Изобретение относится прежде всего к гидравлическим клапанам, в частности к подвижным клапанным устройствам, имеющим обработанную смазкой поверхность.
Уровень техники
Гидравлические клапаны, такие как поворотный клапан, линейный клапан и т.п., как правило, включают прибор контроля расхода жидкости, размещаемый на пути движения жидкости, функционально связанный с такими приводами, как, например, пневматический привод, ручной привод и т.п. Шток или вал клапана функционально связывает прибор контроля потока с приводом, который перемещает прибор контроля потока между открытым и закрытым положением для подачи или ограничения жидкостного потока между впуском и выпуском клапана. Как правило, шток и вал клапана проходят между прибором контроля потока и приводом через насадку, прикрепленную к корпусу клапана.
Набивка клапана или уплотнительный узел часто используется для предотвращения утечки рабочей жидкости в окружающую среду через корпус клапана вдоль штока или вала клапана. Набивка клапана может включать в себя некоторое количество пружин и/или набивных уплотнений, расположенных вдоль части штока или вала клапана для обеспечения уплотнения. Для некоторых набивных уплотнений используют сверхупругое нагрузочное приспособление или пружинный блок (например, пружины Бельвиля), чтобы обеспечить относительно высокую нагрузку при относительно небольшом диапазоне отклонения или сжатия.
Невозможность обеспечить требуемый уплотняющий нажим на набивные уплотнения может привести к неправильному уплотнению клапана. Например, слишком слабый уплотняющий нажим может привести к просачиванию рабочей жидкости в окружающую среду через набивные уплотнения. Слишком сильный уплотняющий нажим (например, превышающий рекомендуемый максимальный нажим) может привести к переносу материала некоторых видов набивных уплотнений (например, графитовых уплотнений) на шток или вал клапана, тем самым вызывая накопление материала (например, графита) на штоке или валу клапана и повреждению набивных уплотнений. Кроме того, слишком сильный уплотняющий нажим может увеличить уплотняющее трение между набивным уплотнением и штоком или валом клапана, что может снизить производительность клапана и/или срок эксплуатации набивки клапана и/или штока или вала клапана.
Раскрытие изобретения
В одном из вариантов осуществления клапан включает в себя уплотнение клапана, имеющее графитовое уплотняющее кольцо, расположенное внутри насадки штока или вала гидравлического клапана, имеющего обработанную поверхность, которая содержит смазочный материал. Обработанная поверхность штока или вала расположена внутри насадки и перемещает смазочный материал, касаясь графитового уплотняющего кольца во время работы гидравлического клапана.
В другом варианте осуществления устройство для использования с гидравлическим клапаном включает в себя подвижное клапанное устройство, изготовленное из исходного материала. Подвижное клапанное устройство перемещается относительно второй поверхности, изготовленной из другого, более мягкого, материала, чем исходный. Обработанная поверхность содержит смазочные материалы вдоль части подвижного клапанного устройства, которая соприкасается со второй поверхностью во время эксплуатации.
Краткое описание графических материалов
ФИГ. 1А иллюстрирует известный гидравлический клапан.
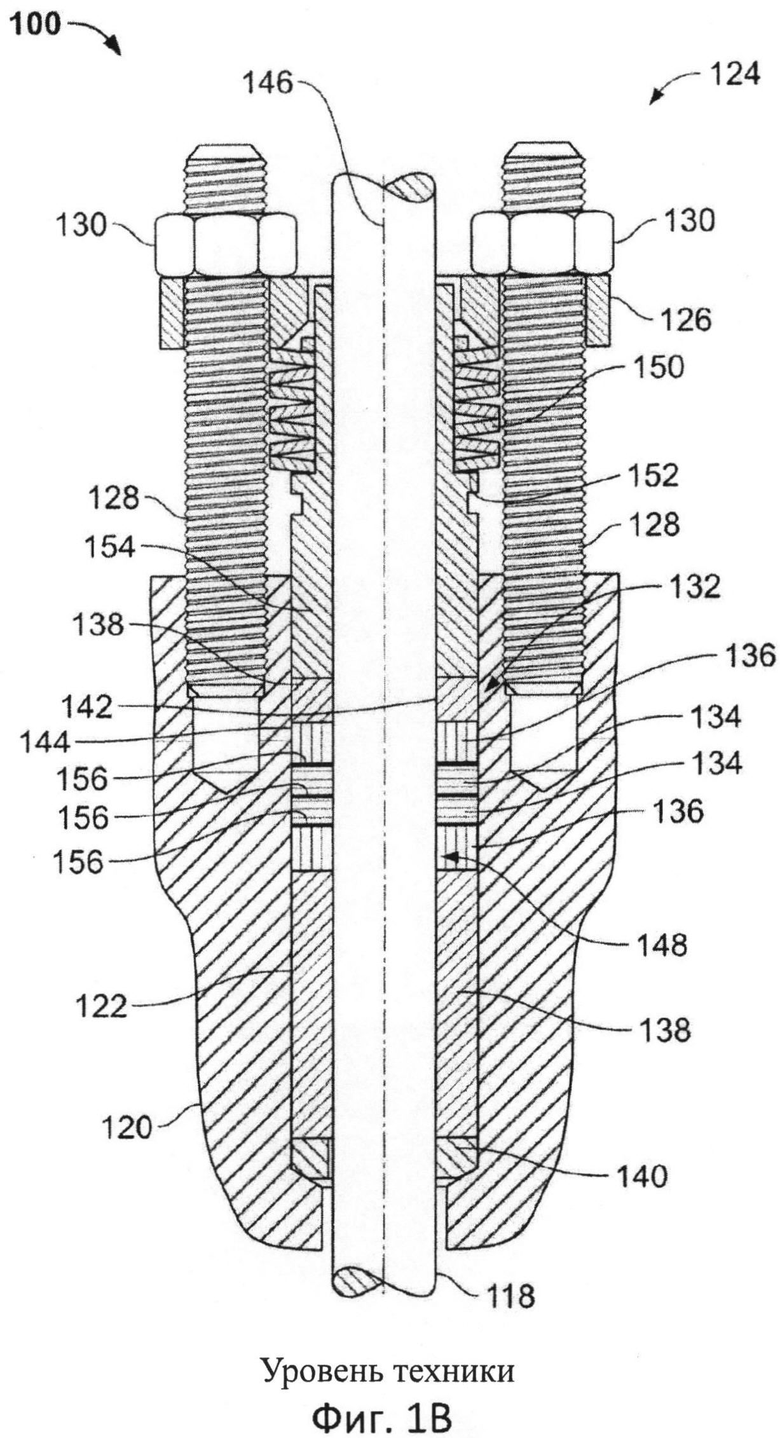
ФИГ. 1В представляет увеличенный вид гидравлического клапана, показанного на ФИГ. 1А.
На ФИГ. 2 представлен увеличенный вид известного клапанного устройства и уплотнителя.
ФИГ. 3 иллюстрирует гидравлический клапан, дополненный описанным здесь клапанным устройством.
ФИГ. 4А-4D иллюстрируют вариант осуществления упомянутого здесь клапанного устройства.
ФИГ. 5 иллюстрирует увеличенную часть другого варианта осуществления описанного здесь клапанного устройства, имеющего поверхность, обработанную посредством прямого способа.
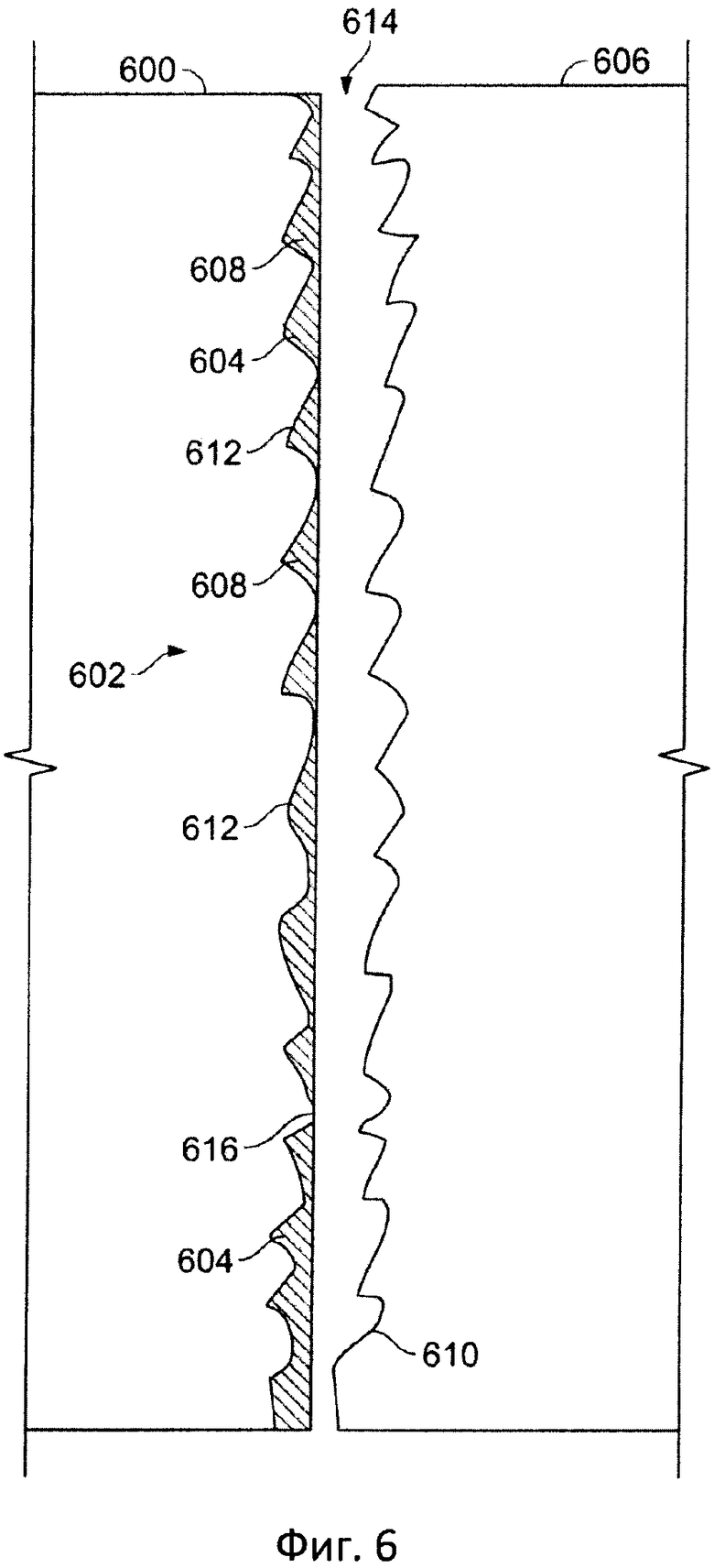
ФИГ. 6 иллюстрирует увеличенную часть еще одного варианта осуществления описанного здесь клапанного устройства, имеющего поверхность, обработанную посредством косвенного способа.
ФИГ. 7 иллюстрирует поворотный клапан, дополненный примером описанного здесь клапанного устройства.
Осуществление изобретения
В целом упомянутые способы и устройства существенно уменьшают либо предотвращают перенос материалов в динамико-механическом интерфейсе между двумя разнородными материалами. Более конкретно, способы и устройства, описанные здесь, значительно снижают трение на границе между первым материалом с твердой поверхностью и вторым материалом с относительно мягкой поверхностью, когда твердая поверхность движется параллельно материалу с мягкой поверхностью, контактируя с ним. В вариантах осуществления, описанных здесь, по меньшей мере часть твердой поверхности включает в себя обработанную поверхность, включающую захваченные, внедренные, внесенные, охватывающие смазочные материалы, перенесенные на обработанную поверхность или удерживаемые другим способом. В некоторых вариантах осуществления смазочные материалы схожи или идентичны относительно мягким материалам. Другими словами, смазочный материал или осажденный материал (например, более мягкий материал) переносится, захватывается, впитывается или внедряется в обработанную поверхность. Во время эксплуатации обработанная поверхность, которая захватывает (или удерживает) смазочный материал, контактирует или задействует относительно более мягкий материал. Таким образом, описанный здесь вариант осуществления устройства создает границу между одинаковыми материалами вместо двух разнородных материалов, тем самым значительно уменьшая трение на границе между разнородными материалами.
В частности, описанный здесь вариант осуществления устройства существенно препятствует переносу материалов между штоком или валом клапана, который движется (например, вращается или скользит), контактируя с уплотняющим материалом и параллельно к нему (например, материалом графитовой набивки). Обработанная поверхность может быть шероховатой, или относительно гладкой, или нетекстурированной (например, поверхность, имеющая среднее арифметическое отклонение профиля (Ra) менее 32 микродюймов) для захватывания смазочных материалов. Если быть более точным, то по меньшей мере часть штока или вала может быть обработана для создания текстурированной поверхности (например, текстурированные поверхности 410-414 на ФИГ. 4А-4С) или нетекстурированной либо относительно гладкой поверхности (напр., нетекстурированная поверхность 416 на ФИГ. 4D). Например, обработанная поверхность может обретать шероховатость с помощью соответствующих производственных процессов (например, гравировки, механической обработки, накатки) на границе, где внешняя поверхность штока или вала контактирует с уплотняющим материалом (например, графитовой набивкой) во время работы гидравлического клапана. Обработанная поверхность захватывает (например, внедряется или пропитывается) смазочные материалы или агент. Смазочные материалы (напр., графитовый материал) могут быть по существу аналогичны или идентичны уплотнителю, с которым во время работы контактирует шток или вал гидравлического клапана. В других вариантах осуществления смазочным материалом может быть любой подходящий материал, такой как, например, политетрафторэтилен (усиленный углеродным волокном и ПТФЭ), кремний, графит, полиолефины, полиэтилен высокой плотности, полиэтилен низкой плотности, композит Кевлар®, любые комбинации и/или любые другие подходящие смазочные материалы, такие как, например, сухая смазка, инертный связующий реагент, полимеры и т.д.
В одном частном варианте осуществления текстурированная поверхность или часть штока или вала клапана может быть образована посредством по меньшей мере одного углубления или прорези, которая захватывает, заполняется, обволакивается или пропитывается или в которую внедряется смазочный материал. В других вариантах осуществления обработанная поверхность может быть выглаженной. В результате трение между клапанным аппаратом и уплотнительным материалом значительно уменьшается, когда шток или вал клапана движется относительно уплотняющего материала, тем самым уменьшается износ или повреждение уплотняющего материала и/или штока и вала клапана.
Перед описанием способов и устройства варианта осуществления приводится краткое описание гидравлического клапана 100, использующее ФИГ. 1А и 1В. ФИГ. 1А представляет собой поперечный разрез гидравлического клапана 100 (например, клапана с поступательным движением штока). ФИГ. 1В показывает увеличенную часть гидравлического клапана 100, показанного на ФИГ. 1А. Гидравлический клапан 100 включает корпус 102, который определяет поток жидкости в перепускном канале 104 между впуском 106 и выпуском 108. Плунжер клапана 110 расположен внутри перепускного канала потока жидкости 104 и включает в себя посадочную поверхность 112, которая взаимодействует с седлом клапана 114 для управления площадью поперечного сечения 116, через который жидкость может протекать между впуском 106 и выпуском 108. Шток клапана 118 проходит через насадку 120, чтобы соединить плунжер 110 с приводом (не показан) (например, с пневматическим приводом, электрическим приводом, ручным приводом и т.д.). Насадка 120 включает уплотняемое отверстие 122 для помещения уплотняющего узла клапана 124, которое принимает скользящий шток клапана 118, так как привод перемещает шток клапана 118 между первой позицией (например, в открытом положении) и второй позицией (например, в закрытом положении). Уплотняющий узел клапана 124 имеет уплотнение для предотвращения утечки рабочей жидкости за штоком клапана 118 и/или защиты окружающей среды от выбросов вредных или загрязняющих жидкостей. Иными словами, уплотняющий узел клапана 124 обеспечивает уплотнение, которое сдерживает давление рабочей жидкости, протекающей через перепускной канал 104.
Как отчетливо показано на ФИГ. 1В, уплотняющий узел клапана 124 включает фланцевое уплотнение 126, соединенное с насадкой 120 посредством уплотнительных болтов 128 и уплотнительных гаек 130. Уплотнительный материал или уплотнительный узел 132 окружает шток клапана 118 и расположен внутри уплотняемого отверстия 122 насадки 120. В этом варианте осуществления уплотняющий материал или уплотнительный узел 132 включает графитовые уплотняющие манжеты или кольца 134 (например, гибкие графитовые кольца), графитовые составные уплотнительные кольца 136 (например, графитовые композиционные прокладочные замыкающие кольца), углеродные втулки 138 и сальниковые кольца 140.
Уплотнительный материал 132, как правило, сжат в осевом направлении для обеспечения того, чтобы внутреннее отверстие или поверхность 142 уплотняющего материала 132 герметизировать по отношению к штоку клапана 118, а внешнюю поверхность 144 уплотняющего материала 132 герметизировать по отношению к уплотняемому отверстию 122 насадки 120. Продольное сжатие уплотняющего материала 132 вдоль оси 146 приводит к тому, что уплотнительный материал 132 расширяется радиально, чтобы обеспечить динамическое уплотнение движущегося штока клапана 118 по границе или линии перемещения 148, где уплотнительный материал 132 находится в контакте со штоком клапана 118 и обеспечивает статическое уплотнение в уплотняемом отверстии 122, где уплотнительный материал 132 контактирует с уплотняемым отверстием 122.
Таким образом, уплотняющий узел клапана 124 должен быть должным образом или достаточно сжат, чтобы образовать уплотняющую манжету, которая может противостоять давлению рабочей жидкости, протекающей через гидравлический клапан 100. Для поддержания манжеты уплотнительный материал 132 должен находиться под сжатием (например, осевым сжатием). Поэтому, если уплотняющее сжатие недостаточно, оно препятствует созданию достаточного уплотнения уплотняющего материала 132. С другой стороны, если уплотняющее сжатие чрезмерно, возникает сильное трение штока, которое может уменьшить срок годности уплотняющего материала 132 и вызывать заедание клапана.
В показанном варианте осуществления множество смещающих элементов или пружин 150 (например, тарельчатых пружин) может быть установлено или уложено в ряд между набивочной манжетой 126 и манжетой или плечом 152 набивочного механизма 154. Уплотнительные гайки 130 могут быть использованы для регулировки привода или пригонки пружин 150 набивочного механизма 154, который, в свою очередь, сжимает в осевом направлении уплотнительный материал 132, чтобы обеспечить уплотнение и предотвратить утечку рабочей жидкости за штоком клапана 118. Так как уплотнительные гайки 130 затягиваются на уплотнительных болтах 128, набивочная манжета 126 передает нагрузку на пружины 150. Пружины 150 отклоняются или сжимаются в зависимости от того, как затянуты уплотнительные гайки 130, чтобы обеспечить уплотнительное давление (например, продольное сжатие) в уплотнительном материале 132 через набивочный механизм 154.
В этом варианте осуществления пружины 150 обеспечивают сжатие уплотнения клапана, создавая равномерное сжатие уплотняющего материала 132 и равномерно поддерживая такое сжатие во время работы клапана (например, хода клапана). Иными словами, пружины 150 обеспечивают практически постоянное сжатие набивочного механизма 154, чтобы прилагать практически постоянное сжимающее усилие к уплотнительному материалу 132. Таким образом, если уплотнительный материал 132 затвердевает (например, из-за износа), пружины 150 перемещают набивочный механизм 154 в направлении насадки 120, чтобы восстановить сжимающее усилие на уплотнительный материал 132 и тем самым поддержать герметичность уплотняющего материала 132.
Под уплотнительным сжатием графитовые композитные кольца 136, которые изготовлены из несколько более твердого материала, чем графитовые уплотнительные кольца 134, действуют как антиэкструзионные элементы для предотвращения переноса материала графитовых уплотнительных колец из несколько более мягкого гибкого графитного материала 134 на шток клапана 118. Кроме того, углеродные втулки 138, которые сделаны из значительно более твердого материала, чем графитовые композитные кольца 136, позволяют центрировать шток клапана 118 в уплотнении, чтобы предотвратить деформацию и разрушение мягких уплотнительных материалов в графитовых уплотнительных кольцах 134 и графитовых композитных кольцах 136.
Условия эксплуатации (например, температура и/или давление рабочей жидкости, тип рабочей жидкости или применение и т.д.) часто определяют тип уплотняющего материала, который будет использоваться для обеспечения надлежащего уплотнения для конкретной технологической жидкости или устройства. Некоторые известные уплотнительные материалы, такие как, например, графитовые уплотнители, могут быть использованы в тяжелых условиях эксплуатации (например, рабочие жидкости с температурой выше 450°F, давлением до примерно 4500 фунтов на квадратный дюйм). Например, уплотнение Grafoil® является менее восприимчивым к разного типа тепловым расширениям, чем, например, политетрафторэтиленовое (ПТФЭ) уплотнение (например, Teflon®). Такие графитовые уплотнительные материалы (например, уплотнение Grafoil®) могут потребовать более высокого осевого уплотняющего сжатия для создания надлежащего уплотнения. Однако, как отмечалось выше, высокое осевое сжатие создает относительно более сильное трение штока клапана. Кроме того, в некоторых случаях, например, графитовые уплотнительные материалы могут потребовать применение смазочных материалов или веществ для уменьшения трения на границе 148 между штоком клапана 118 и уплотнительным материалом 132, когда шток клапана 118 движется относительно уплотняющего материала 132. В противном случае, если уплотнительное давление слишком высокое, оно может привести к относительно высокому уплотнительному трению, что может снизить производительность клапана и/или сократить срок службы уплотняющего материала.
Например, уплотнительное давление, которое является относительно высоким или более сильным, чем максимально требуемое уплотняющее давление, может вызвать разрушение некоторых уплотнительных материалов, таких как графитовые уплотнительные материалы. Такое разрушение уплотняющего материала может привести к нежелательному осаждению графитового материала на штоке клапана, что может привести к неправильному уплотнению или к его преждевременному выходу из строя и, таким образом, к утечке жидкости за штоком клапана и в окружающую среду.
В этом варианте осуществления графитовое уплотнительное кольцо 134 является тонкослойным графитовым/ПТФЭ уплотнительным кольцом, содержащим материал ПТФЭ (например, Teflon®), позволяющим предотвратить перенос между графитовым уплотнительным материалом и штоком клапана 118. Например, композитные тонкослойные кольца описаны в патенте США 5299812 и в патенте США 5542681, которые оба включены здесь справочно в полном объеме.
Чтобы в дальнейшем предотвратить или уменьшить вероятность переноса материала между графитовым уплотнительным материалом и штоком или валом клапана, уплотнительный узел может включать в себя уплотнительные шайбы или диски, изготовленные из материала ПТФЭ. Например, уплотнительный узел 132 на ФИГ. 1А и 1 В включает в себя уплотнительные шайбы или диски 156, изготовленные из материала ПТФЭ, которые расположены между графитовыми уплотнительными кольцами 134 и графитовыми композитными кольцами 136. Уплотнительные шайбы из ПТФЭ 156 обеспечивают смазку (и уплотнение) по границе или линии перемещения 148 между штоком клапана 118 и уплотнительным материалом 132, тем самым существенно уменьшая трение и перенос материалов между графитовыми уплотнительными кольцами 134 и/или графитовыми композитными кольцами 136 и штоком клапана 118. Более конкретно, уплотнительные прокладки из ПТФЭ 156 частично надавливают на шток клапана 118, чтобы обеспечить его смазку, так как он движется или скользит по уплотнительному узлу 124. В результате накопление материала на штоке клапана 118, которое может привести к разрушению графитовых уплотнительных колец 134 и/или графитовых композитных колец 136, существенно сокращается или устраняется при использовании уплотнительных шайб из ПТФЭ 156.
Однако в некоторых устройствах, таких как ядерные установки, использование уплотнительных материалов, которые содержат материал ПТФЭ (например, графитовый композитный уплотнительный материал ПТФЭ 132), может быть недопустимо. В таких устройствах часто используется уплотнение, сделанное из чистого графита. Однако, как отмечалось выше, использование уплотнительных материалов из графита без смазочного материала или смазочных веществ (например, в тонкослойных графитовых/ПТФЭ уплотнительных кольцах134 и уплотнительных шайбах из ПТФЭ 156) увеличивает трение по границе или линии перемещения 148 штока клапана 118 с уплотнительным материалом 132, что приводит к преждевременному износу или повреждению уплотняющего материала 132 и/или штока клапана 118.
ФИГ. 2 в целом иллюстрирует неконтролируемый перенос или накопление материала 200 между более мягким материалом или уплотняющим материалом 202 и относительно твердым материалом или клапанным аппаратом 204 (напр., шток или вал клапана), который не включает смазочные материалы или вещества. Например, в отличие от варианта осуществления уплотняющего узла 124 на ФИГ. 1А и 1В пример уплотняющего материала 202 на ФИГ. 2 не содержит уплотняющих шайб 156 из ПТФЭ и/или из любого композитного материала, содержащего материал ПТФЭ. Как показано, осажденный материал 200 переносится на клапанный аппарат 204 вдоль границы или линии движения 206, где клапанный аппарат 204 контактирует с уплотняющим материалом 202 в процессе движения (напр., скольжения или вращения) клапанного устройства 204 относительно уплотняющего материала 202.
Уплотняющий материал 202 (напр., графитный уплотнитель), как правило, мягче, чем материал (напр., нержавеющая сталь и т.д.) клапанного устройства 204. Таким образом, уплотняющий материал 202 уступает клапанному аппарату 204 по прочности и обычно разрушается в процессе движения (например, скольжения или вращения) клапанного устройства 204 относительно уплотняющего материала 202 при отсутствии смазочных материалов (напр., тонкослойного графита/ уплотняющих колец ПТФЭ 134 и уплотняющих шайб ПТФЭ 156 на ФИГ. 1А и 1В), тем самым вызывая накопление материала 200 на клапанных устройствах 204. Накопление материала 200 может быть причиной царапания, износа и других повреждений передней части и поверхности 208 клапанного устройства 2.04. Кроме того, например, может быть повреждена или изношена передняя часть 210 уплотняющего материала 202, в результате чего уплотняющий материал 202 может стать причиной сбоя в работе (то есть не в состоянии обеспечить уплотнение, что приводит к утечке жидкости через уплотняющий материал 202). Другими словами, осаждение материала 200 является неконтролируемым и таким образом имеет неопределенный профиль или форму, которая мешает уплотнительной функции уплотняющего материала 202, так как уплотняющий материал 202 не может быть равномерно задействован или создавать уплотнение относительно клапанного устройства 204.
В некоторых вариантах осуществления узел уплотнения (например, узел уплотнения 124 на ФИГ. 1А и 1В) могут включать маслосъемный аппарат или кольцо. Маслосъемное кольцо может удалять накапливаемый или осаждаемый материал 200 с клапанного устройства 204 во время его перемещения между первой позицией (например, открытое положение) и второй позицией (например, закрытое положение). Однако в процессе удаления наслоения материала 200 с клапанного устройства 204 уплотняющий нажим или давление регулируется либо вручную (например, с помощью уплотняющей гайки 130 на ФИГ. 1А и 1В) и/или динамически уплотняемой (например, сжатие пружин Бельвиля на ФИГ. 1А и 1В), тем самым сжимая уплотняющий материал 202 и обуславливая сцепление (например, повторное присоединение) передней части 210 уплотняющего материала 202 с передней частью 208 клапанного устройства 204 в процессе износа уплотняющего материала 202. Тем не менее, такие изменения могут быть часто необходимы при работе с уплотняющим материалом 202, чтобы обеспечить надлежащее уплотнение на границе 206, в то время как наслоение материала 200 продолжает образовываться из удаленных частей уплотняющего материала 202. Частая регулировка (т.е. увеличение) уплотняющего нажима или давления может привести к преждевременному или быстрому износу и/или повреждению уплотняющего материала 202, тем самым приводя к утечке рабочей жидкости в окружающую среду вдоль клапанного устройства 204 из-за повреждения или износа уплотняющего материала 202.
На ФИГ.3 показан гидравлический клапан 300 (например, скользящий шток клапана и т.д.), оснащенный описанным здесь подвижным клапанным аппаратом 302. Подвижный клапанный аппарат 302 является штоком клапана, который подвижно установлен внутри насадки 304 гидравлического клапана 300. Подвижный клапанный аппарат 302 может быть изготовлен из нержавеющей стали или любого другого подходящего материала(ов). Насадка 304 включает в себя уплотняемое отверстие 306 для установки узла уплотнения 308. Узел уплотнения 308 включает в себя уплотняющий материал 310, который посредством скольжения контактирует с подвижным клапанным аппаратом 302, чтобы обеспечить уплотнение и предотвратить утечку рабочей жидкости в окружающую среду вдоль оси 312 подвижного клапанного устройства 302. Как показано на иллюстрации, уплотняющий материал 310 включает в себя прессованное уплотняющее кольцо из графитовой ленты или уплотнения 314, композитные уплотнительные кольца 316, углеродные втулки 318 и кольца сальника 319. Узел уплотнения 308 также включает смещающие элементы 320 (например, тарельчатые пружины Бельвиля) для создания уплотняющего нажима или давления (напр., динамический уплотняющий нажим) на уплотняющий материал 310 посредством подавателя 322 и уплотняющего фланца 324. Уплотняющий фланец 324 соединен с насадкой 304 с помощью уплотняющих гаек 326 и уплотняющих болтов 328. Набивочные гайки 326 повернуты относительно уплотняющих болтов 328 для выполнения регулировки (например, увеличения или уменьшения) уплотняющего нажима или давления, оказываемого на набивочный материал 310 через элементы смещения 320. В отличие от узла уплотнения 124 на ФИГ. 1А и 1В, например, узел уплотнения 308 на ФИГ. 3 не включает уплотнительные шайбы ПТФЭ 156 или тонкослойное графитовое/уплотняющее кольцо ПТФЭ 134 на ФИГ. 1А и 1В.
Подвижный клапанный аппарат 302 включает в себя обработанную поверхность 330, захватывающую (в которую, например, внедряются или в которой иначе удерживаются) смазочные материалы или вещество 332 (например, сухие смазочные материалы) вдоль поверхности или части 334 подвижного клапанного устройства 302, который контактирует с уплотняющим материалом 310 при движении подвижного клапанного устройства 302 (например, скольжении) относительно уплотняющего материала 310. В данном варианте осуществления смазочный материал 332 представляет собой графитовый материал. Однако в других вариантах осуществления в качестве смазочного материала 332 может быть использован сухой смазочный материал, политетрафторэтилен (ПТФЭ), полиэфирэфиркетон (ПЭЭК), полиолефин, полиэтилен и/или любой другой смазочный материал или материал, который, по существу, аналогичен или идентичен материалу, который использует обработанная поверхность 330.
В процессе работы привод (не показан) перемещает подвижный клапанный аппарат 302 между первой и второй позициями, вызывая тем самым скольжение подвижного клапанного устройства 302 относительно уплотняющего материала 310 вдоль линии разрывного нарушения или границы 336 (например, естественная микроскопическая линия контакта). В результате обработанная поверхность 330 подвижного клапанного устройства 302 может захватывать, внедрять или пропитываться уплотняющим материалом 310 для эффективного создания границы между двумя аналогичными материалами вместо двух разнородных материалов.
Например, подвижный клапанный аппарат 302 значительно уменьшает трение на границе 336 между подвижным клапанным аппаратом 302 и уплотнителем 310, тем самым снижая износ и продлевая срок службы упаковки. При увеличении срока эксплуатации уплотнителя 310, например, подвижный клапанный аппарат 302, описанный здесь, значительно снижает затраты и сокращает время, требуемое для замены и/или ремонта уплотнителя 310 и/или подвижного клапанного устройства 302.
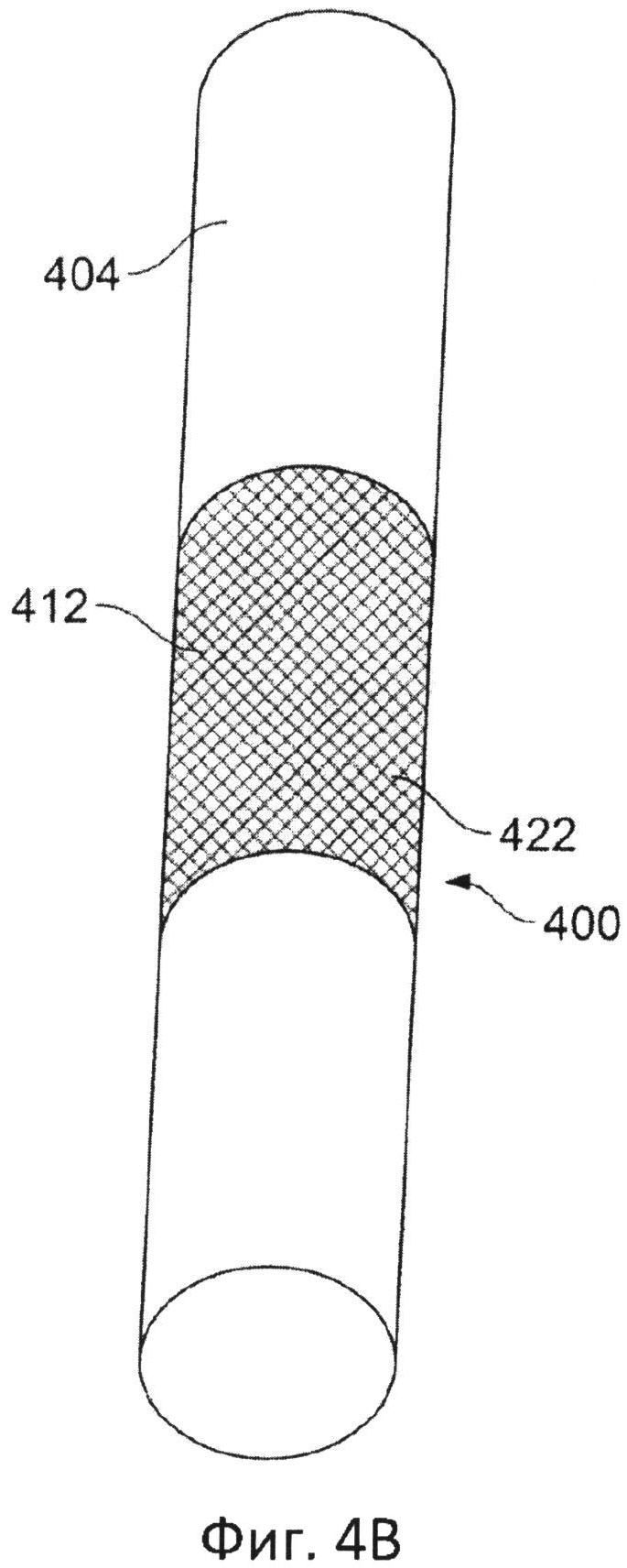
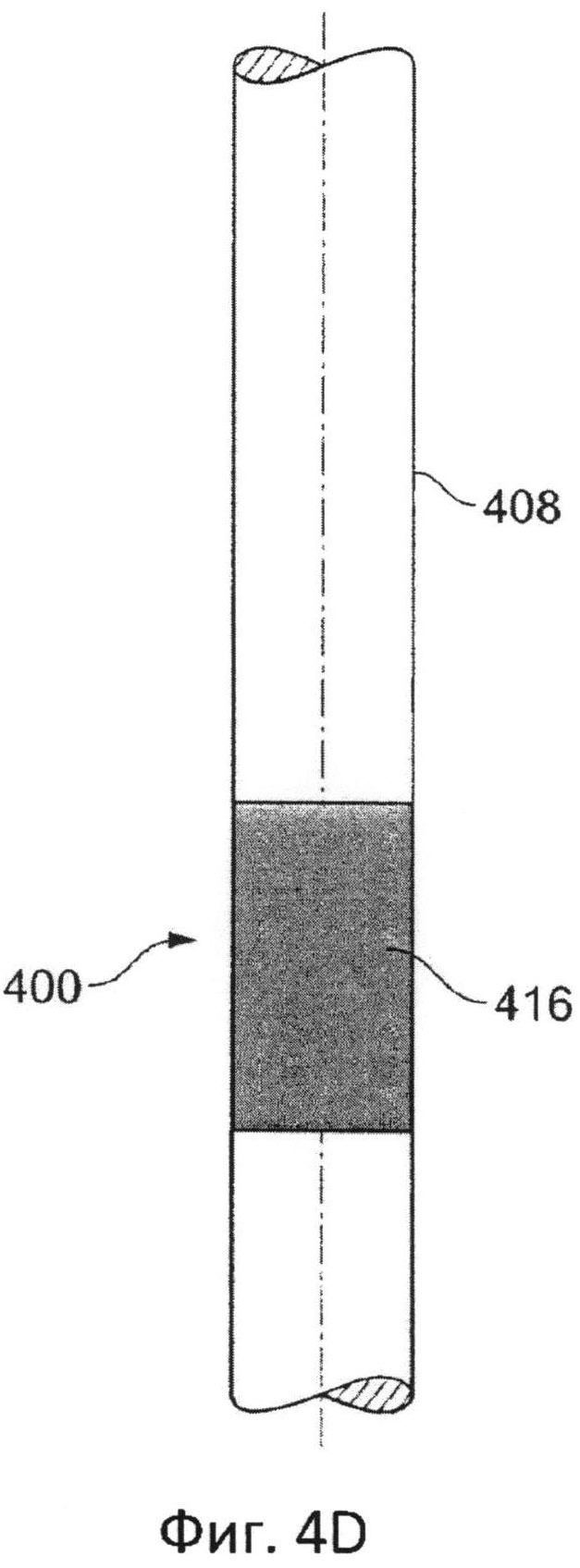
Фиг.4A-4D иллюстрируют вариант осуществления подвижного клапанного устройства 402, 404, 406 и 408, каждый из которых имеет обработанную поверхность 400, описанную здесь. Например, подвижный клапанный аппарат 402, 404, 406 и 408 может быть штоком и/или валом клапана. В общем обработанная поверхность 400 подвижного клапанного устройства 402, 404, 406 или 408 может представлять собой текстурированную поверхность 410, 412 или 414 на фиг.4А-4С соответственно или относительно гладкую или нетекстурированную поверхность 416, показанную на фиг.4D. Текстурированная поверхность может иметь, например, отделку или текстуру со средним арифметическим отклонением профиля (Ra) более 32 микродюймов, а нетекстурированная поверхность может иметь, например, отделку или текстуру со средним арифметическим отклонением профиля (Ra), меньшим или равным 32 микродюймам.
На фиг.4А-4С, например, текстурированная поверхность 410 включает в себя прорезь или зубчатый узор 420, текстурированная поверхность 412 включает в себя сетку или ажурный рисунок 422, а текстурированная поверхность 414 включает в себя потертый или выкрошенный рисунок 424. Текстурированные поверхности 410, 412 и 414 могут быть образованы с помощью, например, шлифовки, рифления, гравирования травлением (например, химическим травлением), механической обработки, пескоструйной обработки и/или любым другим подходящим способом. Как будет описано более подробно ниже, нетекстурированная поверхность 416 (например, гладкая выглаженная поверхность) может быть обработана перемещением клапанного устройства 408 по отношению к смазочным материалам таким образом, чтобы смазочные материалы переносились и/или сцеплялись с валом клапана 408. В одном конкретном варианте осуществления смазочный материал может включать в себя связующий материал или вещество (например, ПТФЭ), который способствует переносу или сцеплению смазочного материала (например, графита) с нетекстурированной поверхностью 416.
Смазочный материал или осажденный материал (например, более мягкий материал) может быть перенесен, впрессован, может охватывать или пропитать изнутри обработанную поверхность 400 клапанного подвижного устройства 402, 404, 406 и 408 прямыми, косвенными или любыми другими подходящими производственными способами. В общем наращивание или перенос осажденного материала или смазочного материала осуществляется на обработанную поверхность 400, которая может иметь выглаженную поверхность и/или может быть обработана для ее получения. Кроме того, любая из текстурированных поверхностей 410, 412 или 414 или нетекстурированная поверхность 416 может быть обработана с помощью прямых или косвенных способов, описанных соответственно ниже с использованием ФИГ. 5 и 6.
На ФИГ. 5 показана увеличенная часть варианта осуществления подвижного клапанного устройства 500, имеющего поверхность 502, полученную с применением прямого способа. Обработанная поверхность 502 является смежной по отношению к уплотнителю 504. Как отмечалось выше, обработанная поверхность 502 может быть текстурированной или нетекстурированной. В этом варианте осуществления обработанная поверхность 502 является текстурированной и включает одну или несколько выемок, углублений, полостей или прорезей 506, образованных с помощью, например, производственных способов, указанных выше. Как показано на иллюстрации, обработанная текстурированная поверхность 502 включает множество углублений 508, расположенных вдоль боковой поверхности или поверхности 510 подвижного клапанного устройства 500, с которым взаимодействует и контактирует боковая поверхность 512 уплотнителя 504. Каждое из углублений 508 подогнано к нужному размеру для захвата осажденного материала 514, который может обладать свойствами, аналогичными или идентичными свойствам уплотнителя 504. Выемки 508 могут иметь любой подходящий размер или нужный размер для конкретного применения и/или могут иметь любой подходящий размер для регулирования необходимого количества осажденного материала 514 для переноса на подвижный клапанный аппарат 500, чтобы получить обработанную поверхность 502. Дополнительно или альтернативно, в других вариантах осуществления осажденным материалом 514 может быть любой подходящий материал, отличный от уплотнителя 504, такой как, например, смазочный материал, который является относительно более мягким, чем уплотнитель 504. В других вариантах осуществления осажденным материалом 514 может быть комбинация из уплотнителя 504, политетрафторэтилена (ПТФЭ), полиэфирэфиркетона (ПЭЭК), полиэтилена высокой плотности, полиолефина, инертного связующего и/или любого другого подходящего материала(ов).
С помощью прямого способа подвижный клапанный аппарат 500 перемещается или движется по кругу относительно смазочного материала, такого как, например, уплотнитель (например, уплотнитель 504), тонкослойный уплотнитель (например, уплотнительные кольца графита/ПТФЭ, 134 на ФИГ. 3) и т.д. Для переноса смазочного материала или вещества на подвижный клапанный аппарат 500 для получения обработанной поверхности 502 подвижный клапанный аппарат 500 может быть собран с испытательным приспособлением, посадочным местом клапана или насадочным креплением. Подвижный клапанный аппарат 500 движется по кругу относительно более мягкого смазочного материала для образования осажденного материала 514. Например, подвижный клапанный аппарат 500 может быть применен с посадочным местом клапана и может двигаться по кругу (например, вращаться или перемещаться) так, что подвижный клапанный аппарат 500 движется по отношению к уплотнителю (например, уплотнителю 132 на фиг.1А и 1В), расположенному внутри насадки посадочного места клапана. Смазочный материал может быть подан с заданным давлением или с большим усилием и/или с подогревом (например, при температуре не выше 600°F), а подвижный клапанный аппарат 500 может быть приведен в движение параллельно или соприкасаясь со смазочным материалом 504 (например, графитовым уплотнителем) для переноса, охватывания, заполнения или внедрения осажденного материала 514 в обработанную поверхность 502.
Как только обработанная поверхность 502 захватывает осажденный материал 514, подвижный клапанный аппарат 500 извлекается из посадочного места клапана и собирается с гидравлическим клапаном для использования в производстве. Кроме того, обработанная поверхность 502 может быть отделана с помощью, например, чистового обкатывания роликами, обработки наждачной бумагой или любым другим способом для получения выглаженной поверхности. Выглаженная поверхность может еще больше снизить трение и предотвратить дальнейший перенос уплотнителя на подвижный клапанный аппарат 500. Подвижный клапанный аппарат 500 может затем быть собран внутри клапана для дальнейшего использования в производстве.
В другом варианте осуществления для получения обработанной поверхности 502 прямым способом осажденный материал 514 переносится на подвижный клапанный аппарат 500 посредством инструмента или машины (например, на токарном станке). В конкретном варианте осуществления осажденный материал 514 переносится, охватывает, заполняет или внедряется в углубления 508 посредством сцепления сравнительно мягкого осажденного материала 514 с подвижным клапанным аппаратом 500, в то время как клапанный аппарат вращается, например, на токарном станке.
В некоторых вариантах осуществления смазочный материал может включать в себя склеивающее вещество или смолу для лучшего связывания смазочного материала (например, графита) с обрабатываемой поверхностью (т.е., чтобы помочь связать смазочный материал с подвижным клапанным аппаратом 500). Такой смазочный материал является особенно подходящим для использования с нетекстурированной обработанной поверхностью (например, нетекстурированная поверхность 416 на ФИГ. 4D). В одном из вариантов осуществления подвижный клапанный аппарат 500 может быть пропитан с помощью смазочного материала с графитовым уплотнением и смесью ПТФЭ. Например, подвижный клапанный аппарат 500 может вращаться по кругу относительно кольца из тонкослойного графита/ПТФЭ (например, уплотнительные кольца 134 на ФИГ. 1А и 1В) посадочного места клапана. Тонкослойное уплотнительное кольцо может включать, например, гибкое графитовое кольцо из листового материала (включающего, например, 87% графита, 80% графита и т.д.), которое прокатано с кольцом из листового материала ПТФЭ (включающего, например, 13% ПТФЭ, 20% ПТФЭ и т.д.). Например тонкослойные кольца описаны в патенте США 5299812 и патенте США 5542681, которые оба включены здесь справочно в полном объеме. Тонкослойное уплотнительное кольцо графит/ПТФЭ может быть прижато (например, через набивку клапана с динамической нагрузкой) и нагрето (например, до температуры 600 0 F) для лучшего переноса смеси смазочных материалов на обрабатываемую поверхность 502. В некоторых вариантах осуществления такой способ обеспечивает гладкую темную выглаженную поверхность или обработанную поверхность.
ПТФЭ смазка может способствовать прилипанию графитового материала к текстурированной и/или нетекстурированной поверхности подвижного клапанного устройства 500. В частном случае, после того как обработанная поверхность 502 охватывается и/или заполняется графитовым уплотнителем и смазкой ПТФЭ, подвижный клапанный аппарат 500 может быть нагрет до температуры, превышающей температуру сублимации ПТФЭ смазки, тем самым удаляя материал ПТФЭ смазки, которая может внедриться вплотную или рядом с боковой поверхностью 510 подвижного клапанного устройства 500. В других вариантах осуществления составное тонкослойное уплотнительное кольцо может включать в себя графитовый материал или другие тонкослойные смазочные материалы, например полиолефины, политетрафторэтилен (ПТФЭ), полиэфирэфиркетон (ПЭЭК), полиэтилен высокой плотности, полиэтилен низкой плотности, полиолефин, полибензимидазол (ПБИ) и/или любой другой подходящий материал(ы), улучшающие связывание связывающего материала (графит) с текстурированной и/или нетекстурированной поверхностью подвижного клапанного устройства.
В процессе работы осажденный материал 514, переносимый, захватываемый (или удерживаемый) обработанной поверхностью 502, движется параллельно и контактирует с уплотнителем 504. Таким образом, доля или процент боковой поверхности 510, которая изготовлена из относительно твердого материала, подвижного клапанного устройства 500, который контактирует с боковой поверхностью 512 уплотнителя 504, значительно уменьшается. Таким образом, на поверхности трения или в зоне контакта 516 относительно большая часть контактирующих поверхностей будет изготовлена из аналогичных материалов, что значительно уменьшит трение и устранит перенос материала, которые могли бы возникнуть между двумя разнородными материалами, как описано выше с использованием ФИГ. 2. Кроме того, в некоторых вариантах осуществления выглаженная обработанная поверхность 502 и/или смазочный материал может дополнительно уменьшать трение на границе 516.
Таким образом, например, способы и устройства, описанные здесь, обеспечивают однородные линии разрывного нарушения вдоль границы 516 между двумя разнородными материалами, что предотвращает удаление или перенос материала между уплотняющим материалом 504 и относительно твердой передней поверхностью или поверхностью 510 подвижного клапанного устройства 500. Более конкретно, однородная линия разрывного нарушения обеспечивает естественную или контролируемую зону контакта или линию движения для управления переносом материалов или осажденного материала 514, когда два разнородных материала (например, подвижный клапанный аппарат 500 и уплотняющий материал 504) движутся параллельно и контактируя друг с другом. Управление накоплением материала 514 в зоне контакта 516 значительно уменьшает трение и, таким образом, износ двух разнородных материалов - уплотняющий материал 504 и подвижный клапанный аппарат 500 (например, шток или вал клапана).
На ФИГ. 6 показан другой вариант осуществления подвижного клапанного устройства 600, имеющего поверхность 602, обработанную косвенным способом. Обработанная поверхность 602 может быть текстурированной (например, может иметь канавки, полости, отверстия и т.д.) или нетекстурированной. Если она текстурирована, текстурирование поверхности 602 может быть получено с помощью, например, механической обработки, накатки, пескоструйной обработки, травления (химическое травление) и/или любого другого подходящего производственного способа(ов). В отличие от способов, описанных с использованием ФИГ.5, смазочные материалы или вещества 604 обычно переносятся, захватываются, внедряются или иным образом удерживаются на обработанной поверхности 602 во время работы. Как показано на ФИГ.6, для переноса смазочного материала 604 на подвижный клапанный аппарат 600 косвенным способом подвижный клапанный аппарат 600 компонуется с гидравлическим клапаном для использования в производстве без смазочного материала или вещества 604, исходно перенесенного, осажденного, захваченного или внедренного в обработанную поверхность 602.
Во время работы, в то время как подвижный клапанный аппарат 600 вращается по кругу или движется относительно уплотняющего материала 606, уплотняющий материал 606 возвращается к клапанному аппарату 600, потому что подвижный клапанный аппарат 600 выполнен из относительно более твердого материала (например, из нержавеющей стали и т.д.), чем уплотняющий материал 606. Так как подвижный клапанный аппарат 600 движется относительно уплотняющего материала 606, небольшие порции осажденного вещества 608 отделяются от боковой поверхности или передней поверхности 610 уплотняющего материала 606 и переносятся на обработанную поверхность 602. В этом варианте осуществления обработанная поверхность 602 имеет текстурированную поверхность, имеющую углубления 612. Выемки 612 принимают осажденный материал 608 от уплотняющего материала 606. Например, вращение клапана, имеющего подвижный клапанный аппарат 600, относительно графитового уплотняющего материала 606 вызовет перенос, захватывание или внедрение осажденного материала 608 графитового уплотняющего материала 606 в обработанную поверхность 602.
В этом варианте осуществления в связи с тем, что подвижный клапанный аппарат 600 продолжает двигаться (например, скользит или вращается) относительно уплотняющего материала 606, осажденный материал 608 сравнительно более мягкого уплотняющего материала 606 отделяется от передней поверхности 610 и переносится на обработанную поверхность 602, пока углубления 612 не будут заполнены осажденным материалом 608. После того как выемки 612 заполняются или заделываются осажденным материалом 608, осажденный материал 608, удерживаемый обработанной поверхностью 602, движется навстречу, связывается или примыкает к передней поверхности 610 уплотняющего материала 606, тем самым значительно снижая трение на границе или поверхности трения 614 между подвижным клапанным аппаратом 600 и уплотняющим материалом 606. Другими словами, обработанная поверхность 602 подвижного клапанного устройства 600 создает зону взаимодействия или линию контактирования между двумя подобными материалами, поскольку площадь или процент передней поверхности или поверхности 616 подвижного клапанного устройства 600, которая контактирует или примыкает к передней поверхности 610 уплотняющего материала 606, существенно уменьшается.
В результате, несмотря на то что обработанная поверхность 602 исходно не заполнена смазочным материалом 604, естественная или управляемая линия разрывного нарушения образуется вдоль границы или поверхности износа 614 между подвижным клапанным аппаратом 600 и уплотняющим материалом 606 при движении подвижного клапанного устройства 600 относительно уплотняющего материала 606. Кроме того, будет уменьшаться трение и износ, так как площадь контакта между передней поверхностью 616 подвижного клапанного устройства 600 и передней поверхностью 610 уплотняющего материала 606, состоящих из разнородных материалов, существенно снижается, так как обработанная поверхность 602 принимает (то есть наполняется) осажденный материал 608 уплотняющего материала 606 во время работы гидравлического клапана. Кроме того, углубления 612 могут быть обработаны точно до необходимого размера (например, изменением глубины и формы) для управления количеством осажденного материала 608, принимаемого обработанной поверхностью 602. Таким образом, количеством осажденного материала 608, который отделяется от передней поверхности 610 уплотняющего материала 606, можно управлять.
В отличие от варианта осуществления с твердой поверхностью или клапанным аппаратом 204 и уплотняющим материалом или более мягким материалом 202 на ФИГ.2, в котором клапанный аппарат 204 может вызвать чрезмерный перенос или удаление осажденного материала между клапанным аппаратом 204 и уплотняющим материалом 202, в варианте осуществления с подвижным клапанным аппаратом 600, показанным на ФИГ. 6 (а также в варианте осуществления с подвижными клапанными устройствами 300, 402-408 и 500, показанными на ФИГ. 3, 4A-4D и 5), количество осаждаемого материала 608, удаленного с наружной поверхности 610 уплотняющего материала 606, ограничивается или контролируется. Управление объемом или размером текстурирования (например, углублениями или отверстиями) или нетекстурированной обработки поверхности 602 позволяет ограничить или управлять количеством материала, осаждаемого с наружной поверхности 610 уплотняющего материала 606, так как, как только осаждаемый материал 608 с уплотняющего материала 606 будет внедрен или захвачен обработанной поверхностью 602 или перенесен на обработанную поверхность (например, на текстурированную или нетекстурированную поверхность) подвижного клапанного устройства 600, трение на границе взаимодействия 614 значительно снижается. В результате дальнейший перенос материала из уплотняющего материала 606 на подвижный клапанный аппарат 600 в значительной степени ограничивается или предотвращается, как только обработанная поверхность 602 покрывается или пропитывается осажденным материалом 608 уплотняющего материала 606.
Способы и устройства, описанные здесь, могут использоваться для существенного уменьшения или устранения переноса материалов между двумя разнородными материалами, которые контактируют друг с другом на границе взаимодействия или трущейся поверхности (например, линии перемещения), когда первый или твердый материал или поверхность движется (например, скользит или вращается) относительно второго или относительно более мягкого материала. Например, на ФИГ. 7 показан другой вариант осуществления гидравлического клапана (например, поворотного клапана) 700, который может использоваться с описанным здесь подвижным клапанным аппаратом 702 (например, валом клапана). Такой клапанный аппарат включает в себя обработанную поверхность 704, которая может иметь текстурированную или нетекстурированную поверхность. Кроме того, обработанная поверхность 704 может быть получена с помощью прямых или косвенных способов, описанных выше.
Способы и устройства, описанные здесь, могут быть использованы со скользящим штоком клапана, поворотными клапанами, поршневыми насосами или любыми другими типами регуляторов потока, которые состоят из двух разнородных материалов, движущихся параллельно друг другу и контактирующих друг с другом.
Дополнительно или альтернативно, варианты осуществления способов и устройств, описанных здесь, могут использоваться в любых применениях, в которых при перемещении (например, скольжении или вращении) относительно друг друга и касании во время работы возникает трение на границе между, по меньшей мере, двумя разнородными материалами или поверхностями. Такие применения включают, но не ограничиваются шлифовальными устройствами (например, шлифование песком), горнодобывающую промышленность и бурение, антифрикционные материалы или узлы и т.д.
Здесь были описаны некоторые способы и устройства, но зона охвата данного патента не ограничивается ими. Напротив, данный патент охватывает все способы и устройства, фактически попадающие в область применения формулы изобретения буквально или в соответствии с доктриной эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ ДИНАМИЧЕСКИЙ УПЛОТНИТЕЛЬНЫЙ УЗЕЛ КЛАПАНА ДЛЯ ВЫСОКОТЕМПЕРАТУРНЫХ УПРАВЛЯЮЩИХ КЛАПАНОВ | 2014 |
|
RU2664052C2 |
| ВЫСОКОТЕМПЕРАТУРНЫЕ УПЛОТНЕНИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ В ПОВОРОТНЫХ КЛАПАНАХ | 2014 |
|
RU2659429C2 |
| ГРАФИТОВЫЙ/МЕТАЛЛИЧЕСКИЙ УПЛОТНИТЕЛЬНЫЙ УЗЕЛ КЛАПАНА ДЛЯ ВЫСОКОТЕМПЕРАТУРНЫХ УПРАВЛЯЮЩИХ КЛАПАНОВ | 2014 |
|
RU2665801C2 |
| УПЛОТНИТЕЛЬ ШТОКА ШТАНГОВОГО НАСОСА | 2001 |
|
RU2235240C2 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ УСТРОЙСТВА РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ ТЕКУЧЕЙ СРЕДЫ | 2005 |
|
RU2408811C2 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ ШТОКА ЗАПОРНО-РЕГУЛИРУЮЩЕЙ АРМАТУРЫ | 1994 |
|
RU2065109C1 |
| САМОСМАЗЫВАЮЩЕЕСЯ УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО | 2023 |
|
RU2831660C1 |
| УСТРОЙСТВО ДЛЯ ТЕКСТУРИРОВАНИЯ ПРЯДЕВОГО МАТЕРИАЛА | 2012 |
|
RU2622801C2 |
| Конструкция протектора для электрических погружных насосных систем | 2013 |
|
RU2659604C2 |
| КЛАПАННОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2462636C2 |






Описано подвижное клапанное устройство (306), имеющее обработанную смазкой поверхность (332). В одном из вариантов осуществления клапан содержит уплотнение (308), имеющее графитовое уплотняющее кольцо (314), расположенное внутри насадки (304) штока или вала гидравлического клапана (302), имеющего обработанную поверхность, которая удерживает смазочный материал. Обработанная поверхность штока или вала расположена внутри насадки и перемещает смазочный материал параллельно или впритык к графитовому уплотняющему кольцу во время работы гидравлического клапана. 3 н. и 19 з.п. ф-лы, 11 ил.
1. Гидравлический клапан, включающий:
уплотнитель клапана, имеющий графитовое уплотнительное кольцо, расположенное внутри насадки гидравлического клапана; и
шток или вал, имеющий обработанную поверхность, удерживающую смазочный материал, расположенную внутри насадки и перемещающую смазочный материал по графитовому уплотнительному кольцу или контактирующую с ним во время работы гидравлического клапана.
2. Гидравлический клапан по п. 1, отличающийся тем, что смазочный материал содержит графитовый материал.
3. Гидравлический клапан по п. 1, отличающийся тем, что гидравлический клапан является поворотным клапаном или клапаном со скользящим штоком.
4. Гидравлический клапан по п. 1, отличающийся тем, что обработанная поверхность выглажена.
5. Гидравлический клапан по п. 1, отличающийся тем, что обработанная поверхность текстурирована.
6. Гидравлический клапан по п. 5, отличающийся тем, что текстурирование поверхности включает отделку поверхности или текстурирование со средним арифметическим отклонением профиля (Ra) не менее 32 микродюймов.
7. Гидравлический клапан по п. 5, отличающийся тем, что текстурированная поверхность содержит углубления, полости или прорези.
8. Гидравлический клапан по п. 7, отличающийся тем, что углубления, полости или прорези имеют регулируемый объем, форму или размер.
9. Гидравлический клапан по п. 5, отличающийся тем, что текстурированная поверхность формируется с помощью механической обработки.
10. Гидравлический клапан по п. 5, отличающийся тем, что текстурированная поверхность покрыта или пропитана смазочным материалом.
11. Гидравлический клапан по п. 1, отличающийся тем, что обработанная поверхность насыщается смазочным материалом до сборки клапана.
12. Гидравлический клапан по п. 1, отличающийся тем, что обработанная поверхность насыщается смазочным материалом во время работы клапана.
13. Гидравлический клапан, содержащий:
подвижное клапанное устройство, изготовленное из одного материала и выполненное с возможностью перемещения относительно второй поверхности, изготовленной из второго материала, более мягкого, чем первый материал;
причем подвижное клапанное устройство содержит обработанную поверхность для удержания смазочного материала вдоль части подвижного клапанного устройства, которая должна соприкасаться со второй поверхностью при эксплуатации.
14. Клапан по п. 13, отличающийся тем, что подвижное клапанное устройство содержит шток или вал клапана.
15. Клапан по п. 13, отличающийся тем, что первый материал содержит нержавеющую сталь, а второй материал содержит графит.
16. Клапан по п. 13, отличающийся тем, что обработанная поверхность содержит текстурированную поверхность.
17. Клапан по п. 16, отличающийся тем, что текстурированная поверхность содержит множество канавок.
18. Клапан по п. 13, отличающийся тем, что смазочный материал содержит графит.
19. Клапан по п. 13, отличающийся тем, что смазочный материал практически аналогичен или идентичен второму материалу.
20. Вал или шток клапана, содержащий:
средства для удержания смазочного материала на, по меньшей мере, части этого вала или штока клапана, изготовленной из первого материала, при этом средства удержания смазочного материала выполнены с возможностью движения параллельно и контактирования со второй поверхностью из второго материала, более мягкой, чем первый материал.
21. Вал или шток клапана по п. 20, отличающийся тем, что дополнительно содержит средства для переноса смазочного материала на средства удержания.
22. Вал или шток клапана по п. 20, отличающийся тем, что включает средства для обеспечения выглаженной поверхности дополнительно к средствам для удержания смазочного материала.
| US 6247679 B1, 19.06.2001 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОГО УСТРОЙСТВА (ВАРИАНТЫ) | 2002 |
|
RU2256114C2 |
| ОПОРА С ГАЗОВОЙ СМАЗКОЙ | 0 |
|
SU330272A1 |
| УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО | 1995 |
|
RU2140030C1 |
| US 5230498 A1, 27.07.1993 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОВЕРХНОСТНОГО ПОТЕНЦИАЛА | 0 |
|
SU308390A1 |

