Изобретение относится к области сельскохозяйственного, ирригационного и лесного машиностроения, в частности к лемехам плугов различного назначения.
Известна конструкция лемеха, заключающаяся в наличии на всей площади рабочей поверхности выступов (рифлей) с профилем полукруга, расположенных перпендикулярно полевому обрезу с шагом 30-40 мм, обеспечивающая повышение износостойкости [1]. Недостатками данного лемеха является: сравнительно большой расход металла на наплавку рифлей, и хотя износостойкость повышается в сравнении со стандартными деталями, ее нельзя считать достаточной, так как при вспашке песчаных почв с повышенной влажностью их наработка до отказа не велика вследствие быстрого изнашивания полевого обреза и лезвия долота; в зависимости от гранулометрического состава почвы часто не требуется наличия рифлей на всей рабочей поверхности.
Наиболее близким решением к заявленной является конструкция, представляющая наличие армирующих валиков в области носка лемеха, где происходит образование лучевидного износа и заплавка нижней части носка на расстоянии не менее 100 мм [2]. Такая конструкция не позволяет избежать износов полевого обреза и лезвийной части долота лемеха. Наплавка, произведенная электродами для сварки углеродистых сталей, также не будет способствовать увеличению стойкости к абразивному изнашиванию.
Целью изобретения является повышение абразивной износостойкости лемеха, предупреждение износов полевого обреза и лезвия долота.
Поставленная цель достигается тем, что производится наплавка рабочей поверхности по ее контуру вдоль полевого обреза и лезвийной части долота с проплавлением на глубину около 3-4 мм и шириной 7-8 мм. В качестве электродного материала используется электрод, предназначенный для получения наплавленного металла высокой твердости, - около 60 HRC. Нижняя часть носка наплавляется по всей поверхности на длину около 60-80 мм. Наплавка нижней части носка также осуществляется твердосплавными электродами с глубоким проплавлением. Оставшаяся часть носка подвергается наплавочному армированию путем нанесения валиков перпендикулярно перемещению почвы в этой области. Ширина наносимых валиков 4-5 мм с расстоянием между ними (шагом) 30 мм. Наплавочное армирование производится электродами для сварки и наплавки углеродистых сталей. Наличие слоя наплавленного металла с твердостью примерно 60 HRC по периметру наружной носовой части с глубоким проплавлением позволит увеличить абразивную износостойкость в течение длительного времени за счет сохранения геометрической формы изделия. Глубокое проплавление будет способствовать не только росту износостойкости, но и не окажет существенного влияния на тяговое сопротивление, так как возвышение валика над поверхностью лемеха будет минимальным. Заплавленная нижняя часть с применением наплавочных материалов для износостойкой наплавки обеспечит снижение износа по толщине, так как в данной области давление почвы максимально. При армировании верхней зоны необходимости в использовании твердосплавных электродов нет, так как давление почвы здесь не столь значительно, как в нижней части. В результате удается создать равноизнашиваемую поверхность по всей ее длине с учетом интенсивности изнашивания в каждой отдельной области поверхности носка.
Указанная совокупность существенных признаков обеспечит появление у заявленного лемеха новых свойств, отличных от прототипа. Это, во-первых, наличие полосы высокой твердости (HRC 60) в лезвийной части носка и полевого обреза; во-вторых, создаются условия равноизнашиваемости по всей поверхности носовой части.
Таким образом, заявленные признаки изобретения соответствуют критерию «новизна».
На чертеже изображена конструкция лемеха повышенной стойкости к абразивному изнашиванию, включающая следующие элементы (фиг.1):
1 - наплавленный твердый слой вдоль полевого обреза,
2 - заплавленная твердым сплавом нижняя часть носка,
3 - наплавленный твердый сплав вдоль лезвия долота,
4 - армирующие валики.
Испытания предлагаемой конструкции лемеха в полевых условиях показали, что его наработка до предельного состояния превышает аналогичную наработку стандартного лемеха в 2,5-3 раза.
Источники информации
1. Патент на полезную модель. Лемех плуга для отвальной вспашки с рифленой рабочей поверхностью (лемех Михальченкова A.M.), Михальченков A.M., Тюрева А.А., Зуева Д.С., №90287, Бюл. №1 от 10.01.2010.
2. Патент на полезную модель. Рабочий орган для подрезания почвы (лемех), Михальченков A.M., Паршиков П.А., Кожухова Ю.И., №92756, Бюл. №10 от 10.04.2010.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНОГО ЭЛЕМЕНТА РАБОЧЕГО ОРГАНА МАШИНЫ, ЭКСПЛУАТИРУЕМОЙ В ПОЧВЕННОЙ СРЕДЕ | 2010 |
|
RU2473415C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ОТВАЛА КОРПУСА ПЛУГА | 2013 |
|
RU2533957C1 |
| ШТАМПОСВАРНОЙ ПЛУЖНЫЙ ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2015 |
|
RU2601211C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ | 2009 |
|
RU2413601C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2008 |
|
RU2457090C2 |
| САМОЗАТАЧИВАЮЩЕЕСЯ ДОЛОТО ГЛУБОКОРЫХЛИТЕЛЯ ПОВЫШЕННОЙ АБРАЗИВНОЙ ИЗНОСОСТОЙКОСТИ | 2016 |
|
RU2648721C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ПЛУЖНОГО ЛЕМЕХА | 2013 |
|
RU2544214C2 |
| ДОЛОТО ПЛУЖНОГО ЛЕМЕХА | 2012 |
|
RU2480974C1 |
| ОСТОВ ПЛУЖНОГО ЛЕМЕХА С НАКЛАДНЫМ ДОЛОТОМ | 2017 |
|
RU2653047C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ ЛАЗЕРНОЙ НАПЛАВКОЙ | 2024 |
|
RU2836834C1 |
Изобретение может быть использовано при изготовлении лемехов плугов различного назначения. Повышение стойкости лемеха к абразивному изнашиванию достигается навариванием металла высокой твердости (60 HRC) на ширину 7-8 мм вдоль полевого обреза и лезвийной части носка в виде долота и наплавкой с глубоким проплавлением такого же сплава в нижней части носка на расстоянии 60-80 мм. Оставшаяся часть подвергается наплавочному армированию путем наваривания валиков шириной 4-5 мм с шагом 30 мм электродами для сварки углеродистых сталей перпендикулярно перемещению почвы. Лемех обладает равноизнашиваемостью всей поверхности носка. 1 ил.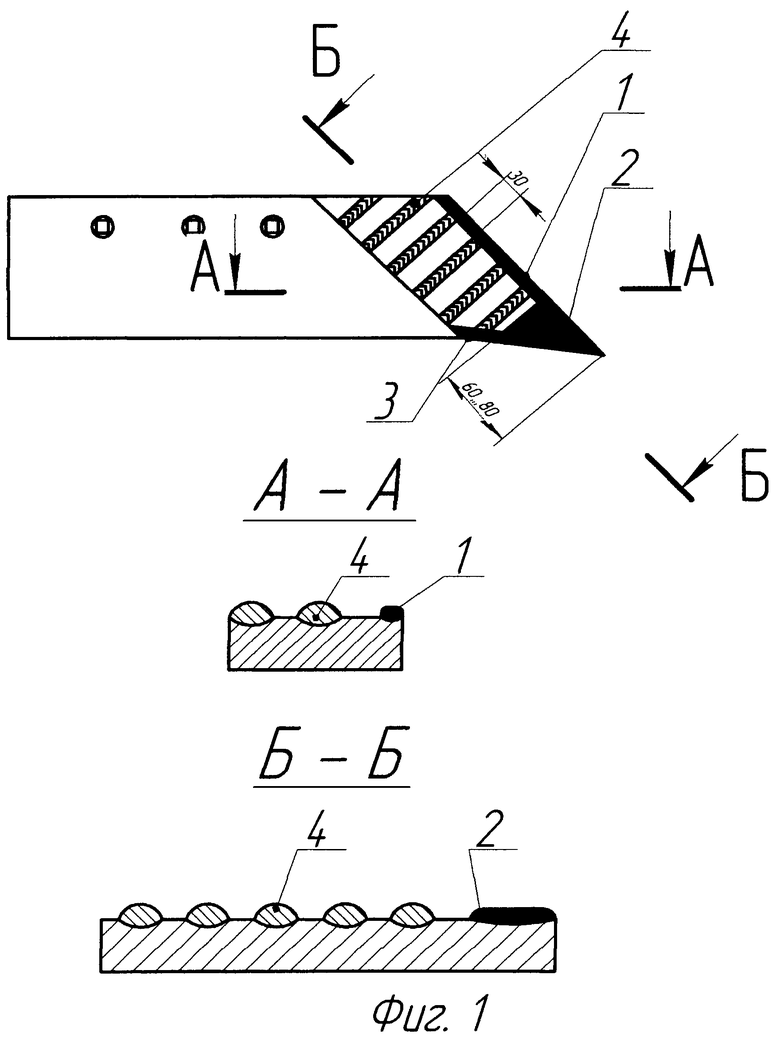
Лемех повышенной стойкости к абразивному изнашиванию, отличающийся тем, что по контуру вдоль полевого обреза и лезвийной части носка наплавлен металл высокой твердости 60 HRC на ширину 7-8 мм и произведена заплавка нижней части носка на величину 60-80 мм с глубоким проплавлением, а на оставшуюся часть носка электродами для сварки углеродистых сталей наплавлены валики шириной 4-5 мм с шагом 30 мм перпендикулярно перемещению почвы.
| Скважинный индукционный сейсмограф | 1950 |
|
SU92756A1 |
| Лемех плуга | 1991 |
|
SU1804275A3 |
| Почвообрабатывающее орудие с изменяемой шириной захвата | 1987 |
|
SU1470201A1 |
| Способ упрочнения металлических изделий | 1988 |
|
SU1701497A1 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХОВ ПЛУГОВ ИЗ СРЕДНЕУГЛЕРОДИСТЫХ И ВЫСОКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2004 |
|
RU2274526C2 |
| УСТРОЙСТВО ДЛЯ ВОЗВРАЩЕНИЯ ЖИДКОСТИ ДЛЯ МЫТЬЯ И/ИЛИ ПОЛОСКАНИЯ В ПОСУДОМОЕЧНОЙ МАШИНЕ | 2013 |
|
RU2617669C2 |

