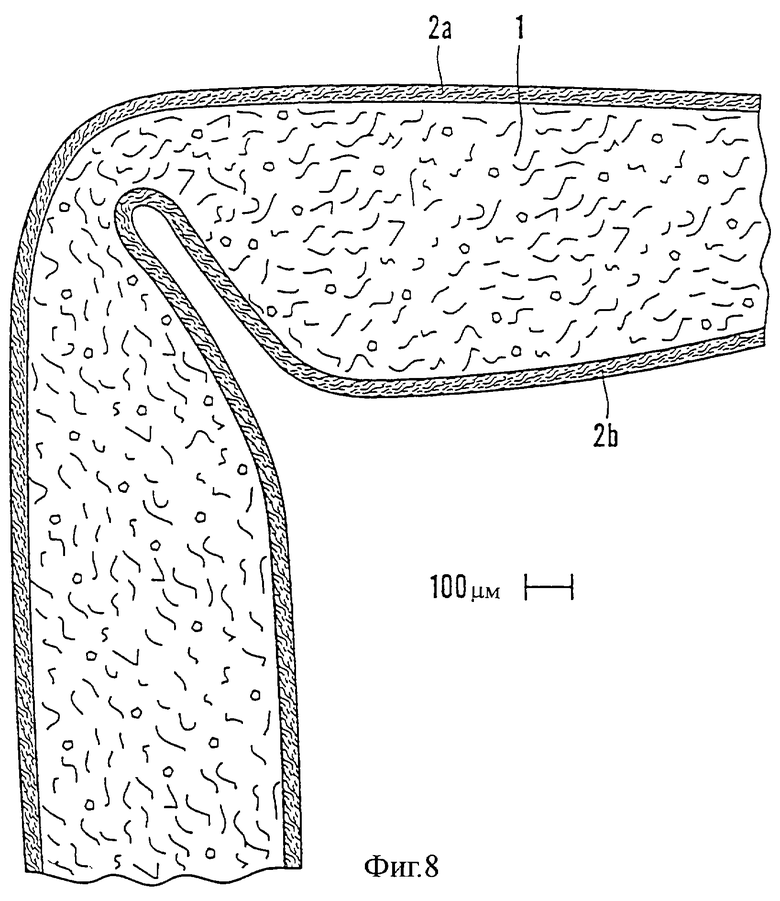
фиг.8 - изображение, сделанное с фотографии согнутого фрагмента слоистого материала согласно настоящему изобретению, которое показывает, как выглядит слоистый материал после изгибания и перегиба на 90o с остаточной деформацией объемного слоя, но без отслаивания и трещин вторичных слоев.
Объемный слой, обозначенный на чертежах цифрой 1 и имеющий очень низкую плотность, образует слоистый материал совместно с вторичными слоями, полученными формованием сухой или увлажненной массы и имеющими значительно большую плотность. Эти вторичные слои обозначены на чертежах как 2, 2а и 2b. Они могут, предпочтительно, производиться на том же оборудовании, но также могут производиться отдельно с последующим наслоением на объемный слой с низкой плотностью на установке согласно настоящему изобретению. Таким образом, согласно одному из аспектов настоящего изобретения по меньшей мере один из вторичных слоев сформован и отпрессован на отдельной стадии/стадиях перед наслоением на объемный слой 1. Этим достигается повышение содержания сухого вещества и прочности на разрыв поверхностных слоев без соответствующего спрессовывания объемного слоя до такой степени, при которой происходит потеря его низкой плотности. Таким образом, скрепление многослойного слоистого материала с помощью связующих можно проводить в условиях прессования, которые не являются необходимыми для упрочения вторичных слоев. Для комбинирования и соединения различных слоев можно применять операцию сушки теплом, способствующую также достижению заданного содержания сухого вещества.
Для достижения необходимой прочности по толщине (в z-направлении) при соответствующей жесткости к изгибу непосредственно в объемный слой и/или во вторичные слои добавляют полимерные связующие, растворенные или диспергированные в воде, например водорастворимые. Количество связующих должно составлять 1-30% от массы конструкции, преимущественно 5-30%, предпочтительно 7-30% и даже более предпочтительно 10-20%. Или же, в случае низкой основной массы объемного слоя, количество связующих должно составлять 1-5%, предпочтительно 2-5% от массы материала. Эти растворы и/или дисперсии связующих можно вводить путем распыления непосредственно на объемный слой и/или вторичные слои. Для введения связующих, в частности во вторичные слои, могут также быть использованы другие технологии, такие как различные системы для нанесения покрытий. Так, признано, что покрытие можно наносить с использованием лопастных машин для нанесения покрытий, прямым или косвенным использованием устройств для нанесения покрытия валковым способом. Признано возможным использовать в качестве связующего для пропитки объемного слоя латексные связующие и другие связующие, например крахмал, карбоксиметилцеллюлозу и смолы, для обеспечения связи между различными слоями на основе волокон, в том числе между объемным слоем 1 и указанными вторичными слоями 2, 2а, 2b.
Помимо латексных связующих, подходящими для пропитки объемного слоя связующими, являются другие водорастворимые полимеры или водные дисперсии полимеров, которые выбирают из группы, включающей поливинилацетат, поливиниловый спирт, полиакрилаты, полиакриловую кислоту, полиэтилен, акриламид, полистирол и производные малеиновой кислоты в виде гомо- или сополимеров указанных полимеров. Вместе со связующими или агентами можно также добавлять смачивающие агенты, например додецилсульфат натрия, гидрофобные обмазывающие добавки и любые другие необходимые ингредиенты.
Чтобы связующее пропитало объемный слой и распределилось в нем перед сушкой, материал лучше всего прессовать посредством одного или более прессующего зазора. Прессование проводят таким образом, чтобы плотность объемного слоя после сушки не превышала указанных выше пределов. Например, прессование при получении слоистого материала проводят, преимущественно, на валках или лентах без значительного удаления воды. Количество воды, которое необходимо будет удалить, применяя тепло, может быть уменьшено за счет использования пресс-секций, применяемых в обычных бумагоделательных машинах, или их комбинаций. Однако, в случае удаления воды на операции прессования, существует опасность потери связующих, что невыгодно как экономически, так и с точки зрения охраны окружающей среды. Преимуществом же прессования при получении слоистого материала является то, что оно способствует распределению связующих по толщине листа.
После прессования слоистый материал сушат с использованием обычного сушильного оборудования, такого как цилиндровая сушилка без сушильной сетки/сушильного сукна или с ней, воздушная сушилка, металлическая лента и др. После сушки или во время подходящего перерыва в процессе сушки на материал может быть нанесено покрытие. В качестве альтернативы используют вторичные слои, на одну или две поверхности которых нанесено покрытие. Для дополнительного улучшения упаковочных свойств на слоистый материал могут окончательно быть нанесены поверхностные слои различных полимеров. Такие покровные или поверхностные слои с низкой проницаемостью или непроницаемые для воды, пара, углекислого газа и кислорода, таким образом, образуют барьерные слои для подобных текучих сред и могут быть сформированы из пленок различных полимеров, таких как полиэтилен, полипропилен, полибутилен, сложный полиэфир, поливинил- и/или винилидинхлорид, поливиниловый спирт, сополимеры полиэтилена и винилового спирта, сополимеры этилена и винилацетата и сложные эфиры целлюлозы в один или несколько слоев или алюминиевой фольги или металлизированной полимерной пленки. Указанные барьерные слои могут также быть нанесены непосредственно на пористый объемный слой, в этом случае связующие придает необходимую прочность готовому слоистому материалу. Однако в этом случае вторичный слой и любые другие дополнительные слои на противоположной стороне слоистого материала должны быть паропроницаемыми, чтобы гарантировать удаление пара. Если барьерные слои наслаивают непосредственно на объемный слой 1, также существенно, чтобы их предел текучести не был ниже температуры поверхности сушильных цилиндров, которая обычно составляет 130-180oС.
На фиг.1 плоская сетка опытной установки обозначена цифрой 10. По загрузочной трубе 11 сырье из СТМР волокнистой массы подают в вводную емкость 12. СТМР волокнистая масса имеет степень размола согласно настоящему изобретению, указанную выше и приводимую также в формуле изобретения, причем указанная степень размола достигается подбором температуры и расхода энергии на приготовление указанной древесной массы по известной технологии, например в соответствии основными положениями, установленными в шведской патентной заявке 9000515-8. СТМР волокнистая масса поступает из вводной емкости 12 на сетку 10. Во избежание скручиваемости первый вторичный слой 2а увлажняют водой посредством распылительного блока 15 со стороны, которая будет обращена к объемному слою, который будет сформирован из сырья на сетке 10. Вторичный слой 2а согласно рассматриваемому случаю состоит из бумаги, полученной преимущественно из древесины мягких пород по способу получения целлюлозы, предпочтительно сульфатному способу. Бумага 2а может быть произведена на отдельной установке или поставлена совершенно другим производителем и разматывается в рассматриваемом случае с первого питающего рулона 20. В качестве альтернативы, бумага 2а может быть произведена на машине, входящей в состав устройства согласно настоящему изобретению для производства слоистого материала, такой как фабрика гофрированного картона, при этом бумага 2а соответствует наружному слою. Кроме того, вторичные слои 2а, 2b вполне могут быть образованы из бумаги, соответствующей по характеристикам бумаге для поверхностных слоев гофрированного картона.
Увлажненный вторичный слой 2а и объемный слой 1, сформованный на сетке, соединяют друг с другом поверхность к поверхности между гауч-валом 15 и отжимным валиком 16. Гауч-вал 15 и первый отжимный валик 16 образуют первый прессующий зазор 22. Два соединенных слоя 1, 2а затем проходят через второй прессующий зазор 17 в прессе с одном сукном для обезвоживания, состоящий из вала 18 и вала 19. При этом вода проходит через вторичные слои 2а к прессовому сукну, которое, в свою очередь, обезвоживается при помощи обычных суконных сосунов. Латекс или другое полимерное связующее добавляют, как описано выше, к слоям со стороны объемного слоя 1 в виде водной дисперсии/раствора через распылительный блок 13.
Второй вторичный слой 2b может быть такого же типа, как и первый слой 2а, и производиться на отдельной установке (в этом случае он разматывается со второго питающего рулона 21) или производиться на линии, как это описано выше для первого слоя 2а. Однако в качестве второго вторичного слоя 2b может быть также использован материал другого типа, например пластмассовая пленка. Однако предполагается, что в том случае, если вторичный слой 2b образован слоем бумаги, то бумагу предпочтительно производить из целлюлозы. С противоположной стороны относительно вторичного слоя 2а вторичный слой 2b здесь увлажняют при помощи третьего водораспылительного блока 23 со стороны, которая будет обращена к объемному слою. Затем с той же стороны вторичный слой 2b обеспечивают связующими в блоке 24 нанесения покрытия, который может представлять собой распылительный блок или блок для нанесения покрытий, например лопастную машину для нанесения покрытий, с непосредственным нанесением покрытия на слой 2b или через валик (устройство для нанесения покрытия валковым способом). В качестве связующего в блоке 24 нанесения покрытия предпочтительно использовать крахмал или другое подходящее связующее, например карбоксиметилцеллюлозу и/или смолы, с тем чтобы достичь связывания вторичного слоя 2b с объемным слоем 1.
Три слоя 2а, 1 и 2b затем соединяют друг с другом в третьем прессующем зазоре 26 между двумя прессовыми валами 27 и 28 без или с небольшим обезвоживанием, но при давлении прессования, достаточном для стимулирования распределения добавленного связующего в объемном слое 1 и смачивания его. Таким образом скрепляют слоистый материал, состоящий из трех слоев 2а, 1 и 2b, и затем он поступает в сушильный блок, в целом обозначенный цифрой 30, а из него наконец наматывается на вал 31. Внешние барьерные слои могут быть нанесены на слоистый материал 31 на отдельной установке. В качестве альтернативы, это можно осуществить на линии после сушильного блока 30 при сматывании в рулон на вал или при разрезании на листы.
Можно также добавить барьерный слой между объемным слоем 1 и вторичным слоем 2b, состоящий из алюминиевой фольги 3 или металлизированной пластмассовой пленки, что осуществляют в промежутке между упомянутыми вторым прессующим зазором 17 и третьим прессующим зазором 26. В этом случае связующее добавляют на указанный фольговый/барьерный слой 3 со стороны, обращенной к объемному слою 1, при помощи пятого распылителя или устройства для нанесения покрытия (не показано). Это связующее может быть таким же, как наносимое на вторичный слой 2b в блоке 24. Понятно, что в этом случае сушка объемного слоя 1 в сушильном блоке 30 происходит через вторичный слой 2а, нанесенный на объемный слой 1 со стороны, противоположной той, на который нанесен барьерный слой 3.
На фиг.1В приведен еще один вариант осуществления способа, описанного со ссылкой на фиг. 1. В этом случае также осуществляют формование увлажненной массы, но объемный слой 1 обезвоживают в прессе 17 перед соединением с вторичными слоями 2а и 2b. Связующие наносят на обращенные к объемному слою 1 поверхности слоев 2а и 2b в блоках 13 и 24. И в этом случае связующее можно добавлять распылением или нанесением покрытия.
Описанные способы производства слоистого материала согласно настоящему изобретению, включающие формование увлажненной массы объемного слоя 1, несомненно имеют определенные преимущества не только с экономической точки зрения. Однако настоящее изобретение также предлагает способ производства слоистого материала, включающий сухое формование объемного слоя 1.
На фиг.2, на которой также приведена схема опытной установки, цифрой 40 обозначена молотковая мельница. В нее загружают сухой СТМР пушок, который обрабатывают в молотковой мельнице так, чтобы обнажились волокна. СТМР древесную массу предварительно расплющивают или обрабатывают в отдельном процессе таким образом, чтобы получить степень размола указанной древесной массы в соответствии с настоящим изобретением, равную степени размола в воде. Что касается размола указанной древесной массы, ссылка приведена как выше, так и в приводимой ниже формуле изобретения, что касается способа получения такой древесной массы, ссылка также приведена выше. Распушенную древесную массу, полученную указанным образом, по пневмотранспортеру 41 подают в формовочный ящик 42, из которого, поступая на сетку 10, сухая волокнистая древесная масса формуется в лист. На сетке к СТМР листу через первый распылительный блок 13, как было описано выше, добавляют латекс или другое полимерное связующее в виде водной дисперсии/раствора. Другие операции способа производства слоистого материала в целом соответствуют приведенным выше при описании фиг. 1. Однако связующие на обращенную к объемному слою 1 сторону первого вторичного слоя 2а наносят в вентилируемом устройстве 43 для нанесения связующего. Устройство 43 для нанесения связующего может быть того же типа, что и вентилируемое устройство 24 для нанесения связующего, а связующее или агенты, добавляемые посредством устройства 43 для нанесения связующего, могут быть того же типа, что и наносимые устройством 24 для нанесения связующего. Единственным отличием рассматриваемого варианта является также то, что между прессами 22 и 26 не требуется производить обезвоживание. Другое применяемое оборудование и технология приведены выше при описании установки, изображенной на фиг.1.
Вне зависимости от технологии производства основным отличительным признаком способа согласно настоящему изобретению является то, что создается слой большого объема, который обычно образует средний слой слоистого материала, и этот объемный слой соединяют с одним или более вторичными слоями, которые сами скрепляются при производстве слоистого материала, а получение слоистого материала осуществляют таким образом (низкое давление прессования при высокой упругости объемного слоя и его способности к обезвоживанию), что объемность объемного слоя не уменьшается существенно.
В этой связи следует также понимать, что все слои, которые будут включены в слоистый материал, включая также и объемный слой, могут быть произведены и подготовлены сами по себе, с тем чтобы затем образовать слоистый материал. В таком процессе объемный слой за счет добавленного связующего имеет достаточную прочность, чтобы его можно было наматывать на вал и разматывать, подавать по направляющим и т.д., и соединять с вторичными слоями путем склейки.
На фиг. 3-7 приведено несколько возможных случаев исполнения слоистого материала согласно настоящему изобретению. Следует понимать, что приведенные варианты являются лишь рядом наглядных примеров и в рамках настоящего изобретения возможно множество других вариантов. Так, количество, свойства и расположение различных слоев, например, может варьироваться и изменяться при сохранении отличительных признаков настоящего изобретения, описанных в приводимой ниже формуле изобретения.
ПРИМЕР 1 - Фиг.3
Слоистый материал L1 согласно рассматриваемому варианту состоит всего из двух слоев, а именно из объемного слоя 1 с низкой плотностью и высокой степенью размола, характерными для настоящего изобретения, и вторичного слоя 2. Вторичный слой 2 обычно состоит из бумажного слоя, хотя в принципе может быть также образован неволокнистым слоем, например пластмассовой пленкой, имеет значительно большую плотность по сравнению с объемным слоем 1 и также прикатан и соединен с объемным слоем 1 таким образом, что скрепленный слоистый материал обладает характерными свойствами слоистого материала согласно настоящему изобретению. Слоистый материал L1 может не являться конечным продуктом, а, предпочтительно, является промежуточным продуктом.
ПРИМЕР 2 - Фиг.4
Слоистый материал L2 на основе слоистого материала L1, фиг.3, который, во-первых, со стороны, прилегающей к объемному слою 1, имеет барьерный слой 3, который может быть образован, например, алюминиевой фольгой, а, во-вторых, два поверхностных слоя 4а и 4b, состоящие из пластмассовой пленки.
ПРИМЕР 3 - Фиг.5
В этом примере показан картонный материал, для которого и предназначено в первую очередь настоящее изобретение. Этот слоистый материал L3 состоит из толстого, но легкого создающего объем среднего слоя из волокон, имеющих указанную степень размола, на обеих сторонах этого слоя расположены вторичные слои 2а или 2b, обычно состоящие из бумажных слоев со значительно большей плотностью и прочностью на разрыв, чем объемный слой 1, причем бумажные слои, предпочтительно, намного тоньше объемного слоя 1 и произведены по целлюлозной технологии производства.
ПРИМЕР 4 - Фиг.6
Отличие от предыдущего примера 3 состоит в том, что объемный слой слоистого материала L4 сравнительно тонкий, а два вторичных слоя толще или по меньшей мере сопоставимы по толщине с объемным слоем.
ПРИМЕР 5 - Фиг.7
Слоистый материал L5 состоит из внутреннего слоя из создающего объем материала согласно настоящему изобретению и двух внешних пластмассовых пленок 4а или 4b. К одной из сторон объемного слоя прилегает барьерный слой 3 из алюминиевой фольги, а между алюминиевой фольгой 3 и поверхностным слоем 4а из пластмассы находится бумажный слой 2а, полученный из целлюлозы. С другой стороны между объемным слоем 1 и поверхностным слоем 4b из пластмассы находится вторичный слой 2b из бумаги, который может быть аналогичен слою 2а.
Поверхностные слои 4а и 4b обычно имеют толщину 0,02-0,3 мм во всех приведенных случаях воплощения изобретения, а в случаях наличия барьерного слоя 3 из алюминиевой фольги они имеют толщину 3-150 мкм, обычно - более 10 мкм, предпочтительно - не более 40 мкм.
Изготовление лабораторных листов
Лабораторные листы изготавливали со средним создающим объем слоем, состоявшем из СТМР или ТМР древесной массы с очень высокой степенью размола и низкой плотностью и содержавшем латексное связующее, и, расположенными по обеим сторонам объемного слоя, прочными вторичными слоями из бумаги со значительно большей плотностью, чем объемный слой. Испытывали формование как сухой, так и увлажненной массы объемного слоя. В качестве вторичных слоев использовали различные промышленные сорта бумаги из сульфатной целлюлозы, полученные из отбеленной сульфатной целлюлозы из мягких и/или твердых пород дерева, или бумагу из целлюлозы, полученную на экспериментальной бумагоделательной машине.
Сухое формование объемного слоя
Распушенную СТМР древесную массу разделяли на волокна в молотковой мельнице Kamas HО1 с использованием 6 мм сит при 4500 об/мин. Формование объемного слоя осуществляли путем диспергирования обнажившихся волокон воздухом и формования волокон на металлической сетке с отверстиями 100 меш и диаметром 25 см.
Формование увлажненной массы объемного слоя
СТМР или ТМР волокна диспергировали в воде при концентрации 0,6%. Листы формовали в форме для листов формата А4. Листы отжимали впитывающей бумагой, при этом содержание твердого вещества возрастало примерно до 20-25%. Затем листы сушили, прижимая сушильным сукном к цилиндру с температурой поверхности 70oС, перед введением связующих и наслоением вторичных слоев.
Получение слоистого материала
На объемные слои, полученные формованием сухой или увлажненной массы, при помощи распылителя наносили латексное связующее, содержавшее 0,2 мас.% додецилсульфата натрия (смачивающий агент). Содержание сухого связующего в распылителе может меняться в широких пределах, однако в данном случае оно составляло примерно 10%.
Чтобы избежать скручивания, вторичные слои увлажняли водой и/или распыляли связующее со стороны, которая должна была прилегать к объемному слою. Затем вторичные слои соединяли с объемным слоем и с каждой стороны накладывали полиэтиленовую пленку толщиной 75 мкм для того, чтобы предотвратить миграцию воды/связующего. Полиэтиленовую пленку использовали в данном случае только для удобства работы с образцами и, соответственно, не прикрепляли к ним. Затем композиционный материал прессовали при давлении и в течение времени, которые были необходимы для достижения заданной плотности, обычно от 0,1 до 3 бар (0,01-0,3 МПа) в течение от 2 до 10 с.
Сушка
Слоистые листы сушили, прижимая сушильным сукном к сушильному цилиндру с температурой поверхности 70oС.
МЕТОДИКА ИСПЫТАНИЙ И ОПРЕДЕЛЕНИЯ
Ниже описан ряд характеристик материала, которые определяют свойства композиционных материалов, а именно: основная масса, толщина, плотность, прочность на разрыв + показатель, прочность по толщине, жесткость к изгибу + показатель. Все характеристики измеряли в стандартных условиях при 23oС и относительной влажности 50% с использованием стандартизированных методик SCAN. Если для значений прочности и удлинения не указано, что они относятся к продольному (MR) или поперечному (TR) направлению, то всегда подразумевают среднегеометрическую величину этих характеристик в продольном и поперечном направлениях.
Основная масса - SCAN P 6:75.
Толщина - плотность - SCAN P 7:75.
Прочность на разрыв - удлинение, жесткость к разрыву - SCAN P 67:93.
Сопротивление изгибу - SCAN P 29:95.
Прочность по толщине - SCAN P 80:98.
Воздухонепроницаемость, проницаемость по Gurley - SCAN P 19:78.
Шероховатость поверхности, PPS - SCAN P 76:95.
Степень размола - SCAN С 21:65.
Градус размола по прибору Шоппер-Риглер, SR - SCAN С 19:65.
Показатель жесткости при изгибе рассчитывали по приведенной ниже формуле.
Показатель жесткости при изгибе = Sb/W3 (Н•м7/кг3)
Для ленты длиной 50 мм, шириной 38 мм при угле 15o справедливы следующие соотношения:
Sb=Fв•0,0837 (мН•м)
Fв= изгибающая сила (мН)
Жесткость по Kenley и Taber определяли при геометрическом фасонировании образцов и растяжении, что соответствовало ленте длиной 50 мм, применяемой здесь с шириной 38 мм и углом 15o.
Для пересчета жесткости по Kenley в изгибающую силу в справочнике по картону (Iggesund, 1979) приводятся следующее соотношения:
Изгибающая сила по Kenley (г) =0,1•LoW (мН), откуда Показатель жесткости при изгибе = Kenley 0,0837/0,1/основная масса3 (Н•м7/кг3)
Для перевода жесткости по Taber в изгибающую силу в справочнике Finnboard (1979) приводится соотношение
Taber (гсм) = 0,465•LoW (мН), откуда
Показатель жесткости при изгибе = Taber 0,0837/0,465/основная масса3 (Н•м7/кг3)
LoW = измерительный прибор жесткости к изгибу Lorentzen&Wettre (SCAN Р 29:95)
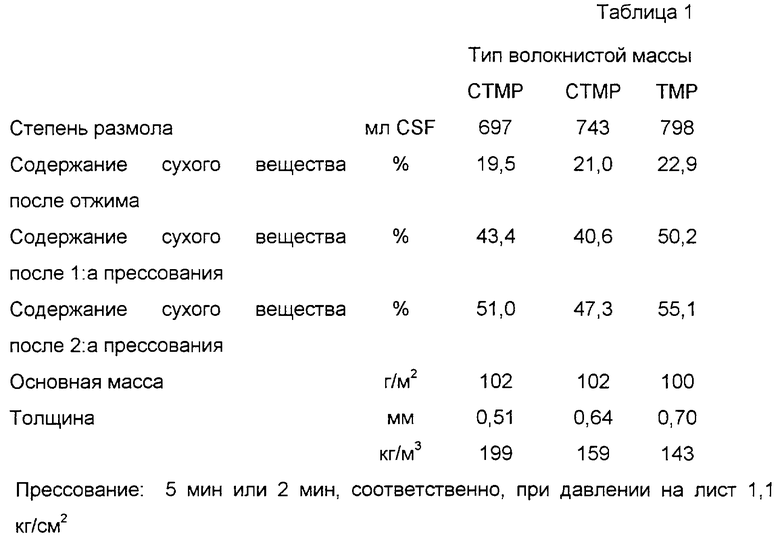
ОПЫТ 1
Для того чтобы показать значимость использования сырьевого волокнистого материала с высокой степенью размола для указанного объемного слоя, провели показательный опыт с использованием ТМР и СТМР различной степени размола. Из табл. 1 следует, что плотность листов, полученных формованием увлажненной массы (см. выше), резко снижается с увеличением степени размола. Также известно, что и прочность волокнистого материала обычно низка при низких значениях его плотности. Несмотря на это, для того чтобы получить слой с большим объемом согласно настоящему изобретению, была выбрана степень размола волокнистой массы, предпочтительно более 600 мл CSF, пригодно более 650 мл CSF, и лучше всего по меньшей мере 700 мл CSF.
ОПЫТ 2
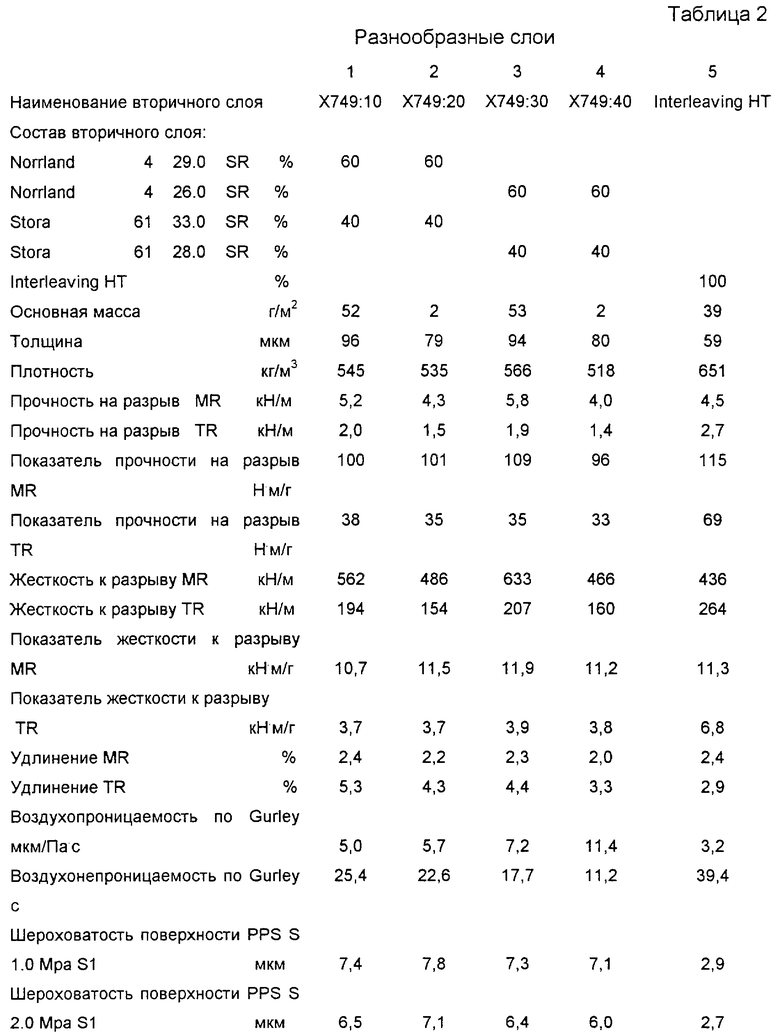
Влияние различных основных масс и сортов вторичных слоев исследовали путем наслаивания на средний, объемный слой, полученный сухим формованием, различных вторичных слоев. В качестве сырьевого волокнистого материала для среднего слоя использовали STORA пушок СТМР 70HD со степенью помола 697 CSF. Содержание сухого вещества после добавления связующих и наслоения на создающий объем средний слой вторичных слоев составляло примерно 30% до начала операции сушки.
Обозначения, состав и свойства различных вторичных слоев приведены в табл.2.
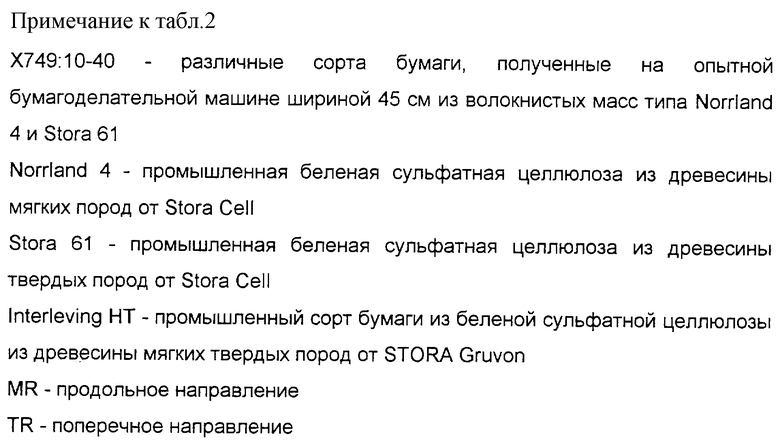
В табл. 3 приведены свойства слоистых материалов, полученных при использовании в качестве создающего объем среднего слоя волокнистого сырьевого материала, состоявшего из STORA пушка СТМР 70HD со степенью помола 697 CSF, и использования различных вторичных слоев, указанных в табл.2. В столбце 1 приведены данные для материала, состоящего только из создающего объем среднего слоя, то есть без вторичных слоев.
Из вторичных слоев, приведенных в табл.3, лучшим является 5 - Interleving HT производства STORA Gruvon. В сочетании с создающим объем средним слоем из STORA пушка СТМР 70HD и при добавке латексного связующего, которое пропитало объемный слой и распределилось в нем, как описано выше, вторичный слой - Interleving HT - обеспечил показатель жесткости при изгибе 6,89 Н•м7/кг3. Бумаги других сортов, полученные из целлюлозы на основе волокна твердых и/или мягких древесных пород, также могут оказаться пригодными для применения в качестве вторичных слоев на объемном слое; также вторичные слои из материалов, полученных на опытной бумагоделательной машине (поз. 3-6, табл. 3), в сочетании с объемным слоем, пропитанным связующим, обеспечили показатель жесткости при изгибе значительно больший по сравнению с известными промышленными картонными материалами.
ОПЫТ 3
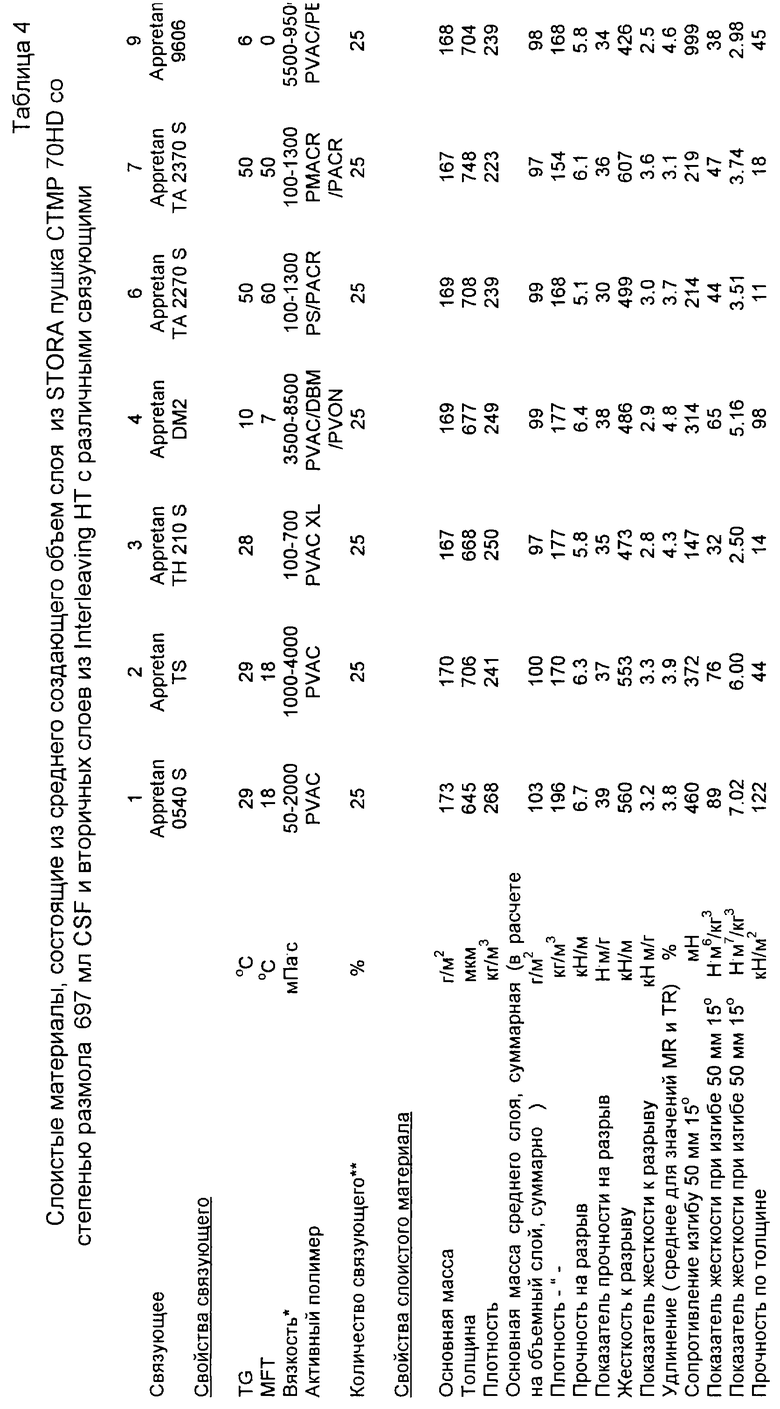
Для обеспечения максимальной жесткости слоистого материала согласно настоящему изобретению опробовали ряд связующих при использовании в качестве среднего слоя объемного слой, полученной сухим формованием. В качестве сырьевого волокнистого материала в данном случае также использовали STORA пушок СТМР 70HD со степенью размола 697 мл CSF. В качестве вторичного слоя с обеих сторон наносили Interleving НТ 40 г/м2 от STORA Gruvon. Свойства бумаги этих вторичных слоев приведены ранее в табл.3, 5. Содержание сухого вещества после добавки связующего и наслоения вторичных слоев составляло примерно 30% до начала процесса сушки. Результаты очевидны из табл.4, где
TG - температура стеклования
MFT - минимальная температура образования пленки
* Вискозиметр Брукфилда типа RVT,
шпиндель 2; 20 об/мин для ТН 210 S (согласно спецификации), ТА 2270 S и ТА 2370 S,
шпиндель 3; 20 об/мин для 0540 S и TS,
шпиндель 5; 20 об/мин для DM 2 и 9606.
** Расчетное в процентах от массы среднего слоя
Appertan - торговая марка дисперсий связующих от Hoechst Perstorp
PVAC - поливинилацетат
PS - полистирол
PACR - полиакрилат
PMACR - полиметилметаакрилат
РЕ - полиэтилен
PVON - поливиниловый спирт
DBM - дибутилмалеинат
Из табл. 4 следует, что выбор связующего значительно влияет на свойства слоистого материала, особенно на показатель жесткости при изгибе, несмотря на то, что все опробованные связующие относятся к латексному типу. Это влияние можно объяснить несколькими техническими причинами. Например, вязкость и поверхностное натяжение связующего могут влиять на распределение связующего и его действие на слоистый материал. Кроме того, свойства полимеров, такие как механическая прочность и адгезия к волокнистым материалам, возможно, влияют на конечные свойства слоистого материала. Низкая вязкость способствует хорошей пропитке толстого создающего объем среднего слоя. С другой стороны, низкая вязкость в слое, граничном с вторичными слоями, может способствовать хорошей адгезии и, соответственно, хорошему скреплению слоистого материала. Наибольшие значения показателя жесткости при изгибе получены при использовании в качестве связующего Appertan 0540 и Appertan TS, (столбцы 1 и 2 табл.4), которые имеют среднюю вязкость. Вне зависимости от научных принципов, из табл.4 следует, что полученные значения показателя жесткости при изгибе слоистых материалов согласно настоящему изобретению значительно превышают уровень жесткости к изгибу известных промышленных материалов. Например, картон Триплекс (торговая марка) производства STORA Skoghall, который очень широко используют для упаковки жидких продуктов, имеет показатель жесткости при изгибе 1,3 Н•м7/кг3. Кроме того, Феллерс и Норман в книге "Технология бумаги" (Pappersteknik), 3-е издание, 1996, с.315-318 отмечают, что бумажные материалы обычно имеют показатель жесткости при изгибе от 0,5 до 2 Н•м7/кг3.
Показатель жесткости при изгибе согласно настоящему изобретению также значительно превышает приводимые в литературе значения для материалов, полученных сухим формованием. Это, возможно, обусловлено выбором сырьевого волокнистого материала с высокой степенью размола, которое в сочетании с технологией (в основном, сочетанием прессования и сушки) обеспечивает сохранение низкой плотности слоистого материала.
Связующие, использование которых предпочтительно согласно настоящему изобретению, должны иметь температуру стеклования выше 0oС, кроме того, полимеры должны быть получены полимеризацией этилена, пропилена, бутена, винилхлорида, винилацетата, акрилатов, таких как метилакрилат, этилакрилат и др. , и в виде сополимеров. В эти латексные связующие для стабилизации дисперсии полимеров в воде также могут вводиться добавки как поверхностно-активных веществ, так и, например, поливинилового спирта и карбоксиметилцеллюлозы. Эти и подобные им вещества, например крахмал, также служат как связующие.
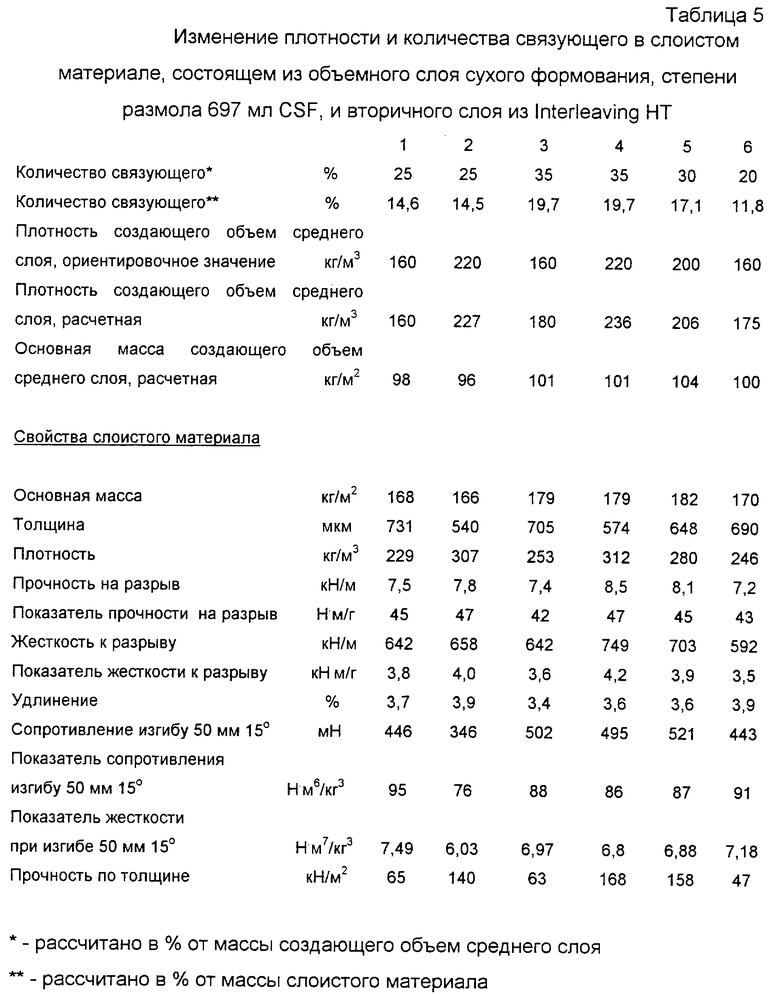
ОПЫТ 4
Для определения влияния плотности и содержания связующего на свойства слоистого материала была проведена серия опытов, в которых варьировались эти показатели. В качестве среднего слоя использовали объемные слои, полученные сухим формованием, причем сырьевым волокнистым материалом служил STORA пушок СТМР 70HD со степенью размола 697 CSF. Вторичные слои были образованы Interleaving НТ 40 г/м2 производства STORA Gruvon, бумажные свойства которого приведены в табл.2, столбец 5. В качестве связующего использовали Appertan 540 S, который добавляли в средний слой. Содержание сухого вещества после добавки связующего и наслоения поверхностного слоя составляло примерно 30% до начала процесса сушки. Результаты приведены в табл.5.
Из табл.5 следует, что повышение плотности ведет к снижению жесткости к изгибу, но при этом повышается прочность по толщине, то есть прочность в направлении, перпендикулярном поверхности слоистого материала. Из табл.5 видно, что содержание связующего можно изменять в относительно широких пределах, чтобы в сочетании с плотностью изделия создать основной рычаг управления свойствами слоистого материала. При всех опробованных значениях плотности и содержания связующего показатель жесткости при изгибе слоистых материалов значительно выше, чем у известных промышленных материалов.
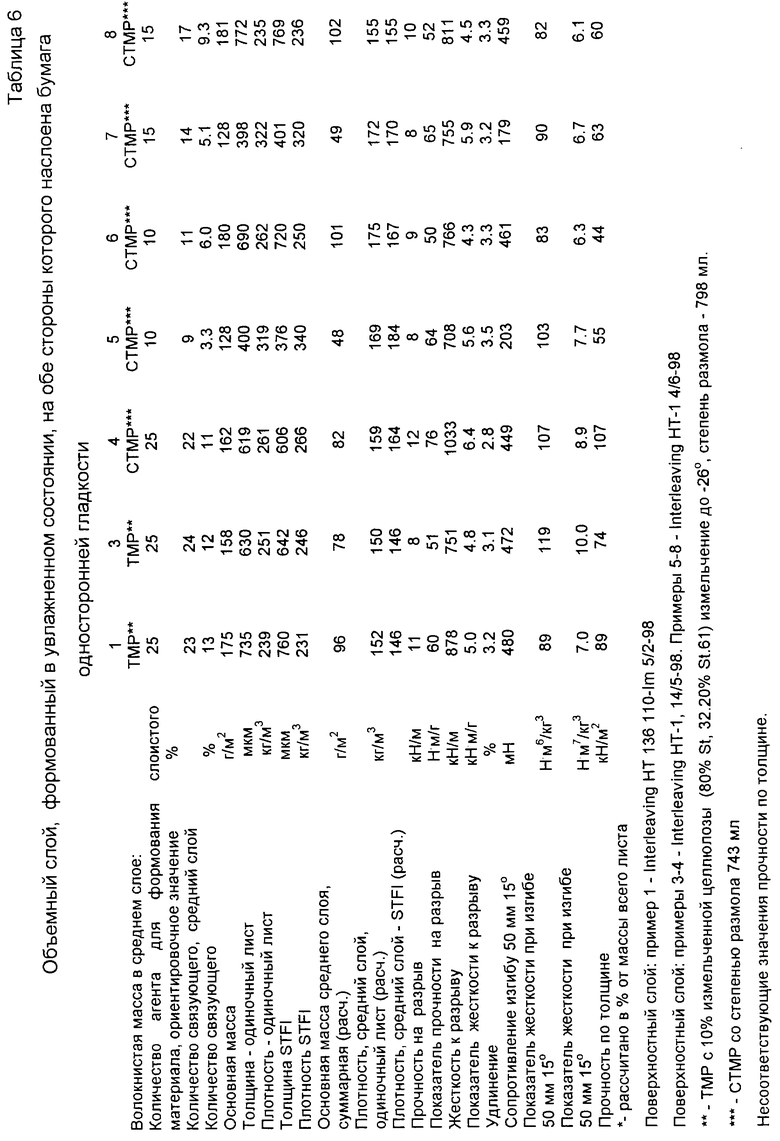
ПРИМЕР 5
Для изготовления создающих объем средних слоев в слоистых материалах согласно настоящему изобретению использовали ТМР волокнистую массу (термомеханическую древесную массу) со степенью размола 798 мл CSF и СТМР волокнистую массу (химотермомеханическую древесную массу) со степенью размола 743 мл CSF, которые формовали увлажненными после диспергирования волокон в воде. ТМР волокнистая масса содержала 10% целлюлозы, измельченной до примерно 27oSR, смешанной с 90% ТМР волокнистой массы со степенью размола 798 мл CSF. Добавка целлюлозы несколько снижала степень размола, но, несмотря на это, объемный слой получали с высокой степенью размола согласно настоящему изобретению. Средние слои наслаивали на вторичные слои, которые состояли из вышеупомянутых слоев бумаги сорта Interleaving HT производства STORA Gruvon, свойства которой приведены в табл.2, столбец 5. Для наслаивания к объемному слою добавляли связующее Appretan 540S. Содержание сухого вещества после добавки связующего и наслоения поверхностных слоев составляло примерно 30% до начала сушки.
Из результатов, приведенных в табл.6, следует, что показатель жесткости при изгибе слоистых материалов с низкоплотными создающими объем слоями, формованными в увлажненном состоянии, также значительно выше, чем у известных промышленных материалов. Также из табл.6 следует, что высокие значения показателя жесткости при изгибе слоистых материалов с объемными слоями, имеющими относительно низкую основную массу, достигаются даже при использовании небольших количеств связующего.
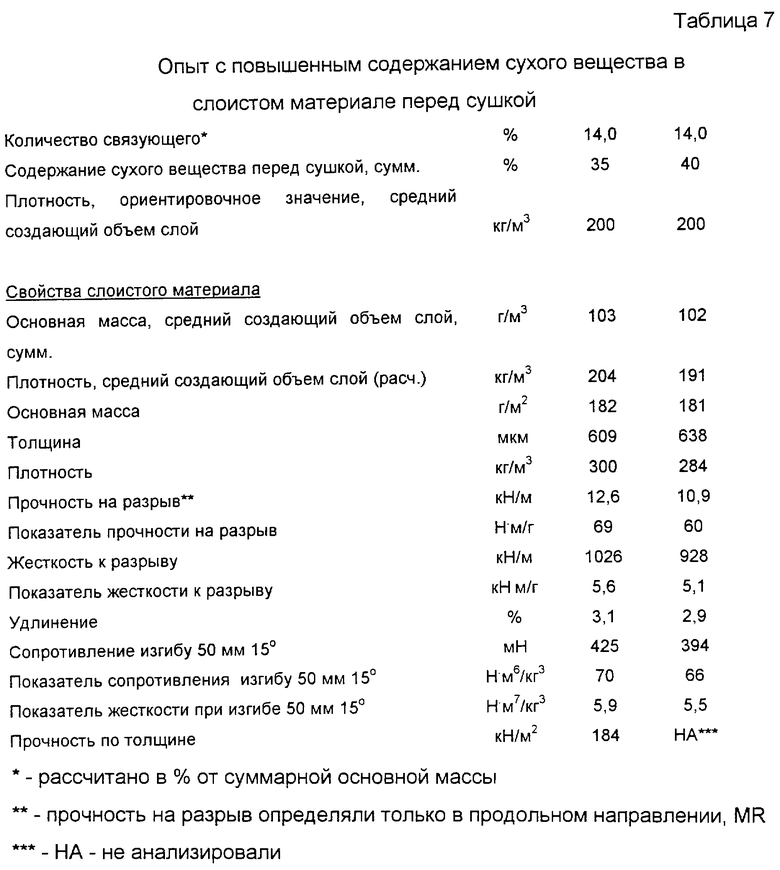
ОПЫТ 6
В предыдущих опытах содержание сухого вещества перед термической сушкой было сравнительно низким, примерно 30%. С целью разработки промышленного способа получения слоистого материала в опыте 6 увеличили содержание сухого вещества в латексном связующем при его распылении на объемный слой, и, таким образом, снизили количество воды в слоистом материале при прессовании. В качестве среднего создающего объем слоя использовали пушок СТМР сухого формования, а вторичные слои состояли из 40 г Interleaving HT, полученного из беленой сульфатной целлюлозы из древесины мягких и твердых пород. Перед наслаиванием вторичных слоев на объемный слой путем распыления нанесли 15% связующего. Результаты приведены в табл.7.
Из результатов, приведенных в табл.7, следует, что даже при содержании сухого вещества 35 и 40% полученный материал имеет очень высокий показатель жесткости при изгибе, намного превышающий показатель жесткости при изгибе известных промышленных материалов.
ОПЫТ 7
Переработочные свойства упаковочного материала, то есть способность материала превращаться в упаковку в машинах, работающих с большой скоростью, а зачастую, непрерывно, сложно оценить по небольшим количествам материала, полученного в лабораторных условиях. Однако такие важные характеристики упаковочного материала, как сгибаемость и стойкость в отношении перегиба, можно определить и тогда, когда имеются в наличии только небольшие количества материала. Для оценки этих характеристик исследовали материал согласно настоящему изобретению, а именно слоистый материал, полученный в описанном выше опыте 3, табл. 4, столбец 1. На материале провели черту и затем сложили на 90o по линии сгиба. Согнутый материал показан на фиг.8. Из фиг.8 следует, что материал можно сгибать под углом 90o по направлению к вмятине от сгиба без расслаивания и трещин. Однако можно также сгибать материал без помехи и в другом направлении, то есть в направлении, противоположном вмятине от сгиба. Низкая плотность среднего создающего объем слоя позволяет добиться устойчивой деформации среднего слоя. Вторичные слои 2а и 2b уходят внутрь объемного слоя 1, что препятствует возникновению деформации сдвига на сгибе. Деформация сдвига такого рода при использовании обычных слоистых материалов приводит к образованию внешних утолщений, которые вызывают расслаивание и/или смещение материала объемного слоя, что приводит к растрескиванию вторичного слоя при последующих операциях переработки. Устойчивое снижение толщины слоистого материала при складывании должна составлять по меньшей мере 10%, предпочтительно по меньшей мере 20%.
Настоящее изобретение не ограничивается приведенными выше вариантами осуществления, а также описанными опытами, и может быть видоизменено в пределах формулы изобретения.
Предназначено для использования в целлюлозно-бумажной промышленности. Бумажный или картонный слоистый материал, состоящий по меньшей мере из одного создающего объем слоя, называемого далее объемный слой, и по меньшей мере одного вторичного слоя, расположенного на по меньшей мере одной из сторон объемного слоя, причем вторичный слой и объемный слой соединены друг с другом прямо или косвенно практически по всей площади поверхностей, обращенных друг к другу, при этом 40-95% объемного слоя состоят из волокон целлюлозы со степенью размола 550-950 мл CSF, вторичный слой/слои имеет/имеют большую плотность по сравнению с объемным слоем, а многослойный материал согласно настоящему изобретению имеет показатель жесткости при изгибе более 2,5 Н•м7/кг3, но менее 14 Н•м7/кг3, рассчитанный как среднегеометрическое значений по продольному и поперечному направлениям. Настоящее изобретение касается также способа производства такого бумажного или картонного слоистого материала. Обеспечивается получение слоистого материала большой жесткости при изгибе и низкой плотности, что позволяет снизить расход материала при использовании. 2 с. и 41 з.п. ф-лы, 9 ил., 7 табл.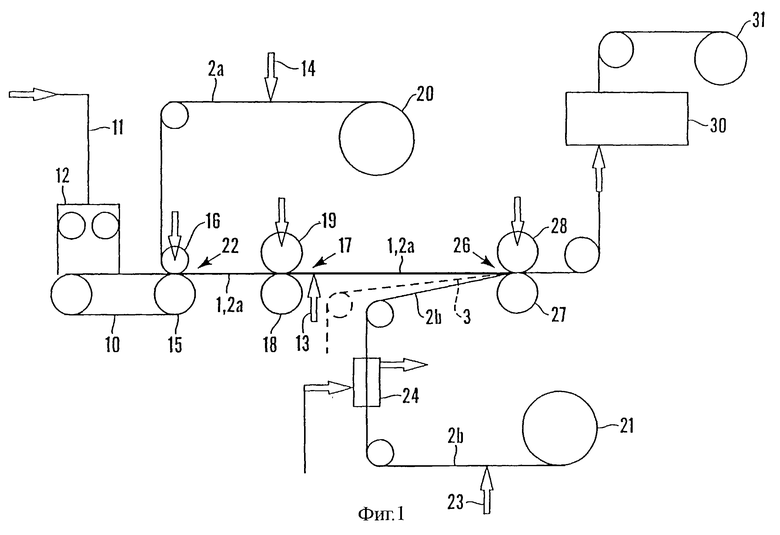
Приоритет по пунктам:
03.09.1998 по пп.1-33, 35-42;
04.11.1998 по пп.34 и 43.
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| US 5080758 А, 14.01.1992 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО БУМАЖНОГО МАТЕРИАЛА | 1991 |
|
RU2021414C1 |
| Способ изготовления многослойного картона | 1986 |
|
SU1348431A1 |
