Изобретение относится к металлургии и машиностроению, а именно к химико-термической обработке стальных деталей и может быть использовано для упрочнения рабочих органов сельхозтехники, применяемых при обработке почв по современным энерго- и ресурсосберегающим технологиям (плуги-плоскорезы, стрельчатые лапы, долота-рыхлители, долотообразные лемеха и пр.), большая часть поверхности которых в процессе работы находится в почве.
Специфические условия работы почвообрабатывающих органов сельхозтехники (знакопеременные нагрузки, удары, абразивный износ, коррозия) вызывают быстрое тупление режущих кромок, изменение формы и уменьшение размеров, что приводит к сокращению их срока службы, увеличению времени и трудоемкости обслуживания почвообрабатывающих агрегатов и снижению экономической эффективности агромероприятий, поэтому их поверхность часто подвергают упрочнению различными способами.
Так, известно орудие для поверхностной обработки почвы, в котором нож подвергнут оксикарбонитрации для повышения износостойкости, качества обработки почвы и увеличения срока эксплуатации (пат. РФ 222135622. Орудие для поверхностной обработки почвы).
Недостатком способа упрочнения лезвия ножа является трудоемкость, сложное аппаратурное оформление технологического процесса, трудновоспроизводимость в массовом производстве и небольшая (10-40 мкм) толщина упрочненной поверхности.
Известен способ упрочнения режущего инструмента из быстрорежущей стали, включающий насыщение из обмазки, содержащей ферротитан, карбид бора, краснокровяную соль и хлористый аммоний при следующем соотношении компонентов, мас.%: ферротитан - 50-60, карбид бора - 20-30, красная кровяная соль - 15-25, хлористый аммоний - 2-3 и последующую термообработку - трехкратный отпуск совместно с сульфидированием в герметичном муфеле в среде сульфата натрия при 550÷570°С в течение одного часа [Пат.РФ №2172360. Способ упрочнения литого режущего инструмента из быстрорежущей стали. / Субботин А.В., Салманов Н.С., Занозин А.А. Опубл. 20.08.2001, МПК7 C23C 12/00, C23F 17/00. // БИ №9. 2004].
Для получения износостойкого покрытия на поверхности детали из стали Р6М5 перед насыщением дополнительно проводят цементацию вырубленных, очищенных, шлифованных и заточенных режущих пластинок в муфеле в среде древесного активированного угля при температуре 980÷1020°С в течение 1,5 часа. Затем после затачивания и шлифовки для снятия припусков в 0,1 мм и обезжиривания на поверхность наносится слоем 2-5 мм состав обмазки, разведенный в этилсиликате и подсушивается на воздухе, а подготовленные пластинки нагревают токами высокой частоты до 1180÷1250°С с выдержкой в течение 3-5 мин и охлаждением с подстуживанием в масле при 60-80°С, после чего производят троекратный отпуск пластинок в муфеле в среде сульфата натрия с засыпкой древесного угля при 550÷570°С в течение одного часа. После обработки на поверхности детали образуется двухслойное износостойкое покрытие - первый слой, толщиной 3-5 мкм из сульфида железа, второй слой, толщиной 10-15 мкм, из карбидов и нитридов титана и боридов железа. Данный способ повышает эффективность литого инструмента из быстрорежущей стали за счет уменьшения хрупкости режущих кромок и затрат на упрочнение, однако его недостатками являются наличие длительных предварительной и окончательной стадий термической и химико-термической обработки, небольшая толщина износостойкого слоя и низкая экологичность.
Наиболее близким по своей технической сущности является способ химико-термической обработки режущей кромки стального рабочего органа почвообрабатывающего орудия, включающий ее насыщение упрочняющими элементами (RU 2221356 C2, МПК A01B 35/26, 20.01.2004).
Недостатком данного способа является сложность и длительность процесса химико-термического упрочнения.
Техническим результатом, достигаемым при использовании настоящего изобретения, является сокращение времени технологического процесса упрочнения, упрощение его аппаратурного оформления, увеличение толщины износостойкого слоя и повышение экологичности процесса.
Указанный технический результат достигается тем, что в способе химико-термической обработки режущей кромки стального рабочего органа почвообрабатывающего орудия, включающем ее насыщение упрочняющими элементами, насыщение режущей кромки упрочняющими элементами осуществляют из обмазки, содержащей 84 или 90 мас.% карбида бора и 16 или 10 мас.% плавленого флюса для индукционной наплавки П-0,66, при этом обмазку наносят на режущую кромку и носок рабочего органа со стороны, контактирующей с почвой, насыщение ведут токами высокой частоты с нагревом насыщаемой поверхности до температуры 1250-1300°С и выдержкой 1-2 мин, а последующую термообработку проводят нагревом всего почвообрабатывающего органа до 850-900°С с последующей закалкой в среде масла. Плавленый флюс для индукционной наплавки П-0,66 содержит модификаторы, в качестве которых используют смесь порошка силикокальция 20 мас.% и порошка флюса АН-348 А 80 мас.%.
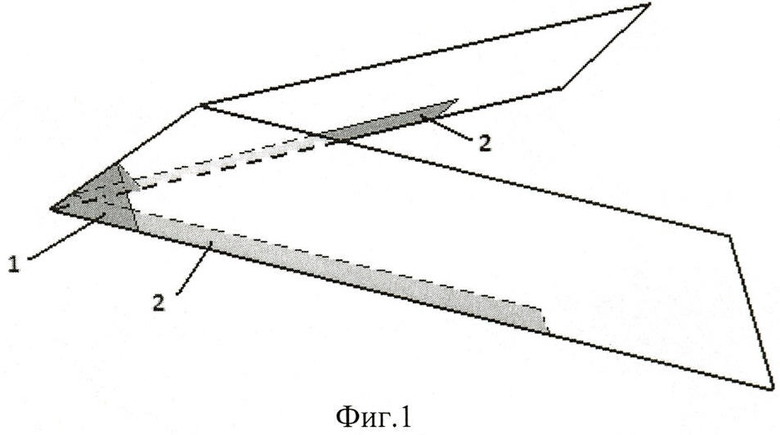
На фиг.1 - Схема нанесения обмазки на поверхности стрельчатой лапы культиватора.
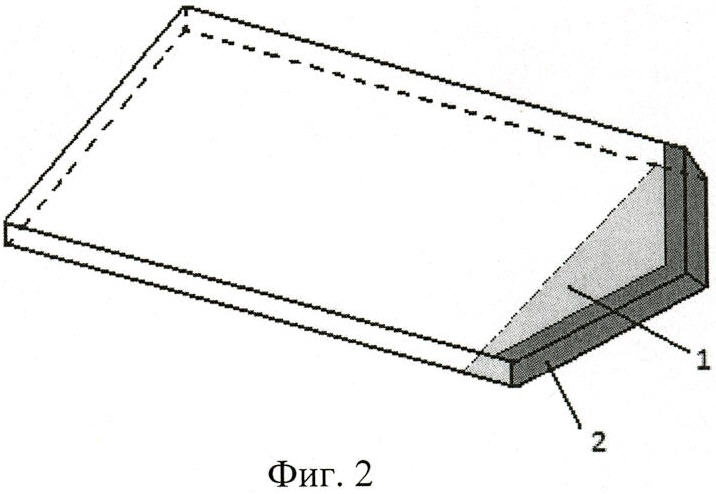
На фиг.2 - Схема нанесения обмазки на поверхности долотообразного лемеха.
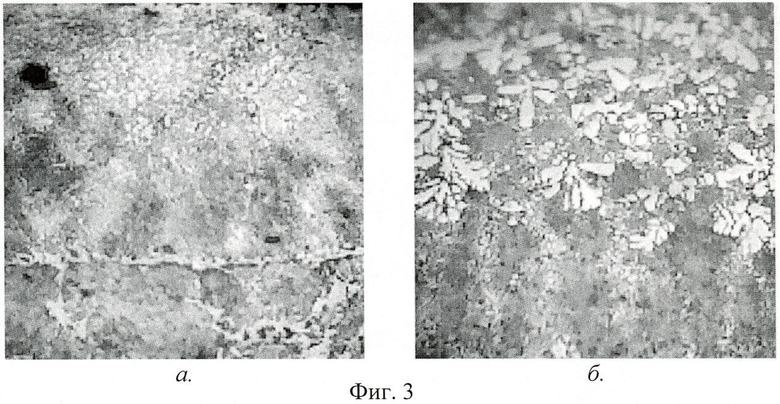
На фиг.3 - Микроструктура боридных покрытий (300x), полученных на стали 65Г: а. - за 1 мин; б. - за 2 мин.
1 - зона нанесения обмазки на носок почвообрабатывающего органа, 2 - зона нанесения обмазки на режущую кромку со стороны, контактирующей с почвой.
Изобретение иллюстрируется следующими примерами.
Пример 1. Приготовление плавленого флюса П-0,66 для индукционной наплавки
Предварительно в чугунной ступке или щековой дробилке измельчают силикокальций (CaSi2) и сварочный флюс АН-348А в состоянии поставки до частиц с размером 0,8÷1,2 мм. Полученную фракцию далее загружают в шаровую либо вибрационную мельницу и продолжают измельчение до частиц с размером 0,4÷0,5 мм. Буру и борную кислоту в состоянии поставки сушат до воздушно-сухого состояния и просеивают через сито с размерами ячеек 0,5÷0,6 мм, затем проводят обезвоживание буры и борной кислоты, плавя их в фарфоровых чашках в муфельной печи при 450°C и 750°C, постепенно поднимая температуру с 75-80°С до указанных значений в течение 1,5-2 часов. Обезвоженные продукты (Na2B4O7 и B2O3) измельчают в ступке и просеивают через сито с размером ячеек 0,5÷0,6 мм.
Далее в шаровую мельницу без шаров загружают обезвоженную буру, борный ангидрид, и модификатор, в качестве которого берут смесь силикокальция 20% и флюса АН-348А - 80%. Содержание компонентов полученной смеси следующее: борный ангидрид 30%, бура 20%, силикокальций 10% и флюс АН-348А 40%. Подготовленную смесь перемешивают 25-30 минут до получения однородной серой массы. Отношение содержания борного ангидрида к буре в полученном порошке флюса составляет 0,66, что позволяет присвоить соответствующему плавленому флюсу марку П-0,66 [Ткачев В.Н., Фиштейн Б.Ч., Казинцев Н.В., Алдырев Д.А. Индукционная наплавка твердых сплавов. - М.: Машиностроение, 1970. - С.40].
Готовый флюс П-0,66 для состава обмазки получают, переплавляя полученную смесь в фарфоровой чашке или металлическом тигле при 850°C в течение 20-30 мин, расплавленный флюс перемешивают и выливают на металлический противень, а после остывания измельчают в чугунной ступке и просеивают через сито с размером ячеек 0,5÷0,6 мм.
В составе флюса с соотношением содержания борного ангидрида к буре 0,66 вместо силикокальция и сварочного флюса АН-348А могут быть использованы другие раскисляющие и флюсующие модификаторы.
Пример 2. Упрочнение стрельчатой лапы культиватора
Предварительно карбид бора (B4C) в состоянии поставки измельчают в чугунной ступке, а затем в шаровой мельнице до получения фракции с размером частиц менее 0,75 мм.
Для получения обмазки в пластмассовой или резиновой емкости смешивают фракцию порошка карбида бора <0,75 мм и порошок плавленого флюса П-0,66, подготовленного по прим. 1, в соотношении, мас.%: 84, 16, и добавляют к ним небольшое количество (2-3 мл) раствора жидкого стекла, казеинового клея или эпоксидной смолы с отвердителем до получения композиции пастообразной консистенции.
Слой полученной обмазки шириной 20-30 мм и толщиной 1-2 мм наносят шпателем на предварительно зачищенную поверхность стрельчатой лапы культиватора, выполненной из стали 65Г, согласно схеме, приведенной на рис.1а, при этом одна часть обмазки наносится на 2/3 рабочей длины крыльев лапы культиватора снизу, на режущие кромки, непосредственно соприкасающиеся с почвой, а часть - сверху, на носок лапы. После нанесения обмазки ей дают высохнуть. Подготовленную лапу нагревают токами высокой частоты в водоохлаждаемом медном петлевом индукторе, подключенном к генератору ВЧГ 7-60/0,066, сначала со стороны режущей кромки, затем с обратной стороны носка лапы. Конфигурацию индуктора, подводимую к нему мощность и частоту тока, расположение лапы в индукторе подбирают таким образом, чтобы обеспечить нагрев поверхности лапы культиватора под слоем обмазки до температуры 1250÷1300°С.
После достижения указанной температуры производят выдержку каждой упрочняемой поверхности (крылья и носок лапы культиватора) под слоем расплавленного флюса в течение 1 мин и сразу же после выдержки горячую деталь (нагретую индукционно, излучательно и теплопередачей от поверхностных слоев) при температуре 850÷900°С помещают в масло и проводят ее объемную закалку.
Из упрочненной стрельчатой лапы вырезают образцы для испытаний размером 30×50×3 мм, исследуют микроструктуру и определяют толщину полученных износостойких слоев (МИМ-7), измеряют их микротвердость (ПМТ-3) и определяют их износостойкость по ГОСТ 23.208-79 «Метод испытания материалов на износостойкость при трении о нежестко закрепленные абразивные частицы». Результаты микроструктурных исследований и испытаний лап культиватора, упрочненных по прим. 2, приведены на рис.2а и в табл.1.
Пример 3. Упрочнение долотообразного лемеха рыхлителя
Операции предварительной подготовки компонентов обмазки осуществляют аналогично примеру 1. Состав и способ приготовления обмазки по настоящему примеру аналогичен примеру 2 с той разницей, что компоненты берут в следующих соотношениях, мас.%: карбид бора - 90, плавленый флюс П-0,66-10.
Слой полученной обмазки наносят на поверхность долотообразного лемеха рыхлителя, выполненного из стали 50ХГА, аналогично прим. 2, согласно схеме, приведенной на рис.1б, при этом часть смеси наносят на кромку режущей поверхности лемеха, а часть - на его обратную сторону.
Подготовленный лемех нагревают токами высокой частоты аналогично прим. 2, с обеих сторон, с той разницей, что после достижения упрочняемыми поверхностями температуры 1250÷1300°С выдержка составляет 2 мин. Далее проводят объемную закалку долотообразного лемеха, как описано в прим. 2.
Образцы упрочненного лемеха исследуют на микроструктуру, толщину полученных износостойких слоев, микротвердость и износостойкость аналогично прим. 2. Результаты исследований и испытаний образцов приведены на рис.2б и в табл.1.
Сокращение времени технологического процесса упрочнения (с 2-2,5 часов до 0,5 часа) при использовании данного изобретения достигается за счет исключения наиболее длительных стадий: предварительной цементации в муфеле в среде древесного активированного угля при температуре 980÷1020°С в течение 1,5 часа, и троекратного отпуска в муфеле в среде сульфата натрия с засыпкой древесного угля при 550÷570°С в течение одного часа; упрощение аппаратурного оформления способа достигается ускоренным проведением процесса упрочнения под слоем обмазки на воздухе при использовании ТВЧ-нагрева, что позволяет отказаться от герметичных муфелей, печного обогрева, защитных атмосфер и затворов; увеличение толщины износостойкого слоя достигается использованием большей концентрации борирующего агента, диффузией только одного неметалла - бора, увеличением температуры и сменой типа основного термохимического процесса; повышение экологичности процесса достигается исключением из состава обмазки красной кровяной соли и хлорида аммония, дающих при термическом разложении токсичные продукты.
При упрочнении стальных почвообрабатывающих органов сельхозтехники по предлагаемому способу на их поверхности, непосредственно контактирующей с почвой, осуществляющей ее подрезание, раздвигание, измельчение и разрыхление образуются твердые и протяженные, преимущественно монофазные слои боридов железа различного состава, выделяющихся из эвтектики Fe - В, которая образуется при взаимодействии карбида бора, продуктов его термораспада и других компонентов обмазки (Na2B4O7, B2O3, CaSi2) с железом в среде флюса при индукционном нагреве: переплавленные эвтектические структуры FeB при выдержке в течение 1 мин (рис.2a) и дендритно-островные, друзовые структуры Fe2B при выдержке в 2 мин (рис.2б). В зависимости от времени выдержки изменяется структура, характеристки и состояние границы раздела упрочняющий слой - основной металл, которая плавно переходит от выраженной к диффузной.
Нагрев режущих кромок и носка почвообрабатывающего органа, покрытых обмазкой, до температуры 1250÷1300°С, выдержка при ней в течение 1÷2 мин и последующая объемная закалка позволяют получать на их поверхностях износостойкие слои боридов железа толщиной от 100 до 350 мкм и микротвердостью от 950 до 2300 HV (табл.1).
Уменьшение содержания флюса П-0,66 в составе обмазки ниже указанного в прим. 3 значения вызывает ухудшение качества и однородности покрытия вследствие недостаточного удаления окислов в шлак с поверхности стали, увеличение же содержания флюса выше 16 мас.% (прим. 2) приводит к росту его растекаемости по поверхности детали, уменьшению толщины покрытия и нарушению его сплошности.
Увеличение количества карбида бора в обмазке выше 90 мас.% также нежелательно, так как это приводит к ухудшению перемешивания компонентов обмазки и образованию фазово-неоднородного покрытия, уменьшение содержания карбида бора в обмазке ниже 84 мас.% (прим. 1) снижает содержание боридных фаз в покрытии, уменьшает его микротвердость и износостойкость.
Высокая износостойкость образующихся боридных слоев обеспечивает в 2-4 раза более длительную эксплуатацию почвообрабатывающих органов сельхозтехники без затупления их режущей кромки, а объемная закалка остальной части почвообрабатывающего органа позволяет сохранять его оптимальную рабочую форму и целостность в течение всего периода эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шихта для индукционной наплавки износостойкого сплава | 2020 |
|
RU2755913C1 |
| Способ наплавки алюминида железа на стальную поверхность | 2018 |
|
RU2693988C1 |
| Способ изготовления литой стальной детали | 2015 |
|
RU2622503C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ЛИТОЙ СТАЛЬНОЙ ДЕТАЛИ | 2016 |
|
RU2641209C1 |
| Способ упрочнения лезвийной поверхности детали | 2016 |
|
RU2640515C1 |
| СПОСОБ НАНЕСЕНИЯ КЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНОВ И СТАЛЕЙ | 2011 |
|
RU2482215C1 |
| Способ бороалитирования стальной поверхности | 2018 |
|
RU2691431C1 |
| СПОСОБ ИНДУКЦИОННОГО УПРОЧНЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕГО РАБОЧЕГО ОРГАНА | 2014 |
|
RU2582840C1 |
| Способ упрочнения лапы культиваторной | 2018 |
|
RU2684127C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕГО РАБОЧЕГО ОРГАНА СТРЕЛЬЧАТОГО ТИПА | 2011 |
|
RU2474098C1 |
Способ относится к химико-термической обработке и может быть использован для упрочнения почвообрабатывающих органов сельхозтехники. Способ включает насыщение режущей кромки упрочняющими элементами из обмазки, содержащей 84 или 90 мас.% карбида бора и 16 или 10 мас.% плавленого флюса для индукционной плавки П-0,66. Обмазку наносят на режущую кромку и носок рабочего органа со стороны, контактирующей с почвой, насыщение ведут токами высокой частоты с нагревом насыщаемой поверхности до температуры 1250-1300°С и выдержкой 1-2 мин. Последующую термообработку проводят нагревом всего почвообрабатывающего органа до 850-900°С с последующей закалкой в среде масла. Плавленый флюс для индукционной наплавки П-0,66 содержит модификаторы, в качестве которых используют смесь порошка силикокальция 20 мас.% и порошка флюса АН-348А 80 мас.%. Увеличивается толщина износостойкого слоя, повышается экологичность процесса и сокращается время технологического процесса. 1 з.п. ф-лы, 3 ил., 1 табл., 3 пр.
1. Способ химико-термической обработки режущей кромки стального рабочего органа почвообрабатывающего орудия, включающий ее насыщение упрочняющими элементами, отличающийся тем, что насыщение режущей кромки упрочняющими элементами осуществляют из обмазки, содержащей 84 или 90 мас.% карбида бора и 16 или 10 мас.% плавленого флюса для индукционной плавки П-0,66, при этом обмазку наносят на режущую кромку и носок рабочего органа со стороны, контактирующей с почвой, насыщение ведут токами высокой частоты с нагревом насыщаемой поверхности до температуры 1250-1300°С и выдержкой 1-2 мин, а последующую термообработку проводят нагревом всего почвообрабатывающего органа до 850-900°С с последующей закалкой в среде масла.
2. Способ по п.1, отличающийся тем, что плавленый флюс для индукционной наплавки П-0,66 содержит модификаторы, в качестве которых используют смесь порошка силикокальция 20 мас.% и порошка флюса АН-348А 80 мас.%.
| ОРУДИЕ ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ПОЧВЫ | 2001 |
|
RU2221356C2 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ ДЛЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩЕГО ОРУДИЯ | 2007 |
|
RU2360768C2 |
| СПОСОБ УПРОЧНЕНИЯ ЛИТОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1999 |
|
RU2172360C2 |
| US 3915757 A, 28.10.1975 | |||
| Комбинированная сцепная муфта | 1974 |
|
SU480870A1 |
| Устройство для измеренияКОэффициЕНТОВ ОТРАжЕНия | 1979 |
|
SU851208A1 |

