Область техники
Изобретение относится к области устройств и машин, которые служат для обработки, в частности для сушки и/или стирки, белья или других предметов, и которые в последующем обозначаются также общим термином "машины для обработки белья".
Изобретение относится к способу изготовления загрузочной дверцы для машины для обработки белья с рамой дверцы и с удерживаемой в раме дверцы вставкой, при котором раму дверцы образуют по меньшей мере стыковкой по меньшей мере одной внутренней детали рамы с по меньшей мере одной наружной деталью рамы, и вставку вводят между внутренней деталью рамы и наружной деталью рамы таким образом, что она опирается по меньшей мере одной опорной поверхностью на несколько опорных областей рамы дверцы.
Уровень техники
Кроме того, изобретение относится к загрузочной дверце для машины для обработки белья с рамой дверцы, которая включает в себя по меньшей мере одну внутреннюю деталь рамы и одну наружную деталь рамы, и с расположенной в раме дверцы вставкой, которая по меньшей мере частично прилегает к опорной области рамы дверцы.
Такой способ или такая загрузочная дверца следуют из патентного документа WO 2007/000645 А1.
Такой способ или такая загрузочная дверца следуют из патентного документа DE 102005023 445 А1, который направлен на оптимизированное выполнение загрузочной дверцы в том отношении, что даже при технологически обусловленных допусках компонентов дверцы предотвращается скапливание ворса в области уплотнения загрузочной дверцы, находящегося под действием давления. Для этого предусмотрена рама дверцы, которая включает в себя по меньшей мере одну внутреннюю деталь рамы и по меньшей мере одну соединенную с ней наружную деталь рамы. Между деталями рамы удерживается вставка, которая для этого помещена таким образом, что она опирается по меньшей мере одной опорной поверхностью на несколько опорных областей рамы дверцы. Под вставкой подразумевается стеклянная панель, выполненная предпочтительно в форме горшка (смотровое стекло), край которой входит в окружающий ее промежуток, или приемное пространство, образованное частями рамы. При этом приемное пространство рассчитано на такой размер, что имеется зазор, достаточный для того, чтобы с уверенностью компенсировать технологически обусловленные отклонения фактического размера толщины стеклянной панели. При изготовлении загрузочной дверцы между внутренней деталью рамы и стеклянной панелью располагается уплотнение, которое благодаря своей упругости и размеру своего сечения надежно обеспечивает плотность и, кроме того, благодаря более или менее сильному осевому сжатию уравновешивает вышеупомянутые технологически обусловленные отклонения размеров вставки.
Однако в результате этого, в зависимости от точности производства вставки, и тем самым в зависимости от степени сжатия уплотнения между внутренней деталью рамы и наружной деталью рамы, в области обшивки загрузочной дверцы появляется более или менее широкий зазор, который воспринимается наблюдателем как стык при соединении деталей рамы дверцы. Этот эффект нежелателен с точки зрения дизайна. Кроме того, в известной загрузочной дверце технологически обусловлена возможность варьирования фактической толщины рамы дверцы в случае, если упругость уплотнения недостаточна для полной компенсации возможных отклонений толщины вставки от заданного размера.
Раскрытие изобретения
На этом фоне задача данного изобретения состоит в указании такого способа изготовления загрузочной дверцы или в создании такой загрузочной дверцы, при котором или для которой компенсация допускаемых отклонений размеров вставки осуществляется так, что всегда возможно регулирование толщины загрузочной дверцы в заданных расчетных пределах, и таким образом заданные характеристики дизайна в этом отношении также выполняются, например внутренняя деталь рамы и наружная деталь рамы прилегают к предусмотренным краям без пазов и зазоров.
Согласно изобретению эта задача в отношении способа решена способом с признаками соответствующего независимого пункта формулы изобретения.
В соответствии с этим в способе согласно изобретению предусматривается, что по меньшей мере опорные области изготавливают из материала, который перед стыковкой частей рамы временно приводят в пластически деформируемое состояние; при этом при введенной вставке к опорным областям прикладывают силы, которые путем деформации приспосабливают их к геометрическим характеристикам вставки, с обеспечением заданного расчетного размера толщины дверцы, после чего опорные области снова приводят в недеформируемое (твердое) состояние.
Таким образом, первое существенное преимущество изобретения состоит в том, что имеется возможность принимать в расчет, в частности, даже сравнительно большие предельные отклонения размеров вставки, релевантных для толщины загрузочной дверцы, поскольку они индивидуально компенсируются вытеснением, сдвиганием или деформацией материала опорных областей, относящихся к раме дверцы. Это положительно отражается также на издержках производства, так как вследствие этого приемлемы более высокие допуски в отношении фактической толщины вставки.
Кроме того, способ согласно изобретению отличается простотой осуществления и возможностью автоматизации, так как при стыковке частей рамы дверцы возможно одновременное использование действующих на них сил для деформации или подгонки формы/вертикальных размеров опорных областей. После того, как опорные области снова приведены в по существу недеформируемое или твердое состояние - например в затвердевшее или кристаллизованное состояние, - они смогут надежно выполнять свои крепежные и опорные функции в форме, оптимально приспособленной к геометрическим характеристикам опорной поверхности вставки.
Таким образом, указан способ изготовления загрузочной дверцы, который удовлетворяет даже самым строгим требованиям относительно точности соблюдения заданной толщины загрузочной дверцы и заданных параметров дизайна - например, требованию стыковки без зазора частей рамы дверцы в видимой снаружи области (например, в области боковой поверхности рамы дверцы).
Дальнейшие подробности, аспекты и преимущества изобретения являются предметом зависимых пунктов формулы изобретения, прилагаемого чертежа и соответствующего им описания.
В предпочтительном варианте осуществления способа согласно изобретению вставку во время стыковки приводят в предварительно напряженное, отведенное от опорных областей положение, а после окончания стыковки снова выводят из него. Вследствие этого на уплотнение, обычно предусматриваемое между вставками, такими, как смотровое стекло, и деталью рамы, действует усилие предварительного напряжения, и тем самым достигается плотное прилегание между вставкой и соответствующей опорной областью. В технологическом отношении предпочтительно возможное захватывание вставки (смотрового стекла) присасывающим колоколом и втягивание его в направлении предварительного напряжения.
Возможность временной пластичной деформации согласно изобретению по меньшей мере опорных областей в принципе реализуется различными физическими и/или химическими методами. Так, например, представляется допустимым достижение набухания или размягчения опорных областей при помощи растворителя или путем подвода (термической) энергии.
В соответствии с предпочтительным вариантом осуществления способа согласно изобретению опорные области или особенно предпочтительно внутреннюю деталь рамы и наружную деталь рамы изготавливают из термопластичного материала. Для стыковки внутренней детали рамы и наружной детали рамы их предпочтительно снабжают взаимодействующими друг с другом соединительными перемычками, которые нагреваются вместе с опорными областями и пластично деформируются или соединяются. Для этого возможно помещение между стыкуемыми элементами (внутренняя деталь рамы и наружная деталь рамы) так называемого нагревательного зеркала, чтобы термопластичный материал плавился благодаря подводимой таким образом тепловой энергии. Затем нагревательное зеркало удаляют, и детали рамы насаживают друг на друга (стыкуют) так, что взаимодействующие соединительные перемычки спаиваются друг с другом. Одновременно соответствующую опорную область путем сдавливания места стыка подгоняют к геометрическим характеристикам вставки или опорной поверхности таким образом, что излишки материала вытесняются. Тем самым толщину загрузочной дверцы технологически особенно элегантным и целесообразным способом приводят к необходимому заданному значению.
В отношении загрузочной дверцы упомянутая в начале задача решена согласно изобретению загрузочной дверцей с признаками соответствующего независимого пункта формулы изобретения.
В соответствии с этим упомянутая в начале загрузочная дверца выполнена таким образом, что по меньшей мере опорные области выполнены из материала, способного к временной пластической деформации, причем при стыковке деталей рамы опорные области формируются таким образом, что отклонения размеров вставки компенсируются и в результате устанавливается заданный расчетный размер толщины дверцы. Опорные области, состоящие из материала, способного к временной пластической деформации, позволяют легко производить оптимизированную подгонку путем внедрения вставки и стыковки, так что устанавливается заданный расчетный размер толщины дверцы. При этом внутренняя деталь рамы и наружная деталь рамы предпочтительно выполнены из термопластичного материала и содержат взаимодействующие друг с другом соединительные перемычки.
В особенно предпочтительном случае возможно выполнение вставки в виде стеклянной панели или так называемого смотрового стекла, которое может быть выполнено, например, известным способом из предпочтительно прозрачной пластмассы или из силиката. Однако преимущества изобретения реализуются также, и/или предпочтительно, при наличии (еще одной дополнительной) вставки, которая включает в себя элемент, проходящий к внутренней стороне дверцы - например сигнальный датчик или элемент блокировки.
Краткое описание чертежей
Варианты осуществления изобретения более подробно разъяснены ниже на основе прилагаемого чертежа. При этом на фигурах чертежа одни и те же или аналогичные в функциональном отношении элементы снабжены соответственно одними и теми же обозначениями. Показаны:
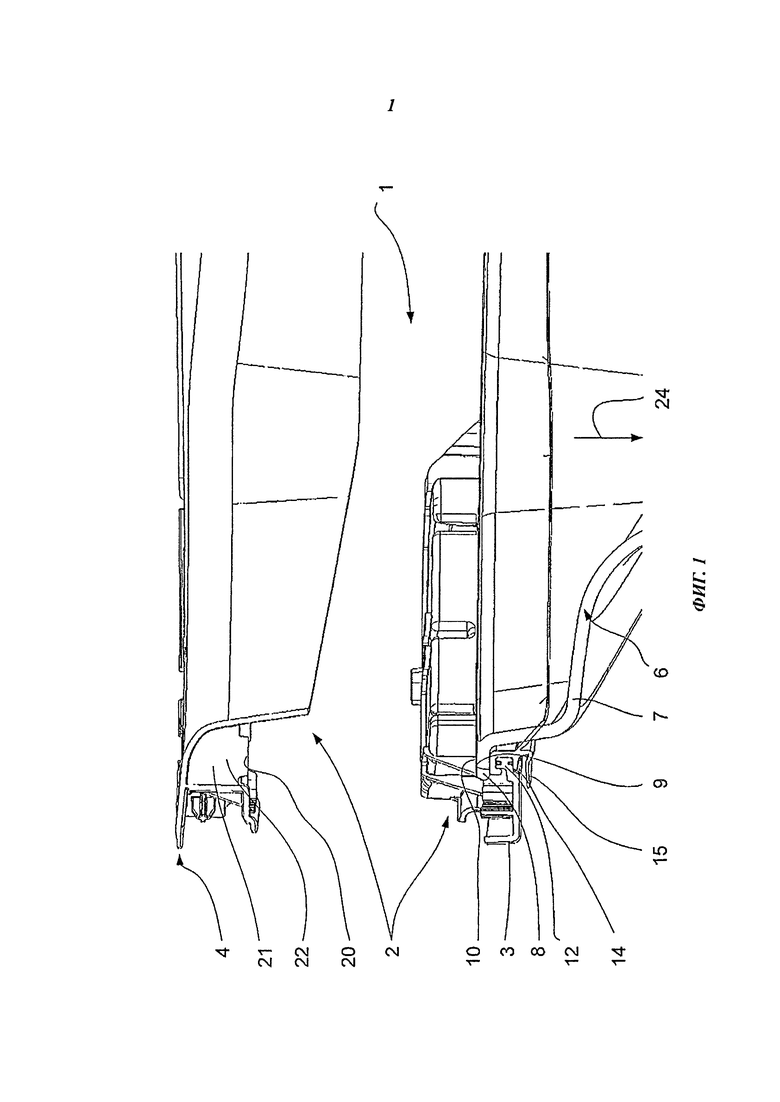
фигура 1 - фрагменты основных составных частей загрузочной дверцы перед стыковкой,
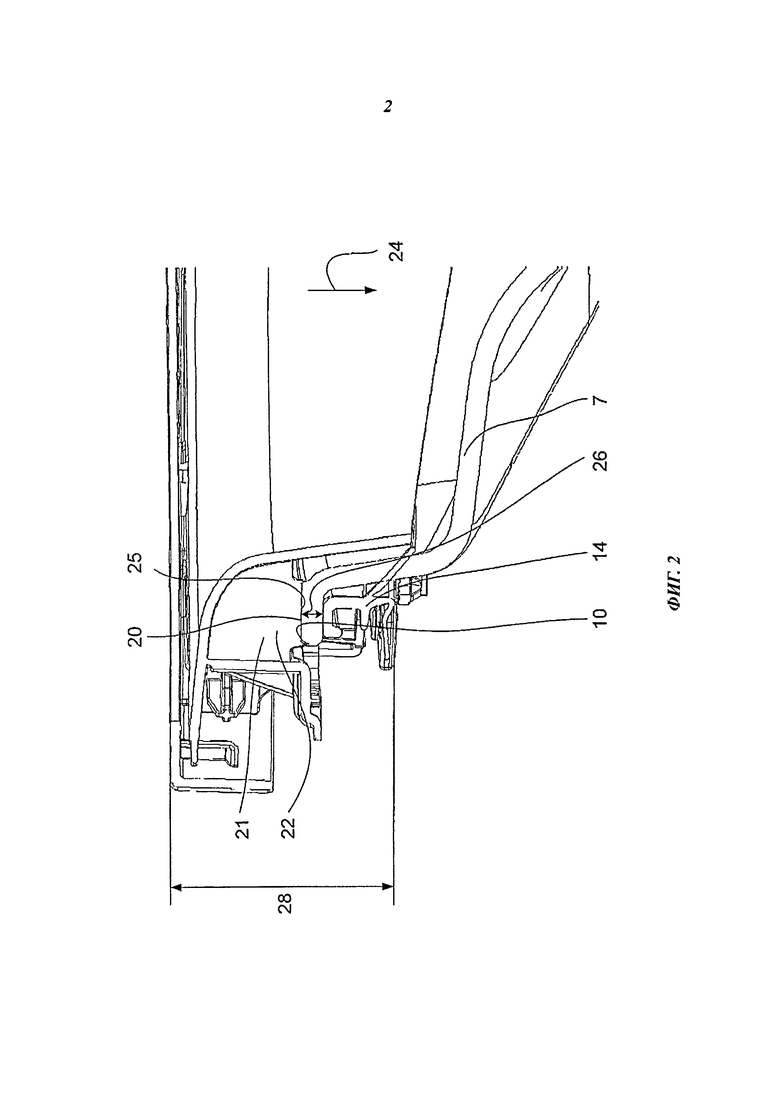
фигура 2 - наружная деталь рамы загрузочной дверцы,
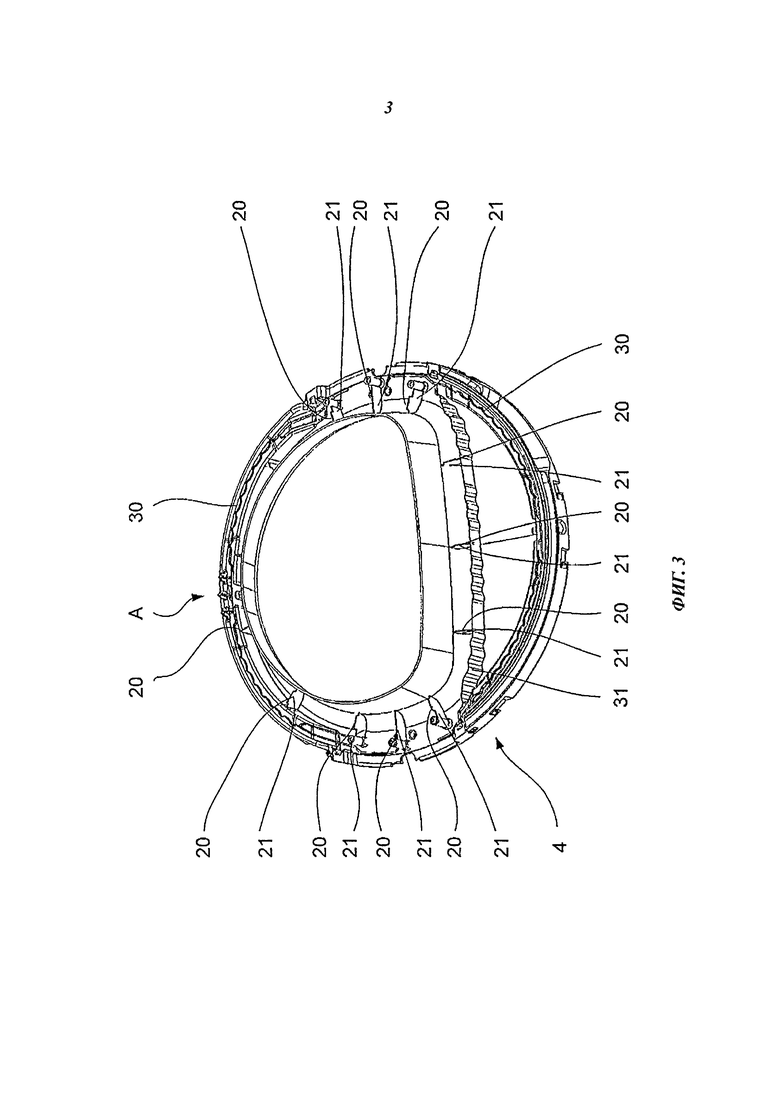
фигура 3 - фрагмент загрузочной дверцы, соответствующий фигуре 1, в соединенном состоянии,
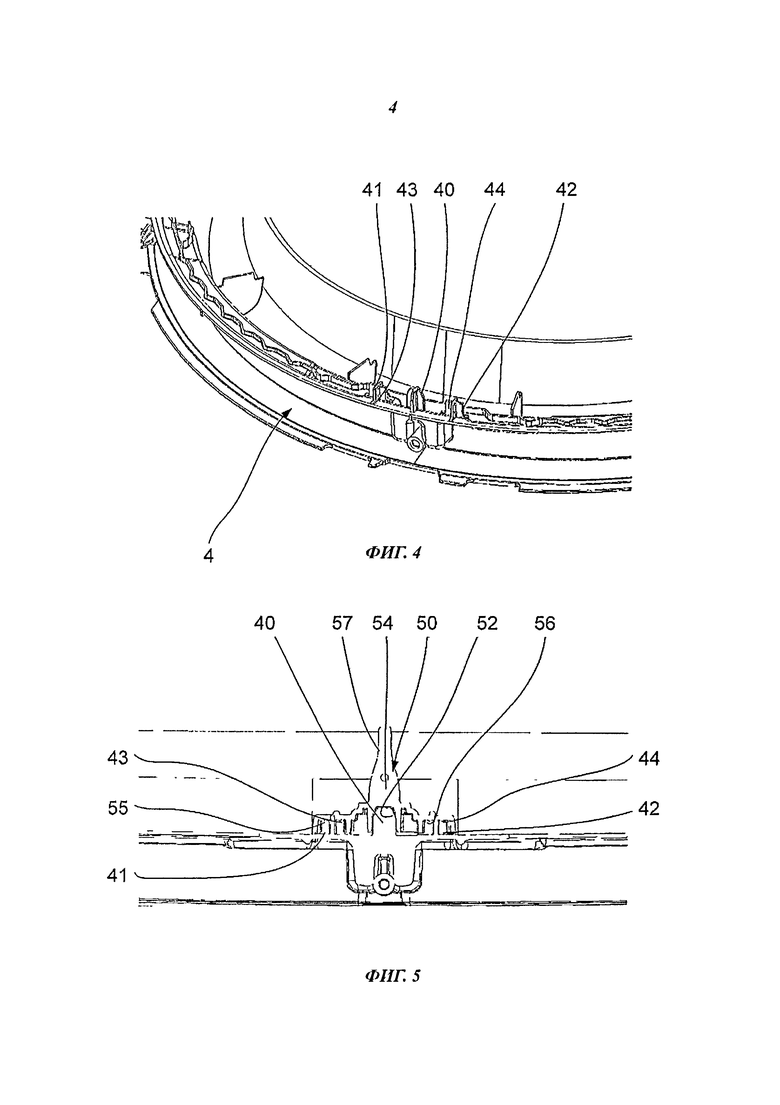
фигура 4 - детальное изображение фрагмента А наружной детали рамы с фигуры 3, и
фигура 5 - часть фрагмента, соответствующего фигуре 4, изображенная в разрезе, с внедренной вставкой.
Осуществление изобретения
На фигуре 1 показаны в разрезе существенные элементы загрузочной дверцы 1 согласно изобретению до их окончательного монтажа или стыковки. Загрузочная дверца 1 включает в себя раму 2 дверцы, которая образована по меньшей мере одной внутренней деталью 3 рамы и (на фигуре 1 еще не присоединенной) наружной деталью 4 рамы. Между деталями 3, 4 рамы расположена вставка 6 в форме уже вставленного во внутреннюю деталь 3 рамы смотрового стекла 7, которая после стыковки удерживается между деталями рамы. Смотровое стекло 7 имеет окружающую его кромку 8, которая включает в себя расположенную на внутренней стороне рамы дверцы опорную поверхность 9 и расположенную на наружной стороне рамы дверцы опорную поверхность 10. Своей опорной поверхностью 9 смотровое стекло 7 лежит на уплотнении 14, предварительно нанесенном на проходящую по периметру перемычку 12 или отогнутом от этой перемычки, которое известным способом обеспечивает уплотненное закрытие не представленного загрузочного отверстия машины для обработки белья загрузочной дверцей 1 посредством уплотняющего скоса 15 с внутренней стороны. Опорная поверхность 10 в смонтированном состоянии загрузочной дверцы опирается на несколько опорных областей 20, расположенных на раме дверцы, из которых на фигуре 1 показана в качестве примера только одна опорная область по существу радиально проходящего ребра или перемычки 21.
По меньшей мере опорные области 20 выполнены из материала 22, который способен к временной пластической деформации. В представленном предпочтительном варианте осуществления по фигуре 1 как внутренняя деталь 3 рамы, так и наружная деталь 4 рамы изготовлены из термопластичной пластмассы. Перед монтажом или стыковкой деталей рамы по меньшей мере опорные области 20 временно приводят в пластически деформируемое состояние - например, путем подвода тепла. Для этого - предпочтительно до того, как вставку 6 помещают во внутреннюю деталь 3 рамы - между деталями 3, 4 рамы вставляют так называемое (не показанное на фигуре 1) нагревательное зеркало, которое целенаправленно нагревает размягчаемые области деталей 3, 4 рамы благодаря своим подобранным для этого геометрическим характеристикам. Затем смотровое стекло 7 захватывают за его вогнутую часть не показанным присасывающим колоколом и оттягивают вертикально вниз в направлении стрелки 24. Таким образом, в результате упругой деформации уплотнения 14 вставка 6 (смотровое стекло 7) находится в предварительно напряженном положении, что отражается на сдвигании или на вытеснении материала в зоне опорных областей 20, несколько уменьшая эти действия.
Детали рамы предпочтительно стыкуют путем термопластичной спайки соединительных перемычек (как более подробно показано ниже, в связи с фигурой 3) и соединяют, как представлено на фигуре 2. Как видно из фигуры 2 в зоне опорной области 20, последняя путем описанной выше целенаправленной спайки оптимально подогнана к геометрическим характеристикам смотрового стекла 7, т.е. к его геометрической форме и к форме опорной поверхности 10. После последующего отверждения термопластичного материала ребро 21 образует жесткую опору для смотрового стекла 7, выдерживающую значительные нагрузки. После исключения действия предварительного напряжения вследствие удаления присасывающего колокола уплотнение 14 дверцы снова слегка эластично пружинит в направлении, противоположном стрелке 24, что приводит к прочной прессовой посадке между опорной поверхностью 10 и соответствующей взаимодействующей с ней поверхностью 25 прилегания опорной области 20. Благодаря этой индивидуальной подгонке опорных областей 20 - путем соответствующего сдвигания материала или вытеснения материала из опорной области - к соответствующей фактической толщине 26 смотрового стекла 7, ограниченной пределами допусков, всегда имеется возможность устанавливать необходимый габаритный размер, или заданную толщину 28, которая на фигуре 2 в качестве примера отсчитывается от точки прилегания уплотнения 14, и, в частности, обеспечивать соединение деталей 3, 4 рамы без зазора.
На фигуре 3 для дальнейшей иллюстрации принципа стыковки и регулирования номинального размера толщины дверцы показана в аксонометрическом изображении конструкция наружной детали 4 рамы, обращенная к вставке 6 (фигура 1). Видны несколько распределенных по окружности опорных или удерживающих перемычек 21, одна из которых, опорная перемычка 21, подробно описывалась в связи с фигурами 1 и 2. Остальные опорные перемычки соответствующим способом путем спайки подгоняются в их опорных областях 20 к индивидуальным геометрическим характеристикам и к ограниченной пределами допусков толщине (не представленной на фигуре 3) вставки. Кроме того, видны проходящая по существу по окружности соединительная перемычка 30, выполненная гофрированной, и еще одна соединительная перемычка 31, которые при стыковке деталей рамы взаимодействуют с соответствующим образом выполненными и размещенными напротив них соединительными перемычками внутренней детали 3 рамы. При этом перед введением вставки гребни взаимодействующих друг с другом соединительных перемычек одновременно расплавляют посредством упомянутого нагревательного зеркала. После этого, как уже описано, детали рамы, закрепляя вставку, соединяются посредством соединительных перемычек 30, 31 вместе с взаимодействующими с ними соединительными перемычками. Разумеется, допустимы также другие возможности соединения деталей рамы в форме клеевых или резьбовых соединений.
На фигуре 4 показан увеличенный вид в направлении, близком к радиальному, области А с фигуры 3. Видны центровочная стойка 40 и расположенные по обе стороны от нее стойки 41, 42, имеющие приблизительно крестообразное поперечное сечение и выполненные на свободных концах каждой из них опорные области 43, 44. На этих опорных областях 43, 44 посредством внутренней детали рамы помещена и установлена опорная поверхность вставляемого функционального элемента, например стержня генератора сигналов.
Как дополнительно показано на фигуре 5, в изображении в разрезе с надетой вставкой 50, центровочная стойка 40 входит в соответствующее приемное отверстие 52 внутренней детали 54 рамы дверцы, для которой возможно ее выполнение в виде цельного элемента вместе со вставкой 50, как показано в этом варианте осуществления. Расположенные на внутренней стороне опорные поверхности 55, 56 вставки 50 опираются на опорные области 43, 44, перед этим посредством соответствующего способа, путем произведенного нагревания материала стоек 41, 42, сделанные временно способными к пластической деформации и таким образом подготовленные для сдвигания или вытеснения материала, которое компенсирует допускаемые отклонения размеров. В результате этого вставка и вместе с ней функциональный элемент 57 приведены в желаемое заданное положение.
Обозначения
1 загрузочная дверца
2 рама дверцы
3 внутренняя деталь рамы
4 наружная деталь рамы
6 вставка
7 смотровое стекло
8 кромка
9 опорная поверхность
10 опорная поверхность
12 перемычка
14 уплотнение
15 уплотняющий скос
20 опорная область
21 ребро
24 направление стрелки
25 поверхность прилегания
26 толщина
28 заданный размер
30 соединительная перемычка
31 соединительная перемычка
40 центровочная стойка
41, 42 стойки
43, 44 опорные области
50 вставка
52 приемное отверстие
54 внутренняя деталь рамы дверцы
55, 56 опорные поверхности
57 функциональный элемент
А область
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЬЦЕОБРАЗНЫЙ КОМПОНЕНТ ЗАГРУЗОЧНОЙ ДВЕРЦЫ БЫТОВЫХ МАШИН ДЛЯ ОБРАБОТКИ БЕЛЬЯ | 2013 |
|
RU2590871C2 |
| СТИРАЛЬНАЯ МАШИНА И СПОСОБ ИЗГОТОВЛЕНИЯ ЕЕ ДВЕРЦЫ | 2014 |
|
RU2615263C2 |
| ПОДВЕСНОЙ ШКАФ С ПЕРЕВОРАЧИВАЮЩИМИСЯ ДВЕРЦАМИ | 2006 |
|
RU2413827C2 |
| ЭЛЕМЕНТ МНОГОСЛОЙНОЙ ЛЕГКОЙ СТРОИТЕЛЬНОЙ ПАНЕЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2522359C2 |
| ЗАГРУЗОЧНЫЙ ЛЮК ДЛЯ БАРАБАННОЙ СТИРАЛЬНОЙ МАШИНЫ С ФРОНТАЛЬНОЙ ЗАГРУЗКОЙ | 2001 |
|
RU2241085C2 |
| ПАНЕЛЬНЫЙ ЭЛЕМЕНТ С РАМОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2324800C2 |
| ДВЕРЦА СТИРАЛЬНОЙ МАШИНЫ С ФРОНТАЛЬНОЙ ЗАГРУЗКОЙ | 2012 |
|
RU2571015C9 |
| НАКЛАДКА НА ДВЕРЬ ТРАНСПОРТНОГО СРЕДСТВА | 2015 |
|
RU2673304C2 |
| УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО | 2001 |
|
RU2265092C2 |
| ЭЛЕКТРИЧЕСКИЙ БЫТОВОЙ ПРИБОР | 2012 |
|
RU2600430C2 |
Изобретение относится к способу изготовления загрузочной дверцы и к загрузочной дверце для машины для обработки белья. Для создания загрузочной дверцы, для которой всегда возможно регулирование ее заданной расчетной толщины путем компенсации допускаемых отклонений размеров вставки и выполняются заданные требования дизайна в отношении прилегания внутренней детали рамы и наружной детали рамы друг к другу без пазов и зазоров, перед стыковкой деталей рамы по меньшей мере материал опорных областей временно приводят в пластически деформируемое состояние. При введенной вставке к опорным областям прикладывают силы, которые путем деформации приспосабливают их к геометрическим характеристикам вставки с обеспечением заданного расчетного размера толщины дверцы. В результате этого упрощается производство вставок, поскольку становится возможным изготовление вставок с более высокими технологическими допусками. 2 н. и 3 з.п. ф-лы, 5 ил. 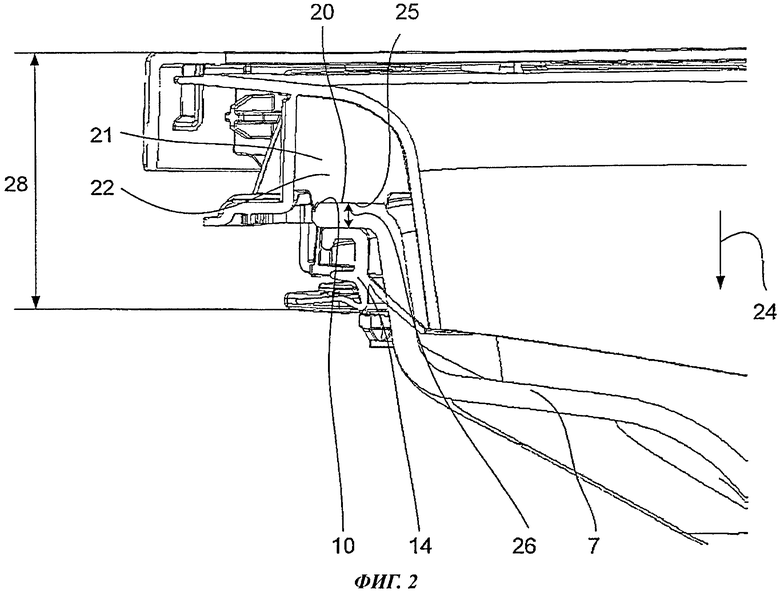
1. Способ изготовления загрузочной дверцы (1) для машины для обработки белья с рамой (2) дверцы и удерживаемым в раме (2) дверцы смотровым стеклом (7), на которое нанесено уплотнение (14), согласно которому раму (2) дверцы получают по меньшей мере стыковкой по меньшей мере одной внутренней детали (3) рамы с по меньшей мере одной наружной деталью (4) рамы и вводят смотровое стекло (7) между внутренней деталью (3) рамы и наружной деталью (4) рамы таким образом, что оно опирается по меньшей мере одной опорной поверхностью (10) на несколько опорных областей (20) рамы дверцы, отличающийся тем, что перед стыковкой деталей рамы (3, 4) по меньшей мере материал (22) опорных областей (20) временно приводят в пластически деформируемое состояние, при этом при введенном смотровом стекле (7) к опорным областям (20) прикладывают силы, которые путем деформации приспосабливают их к геометрическим характеристикам смотрового стекла (7) с обеспечением заданного расчетного размера (28) толщины дверцы, причем толщина дверцы охватывает детали рамы (3, 4), введенное между ними смотровое стекло (7) и уплотнение (14), после чего опорные области (20) снова приводят в недеформируемое состояние с обеспечением стыковки деталей рамы (3, 4).
2. Способ по п. 1, отличающийся тем, что внутреннюю деталь (3) рамы и наружную деталь (4) рамы изготавливают из термопластичного материала (22) и снабжают взаимодействующими друг с другом соединительными перемычками (30, 31), которые нагревают вместе с опорными областями (20).
3. Способ по п. 1 или 2, отличающийся тем, что материал (22) опорных областей (20) термопластичен, при этом опорные области нагревают при помощи нагревательного зеркала и тем самым временно приводят в пластически деформируемое состояние.
4. Загрузочная дверца для машины для обработки белья с рамой (2) дверцы, содержащей по меньшей мере одну внутреннюю деталь (3) рамы и одну наружную деталь (4) рамы, и с расположенным в раме (2) дверцы смотровым стеклом (7), которое по меньшей мере на участках прилегает к опорным областям (20) рамы (2) дверцы и на которое нанесено уплотнение (14), отличающаяся тем, что по меньшей мере опорные области (20) выполнены из материала (22), способного к временной пластической деформации, причем при стыковке деталей рамы (3, 4) обеспечено пластическое формирование опорных областей (20) с компенсацией отклонений размеров смотрового стекла (7) и получением заданного расчетного размера (28) толщины дверцы, которая охватывает детали рамы (3, 4), введенное между ними смотровое стекло (7) и уплотнение (14).
5. Загрузочная дверца по п. 4, отличающаяся тем, что внутренняя деталь (3) рамы и наружная деталь (4) рамы выполнены из термопластичного материала (22) и содержат взаимодействующие друг с другом соединительные перемычки (30, 31).
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| ПОДСТАВКА ПОД СТИРАЛЬНУЮ МАШИНУ И УСТРОЙСТВО СУШКИ БЕЛЬЯ | 2005 |
|
RU2291922C2 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| СТИРАЛЬНАЯ МАШИНА | 2007 |
|
RU2349691C2 |

