Изобретение относится к способам восстановления и упрочнения изношенных деталей с применением сварки и может быть использовано при восстановлении рабочих органов почвообрабатывающих машин, преимущественно долот лемехов плугов.
Одной из основных проблем, возникающих в настоящее время при обработке почвы, является увеличение ресурса пахотных орудий. Для этой цели широко используются различные варианты отечественных и зарубежных плугов с заменяемой режуще-лезвийной частью (долотом). Известен, например, способ восстановления плужных лемехов, в котором производят изготовление сменной режущей носовой части лемеха из стали с повышенной твердостью поверхностного слоя, ее затачивание и приваривание вручную на изношенную рабочую поверхность носовой части лемеха (Патент РФ 2413601, B23P 6/00, A01B 15/04, опубл. 10.03.2011, Бюл. №7) [1].
Недостатком данного способа является использование специальных электродов, а также возможность коробления носовой части лемеха из-за значительного местного тепловыделения при приваривании сменной режущей части.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому результату является способ восстановления лемешных долот, включающий удаление изношенной режуще-лезвийной части долота, изготовление компенсирующего элемента (новой режуще-лезвийной части) из листовой рессорно-пружинной стали твердостью 36…40 HRC и его приваривание к восстанавливаемому долоту, упрочнение тыльной стороны компенсирующего элемента путем наплавки износостойкого материала (в качестве которого используют электроды Т-590) в виде валиков вдоль его лезвия на ширину 30 мм (Журнал «Тракторы и сельхозмашины», 2012. - №8, с. 45-48) [2].
Однако при использовании данного способа не обеспечиваются высокие износостойкость и ресурс восстановленных и упрочненных долот при обработке почв, обладающих высокой изнашивающей способностью, прежде всего, супесчаных.
Задачей изобретения является повышение долговечности восстановленных и упрочненных долот лемехов плугов при обработке почв, обладающих высокой изнашивающей способностью.
Техническим результатом изобретения является повышение твердости и износостойкости восстановленных и упрочненных долот лемехов плугов в условиях интенсивного абразивного изнашивания.
Поставленная задача и указанный технический результат достигаются за счет того, что в заявляемом способе восстановления и упрочнения долот лемехов плугов, включающем удаление изношенной режуще-лезвийной части долота, изготовление компенсирующего элемента из листовой рессорно-пружинной стали и его приваривание к восстанавливаемому долоту, упрочнение тыльной стороны компенсирующего элемента путем наплавки износостойкого материала вдоль его лезвия на ширину 30 мм, согласно изобретению в качестве износостойкого материала используют пасту, наносимую на тыльную сторону компенсирующего элемента слоем толщиной 1,8…2,2 мм, в которой содержится 55…60% порошка на основе никеля типа СНГН, 30% двуокиси кремния, 3…5% нитрата аммония и водный раствор клея ПВА - остальное, а наплавку осуществляют после затвердевания пасты электрической дугой прямой полярности с использованием вибрирующего угольного электрода, при этом сила тока составляет 50…55 А, а частота вибрации угольного электрода - 10…15 Гц. Способ осуществляют следующим образом.
Вначале производят удаление изношенной режуще-лезвийной части долота. Для этого можно использовать угловые шлифовальные машины, например модели МШУ-2-230, и круг отрезной марки 41 150×2×20 14А 80-Н по ГОСТ 21963-2002 или аппараты для воздушно-плазменной резки.
Затем из листовой рессорно-пружинной стали твердостью 36…40 HRC изготавливают компенсирующий элемент (новую режуще-лезвийную часть). В качестве материала для изготовления компенсирующего элемента можно также использовать листы автомобильных рессор, утратившие упругость, но имеющие твердость не ниже 35 HRC. Форма и размеры изготавливаемого компенсирующего элемента в каждом конкретном случае должны определяться в зависимости от величины износа режуще-лезвийной части долота.
Далее осуществляют приваривание изготовленного компенсирующего элемента к восстанавливаемому долоту лемеха плуга сплошным швом с двух сторон без разделки кромок. При этом используют ручную электродуговую сварку и электроды для сварки углеродистых сталей марки УОНИИ диаметром 3 мм. Сила тока при сварке составляет 130…140 А. При наложении швов следует обращать внимание на то, чтобы они не перекрывали крепежное отверстие долота. После этого тыльную сторону компенсирующего элемента затачивают с образованием лезвия на обдирочно-шлифовальном станке.
Затем тыльную сторону компенсирующего элемента упрочняют за счет наплавки износостойкого материала вдоль его лезвия. В качестве износостойкого материала используют пасту, которую готовят путем смешения следующих компонентов: порошок на основе никеля типа СНГН (например, СНГН-50 или СНГН-55 ТУ 48-19-212-87) - 55…60%, двуокись кремния - 30%), нитрат аммония - 3…5%, водный раствор клея ПВА - остальное. Предварительно порошок типа СНГН и двуокись кремния измельчают до наноразмерного состояния с фракцией 40…50 нм, что приводит к существенному увеличению механических свойств данных материалов (в частности, их твердости и износостойкости). Пасту наносят шпателем на тыльную сторону компенсирующего элемента вдоль его лезвия на ширину 30 мм, толщина накладываемого слоя - 1,8…2,2 мм. После нанесения паста высушивается до затвердевания при температуре 100°C в течение 4…5 мин.
Наплавку износостойкого материала осуществляют электрической дугой прямой полярности с использованием вибрирующего угольного электрода. Между электродом и поверхностью компенсирующего элемента с нанесенным слоем пасты зажигают электрическую дугу, в результате чего на упрочняемой поверхности из компонентов пасты образуется наплавленный слой высокой твердости. Использование при наплавке прямой полярности позволяет улучшить стабильность горения электрической дуги, что существенно повышает сплошность и качество наплавленного износостойкого слоя. Наплавку ведут на следующих режимах: сила тока - 50…55 А, напряжение - 50 В, частота вибрации угольного электрода - 10…15 Гц. Перемещение угольного электрода позволяет наплавить всю упрочняемую поверхность компенсирующего элемента. Толщина наплавленного слоя составляет 0,9…1,0 мм, его твердость - 83…85 HRC.
Благодаря тому, что наплавленный слой, полученный на восстанавливаемом и упрочняемом долоте лемеха плуга с использованием пасты и вибрирующего угольного электрода, имеет в своем составе сверхтвердые элементы, образующиеся из компонентов пасты при горении электрической дуги, восстановленные и упрочненные долота имеют высокие твердость и износостойкость в условиях интенсивного абразивного изнашивания. Вибрация угольного электрода в указанном диапазоне позволяет, с одной стороны, получить более прочный и плотный наплавленный слой, а с другой - не ухудшить горение электрической дуги, т.к. при увеличении вибрации электрода свыше 15 Гц дуга горит нестабильно. Все это приводит к существенному увеличению долговечности восстановленных и упрочненных долот лемехов плугов при обработке почв, обладающих высокой изнашивающей способностью (таблица).
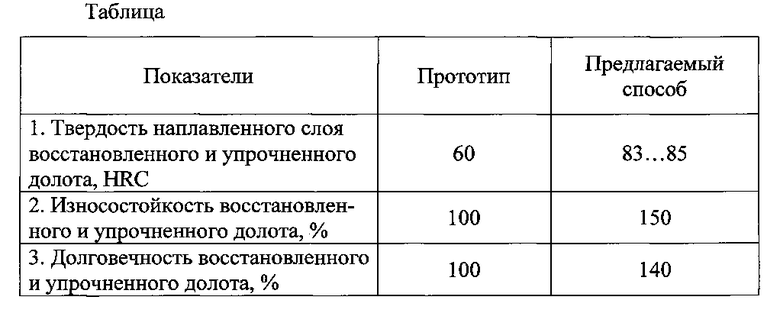
Как видно из таблицы, предлагаемый способ восстановления и упрочнения долот лемехов плугов позволяет в среднем на 40% увеличить твердость наплавленного слоя режуще-лезвийной части долота. Износостойкость долота в условиях интенсивного абразивного изнашивания увеличивается на 50%. В результате долговечность восстановленных и упрочненных долот лемехов плугов при обработке почв, обладающих высокой изнашивающей способностью, увеличивается в среднем в 1,4 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ДОЛОТ ГЛУБОКОРЫХЛИТЕЛЕЙ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ ИХ РАБОЧЕЙ ПОВЕРХНОСТИ | 2017 |
|
RU2680332C2 |
| Способ восстановления с упрочнением долот глубокорыхлителей | 2020 |
|
RU2739075C1 |
| Способ восстановления рабочих органов глубокорыхлителей | 2020 |
|
RU2739052C1 |
| Способ восстановления ресурса рабочих органов для почвообработки | 2020 |
|
RU2739049C1 |
| Способ восстановления рабочих органов орудий для разделки почвогрунтов | 2020 |
|
RU2737691C1 |
| Способ повышения работоспособности рабочих органов для почвообработки | 2020 |
|
RU2739045C1 |
| Способ восстановления ресурса рабочих органов почвообрабатывающих машин | 2020 |
|
RU2754332C1 |
| Способ восстановления изношенного долота почвообрабатывающей машины | 2020 |
|
RU2758861C1 |
| Способ восстановления с упрочнением долот глубокорыхлителей | 2020 |
|
RU2750674C1 |
| Способ восстановления рабочих органов почвообрабатывающих машин | 2020 |
|
RU2750673C1 |
Изобретение может быть использовано при восстановлении рабочих органов почвообрабатывающих машин, преимущественно долот лемехов плугов. Удаляют изношенную режуще-лезвийную часть долота, изготавливают компенсирующий элемент из листовой рессорно-пружинной стали и приваривают его к восстанавливаемому долоту. Тыльную сторону компенсирующего элемента упрочняют наплавкой износостойкого материала вдоль его лезвия на ширину 30 мм. Износостойкий материал в виде пасты наносят на тыльную сторону компенсирующего элемента слоем толщиной 1,8-2,2 мм. Паста содержит 55-60 мас.% порошка на основе никеля типа СНГН, 30 мас.% двуокиси кремния, 3-5 мас.% нитрата аммония и водный раствор клея ПВА - остальное. Наплавку осуществляют электрической дугой прямой полярности с использованием вибрирующего угольного электрода. Сила тока составляет 50-55 А, частота вибрации электрода 10-15 Гц. Техническим результатом изобретения является повышение твердости и износостойкости восстановленных и упрочненных долот лемехов плугов в условиях интенсивного абразивного изнашивания. 1 табл.
Способ восстановления с упрочнением долот лемехов плугов, включающий удаление изношенной режуще-лезвийной части долота, изготовление компенсирующего элемента из листовой рессорно-пружинной стали и его приваривание к восстанавливаемому долоту, упрочнение тыльной стороны компенсирующего элемента путем наплавки износостойкого материала вдоль его лезвия на ширину 30 мм, отличающийся тем, что в качестве износостойкого материала используют пасту, наносимую на тыльную сторону компенсирующего элемента слоем толщиной 1,8…2,2 мм, в которой содержится 55…60% порошка на основе никеля типа СНГН, 30% двуокиси кремния, 3…5% нитрата аммония и водный раствор клея ПВА - остальное, а наплавку осуществляют после затвердевания пасты электрической дугой прямой полярности с использованием вибрирующего угольного электрода, при этом сила тока составляет 50…55 А, а частота вибрации угольного электрода - 10…15 Гц.
| Журнал "Тракторы и сельхозмашины", 2012, N8, с.45-48 | |||
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕЙ КРОМКИ СТАЛЬНОГО РАБОЧЕГО ОРГАНА ПОЧВООБРАБАТЫВАЮЩЕГО ОРУДИЯ | 2010 |
|
RU2447194C1 |
| ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2011 |
|
RU2450496C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НОЖЕЙ СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН | 1992 |
|
RU2031146C1 |
| УСТРОЙСТВО ДЛЯ ВОЗВРАЩЕНИЯ ЖИДКОСТИ ДЛЯ МЫТЬЯ И/ИЛИ ПОЛОСКАНИЯ В ПОСУДОМОЕЧНОЙ МАШИНЕ | 2013 |
|
RU2617669C2 |

