Область техники
Настоящее изобретение относится к деформированным тонколистовым материалам, а также к устройствам и способам для деформации тонколистовых материалов, которые могут использоваться для получения таких материалов.
Уровень техники
В патентной литературе описаны различные способы деформации тонколистовых материалов. Публикации, в которых описаны такие способы, включают: патенты США 4 189 344 (Busker); 4 276 336 (Sabee); 4 609 518 (Curro); 5 143 679 (Weber); 5 562 645 (Tanzer); 5 743 999 (Kamps); 5 779 965 (Beuether et al.); 5 998 696 (Schone); 6 332 955 (Meschenmoser); 6 739 024 B1 (Wagner); патентную заявку 2004/0110442 Al (Rhim); EP 1 440197 B1 (Thordahl); патент США 6 916 969, (Helmfridsson); патентную заявку США 2006/0151914 A1 (Gerndt); патент США 7 147 453 В2 (Boegli); 7 423 003, (Volpenhein); патент США 7 323 072 В2 (Engelhart et al.); патентную заявку США 2006/0063454 (Chung); патентную заявку США 2007/0029694 A1 (Cree et al.); патентную заявку США 2008/0224351 A1 (Curro et al.); патентную заявку США 2009/0026651 A1 (Lee et al.); патент США 7 521 588 В2 (Stone et al.); а также патентную заявку США 2010/0201024 Al (Gibson et al.).
Тем не менее, продолжаются поиски новых способов и устройств для формирования новых структур в тонколистовых материалах, придающих тонколистовым материалам новые свойства. Такие структуры нового типа, формируемые в тонколистовых материалах, используемых в абсорбирующих изделиях, могут включать структуры, придающие тому или иному участку тонколистового материала одновременно два или даже более свойств (например, повышенную мягкость, более эффективное распределение текучих сред и прочие свойства). Кроме того, существует потребность в устройствах, которые позволяют деформировать тонколистовый материал несколько раз при обеспечении требуемого совмещения различных деформируемых участков тонколистового материала. Кроме того, существует потребность в устройствах, позволяющих деформировать тонколистовым материал несколько раз, и которые занимают небольшую площадь производственного помещения.
Сущность изобретения
Настоящее изобретение относится к деформируемым тонколистовым материалам, а также к устройствам и способам деформации тонколистовых материалов для получения таких материалов. Такие материалы могут использоваться, как компоненты различных изделий, в частности, абсорбирующих изделий (таких, как верхние листы, тыльные листы, поглощающие слои, распределяющие слои, абсорбирующие сердцевины), упаковки (оберточные материалы, усадочная пленка, полиэтиленовые пакеты), мусорные пакеты, салфетки, туалетная бумага, бумажные полотенца и прочее). Возможны многочисленные и не ограничивающие воплощения настоящего изобретения.
В одном из не ограничивающих воплощений настоящего изобретения деформированный тонколистовый материал содержит тонколистовый материал, в котором выполнены дискретные элементы деформации. Дискретные элементы деформации могут представлять собой участки тонколистового материала, в которых выполнены отверстия, выступы, углубленные области и их сочетания. Данные элементы могут быть протяженными с одной поверхности тонколистового материала или с обеих поверхностей тонколистового материала. Различные элементы могут быть смешаны друг с другом.
Предлагаемые устройства и способы в воплощениях, не ограничивающих настоящее изобретение, могут использоваться в совокупности для формирования деформированного тонколистового материала при прохождении через единственную пару валиков. В одном из воплощений предлагаемый способ предусматривает подачу тонколистового материала в зазор между двумя входящими в зацепление валиками. Конфигурация двух данных валиков такова, что они позволяют получить тонколистовый материале двумя типами элементов деформации, так что соответствующие элементы деформации ориентированы в различных направлениях по отношению к поверхностям тонколистового материала.
В других воплощениях предлагаемые устройства и способы могут использоваться для деформации тонколистового материала по меньшей мере два раза (то есть путем пропускания по меньшей мере через два зазора между валиками). В таких воплощениях устройство может содержать различные конфигурации из множества валиков, и тонколистовый материал может оставаться в сущности в контакте по меньшей мере с одним валиком в ходе процесса его деформации, и по меньшей мере два валика образуют по меньшей мере два зазора с другими валиками. В некоторых воплощениях валики могут использоваться для подачи противоположной стороны тонколистового материала для следующего этапа деформации. В этих же, или в других воплощениях, валики могут использоваться для транспортировки тонколистового материала между валиками таким образом, что элементы, формируемые на последовательных этапах деформации, будут смещены в направлении, поперечном движению в машине, относительно элементов деформации, сформированных на предыдущих этапах. В некоторых случаях это может использоваться для формирования элементов деформации, расположенных ближе друг к другу, чем это возможно при использовании других способов.
Краткое описание чертежей
Приводимое ниже подробное описание будет более понятным из прилагаемых чертежей.
Фиг. 1. Схематический вид сбоку способа и устройства для деформации тонколистового материала при существующем уровне техники.
Фиг. 2. Схематический вид сбоку еще одного устройства для деформации тонколистового материала.
Фиг. 3. Схематический вид сбоку еще одного способа и устройства для деформации тонколистового материала.
Фиг. 4. Схематический вид сбоку одного из воплощений способа и устройства для деформирования тонколистового материала.
Фиг. 4А. Схематический вид сбоку еще одного воплощения способа и устройства для деформирования тонколистового материала, при котором во второй зазор между валиками, расположенный после первого зазора по ходу движения тонколистового материала, подается второй тонколистовый материал.
Фиг. 5. Увеличенный аксонометрический вид пары раскаточных валиков, которая может использоваться в способах и устройствах в соответствии с настоящим изобретением.
Фиг.6. Увеличенный аксонометрический вид пары валиков, которая может использоваться в способах и устройствах в соответствии с настоящим изобретением, и которая содержит раскаточный валик и валик SELF.
Фиг. 6А. Увеличенный аксонометрический вид валика CD SELF, на котором зубцы расположены в шахматном порядке.
Фиг. 6В. Местное сечение входящих в зацепление валиков, изображенных на фиг.6.
Фиг. 6С. Увеличенный аксонометрический вид валика MD SELF, на котором зубцы расположены в шахматном порядке.
Фиг. 7. Увеличенный аксонометрический вид пары валиков, которая может использоваться в способах и устройствах в соответствии с настоящим изобретением, и которая содержит раскаточный валик и валик RKA.
Фиг. 8. Местное сечение зазора между парой валиков, которая может использоваться в способах и устройствах в соответствии с настоящим изобретением, и которая содержит валики для выполнения выпукло-вогнутого тиснения.
Фиг. 9. Увеличенный аксонометрический вид участков поверхностей пары валиков, которая может использоваться в способах и устройствах в соответствии с настоящим изобретением.
Фиг. 9А. Аксонометрический вид участка формирующей структуры, содержащей различные формирующие элементы.
Фиг. 10. Схематический вид сбоку еще одного воплощения способа и устройства для деформирования тонколистового материала, в которых тонколистовый материалоборачивается вокруг одного из валиков по меньшей мере на 180°.
Фиг. 11. Схематический вид сбоку еще одного воплощения способа и устройства для деформирования тонколистового материала, в которых используется гибридное расположение валиков.
Фиг. 12. Схематическое расположение еще одного воплощения способа и устройства для деформирования тонколистового материала, в которых используется расположение валиков виде замкнутой петли.
Фиг. 13. Схематическое расположение еще одного воплощения способа и устройства для деформирования тонколистового материала, в которых используется расположение валиков по принципу совместного использования валиков.
Фиг.14. Увеличенный аксонометрический вид пары валиков, которая может использоваться в способах и устройствах в соответствии с настоящим изобретением, и в которой один из валиков является валиком RKA с приподнятыми гребнями и расположением элементов для формирования отверстий в шахматном порядке, а второй валик является валиком CD SELF с расположением выступов в шахматном порядке.
Фиг. 14А. Увеличенный аксонометрический вид участка поверхности валика RKA с приподнятыми гребнями, изображенного на фиг.14.
Фиг. 14В. Увеличенный аксонометрический вид участка поверхности валика SELF с приподнятыми гребнями, который может использоваться в процессе, изображенном на фиг.14.
Фиг. 14С. Увеличенный аксонометрический вид зазора между парой валиков, изображенной на фиг.14.
Фиг. 14D. Увеличенный вид сбоку участка поверхности еще одного воплощения валика RKA с приподнятыми гребнями, изображенного на фиг.14.
Фиг. 15. Аксонометрический вид сверху тонколистового материала, которое может быть сформировано с помощью валиков, аналогичных изображенным на фиг.14.
Фиг. 16. Схематический вид сбоку еще одного воплощения способа и устройства для деформирования тонколистового материала.
Фиг. 16А. Увеличенное местное сечение зубцов первого и второго валиков устройства, изображенного на фиг.16, по плоскости 16А-16А.
Фиг. 16В. Увеличенное местное сечение зубцов второго и третьего валиков устройства, изображенного на фиг.16, по плоскости 16В-16В.
Фиг. 16С. Увеличенное местное сечение зубцов третьего и четвертого валиков устройства, изображенного на фиг.16, по плоскости 16С-16С.
Фиг. 17. Аксонометрический вид сверху тонколистового материала, которое может быть сформировано с помощью валиков, аналогичных изображенным на фиг.16, из которых первый и последний имеют формирующие элементы, расположенные в шахматном порядке.
Фиг. 18. Аксонометрический вид сверху тонколистового материала, которое может быть сформировано с помощью валиков, аналогичных изображенным на фиг.16, из которых первый и последний имеют стандартное (линейное) расположение формирующих элементов.
Фиг. 19. Схематический вид еще одного воплощения способа и устройства для деформирования тонколистового материала.
Фиг. 19А. Увеличенное местное сечение зубцов первого и второго валиков устройства, изображенного на фиг.19, по плоскости 19А-19А.
Фиг. 19В. Увеличенное местное сечение зубцов второго и третьего валиков устройства, изображенного на фиг.19, по плоскости 19В-19В.
Фиг. 19С.Увеличенное местное сечение зубцов третьего и четвертого валиков устройства, изображенного на фиг.19, по плоскости 19С-19С.
Фиг. 20. Аксонометрический вид сверху тонколистового материала, которое может быть сформировано с помощью системы из валиков, изображенных на фиг.19.
Фиг. 21. Схематический вид еще одного воплощения способа и устройства для деформирования тонколистового материала.
Фиг. 21А. Увеличенное местное сечение зубцов первого и второго валиков устройства, изображенного на фиг.21, по плоскости 21А-21А.
Фиг. 21В. Увеличенное местное сечение зубцов второго и третьего валиков устройства, изображенного на фиг.19, по плоскости 21В-21В.
Фиг. 21С. Увеличенное местное сечение зубцов третьего и четвертого валиков устройства, изображенного на фиг.21, по плоскости 21С-21С.
Фиг. 21D. Увеличенное местное сечение зубцов четвертого и пятого валиков устройства, изображенного на фиг.21, по плоскости 21D-21D.
Фиг. 22. Аксонометрический вид сверху тонколистового материала, которое может быть сформировано с помощью системы из валиков, изображенных на фиг.21.
Фиг. 23. Аксонометрический вид сверху тонколистового материала, которое может быть сформировано с помощью валиков, обеспечивающих правильный фазовый сдвиг в направлении MD, с расположением элементов в шахматном порядке, с использованием устройства, изображенного на фиг.2 или 4.
Фиг. 24. Схематический вид сбоку тонколистового материала, содержащего ламинат из нетканого тонколистового материала и пленки, в котором пленка расположена внутри одной из ворсинок и не заходит вовнутрь второй ворсинки.
Воплощения, изображенные на чертежах, являются по своему характеру иллюстративными, и не подразумевается, что они ограничивают настоящее изобретение, масштаб которого ограничен его формулой. Характерные особенности настоящего изобретения будут более понятны из приведенного ниже подробного описания изобретения.
Подробное описание изобретения
Определения
Термин «абсорбирующее изделие» включает одноразовые изделия, такие, как гигиенические прокладки, прокладки на каждый день, тампоны, прочие устройства для гигиены половых органов, перевязочные материалы для ран, подгузники, изделия для взрослых, страдающих недержанием мочи, салфетки и им подобные. Кроме того, абсорбирующие элементы, изготавливаемые с помощью способов и устройств, предлагаемых в настоящем изобретении, могут использоваться и в других типах полотен, например, в губках для промывки, сменные элементы для швабр (например, для системы SWIFFER®) и им подобных. Подразумевается, что по меньшей мере некоторые из таких типов абсорбирующих изделий предназначены для поглощения текучих выделений организма, таких, как менструальные выделения или кровь, влагалищные выделения, моча или фекалии. Салфетки также могут использоваться для поглощения жидких выделений организма, или для других целей, например, для очистки различных поверхностей. Упомянутые выше типы абсорбирующих изделий, как правило, содержат проницаемый для жидкости верхний лист, непроницаемый для жидкости тыльный лист и абсорбирующую сердцевину, расположенную между верхним листом и тыльным листом.
В контексте настоящего описания термин «абсорбирующая сердцевина» означает компонент абсорбирующего изделия, предназначенный в первую очередь для хранения жидкостей. В данном контексте абсорбирующая сердцевина, как правило, не включает верхнего листа или тыльного листа абсорбирующего изделия.
Термин «абсорбирующий элемент» в контексте настоящего описания относится к компонентам абсорбирующего изделия, которые, как правило, обеспечивают одну или более функций управления жидкостями, например, поглощение жидкостей, распределение жидкостей, перенос жидкостей, хранение жидкостей и прочие функции. Если упоминается, что абсорбирующий элемент содержит компонент абсорбирующей сердцевины, то подразумевается, что абсорбирующий элемент может содержать всю абсорбирующую сердцевину или только часть абсорбирующей сердцевины.
Термин «абсорбирующая структура» в контексте настоящего описания означает сочетание из одного или более абсорбирующих компонентов абсорбирующего изделия.
Термин «соседний» в контексте настоящего описания, употребляемый в отношении элементов или областей, означает элементы или области, расположенные достаточно близко друг к другу, но не обязательно в контакте друг с другом.
Термин «отверстие» в контексте настоящего описания означает отверстия, которые могут быть аккуратно проколоты в тонколистовом материале, то есть таким образом, что материал, окружающий отверстие, будет лежать в той же плоскости, что и тонколистовый материал до формирования отверстия в нем («двухмерное» отверстие), или отверстия, сформированные таким образом, в которых по меньшей мере часть материала, окружающего отверстие, будет вытолкнута из плоскости тонколистового материала. В последнем случае отверстия могут напоминать выступ или углубление со сформированным в нем отверстием, и могут в контексте настоящего описания именоваться «трехмерными» отверстиями.
Термин «компонент абсорбирующего изделия» в контексте настоящего описания означает отдельную составную часть абсорбирующего изделия, такую, как верхний лист, поглощающий слой, распределяющий слой, абсорбирующую сердцевину или слои абсорбирующей сердцевины, тыльные листы и барьеры, такие, как барьерные слои и барьерные манжеты.
Термин «направление, поперечное движению в машине» (направление CD), означает направление, перпендикулярное направлению движения в машине и лежащее в плоскости тонколистового материала.
Термин «деформируемый материал» в контексте настоящего описания означает материал, который может менять свою форму или плотность под действием приложенных к нему растягивающих или сжимающих усилий.
Термин «дискретный» в контексте настоящего описания означает «отдельный» или «не связанный». Если термин «дискретный» используется в отношении формирующих элементов на формирующем компоненте, это означает, что дистальные концы (то есть наиболее выступающие наружу) концы формирующих элементов являются отдельными друг от друга, то есть не связанными друг с другом во всех направлениях, в том числе в направлении движения в машине и в направлении, поперечном движению в машине (даже несмотря на то, что основания формирующих элементов могут находиться на той же самой поверхности валика).
Термин «одноразовый» в контексте настоящего описания используется для описания абсорбирующих изделий и прочих изделий, в отношении которых не предполагается их стирка, иное их восстановление или повторное использования в качестве абсорбирующего изделия (то есть предполагается, что данные изделия после их использования должны быть выброшены и предпочтительно переработаны, компостированы или удалены иным образом, дружественным по отношению к окружающей среде).
Термин «формирующие элементы» в контексте настоящего описания означает любые элементы на поверхности формирующего компонента, которые могут вызывать деформацию тонколистового материала. Термин «формирующие элементы» включает как непрерывные или недискретные формирующие элементы, такие, как гребни или канавки на валиках с дисками, так и дискретные формирующие элементы.
Термин «расположенные в смешанном порядке» в контексте настоящего описания означает элементы, распределенные между другими элементами по меньшей мере на части поверхности компонента, на котом расположены отличающиеся друг от друга элементы. Термин «смешанные» включает расположения элементов, при которых по меньшей мере два из ближайших друг к другу элементов в любом направлении (включая, но не ограничиваясь ими, продольное, поперечное и диагональное направление), отличаются друг от друга, несмотря на то, что они могут быть элементами, идентичными элементам, расположенным на таком же расстоянии или даже ближе, в другом направлении.
Термин «IPS» (Interpenetrating SELF) в контексте настоящего описания означает процесс, в котором используется технология SELF компании The Procter & Gamble Company (будет подробно описана ниже) для соединения друг с другом по меньшей мере двух слоев или материалов. В обоих материалах могут быть сформированы ворсинки, или ворсинки одного материала могут проходить через второй материал. Технология SELF более подробно описана в патенте США 7648752.
Термин «присоединен» включает конфигурации, в которых один элемент непосредственно прикреплен ко второму элементу; конфигурации, в которых один элемент косвенным образом присоединен к другому элементу за счет прикрепления первого элемента к одному или более промежуточным элементам, которые в свою очередь прикреплены ко второму элементу; и конфигурации, при которых один элемент в сущности является частью другого элемента. Термин «присоединен» включает конфигурации, в которых один элемент прикреплен к другому элементу в отдельных местах, а также конфигурации, в которых один элемент прикреплен к другому элементу по всей поверхности одного из данных элементов. Термин «присоединен» включает любые известные способы скрепления элементов друг с другом, включая, но не ограничиваясь им, механическое спутывание.
Термин «слой» в контексте настоящего описания используется для обозначения абсорбирующего элемента, основными измерениями которого являются измерения в направлениях X и Y, то есть вдоль его длины (продольное направление) и вдоль его ширины (поперечное направление). При этом подразумевается, что значение термина «слой» не ограничивается отдельными слоями или листами материал. А именно, «слой» может содержать ламинаты или сочетания из нескольких листов или полотен из требуемых материалов. В данном контексте термин «слой» включает термины «слои» и «слоистый».
Термин «направление движения в машине» (сокращенно «MD») означает путь, который материал (например, тонколистовый материал) проходит в производственном процессе.
Термин «выпукло-вогнутое тиснение» в контексте настоящего описания относится к устройству для выполнения тиснения и соответствующему процессу, в котором используется по меньшей мере одна пара валиков со структурированной поверхностью, из которых первый валик включает один или более выступов, а второй валик включает одно или более углублений, в которые заходят один или более выступов на поверхности первого валика. Выступы и углубления могут представлять собой дискретные элементы тиснения, и их расположение может быть взаимно сопряженным или не сопряженным. Поэтому в контексте настоящего описания термин «выпукло-вогнутое тиснение» исключает процессы тиснения, в которых используются сочетания из валика со структурированной поверхностью и опорного валика с плоской или деформируемой поверхностью.
Термин «макроскопический» в контексте настоящего описания относится к структурным элементам, которые видимы или различимы человеком, имеющим зрение 20/20 при расстоянии (по перпендикуляру) между глазами наблюдателя и тонколистовым материалом, составляющим примерно 12 дюймов (30 см). И наоборот, термин «микроскопический» относится к элементам, явно не видимым и не различимыми при указанных условиях.
Термины «механическое воздействие» и «механическое деформирование» в контексте настоящего описания могут использоваться, как взаимно заменяющие друг друга, и означают процессы, при которых к материалу прилагается механическое усилие.
Термин "микро-SELF" означает процесс, в котором используются устройство и способ, аналогичные устройству и способу, используемым в процессе SELF, упомянутом выше. Зубья валиков, используемых в процессе микро-SELF, имеют несколько отличающиеся размеры, благодаря которым легче получить ворсинки с отверстиями на головном и хвостовом концах. Использование процесса микро-SELF для формирования ворсинок в тонколистовом материале описано в патентной заявке США 2006/0286343 А1.
Термин «необратимо деформированный» в контексте настоящего описания означает состояние деформируемого материала, в котором форма или плотность материала были необратимо изменены в результате приложения к ним усилий растяжения или сжатия.
Термин «вторично используемый материал» в целом означает материал, который может происходить из сырья, прошедшего первичное потребление, например, из бытовых, промышленных, строительных и торговых отходов. «Волокна из вторичного сырья» означают волокна, полученные из товаров потребления, которые были выброшены после окончательного использования таких товаров и направлены на переработку. То тесть, такие волокна являются одним из видов материалов, получаемых из вторичного сырья. Материалы из вторичного сырья могут быть получены из различных схем сортировки бытовых или промышленных отходов перед их окончательным удалением. При этом подразумевается, что данный термин включает материалы, которые используются для транспортировки изделий до конечного потребителя, например, коробки из гофрированного картона.
Термины «раскатка» и «раскаточный валик» означают процесс, в котором используются деформирующие элементы, содержащие вращающиеся в противоположные стороны валики, входящие во взаимное зацепление ленты или входящие во взаимное зацепление пластины, содержащие сплошные гребни и канавки, расположенные таким образом, что чередующиеся гребни (или выступы) и канавки (или углубления) деформирующих элементов входят в зацепление друг с другом и растягивают расположенный между ними тонколистовый материал. Используемые для раскатки тонколистового материала деформирующие элементы могут обеспечивать растяжение тонколистового материала в направлении, поперечном движению в машине, или в направлении движения тонколистового материала в машине, в зависимости от ориентации гребней и канавок.
Термин RKA (от «rotary knife aperturing» - выполнение отверстий дисковым ножом) относится к способу и устройству, в которых используются входящие в зацепление друг с другом деформирующие компоненты, подобные деформирующим компонентам, используемым в технологиях SELF или микро-SELF. RKA отличается от процессов SELF или микро-SELF тем, что относительно плоские, удлиненные зубья деформирующих компонентов, используемых в процессах SELF или микро-SELF модифицируют для придания им удлиненной пирамидальной формы по меньшей мере с шестью гранями, каждая из которых является в сущности треугольной и сужается в направлении к вершине на дистальном конце зубца. Зубья могут быть заострены, так чтобы они прорезали тонколистовый материал насквозь, в результате чего может быть получен двухмерный или даже трехмерный деформированный тонколистового материала с отверстиями, как описано в патентных заявках США 2005/0064136 A1, 2006/0087053 A1, и 2005/021753. Прочие характеристики валика, такие, как высота зубца, расстояния между зубцами и шаг расположения зубцов, глубина зацепления и прочие параметры устройства и способа RKA могут быть такими же, как соответствующие параметры валиков в описанных ниже процессах.
Термин «SELF» (от ((Structural Elastic Like Film» - структурная эластично-подобная пленка) означает специальную технологию, разработанную компанией Procter & Gamble. И хотя данный процесс изначально был разработан для деформирования полимерной пленки с целью придания ей определенных структурных характеристик, было обнаружено, что данный процесс может быть успешно использован для формирования различных структур и в прочих материалах и придания им дополнительных свойств. Процессы и устройства, используемые в технологии SELF, а также структуры, которые позволяет получить данная технология, показаны и описаны в патентах США 5518801; 5691035; 5723087; 5891544; 5916663; 6027483 и 7527615 B2.
Термин «ворсинка» в контексте настоящего описания означает определенный тип выступа, который может быть сформирован в нетканом тонколистовом материале. Ворсинки обычно имеют форму тоннеля, и могут быть открытыми на одном или обоих концах.
Термин «верхний» относится к абсорбирующим элементам, таким, как слои, расположенным ближе к пользователю при ношении абсорбирующего изделия, то есть ближе к верхнему листу абсорбирующего изделия, и наоборот, термин «нижний» относится к абсорбирующим элементам, таким, как слои, расположенным далее от пользователя при ношении абсорбирующего изделия, то есть ближе к тыльному листу. Термин «латеральный» соответствует направлению, в котором изделие имеет более короткий размер, и при ношении изделия данное направление соответствует направлению слева направо для пользователя. Соответственно, термин «продольный» означает направление, перпендикулярное латеральному, но не совпадающее с направлением, определяющим толщину изделия.
Термин «направление Z» означает направление, перпендикулярное длине и ширине тонколистового материала или изделия. Направление Z обычно соответствует толщине тонколистового материала или изделия. Плоскость X-Y соответствует плоскости, перпендикулярной толщине тонколистового материала или изделия. Направления X и Y обычно соответствуют длине и ширине тонколистового материала или изделия (соответственно).
I. Деформированные тонколистовые материалы
Воплощения настоящего изобретения относятся к деформированным тонколистовым материалам, а также к способам и устройствам для деформирования тонколистового материала. А именно, предлагаются способы и устройства, с помощью которых в тонколистовых материалах могут быть сформированы структуры нового типа, которые придают тонколистовому материалу дополнительные свойства. Следует понимать, что хотя в настоящей заявке используется термин «деформированные тонколистовые материалы», характеризующий основной предмет изобретения, конечной целью является изготовление из таких деформированных тонколистовых материалов различных компонентов (абсорбирующих или не абсорбирующих) для абсорбирующих изделий. В таких случаях деформированные тонколистовые материалы нарезают для получения из них отдельных компонентов абсорбирующих изделий. Деформированные тонколистовые материалы могут также использоваться в изделиях, которые не являются абсорбирующими изделиями, включая, но не ограничиваясь ими, упаковочные материалы и пакеты для мусора.
С помощью предлагаемых устройств и способов в тонколистовых материалахи изготавливаемых из них компонентах могут быть сформированы структуры, которые невозможно сформировать существующими способами и с помощью существующего оборудования. Такие структуры включают элементы, выступающие из тонколистового материала по обе его стороны, и/или элементы, которые расположены в смешанном порядке с другими элементами. Некоторые воплощения делают возможным изготовление в тонколистовом материале элементов, расположенных друг к другу ближе, чем в аналогичных тонколистовых материалах, которые могут быть изготовлены с помощью обычного оборудования. Если тонколистовые материалы используются для изготовления абсорбирующих изделий, то такие новые структуры могут включать структуры, придающие одному и тому же требуемому участку тонколистового материала одновременно два или более свойств (таких, как, например, повышенная мягкость, лучшие характеристики распределения жидкости и другие свойства). Предлагаемые устройства и способы могут обеспечивать возможность деформации тонколистового материала множество раз, обеспечивая при этом точное совмещение различных видов деформации в тонколистовом материале. То есть, обеспечивается эффективное управление расположением/совмещением элементов тонколистового материала как в направлении движения в машине, так и в направлении, поперечном движению в машине, с момента подачи тонколистового материала в первый формирующий зазор до момента выхода тонколистового материала из последнего формирующего зазора, в результате чего элементы деформации в последующих зазорах формируются в управляемых положениях по отношению к элементам деформации, выполненным на предыдущих зазорах.
Тонколистовый материал, подлежащий деформированию (именуемое далее также, как «исходный тонколистовый материал»), может содержать любой подходящий деформируемый материал, например, тканый материал, нетканый материал, их сочетание или ламинат из любых материалов такого типа. В контексте настоящего описания термин «нетканый тонколистовый материал» означает тонколистовый материал, имеющий структуру из отдельных волокон или нитей, которые переложены друг с другом, но не правильно повторяющимся образом, как в тканой или вязаной ткани, в которых обычно нет произвольно ориентированных волокон. Нетканые тонколистовые материалы могут быть сформированы с использованием различных процессов, таких, как, например, выдувание из расплава, спанбонд, гидроспутывание, воздушная укладка, влажная укладка, изготовление бумаги с сушкой продуваемым воздухом, и процессов изготовления скрепленных кардованных полотен, включая кардование с термическим скреплением. Тканые материалы, нетканые материалы, пленки, их сочетания или ламинаты могут быть изготовлены из любых подходящих материалов, включая, но не ограничиваясь ими: натуральные материалы, синтетические материалы и их сочетания. Подходящие натуральные материалы включают, но не ограничиваются ими: целлюлозу, хлопковый пух, багассу, древесные волокна, шелковые волокна и прочие. В некоторых воплощениях тонколистовые материалы могут в сущности не содержать целлюлозы и/или могут исключать содержание в них бумажных материалов. В других воплощениях предлагаемые способы могут быть реализованы на исходных материалах, содержащих целлюлозу. Подходящие синтетические материалы включают, но не ограничиваются ими, вискозу и полимерные материалы. Подходящие полимерные материалы включают, но не ограничиваются ими: полиэтилен, полимеры сложных эфиров, полиэтилен-терефталат (ПЭТ) и полипропилен. Любые из упомянутых выше материалов могут включать материалы, получаемые переработкой материалов, уже использованных потребителем.
В одном из не ограничивающих воплощений деформированный тонколистовый материал содержит тонколистовый материал, имеющее выполненные в нем дискретные элементы деформации. Тонколистовый материал имеет первую поверхность и вторую поверхность. Тонколистовый материал содержит: а) в сущности не деформированные первые области, имеющие поверхности, соответствующие первой и второй поверхностям тонколистового материала до выполнения в нем элементов деформации; b) множество пространственно разнесенных первых сформированных элементов (далее для краткости именуемых «первыми элементами»), расположенных в первых положениях и содержащих элементы, которые могут содержать: участки тонколистового материала с выполненными в них отверстиями, выступы и углубленные области (далее именуемые также «углублениями»); и с) множество пространственно разнесенных вторых сформированных элементов (далее для краткости именуемых «вторыми элементами»), расположенных во вторых положениях, содержащих элементы, которые могут содержать: участки тонколистового материала с выполненными в них отверстиями, выступы и углубленные области (далее именуемые также «углублениями»). В некоторых воплощениях первые элементы и/или вторые элементы могут быть выбраны из группы, состоящей из одного или более элементов упомянутых выше типов. Вторые элементы могут быть различными по типу элементами по отношению к типу первых элементов, и/или могут иметь свойства или характеристики, отличные от соответствующих свойств и характеристик первых элементов, и вторые элементы могут быть расположены в смешанном порядке с первыми элементами. В некоторых воплощениях все соседние (ближайшие) элементы могут быть элементами различного типа, и/или могут иметь различные свойства. В некоторых воплощениях по меньшей мере четыре из восьми ближайших элементов в любом направлении по отношению к данному элементу могут быть элементами иного типа и/или иметь иные свойства. Тонколистовый материал может дополнительно содержать третьи, четвертые и прочие сформированные элементы. Третьи, четвертые и прочие элементы могут содержать элементы любых типов, описанных в настоящей заявке, или могут иметь любые свойства, описанные в настоящей заявке, и могут отличаться от первых и вторых элементов по любому из таких свойств.
Некоторые воплощения позволяют очень плотно расположить множество элементов деформации на относительно малой области. Так, например, межцентровое расстояние в любом направлении между первым элементом и вторым элементом может быть меньшим или равным примерно 20 мм, 10 мм, 5 мм, 3 мм, 2 мм или 1 мм, или оно может находиться в любом диапазоне между любыми двумя из указанных значений. Суммарное число элементов на области площадью 1 квадратный дюйм (645 мм2) может быть больше или равно 4, 25, 100, 250, 500 или 645, или может находиться в любом диапазоне между любыми двумя из указанных значений. Число первых элементов на квадратный дюйм площади может быть равно числу вторых элементов в той же области, или может отличаться от количества вторых элементов. Число элементов в области площадью 1 дюйм может быть определено следующим образом. Следует отметить на материале квадратный участок размерами 1 дюйм (25,4 мм) на 1 дюйм ручкой или маркером с острым концом и подсчитать количество первых, вторых, третьих и прочих элементом, полностью или частично входящих в пределы отмеченной квадратной области с длиной стороны 1 дюйм. При необходимости для лучшей видимости элементов на материале можно использовать микроскоп с небольшим увеличением или иной увеличительный прибор. Отношение количества первых элементов к количеству вторых элементов может составлять от 0,0016 до 155. Если количество первых элементов равно количеству вторых элементов, то данное отношение равно 1. В воплощениях тонколистового материала, содержащего пленку, отношение количества первых элементов к количеству вторых элементов может составлять от 0,125 до 8. Отметим, что в воплощениях, содержащих три или более различных типов элементов, указанные отношения справедливы для всех сочетаний из типов элементов.
Первые элементы и вторые элементы могут иметь любой подходящий размер. Как правило, одни из элементов (первые или вторые) являются макроскопическими. В некоторых воплощениях как первые, так и вторые элементы являются макроскопическими. В некоторых воплощениях тонколистового материала площадь отдельных элементов в плане может быть большей или равной примерно 0,5 мм2, 1 мм2, 5 мм2, 10 мм2 или 15 мм2, или может находиться в любом диапазоне между любыми двумя из указанных значений. Необходимо, однако, отметить, что способы, предлагаемые в настоящем изобретении, могут быть использованы для выполнения первых и/или вторых элементов, которые являются микроскопическими и имеют площадь в плане, меньшую чем 0,5 мм2.
Первые элементы и вторые элементы могут иметь любую подходящую конфигурацию. Элементы могут быть сплошными и/или дискретными. Подходящие конфигурации элементов включают, но не ограничиваются ими: гребни (сплошные выступы) и канавки (сплошные углубления); ворсинки; элементы в форме колонн; элементы в форме купола; элементы в форме палатки, элементы в форме вулкана, элементы, имеющие основание круглой формы, овальной формы, в форме песочных часов, звездообразной, многоугольной со скругленными углами; прочие конфигурации и их сочетания. Многоугольные формы включают, но не ограничиваются ими: прямоугольную (включая квадратную), треугольную, шестиугольную или трапециевидную. В некоторых воплощениях первые и/или вторые элементы могут не иметь одну или более конфигураций, перечисленных выше.
Первые элементы и вторые элементы могут отличаться друг от друга по одному или более из следующих свойств: тип, форма, размер, пропорции размеров, расстояние между краями элементов, высота или глубина, плотность, цвет, обработка поверхности (например, лосьоном), число слоев тонколистового материала внутри элемента и ориентация (например, элементы могут выступать с разных сторон тонколистового материала). Термин «тип» в контексте настоящего описания отражает, является ли элемент отверстием (двухмерным отверстием или трехмерным отверстием), выступом (например, ворсинкой, или другого типа выступом), или углублением. Считается, два элемента являются элементами разных типов, если один из элементов содержит элементы одного из указанных типов (например, двухмерное отверстие), а второй элемент содержит элементы другого из указанных типов (например, трехмерное отверстие). При этом, если указывается, что элементы отличаются друг от друга по одному или более из перечисленных выше свойств, то подразумевается, что отличиями не считаются несущественные отличия, возникающих вследствие наличия допусков для используемых технологических процессов. Подразумевается также, что несмотря на то, что материал может иметь расположенные на нем дискретные места термического или адгезивного скрепления, в некоторых воплощениях элементы, выполненные с помощью способов в соответствии с настоящим изобретением, могут не включать таких точек скрепления.
Ниже будут описаны различные типы деформированных полотен, а также устройства и способы для их формирования. Тонколистовые материалы могут быть нарезаны для формирования из них различных компонентов различных изделий, в том числе абсорбирующих изделий (например, верхних листов, тыльных листов, поглощающих листов, абсорбирующих сердцевин), упаковочных материалов (например, оберточного рукава, термоусадочной обертки и полиэтиленовых пакетов), пакетов для мусора, оберточных материалов для пищевых продуктов, салфеток, протирочных материалов, туалетной бумаги, бумажных полотенец и им подобных изделий.
II. Устройства для изготовления материалов из деформированных полотен
Существующий уровень техники не позволяет получить четко определенные элементы, расположенные в смешанном порядке, но в контролируемых положениях. Поэтому существует потребность в способе, который позволял бы обеспечить независимое управление формированием каждого из наборов элементов в соответствии с настоящим изобретением. Так, в одном из воплощений изобретения используется единственный зазор, образованный двумя валиками, содержащими дискретные выпуклые формирующие элементы, при этом по меньшей мере один из валиков содержит два или более приподнятых гребня. Во втором воплощении предлагается конфигурация из множества зазоров, которая позволяет обеспечить контролируемое взаимное расположение и контролируемую ориентацию нескольких наборов элементов деформации. Каждый из данных подходов обеспечивает независимое управление формированием каждого из набора элементов и лучшее прилегание структур, выполняемых в тонколистовом материале, к валику, в результате чего достигаются требуемые размеры и/или форма элементов деформации.
Процесс механической деформации может быть выполнен на любом подходящем устройстве, которое может содержать любое подходящее количество любых подходящих типов формирующих структур. Подходящие типы формирующих структур включают, но не ограничиваются ими: пару валиков, между которыми образован зазор; пары пластин; ленты и прочие. Использования устройства на основе валиков может быть предпочтительным, если производственный процесс является непрерывным, и особенно если необходимо обеспечить высокую скорость процесса. Тем не менее, хотя предлагаемые в настоящем изобретении устройства будут описаны ниже преимущественно как устройства из валиков, следует понимать, что все описанное ниже применимо также к формирующим структурам, имеющим и другие подходящие конфигурации.
Для лучшего понимания воплощений настоящего изобретения на фиг.1 показано несколько устройств в соответствии с существующим уровнем техники. Так, например, устройство, изображенное на фиг.1, обычно называется конфигурацией «из спаренных валиков». В данном устройстве тонколистовый материал 10 подается в первый зазор N между первой парой 22 расположенных друг над другом валиков 22А и 22В. После прохождения через первую пару 22 валиков тонколистовый материал подается во второй зазор N между второй парой 24 расположенных друг над другом валиков 24А и 24В. Тонколистовый материал 10 имеет первую поверхность (сторону) 10А и вторую поверхность (сторону) 10В. Такое устройство, как правило, используется для формирования в тонколистовом материале непрерывных деформированных областей. Заявители рассматривали возможность использования такого устройства для выполнения дискретных деформаций в тонколистовом материале 10 в каждом из зазоров между валиками, но пришли к выводу, что использование такого устройства будет связано с некоторыми трудностями, а именно, будет трудно совместить деформации, выполняемые на втором зазоре, с деформациями, уже сделанными в первом зазоре. Данные трудности вызваны, по меньшей мере частично, тем, что между первым и вторым зазорами имеется свободный участок тонколистового материала S, который не находится в постоянном контакте ни с каким из валиков. В результате этого происходи потеря точности в управлении участком тонколистового материала, который будет деформирован на втором зазоре. Данная проблема становится тем более острой, чем более гибкие и растяжимые материалы используются, которые обычно и используются для изготовления абсорбирующих изделий, и которые достаточно сильно изменяются в размерах после провисания в промежутках между парами валиков. По этой причине подобные устройства, как правило, используются для выполнения непрерывных деформированных областей в тонколистовом материале.
На фиг.2 показано еще одно устройство для деформации тонколистового материала. Устройство 30 на фиг.2 имеет «планетарное» (или «сателлитное») расположение валиков. Данное устройство имеет центральный валик 32 и один или более сателлитных валиков 34, 36 и 38, образующих зазоры N с центральным валиком 32. (Отметим, что хотя устройства на фиг.1 и 2 хорошо известны, а предлагаемые в настоящем изобретении устройства представляют собой варианты данных устройств, тем не менее заявители считают, что предлагаемые ими варианты не являются известными, и хотели бы явно подчеркнуть, что устройства на фиг.1 и 2 не отражают сущности предлагаемых вариантов). Недостатком традиционно применяемого планетарного расположения валиков является то, что расположенные далее по ходу тонколистового материала сателлитные валики 36 и 38 могут деформировать тонколистовый материал 10 только на той же стороне, что и первый сателлитный валик 34. Такое устройство, как правило не позволяет сформировать дискретные деформированные участки в тонколистовом материале, одни из которых были бы протяженными с одной стороны тонколистового материала, а другие были бы протяженными с другой стороны тонколистового материала, и при этом обеспечить независимое управление расположением нескольких наборов элементов деформации различного типа. Еще одним недостатком обычного планетарного расположения валиков является то, что сателлитные валики 34, 36 и 38 могут деформировать тонколистовый материал 10 только в углублениях центрального валика. Поэтому расстояния между формируемыми элементами деформации ограничены расстояниями между углублениями на центральном валике, и поэтому в свою очередь невозможно сформировать дискретные деформированные участки в тонколистовом материале, межцентровое расстояние между которыми меньше, чем межцентровое расстояние между углублениями на формирующем валике (формирующих валиках).
На фиг.3 показано еще одно устройство для деформации тонколистового материала, которое представляет собой вариант устройства, изображенного на фиг.2. Показанное устройство имеет центральный валик 42 и сателлитные валики 44 и 48. Устройство 40, изображенное на фиг.3, отличается от устройства на фиг.2 тем, что обегая вокруг центрального валика 42, в определенный момент тонколистовый материал 10 переносится с поверхности центрального валика 42 на валик 46, который пространственно отнесен от центрального валика 42 и не образует зазора с центральным валиком 42. Расположение валиков на фиг.3 называется сателлитным (или планетарным) со съемным валиком. Недостатком такого расположения валиков является то, что поскольку некоторые элементы деформации тонколистового материала выполняются после того, как тонколистовый материал покидает центральный валик 42 и обегает вокруг съемного валика 46, из-за образующихся больших свободных участков S тонколистового материала трудно управлять совмещением элементов деформации, выполняемых в различных зазорах.
Заявителями была также рассмотрена возможность использования одиночного зазора между двумя валиками, на которых имеются дискретные выпуклые формирующие элементы для формирования на тонколистовом материале нескольких типов дискретных элементов деформации. Однако недостаток такого подхода заключается в том, что, как правило, один набор элементов начинает преобладать над другим, и невозможно получить второй набор элементов, которые бы имели требуемые размеры и/или форму. И хотя теоретически это не обязательно, считается, что это возникает из-за того, что материал выбирает путь наименьшего сопротивления, который зависит от конфигурации структур поверхностей сопрягающихся валиков. Если сопрягающиеся валики идентичны, обычное устройство с одиночным зазором не позволить получить такую же структуру тонколистового материала, как та, что может быть получена, если элементы деформации выполнены независимо друг от друга на двух разных зазорах. Устройства в соответствии с существующим уровнем техники не обеспечивают независимого управления деформацией тонколистового материала и относительным расположением нескольких наборов элементов. Ввиду упомянутых выше недостатков устройств в соответствии с существующим уровнем техники, заявителями были разработаны усовершенствованные конфигурации валиков для деформации полотен.
На фиг.4 показано одно из не ограничивающих воплощений устройства, которое может использоваться в способах в соответствии с настоящим изобретением. Конфигурация валиков, изображенная на фиг.4, именуется далее «гнездовой». В данном устройстве 50 валики 52, 54, 56, 58 и 60 расположены со смещением друг от друга на виде сбоку (то есть с торцов валиков). В такого типа устройстве по меньшей мере один из валиков расположен в промежутке между двумя соседними с ним валиками (в данном случае такими валиками являются валики 54, 58 и 60). По меньшей мере два валика образуют два или более зазоров N с прочими валиками. Так, например, валик 58 образует два зазора - с валиками 52 и 54; и валик 54 образует два зазора - с валиками 58 и 60. Как правило, при таком гнездовом расположении валиков используются по меньшей мере четыре в сущности цилиндрических валика, и по меньшей мере на двух из них выполнены формирующие элементы. А именно, при гнездовой конфигурации каждый из валиков имеет ось вращения А, и при этом валики расположены таким образом, что прямые В и С, проведенные через оси различных пар валиков (которые могут иметь по меньшей мере один общий валик), будут не параллельными. Как показано на фиг.4, между по меньшей мере некоторыми линиями В и С, проведенными через оси валиков из соседних пар валиков, имеется некоторый угол.
Гнездовое расположение валиков обеспечивает ряд преимуществ. Так, например, гнездовое расположение обеспечивает большее количество зазоров на суммарное число валиков, чем некоторые конфигурации на фиг.1-3. Гнездовое расположение обеспечивает постоянное управление движением тонколистового материала 10, в том смысле, что обеспечивается совмещение различных видов деформации в тонколистовом материале, поскольку все участки тонколистового материала вдоль его длины по меньшей мере на одной поверхности тонколистового материала остаются в сущности в контакте по меньшей мере с одним валиком от точки, в которой тонколистовый материал входит в первый формирующий зазор, до точки, в которой тонколистовый материал выходит из последнего формирующего зазора. В контексте настоящего описания выражение «тонколистовый материал остается в сущности в контакте с валиками» подразумевает, что тонколистовый материал может касаться только кончиков формирующих элементов валика, будучи натянут между соседними формирующими элементами. При этом считается, что тонколистовый материал, имеющий небольшие свободные участки, протяженные между соседними формирующими элементами, остается в сущности в контакте с валиками. Кроме того, считается также, что тонколистовый материал остается в сущности в контакте с валиками при расположении валиков, при котором имеется не поддерживаемый участок тонколистового материала (пролет), длина которого не превышает 2 см. Гнездовое расположение валиков дает возможность создания элементов деформации в различных положениях (дорожках) относительно направления, поперечного движению в машине, и на различных сторонах тонколистового материала. Гнездовое расположение валиков позволяет также создать устройство, занимающее меньшую площадь производственного помещения. Система из валиков, расположенная гнездовым способом, как показано на фиг.4, может быть повернута на 90°, так, чтобы валики были расположены вертикально друг над другом, и все устройство будет занимать еще меньшую площадь производственного помещения.
На фиг.4А показано еще одно воплощение устройства 62 с гнездовым расположение валиков, и соответствующего способа деформирования тонколистового материала. Устройство 62 аналогично устройству, изображенному на фиг.61, но отличается тем, что после прохождения тонколистовым материалом первого зазора N1 во второй зазор N2 подается второй тонколистовый материал 12. Способы в соответствии с настоящим изобретением подразумевают, что после первого зазора по ходу тонколистового материала в любой из зазоров может подаваться любое количество дополнительных тонколистовых материалов. Дополнительные слои могут использоваться для добавления тонколистовых материалов, содержащих различные химические соединения и смеси, придающих ему улучшенный эстетический вид, проводящие, ароматические или механические свойства. Способы, предлагаемые в настоящем изобретении, обеспечивают независимое управление формированием элементов в многослойной структуре, а также дополнительно гарантируют наличие у формируемых элементов требуемых функциональных свойств и внешнего вида. Так, например, данный способ позволяет создать многослойные структуры, в которых одни элементы содержат больше слоев (по толщине), чем другие элементы.
Валики, используемые в предлагаемых устройствах и способах, как правило, являются в целом цилиндрическими. Термин «в целом цилиндрические в контексте настоящего описания включает не только валики, которые имеют совершенную цилиндрическую форму, но также и валики, которые имеют форму цилиндра, но имеют некоторые элементы на своей боковой поверхности. Термин «в целом цилиндрические» включает также валики, которые имеют ступеньку в осевом сечении, например, ступенчато изменяющийся диаметр в окрестностях торцов. Кроме того, валики, как правило, являются жесткими (то есть в сущности не деформируемыми. Термин «в сущности не деформируемые» в контексте настоящего описания означает валики, имеющие поверхности (и расположенные на них элементы), которые, как правило, не деформируются (не сжимаются) в условиях предлагаемых в настоящем изобретении производственных процессов. Валики могут быть изготовлены из любых подходящих материалов, включая, но не ограничиваясь ими: сталь, алюминий или жесткую пластмассу. В частности, может использоваться сталь, устойчивая к коррозии и износу, например, нержавеющая сталь. Валики могут быть подогреваемыми или не подогреваемыми. В случае использования подогреваемых валиков следует учитывать эффекты теплового расширения, хорошо известные сведущим в области термомеханических процессов.
Валики, используемые в устройствах и способах в соответствии с настоящим изобретением, производят механическую деформацию участков полотен или материалов из полотен. Термины «механически деформировать» и «механическая деформация» не включают процессы гидроформования. Элементы, формируемые с помощью способов в соответствии с настоящим изобретением, могут быть правильно совмещены друг с другом, поскольку предлагаемые способы обеспечивают постоянное и автоматическое управление положением тонколистового материала, которое в свою очередь может находиться в сущности в постоянном контакте по меньшей мере с одним из валиков (который служит «счетной» поверхностью), на всем пути прохождения тонколистового материала между первым зазором, через который материал ходит в устройство, и последним зазором, из которого материал выходит.
Валики могут содержать на своей поверхности элементы любого подходящего типа (иначе говоря, могут иметь поверхность любой подходящей конфигурации). Поверхность того или иного валика, в зависимости от требуемого типа механической деформации, который валик должен выполнить в тонколистовом материале, может содержать «протяженные наружу» формирующие элементы, например, дискретные выступы или сплошные выступы (гребни), «протяженные вовнутрь» формирующие элементы, то есть углубления, которые также могут быть дискретными или представлять собой непрерывно протяженные полости на поверхности тонколистового материала, или могут содержать любое подходящее сочетание упомянутых типов элементов. Протяженные вовнутрь элементы могут иметь поверхность «дна» (в таком случае они могут называться углублениям, полостями или канавками), или они могут представлять собой отверстия в поверхности валика. В некоторых воплощениях формирующие элементы на компонентах формирующей структуры (например, на валиках) могут быть в целом одного типа (то есть, например, оба взаимодействующих валика могут содержать элементы, протяженные наружу, или сочетания элементов, протяженных наружу и вовнутрь.
Формирующие элементы могут иметь любую подходящую форму или конфигурацию. Формирующий элемент может иметь одинаковые значения длины и ширины в плане (то есть может быть круглым или квадратным в плане). В качестве альтернативы, формирующий элемент может иметь длину, большую, чем ширина (например, элемент может быть прямоугольным в плане), и при этом элемент может иметь любое подходящее отношение длины к ширине. Подходящие конфигурации формирующих элементов включают, но не ограничиваются ими: гребни и канавки, зубцы, имеющие треугольную форму на виде сбоку; формы в виде колон; элементы, имеющие в плане следующую форму: круглую, овальную, форму песочных часов, звездообразную, многоугольную, прочие формы и их сочетания. Многоугольные формы включают, но не ограничиваются ими, прямоугольную, треугольную, шестиугольную или трапециевидную форму. Формирующие элементы могут иметь вершину, которая является плоской, скругленной или острой. В некоторых воплощениях форма протяженных вовнутрь элементов может отличаться от формы сопрягающихся с ними элементов, протяженных наружу. В некоторых воплощениях формирующие элементы, протяженные вовнутрь, могут иметь конфигурацию, обеспечивающую их сопряжение с одним или более формирующими элементами, протяженными наружу.
Формирующие элементы могут иметь любой подходящий размер и могут быть расположены с любыми подходящими интервалами. Так, например, по меньшей мере один формирующий элемент, предназначенный для формирования микротекстурированных полотен, может находиться на межцентровом расстоянии, меньшем чем примерно 800 мкм, от по меньшей мере трех, четырех или пяти соседних с ним формирующих элементов, как описано в патентной заявке США 13/094477 «Процесс изготовления микротекстурированного тонколистового материала», поданной одновременно с настоящей заявкой. В некоторых воплощениях по меньшей мере 25%, по меньшей мере 50%, по меньшей мере 75%, по меньшей мере 95% формирующих элементов, или все формирующие элементы на формирующей структуре находятся на межцентровом расстоянии, меньшем чем примерно 800 мкм, от по меньшей мере трех, четырех или пяти соседних с ними формирующих элементов. Прочие подходящие значения межцентрового расстояния составляют от примерно 30 мкм до примерно 700 мкм, от примерно 50 мкм до примерно 600 мкм, от примерно 100 мкм до примерно 500 мкм, или от примерно 150 мкм до примерно 400 мкм. Межцентровые расстояния между соседними формирующими элементами могут быть одинаковыми или различными. Межцентровые расстояния между соседними формирующими элементами могут иметь значения от входящих в типичные диапазоны для формирования микротекстурированных полотен до больших значений. Примеры межцентровых расстояний для больших по размеру формирующих элементов будут описаны ниже. Подходящие конфигурации формирующих компонентов включают, но не ограничиваются ими: раскаточные валики, валики SELF; валики «микро-SELF»; валики RKA; валики для выпукло-вогнутого тиснения; а также формирующие структуры для формирования микротекстурированных полотен, описанные в упомянутой выше патентной заявке. Некоторые возможные конфигурации поверхностей валиков будут описаны ниже.
На фиг.5 показано воплощение, в котором используются валики 64 и 66, в контексте настоящего описания именуемые раскаточными валиками. Валики 64 и 66, как и валики в прочих воплощениях настоящего изобретения, насажены на соответствующие вращающиеся валы, оси А вращения которых расположены параллельно друг другу. Во всех воплощениях, описанных в настоящей заявке, валики не находятся в контакте друг с другом и приводятся во вращение за свои оси. В данном воплощении на поверхностях валиков имеется множество чередующихся друг с другом гребней 68 и канавок 70, протяженных вокруг боковых поверхностей валиков. В других воплощениях гребни и канавки могут быть протяженными параллельно осям А вращения валиков. Один или более таких валиков могут использоваться в различных воплощениях устройств в соответствии с настоящим изобретением.
В воплощении, изображенном на фиг.5, а также в прочих воплощениях настоящего изобретения, валики могут быть расположены с зацеплением, без зацепления или с частичным зацеплением. Термины «зацепление» или «взаимное зацепление» в контексте настоящего описания означают расположение формирующих структур, при котором формирующие элементы одного из компонентов формирующей структуры (например, валика) являются протяженными в сторону поверхности другой формирующей структуры, и при этом формирующие элементы первой структуры являются протяженными за пределы воображаемой плоскости, проходящей через вершины формирующих элементов на поверхности второй формирующей структуры. Термин «без зацепления» в контексте настоящего описания означает расположение формирующих структур, при котором формирующие элементы одного из компонентов формирующей структуры (например, валика) являются протяженными в сторону поверхности другой формирующей структуры, но при этом не имеют частей, протяженных за пределы воображаемой плоскости, проходящей через вершины формирующих элементов на поверхности второй формирующей структуры. Термин «с частичным зацеплением» в контексте настоящего описания означает расположение формирующих структур, при котором формирующие элементы одного из компонентов формирующей структуры (например, валика) являются протяженными в сторону поверхности другой формирующей структуры, и при этом некоторые формирующие элементы на поверхности первого валика имеют части, протяженные за пределы воображаемой плоскости, проходящей через вершины формирующих элементов на поверхности второй формирующей структуры, и еще некоторые элементы на поверхности первого валика не имеют частей, протяженных за пределы воображаемой плоскости, проходящей через кончики формирующих элементов на поверхности второй формирующей структуры.
Как показано на фиг.5, валики, как правило, вращаются в противоположных направлениях. Это же относится к прочим воплощениям, описанным в настоящей заявке. Валики могут вращаться в сущности с одинаковой скоростью или с разными скоростями. Термин «в сущности с одинаковой скоростью» в контексте настоящего описания означает, что скорости вращения валиков отличаются не более чем на 0,3%. При этом скорость вращения валиков определяется, как скорость движения их поверхностей (периферий). Если тонколистовый материал содержит полимерные материалы, то валики, как правило, вращаются в сущности с одинаковой скоростью.
Если тонколистовый материал содержит целлюлозные материалы, валики могут вращаться с различной скоростью. Различная поверхностная скорость валиков может быть обеспечена за счет вращения валиков одинакового диаметра с разной угловой скоростью, или за счет использования валиков разного диаметра, вращающихся с одинаковой угловой скоростью. Валики могут вращаться в сущности с той же скоростью, с которой тонколистовый материал подается в зазор между валиками, или они могут вращаться со скоростью, превышающей скорость, с которой тонколистовый материал подается в зазор между валиками. В случае, если валики вращаются с различными скоростями, разность между скоростями их вращения может быть любой, например, может составлять от 0,3% до 100%. Подходящим диапазоном разностей скоростей вращения является диапазон 1-10%. В целом желательно, чтобы валики вращались со скоростями, не нарушающими целостность тонколистового материала (то есть, чтобы тонколистовый материал не рвался).
На фиг.6 показано альтернативное расположение валиков, в котором верхний валик 72 является раскаточным валиком, содержащим протяженные вокруг боковой поверхности гребни 68 и канавки 70, а нижний валик 74 является одним из валиков типа SELF, разработанных компанией Procter & Gamble. Формирующие элементы на валиках SELF могут быть ориентированы в направлении движения в машине (MD) или в поперечном ему направлении (CD). В данном воплощении валик SELF содержит множество чередующихся гребней 76 и канавок 78. Гребни 76 имеют пространственно разнесенные каналы 80, ориентированные параллельно оси А валика. Каналы 80 образуют разрывы в гребнях 76, в результате чего образуются дискретные формирующие элементы, или зубцы 82 на валике 74 типа SELF. В воплощении, изображенном на фиг.6, зубцы 82 имеют свое более длинное измерение, ориентированное в направлении движения в машине (MD). Конфигурация зубцов на валике, изображенная на фиг.6, именуется в настоящем описании, как стандартная конфигурация CD SELF, поскольку зубцы расположены ровными рядами в направлениях MD и CD, и в обычном процессе SELF, когда материал подается в зазор N между такими валиками, материал растягивается в направлении, поперечном движению в машине (CD).
В некоторых воплощениях, подробно описанных в упомянутых выше патентах, включенных в настоящую заявку посредством ссылки, могут использоваться валики типа «MD SELF». Такой валик имеет чередующиеся гребни и канавки, ориентированные параллельно оси А валика. Гребни в таком валике имеют пространственно разнесенные каналы, расположенные вокруг боковой поверхности валика. Каналы образуют разрывы в гребнях, в результате чего на валике формируются дискретные формирующие элементы, или зубцы. На валиках MD SELF зубцы имеют свое более длинное измерение, ориентированное в направлении, поперечном движению в машине (CD).
На фиг.6А показано еще одно воплощение валика, который может использоваться в устройствах в соответствии с настоящим изобретением. В данном воплощении валик 90 представляет собой вариант валика CD SELF разработки The Procter & Gamble Company. Как показано на фиг.6А, поверхность валика содержит множество пространственно разнесенных зубцов 100. Зубцы 100 расположены в шахматном порядке. А именно, зубцы 100 расположены на валике в виде множества рядов, таких, как ряды 102А и 102В, протяженных по окружностям вдоль боковой поверхности валика и с разнесением друг от друга вдоль оси валика. Не принимая во внимание интервалов TD между зубцами в каждом ряду, можно сказать, что зубцы в каждом ряду образуют множество протяженных по окружностям боковой поверхности валика и разнесенных друг от друга в осевом направлении, чередующихся друг с другом гребней и областей с канавками. При этом длина TL зубцов и интервалы между ними TD в направлении движения в машине (MD) могут быть подобраны таким образом, что зубцы в соседних рядах 102А и 102В перекрываются друг с другом или не перекрываются друг с другом на виде валиков с торца. В показанном воплощении зубцы 100 в соседних рядах смещены вдоль окружности боковой поверхности валика на расстояние 0,5х (где "х" равняется сумме длины TL зубца и интервала TD между зубцами в направлении MD в данном ряду). Иными словами, головные края соседних зубцов в соседних рядах смещены в направлении MD на расстояние 0,5х. Валики, изображенные на фиг.6А, могут быть изготовлены любым подходящим способом, например, сначала могут быть вырезаны гребни и канавки на валике, и затем может быть произведена непрерывная спиральная нарезка зубцов 100. При необходимости профиль зубца (в частности, головной и хвостовой края) может быть доработан с помощью резца, совершающего возвратно-поступательное движение.
Валик 90 может быть совмещен с противоположным валиком, на котором также имеются гребни и канавки, таким образом, что ряды зубцов на одном валике совмещаются с канавками между зубцами на противоположном валике. Преимущество использования валиков типа CD SELF в способах в соответствии с настоящим изобретением заключается в том, что совмещение нескольких валиков друг с другом с целью многократного воздействия на тонколистовый материал (в нескольких зазорах) значительно облегчается, в том смысле, что необходимо совместить содержащие зубцы участки одного валика с содержащими канавки участками второго валика только в направлении, поперечном движению в машине, и нет необходимости в точном совмещении участков валиков с зубцами в направлении MD. Расположение зубцов в шахматном порядке обеспечивает механическое воздействие на тонколистовый материал 10, в результате чего в тонколистовом материале формируются элементы, расположенные в шахматном порядке.
На фиг.6В показано сечение фрагментов входящих в зацепление валиков 72 и 74, показанных на фиг.6 и включающих зубцы 82, которые видны на данном чертеже, как гребни 76, и канавки 78, расположенные между зубцами 82. Зубцы могут иметь в сечении треугольную (перевернутую V-образную) форму. Вершины зубьев являются участками, наиболее выступающими наружу от поверхностей валиков. Как показано на данном чертеже, зубцы 82 имеют высоту ТН, длину TL (смотри фиг.6), и характеризуются расстоянием между ними - шагом Р зубцов (оно же является расстоянием между гребнями). Для валиков с расположением формирующих элементов в шахматном порядке шагом считается расстояние между соседними рядами формирующих элементов. Длина TL зубцов в таких воплощениях измерена вдоль окружности боковой поверхности. Вершины зубцов (их поверхности, наиболее выступающие наружу) имеют ребра, которые, как правило, являются скругленными во избежание порезов или разрывов исходного материала. Размер и форма вершины зубца могут быть охарактеризованы радиусом TR закругления вершины зубца. Головная и хвостовая грани зуба также могут иметь радиус закругления в месте их перехода в основание, или они могут быть расположены под прямым углом к основанию (и не иметь радиуса закругления). Как показано на данном чертеже, гребни 68 одного из валиков являются частично протяженными в канавки 78 противоположного валика на «глубину зацепления» (DOE) Е, которая является мерой зацепления валиков 72 и 74. Глубина зацепления может быть нулевой, положительной для входящих в зацепление валиков или отрицательной для не входящих в зацепление валиков. Глубина зацепления Е, высота ТН зубцов, длина TL зубцов, интервал TD между зубцами, радиус TR закругления вершины зубца и шаг Р могут быть подобраны в зависимости от свойств исходного материала 10 и так, чтобы получить требуемые характеристики формируемого тонколистового материала 20.
Зубцы могут иметь любые подходящие размеры. В некоторых воплощениях валиков SELF зубцы 100 могут иметь длину TL, составляющую от примерно 0,5 мм (0,020 дюйма) до примерно 13 мм (0,512 дюйма), интервал TD между ними может составлять от примерно 0,5 мм до примерно 13 мм, высота ТН зубца может составлять от примерно 0,5 мм до примерно 17 мм (0,669 дюйма), радиус TR закругления вершины зубца может составлять от примерно 0,05 мм (0,002 дюйма) до примерно 0,5 мм (0,020 дюйма), и шаг Р может составлять от примерно 1 мм (0,040 дюйма) до примерно 10 мм (0,400 дюйма). Глубина зацепления Е может составлять от примерно - 1 мм до примерно 16 мм (вплоть до максимального значения, близкого к высоте ТН зубца). При этом подразумевается, что каждый из параметров Е, Р, ТН, TD, TL и TR может быть подобран независимо от прочих параметров, чтобы получить требуемые свойства тонколистового материала. Еще одним важным свойством зубца является угол наклона его боковой стороны. Углом наклона боковых сторон называется угол, которых образуют длинные стороны зубца с воображаемой линией, протяженной наружу от центральной оси валика и проходящей через центр зубца (при этом участок поверхности, на котором начинается закругление вершины зубца, не рассматривается). Как правило, угол наклона боковых сторон подбирается таким образом, что когда валики входят в зацепление друг с другом, между ними остается достаточный зазор для тонколистового материала и тонколистовый материал не претерпевает сдвиговых разрывов (то есть одни части тонколистового материала не сдвигаются относительно других частей тонколистового материала), и не происходит выщипывания отдельных участков тонколистового материала. Однако для некоторых материалов, например, для материалов, содержащих целлюлозные волокна, может быть целесообразно использовать малые зазоры между зубцами противоположных валиков, что вызывало бы сдвиговые изменения в материале. Угол наклона боковых сторон находится в диапазоне от примерно 3° до примерно 15°. Головные и хвостовые грани зубцов, как правило, имеют боковые стенки, протяженные перпендикулярно боковой поверхности валика, от основания до кончика зубца.
На фиг.6С показано альтернативное воплощение валика 92, которое в контексте настоящего описания именуется валиком типа «MD SELF с расположением формирующих элементов в шахматном порядке». На данном валике зубцы 100 ориентированы своим длинным измерением в направлении CD и расположены в шахматном порядке. На валике 92 между зубцами сформированы каналы 94, протяженные по окружностям боковой поверхности валика.
На фиг.7 показано еще одно воплощение, в котором верхний валик является раскаточным валиком, а нижний валик является валиком с дисковыми ножами для формирования отверстий, сокращенно именуемый в настоящем описании валиком типа RKA (от «Rotary Knife Aperturing» - выполнение отверстий дисковым ножом). Как показано на фиг.7, данные валики представляют собой пару вращающихся в противоположные стороны и входящих в зацепление валиков, из которых верхний валик 72 содержит протяженные по окружностям боковой поверхности гребни 68 и канавки 70, а нижний валик 104 содержит зубцы 110 пирамидальной формы с по меньшей мере шестью гранями, каждая из которых имеет в сущности треугольную форму и сужается от основания к вершине. Зубцы 110 расположены пространственно разнесенными друг от друга рядами, протяженными вдоль окружностей боковой поверхности валика, между которыми имеются канавки 112. Зубцы 110 соединяются с нижним валиком 104 у оснований, и сечение зубца у основания имеет большую длину, чем ширину. За счет того, что зубцы 110 на валике 110 типа RKA ходят в зацепление с канавками 70 на противоположном валике 72, в тонколистовом материале 10 формируются отверстия. Значения высоты зубцов, интервала между зубцами, шага, глубины зацепления, а также прочих параметров процесса, в котором используются валики RKA, подробно описаны в патентной заявке США US 2006/0087053 А1. Вариант такого устройства содержит валик типа RKA, изображенный на фиг.14-14С.
На фиг.8 показан фрагмент зазора между парой валиков, которые могут использоваться в устройствах в соответствии с настоящим изобретением. Данного типа валики в контексте настоящего описания именуются валиками для выполнения выпукло-вогнутого тиснения. Как показано на фиг.8, устройство для выполнения выпукло-вогнутого тиснения содержит по меньшей мере первый и второй валики 114 и 116 со структурированной поверхностью. Первый валик 114 со структурированной поверхностью имеет выпуклую структуру для выполнения тиснения, содержащую один или более выступов 118, которые могут быть дискретными элементами (например, в виде точек и/или штрихов). Второй валик 116 со структурированной поверхностью имеет вогнутую структуру для выполнения тиснения, содержащую одно или более углублений 120, которые могут быть дискретными элементами (например, углублениями в виде точек и/или штрихов), в зацепление с которыми входят один или более выступов первого валика со структурированной поверхностью. Валики могут иметь сопрягающиеся или не сопрягающиеся структуры поверхности. Элементы на валиках могут иметь любые подходящие формы и любые подходящие размеры. В одном из не ограничивающих воплощений, подробно описанном в патенте США 6846172 B2 (автор Vaughn), валики для выполнения тиснения могут иметь не сопрягающиеся друг с другом структуры поверхностей, которые выполняются гравировкой независимо друг от друга. В таком воплощении валики 114 и 116 имеют увеличенные зазоры между соседними, входящими в зацепление друг с другом выступами 118 и углублениями 120 структур для выполнения тиснения. Зазоры между боковыми поверхностями валиков могут составлять от примерно 0,002 дюйма (примерно 0,050 мм) до примерно 0,050 дюйма (примерно 1,27 мм). Ширина выступов 118 может быть больше чем примерно 0,002 дюйма (примерно 0,050 мм).
На фиг.9 показано альтернативное, не ограничивающее воплощение, в котором поверхности валиков 124 и 126 содержат формирующие элементы, предложенные в упомянутой выше патентной заявке «Процесс формирования микротекстурированного тонколистового материала». Валики, изображенные на фиг.9, включают валик 124, содержащий выпуклые (протяженные наружу) формирующие элементы (выступы) 128, и валик 126, содержащий на своей поверхности вогнутые (протяженные вовнутрь) формирующие элементы, например, дискретные и/или непрерывно протяженные пустоты 130. Выступы 128 расположены с межцентровыми расстояниями, меньшими чем примерно 800 мкм, от по меньшей мере трех, по меньшей мере четырех или по меньшей мере пяти соседних с ними формирующих элементов. Как показано на фиг.9, формы протяженных вовнутрь элементов 130 могут отличаться от формы выпуклых (протяженных наружу) элементов 128. На фиг.9 показано также, что протяженные вовнутрь элементы 130 могут иметь конфигурацию, обеспечивающую их сопряжение с более, чем одним выпуклым элементом 128.
На фиг.9А показан фрагмент формирующей структуры, содержащей сочетание различных формирующих элементов. Как показано на фиг.9А, формирующие элементы одной или обеих (первой и/или второй) формирующих структур могут включать выступы, например, выступы 128, или углубления, например, полости 130, выбранные из дискретных выступов 128 (которые могут иметь форму колонн 132), дискретных полостей 130 (которые могут иметь форму отверстий 134 или углублений 136), непрерывно протяженных полостей 138, канавок, гребней или их сочетаний. Формирующая структура может дополнительно включать ровные участки 140, полностью окружающие формирующие элементы.
Валики различного типа, описанные выше (а также валики прочих типов, на которых имеются формирующие элементы) могут использоваться в любых подходящих сочетаниях в различных устройствах в соответствии с настоящим изобретением для деформирования полотен тем или иным образом. Устройства могут содержать несколько валиков, которые содержат только один тип валика из описанных выше, или любые подходящие сочетания из двух или более различных типов валиков. На тонколистовом материале 10 может выполняться любое подходящее число процессов механической деформации. Число зазоров, через которые проходит тонколистовый материал для его механической деформации, может составлять от одного до двух, до ста или даже более зазоров.
Возможны также различные варианты расположения валиков в различных устройствах в соответствии с настоящим изобретением. В воплощении, показанном на фиг.4, валики расположены таким образом, что после подачи тонколистового материала в зазоры между валиками тонколистовый материал 10 оборачивается вокруг одного или более валиков менее чем на 180°. В варианте такого расположения, показанном на фиг.10, валики расположены таким образом, что после подачи тонколистового материала в зазоры между валиками тонколистовый материал 10 оборачивается вокруг одного или более валиков более чем на 180°.
На фиг.11 показано еще одно воплощение устройства, которое может использоваться для реализации способов в соответствии с настоящим изобретением. Устройство, изображенное на фиг.11, является гибридом гнездового расположения валиков и парного расположения валиков в соответствии с существующим уровнем техники. В данном воплощении устройство включает валики 144 в гибридном расположении, а именно, имеется множество кластеров 146 из от трех до четырех валиков, расположенных гнездовым образом, и данные кластеры могут быть смещены друг относительно друга в направлении, поперечном движению в машине.
На фиг.12 показано еще одно воплощение устройства, которое может использоваться для реализации способов в соответствии с настоящим изобретением. Расположение валиков в устройстве, показанном на фиг.12, может быть названо, как «гнездовое расположение в виде замкнутой петли». В данном устройстве имеется по меньшей мере четыре валика, расположенных своими боковыми поверхностями в непосредственной близости друг к другу, в конфигурации, в целом напоминающей замкнутую петлю. Тонколистовый материал 10 оборачивается вокруг периферий валиков в чередующейся ориентации, а именно, если на одном валике часть тонколистового материала лежит внутри замкнутой петли, то вокруг следующего валика тонколистовый материал обегает таким образом, что он будет находиться снаружи замкнутой петли. В данном воплощении количество N зазоров, образованных валиками, равно количеству валиков.
На фиг.13 показано еще одно воплощение устройства, которое может использоваться для реализации способов в соответствии с настоящим изобретением. Устройство 150, показанное на фиг.13, может быть названо «устройством с совместно используемыми валиками». В данном устройстве имеется по меньшей мере шесть валиков, обозначенных общим номером позиции 152. Валики расположены по меньшей мере в виде трех пар валиков, содержащих первую пару 154, содержащую валики 154А и 154В, вторую пару 156, содержащую валики 156А и 156В, и третью пару 158, содержащую валики 158А и 158В. Кроме того, как показано на фиг.13, имеются дополнительные пары валиков. Валики 156А и 156В второй пары валиков образуют зазоры N с валиками как первой пары 154, так и третьей пары 158. В данном воплощении некоторые валики образуют три или более зазоров (до четырех зазоров). Кроме того, как показано на фиг.13, по меньшей мере для одного из валиков, например, валика 156В, тонколистовый материал 10 проходит по валику, затем покидает валик, и затем снова вступает в контакт с валиком. В данном воплощении, если используется шесть валиков, суммарное число зазоров, образованных валиками, равно числу валиков. В варианте данного воплощения, содержащем семь или более валиков, суммарное число зазоров N, образованных валиками, может быть большим или равным числу валиков. Так, например, в воплощении, изображенном на фиг.13, имеется 14 зазоров N, образованных всего лишь двенадцатью валиками.
III. Способы деформирования полотен и материалы из деформированных полотен, получаемые данными способами
На приведенных далее чертежах показаны не ограничивающие примеры возможных расположений валиков, а также материалы из деформированных полотен, которые могут быть сформированы при таких расположениях валиков.
А. Способы с использованием валика с формирующими элементами, протяженными от приподнятых гребней
На фиг.14 показан пример устройства 160, содержащего единственную пару валиков, между которыми образуется единственный зазор N. Такая конфигурация валиков позволяет выполнить на тонколистовом материале по меньшей мере два вида деформаций, ориентированных в различных направлениях относительно поверхностей тонколистового материала. Такая конфигурация может быть достигнута за счет того, что один из валиков 162 содержит множество гребней 164 и канавок 166, протяженных по окружностям боковой поверхности валика, и множество первых пространственно разнесенных формирующих элементов, протяженных наружу от верхней поверхности гребней 164, а второй валик 170 содержит множество вторых формирующих элементов 172, выполненных на его поверхности, при этом вершины вторых формирующих элементов являются протяженными в сторону оси первого валика на некоторую глубину за пределы вершин по меньшей мере некоторых гребней 164 на первом валике 162.
Верхний валик 162 устройства, изображенного на фиг.14, может быть валиком любого подходящего типа, который удовлетворяет критериям, изложенным выше. В воплощении, изображенном на фиг.14, верхний валик представляет собой вариант валика типа RKA, изображенного на фиг.7. Данное воплощение валика в контексте настоящего описания именуется «валиком RKA с приподнятыми гребнями». Как показано на фиг.14, верхний валик 162 имеет множество гребней 164 и канавок 166, протяженных по окружностям боковой поверхности валика. Как показано на фиг.14А, гребни 164 имеют верхнюю поверхность 165, а канавки 166 имеют нижнюю поверхность 167. Высота гребня определяется, как расстояние между верхней поверхностью гребня 165 и нижней поверхностью 167 канавок 166. Высота зубца определяется, как расстояние между кончиком 174 формирующего элемента 168 и нижней поверхностью 167 канавок 166. В данном воплощении расстояние между верхними поверхностями 165 гребней 164 и нижними поверхностями 167 канавок 166 в сущности постоянно вдоль окружностей боковой поверхности валика. Высота гребня зависит от степени деформации, требуемой для формирования второго набора элементов на тонколистовом материале. Высота гребня, как правило, меньше высоты зубца не менее чем на 25% и не более чем на 95%. Валик 162 дополнительно содержит множество пространственно разнесенных первых формирующих элементов, имеющих форму зубцов 168, протяженных наружу от верхних поверхностей гребней 164, как это показано более подробно на фиг.14А и 14С. Зубцы 168 сужаются от основания, где они соединяются с верхней поверхностью 165 гребней 164, и в сторону острой вершины. Конфигурация валика 162 такова, что верхние поверхности 165 гребней 164 расположены между кончиками 174 зубцов 168 и нижними поверхностями 167 канавок 166, по отношению к оси А валика.
Нижний валик 170 устройства, изображенного на фиг.14, может быть валиком любого подходящего типа, удовлетворяющего описанным выше критериям. То есть, нижний (второй) валик 170, изображенный на фиг.14, должен представлять собой валик с расположенными на нем дискретными формирующими элементами 172, вершины которых являются протяженными в сторону оси первого валика 162 за пределы вершин 165 по меньшей мере некоторых гребней 164 первого (верхнего) валика 162. Верхний валик 170 может, например, содержать стандартный валик типа CD SELF (как показано на фиг.6), валик типа CD SELF с расположением зубцов в шахматном порядке (смотри фиг.6А), валик RKA roll (как на Фиг. 7), еще один валик типа RKA с приподнятыми гребнями, или валик SELF с приподнятыми гребнями (как показано на фиг.14В). В конкретном воплощении, показанном на фиг.14, нижний валик 170 содержит валик CD SELF с расположением элементов в шахматном порядке, как на валике, показанном на фиг.6А. Естественно, что положение валиков, показанное на фиг.14, может быть обратным, или вообще они могут быть расположены в любой другой подходящей ориентации (например, бок о бок), при условии, что между ними образуется зазор.
Будем считать, что тонколистовый материал 10 в своем исходном состоянии содержит исключительно не деформированные области. Когда тонколистовый материал 10 подается в зазор N между валиками, как показано на фиг.14, тонколистовый материал деформируется: (i) первыми формирующими элементами 168 верхнего валика 162, в результате чего формируется множество пространственно разнесенных первых элементов в первых положениях; и (ii) вторыми формирующими элементами 172 нижнего валика 170, в результате чего формируется множество пространственно разнесенных вторых элементов во вторых положениях, отличных от первых положений, так что при этом вторые элементы являются распределенными между первыми элементами. Когда первый набор элементов сформирован, приподнятый гребень поддерживает тонколистовый материал таким образом, что второй набор элементов может быть сформирован в противоположном направлении. Если на валике нет приподнятых гребней, сначала формируют набор элементов, который легче всего формировать (например, отверстия), а второй набор элементов совсем не формируют, потому что если попытаться сформировать второй набор элементов, они не будут сформированы требуемых форм и/или размеров.
На фиг.15 показан пример тонколистового материала 10, которое может быть изготовлено с помощью устройства, аналогичного устройству на фиг.14. Устройство, используемое для формирования тонколистового материала, изображенного на фиг.15, содержит валик типа RKA в качестве верхнего валика 162 устройства, изображенного на фиг.14, но имеющий стандартное (не в шахматном порядке) расположение зубцов, а в качестве нижнего валика используется стандартный (без расположения формирующих элементов в шахматном порядке) валик CD SELF, аналогичный валику 74 на фиг.6. В контексте настоящего описания термин «стандартный» означает, что формирующие элементы на данном валике расположены ровными рядами в направлении движения в машине и в направлении, поперечном движению в машине. Валики 162 и 170 совмещены друг с другом относительно направления движения в машине таким образом, что формирующие элементы 172 на валике SELF совмещены с гребнями 164 на валике RKA. Когда зубцы 168 на валике 162 типа RKA проникают в тонколистовый материал, гребни 164 между зубцами 168 на валике RKA поддерживают тонколистовый материал 10 таким образом, что зубья 172 валика типа SELF также могут проходит через тонколистовый материал 10 и одновременно формировать элементы в противоположном направлении.
Тонколистовый материал, изображенный на фиг.15, имеет первую поверхность 10А, вторую поверхность 10В и сформированные между ними дискретные элементы деформации. Тонколистовый материал 10 содержит в сущности не деформированные области 180, которые соответствуют первой и второй поверхностям 10А и 10В тонколистового материала. Тонколистовый материал 10, изображенное на фиг.15, дополнительно содержит множество пространственно разнесенных первых элементов, таких, как отверстия 182, и множество пространственно разнесенных вторых элементов, таких, как ворсинки 184. Отверстия 182 выталкиваются из плоскости тонколистового материала 10 в одном направлении (вниз в соответствии с ориентацией чертежа на фиг.15), а ворсинки 184 выталкиваются из плоскости тонколистового материала 10 в другом (противоположном) направлении. Как показано на фиг.15, отверстия 182 расположены ровными рядами в направлениях MD и CD. Ворсинки 184 также расположены ровными рядами в направлениях MD и CD. Необходимо однако отметить, что ряды ворсинок расположены между рядами отверстий 182 в направлениях MD и CD, и ряды ворсинок 184 смещены в направлении CD таким образом, что они пространственно разнесены с соседними рядами отверстий 182 на расстояние, составляющее до половины шага между отверстиями 182 в направлении, поперечном движению в машине (CD).
На фиг.15 показан пример сочетания элементов, которое может содержать первые и вторые сформированные в тонколистовом материале элементы. И хотя на чертежах полотен в настоящей заявке в основном показаны сочетания из отверстий и ворсинок, подразумевается, однако первые и вторые элементы деформации во всех воплощениях не ограничиваются отверстиями и ворсинками, и что в зависимости от конфигурации формирующих элементов, тонколистовый материал может также содержать любое другое подходящее сочетание или любую подходящую конфигурацию элементов деформации. Поэтому настоящее изобретение не ограничивается сочетанием элементов, изображенных на фиг.15 и последующих чертежах, а подразумевается, что оно охватывает все возможные сочетания и конфигурации элементов, описанных в настоящей заявке. Кроме того, настоящее изобретение не ограничивается формированием двух типов элементов в первом и втором положениях. Предусматривается также, что в тонколистовом материале могут быть также выполнены дополнительные элементы деформации в третьих, четвертых, пятых и прочих положениях.
Конфигурация валиков, изображенная на фиг.14, может обеспечивать ряд преимуществ. Так, в одном и том же зазоре валики могут формировать тонколистовый материал, имеющий расположенные в смешанном порядке элементы, ориентированные в нескольких направлениях (так, например, отверстия 182 могут быть сформированы путем их выталкивания из плоскости тонколистового материала в одном направлении, а ворсинки 184 могут быть сформированы путем их выталкивания из плоскости тонколистового материала в противоположном направлении). Элементы деформации различных типов могут быть распределены по тонколистовому материалу таким образом, что интервалы между ними могут быть меньше, чем шаг однотипных элементов. Так, например, если в тонколистовом материале сформированы элементы двух различных типов, расстояние между элементами разных типов может быть меньше, чем расстояние между элементами одного и того же типа.
Возможны различные варианты валиков с приподнятыми гребнями. Так, например, на фиг.14D показано альтернативное воплощение валика 162А типа RKA с приподнятыми гребнями, в котором высота Н гребней 164 различна по меньшей мере для некоторых зубцов 168. В данном воплощении верхняя поверхность 165 по меньшей мере одного гребня 164 между одной парой формирующих элементов 168 имеет высоту H1, по меньшей мере на 20% большую, чем высота H2 гребня 164 между другой парой формирующих элементов 168. Данный валик 162А может использоваться в процессе, подобном изображенному на фиг.14, вместо валика RKA с приподнятыми гребнями. На фиг.14В показан еще один возможный тип валика, который в контексте настоящего описания именуется валиком типа SELF с приподнятыми гребнями (162В). Как показано на фиг.14В, данный валик 162В имеет зубцы 168, образующие гребни, и не имеющие точечные вершины.
В одном из вариантов устройства, изображенного на фиг.14, может использоваться дополнительный валик, а сам процесс деформации тонколистового материала может быть двухступенчатым. Само устройство в таком воплощении может напоминать планетарное расположение валиков, показанное на фиг.2. Устройство должно содержать центральный валик 32, первый сателлитный валик 34 и второй сателлитный валик 36. Отличие предлагаемого устройства от известных устройств с планетарным расположением валиков состоит в том, что в нем используются валики инновационных конфигураций, описанных выше. Назначением такого устройства с планетарным расположением модифицированных валиков является формирование в тонколистовом материале двух наборов элементов деформации, а также для дополнительной деформации одного из наборов элементов деформации в одном из зазоров. В таком устройстве центральный валик 32 может содержать валик с приподнятыми гребнями, например, валик типа SELF с приподнятыми гребнями, изображенный на фиг.14B, или валик с приподнятыми гребнями типа RKA (как, например, валики 162 и 162А соответственно). Один из сателлитных валиков 34 или 36 содержит валик, имеющий множество расположенных на нем прерывистых гребней, образующих дискретные формирующие элементы. Второй валик содержит расположенные на нем непрерывные гребни и канавки, как обычный валик для раскатки тонколистового материала. Зазор между центральным валиком 32 с приподнятыми гребнями и сателлитным валиком, содержащим дискретные формирующие элементы, именуется в контексте настоящего описания «первичным зазором», поскольку именно в данном зазоре формируются два набора элементов деформации тонколистового материала. Зазор между центральным валиком 32 с приподнятыми гребнями и сателлитным валиком, содержащим непрерывные гребни и канавки, именуется в контексте настоящего описания «вторичным зазором». Вторичный зазор может быть расположен до первичного зазора или после первичного зазора. Глубина зацепление в первичном и вторичном зазорах может быть одинакова, или же она может быть различна для данных зазоров (например, глубина зацепления может быть больше в зазоре, расположенном далее по ходу тонколистового материала).
В одном не ограничивающем примере воплощения, в котором вторичный зазор расположен перед первичным зазором, первый сателлитный валик 34 может содержать валик для раскатки, а второй сателлитный валик 36 может содержать валик типа SELF. В таком воплощении во вторичном зазоре между центральным валиком 32 с приподнятыми гребнями и валиком 34 для раскатки центральный валик 32 с приподнятыми гребнями формирует первый набор элементов деформации в тонколистовом материале, (например, трехмерные отверстия, если центральный валик 32 является валиком типа RKA с приподнятыми гребнями, или выступы, если центральный валик 32 является валиком типа SELF с приподнятыми гребнями). Кроме того, раскаточный валик во вторичном зазоре может предварительно растягивать тонколистовый материал в тех же положениях относительно направления CD, в которых валик типа SELF воздействует на тонколистовый материал далее по его ходу в первичном зазоре, тем самым предварительно ослабляя тонколистовый материал и облегчая формирование в нем второго набора деформаций. Затем, далее по ходу тонколистового материала, в первичном зазоре между центральным валиком 32 с приподнятыми гребнями и вторым сателлитным валиком 36 типа SELF в тонколистовом материале может быть сформирован второй набор элементов деформации (а именно, вторым сателлитным валиком 36 типа SELF), и первый тип деформации может быть усилен центральным валиком 32 с приподнятыми гребнями.
В одном из не ограничивающих примеров воплощения, в котором вторичный зазор расположен после первичного зазора, первый сателлитный валик 34 может содержать валик типа SELF, а второй сателлитный валик 36 может содержать раскаточный валик. В таком воплощении в первичном зазоре между центральным валиком 32 с приподнятыми гребнями и первым сателлитным валиком 34 типа SELF данные валики в совокупности формируют первый и второй наборы элементов деформации в тонколистовом материале (так, например, центральный валик 32 формирует трехмерные отверстия, если он является валиком типа RKA с приподнятыми гребнями, или выступы, если он является валиком типа SELF с приподнятыми гребнями, а валик типа SELF формирует выступы или ворсинки). Затем, далее по ходу тонколистового материала, во вторичном зазоре между центральным валиком 32 с приподнятыми гребнями и вторым сателлитным раскаточным валиком степень деформации тонколистового материала в первых элементах деформации, сформированных центральным валиком 32 с приподнятыми гребнями, может быть усилена тем же центральным валиком 32.
Вариант устройства, изображенного на фиг.14, описанный выше, может быть полезен тем, что он может обеспечивать большую гибкость в формировании элементов деформации, чем устройство, изображенное на фиг.14. В устройстве, изображенном на фиг.14 и имеющем единственный зазор, степень деформации, которая может быть придана тонколистовому материалу, первыми и вторыми формирующими компонентами 162 и 170, зависит от геометрии применяемого оборудования и глубины зацепления формирующих компонентов. В устройстве с одним зазором данные факторы взаимосвязаны. Поэтому воплощение устройства, описанное выше, может обеспечивать следующие преимущества: (1) независимое управление формированием первого и второго набора элементов деформации; и, при некоторых конфигурациях валиков - (2) предварительное растяжение материала в положениях, в которых должен быть сформирован второй набор элементов деформации.
В. Способы, в которых используется несколько этапов деформации
Способы в соответствии с настоящим изобретением могут также включать несколько этапов деформации. Данные способы, включающие несколько этапов деформации, могут выполняться с помощью любых подходящих устройств, описанных в предыдущих разделах настоящей заявки. Несмотря на то, что способы, в которых используется несколько этапов деформации, описаны далее на примерах устройств с гнездовым расположением валиков, в которых используется относительно малое количество валиков в стандартном гнездовом расположении, следует понимать, что это делается для простоты описания, и любые из устройств, предлагаемых в настоящем изобретении (например, гибридные, в виде замкнутой петли, устройства с совместно используемыми валиками) могут использоваться при любом подходящем количестве валиков для выполнения требуемых видов деформации.
Устройства, в которых используется несколько этапов деформации для формирования смешанным образом расположенных элементов деформации в тонколистовом материале, как правило, содержат как минимум три зазора, сформированные четырьмя валиками. Два из зазоров являются деформирующими зазорами для выполнения деформации, в которых выполняется необратимая деформация тонколистового материала, и получается единожды деформированный исходный тонколистовый материал с первым набором элементов деформации, и затем дважды деформированный тонколистовый материал со вторым набором элементов деформации. Третий зазор может быть переводным зазором, расположенным между деформирующими элементами, и в котором не происходит необратимой деформации тонколистового материала. Переводной зазор может использоваться для подачи другой стороны тонколистового материала на следующий этап деформации, на котором на противоположной стороне тонколистового материала могут быть сформированы элементы деформации другого типа. Переводной зазор может также использоваться для смещения валиков, обеспечивающих последовательные этапы деформации, в результате чего различные наборы элементов деформации могут быть сформированы в различных дорожках относительно направления CD, и можно добиться более тесного расположения элементов деформации. В зависимости от конфигурации и расположения валиков, формирующие элементы на втором деформирующем зазоре могут вступать в контакт с тонколистовым материалом в одной из следующих конфигураций: 1) в тех же положениях, что и в первом деформирующем зазоре; 2) в по меньшей мере частично отличающихся положениях, что подразумевает, что по меньшей мере некоторые вторые положения по меньшей мере частично совпадают с первыми положениями; 3) в полностью отличных положениях.
Деформирующие зазоры могут содержать первый валик с расположенными на нем дискретными протяженными наружу элементами и второй валик, сопрягающийся с первым валиком, для формирования дискретных элементов деформации. Первый валик может содержать валик типа SELF, RKA или валик с протяженными наружу элементами для выполнения тиснения. Второй валик предпочтительно содержит раскаточный валик или валик с протяженными вовнутрь элементами для выполнения тиснения, в зависимости от типа валика, выбранного для первого валика. В некоторых случаях может быть желательным, чтобы второй валик содержал дискретные протяженные наружу элементы, например, когда планируется использовать данный способ для уменьшения плотности укладки волокон (например, в материалах для сухой полировки или прочих структурах влажной укладки). Валики, образующие переводные зазоры, могут быть расположены в одной из следующих конфигураций: i) конфигурация «вершина к вершине», при которой наиболее выступающие части поверхностей валиков в сущности совмещаются друг с другом в зазоре; или ii) смещенная конфигурация, при которой наиболее выступающие части поверхностей валиков могут входить в зацепление друг с другом. В качестве валиков, образующих переводной зазор, могут использоваться валики любых типов, перечисленных выше (валик типа SELF, валик типа RKA, раскаточный валик, валик с протяженными наружу элементами для выполнения тиснения, валик с протяженными вовнутрь элементами для выполнения тиснения). Ниже описан ряд конкретных воплощений, в которых валики с расположенными на них дискретными протяженными наружу формирующими элементами, используемыми для формирования элементов деформации в тонколистовом материале, являются первым и последним формирующими валиками устройства.
На фиг.16 показан пример устройства 190 для деформирования тонколистового материала 10, которое содержит несколько валиков в гнездовом расположении. В данном воплощении устройство содержит четыре валика 192, 194, 196 и 198. В устройствах, в которых применяется несколько этапов деформации, некоторые из зазоров могут использоваться собственно для деформации тонколистового материала, а некоторые зазоры, особенно промежуточные, расположенные между зазорами для деформации тонколистового материала, могут использоваться для других целей, например, для перевода тонколистового материала на другую сторону. Так, например, в некоторых не ограничивающих воплощениях, например, в воплощении на фиг.16, некоторые из валиков, например, 194 и 196, могут образовывать промежуточный зазор N2, используемый для подачи тонколистового материала другой стороной на следующий этап деформации. При этом подразумевается, что в любом из воплощений настоящего изобретения валики, содержащие расположенные на них дискретные протяженные наружу формирующие элементы, используемые для формирования элементов деформации на тонколистовом материале, не обязательно должны быть первым и последним валиком устройства. В других воплощениях валики с протяженными наружу дискретными формирующими элементами могут включать один или более промежуточных валиков. Так, например, валики с расположенными на них дискретными протяженными наружу формирующими элементами могут содержать два промежуточных валика, образующих переводной зазор, а первый и последний валики могут содержать валики с сопряженными формирующими элементами, протяженными вовнутрь. В качестве альтернативы, валики могут чередоваться друг с другом таким образом, что валики через один будут содержать дискретные формирующие элементы, протяженные наружу, а все валики между ними будут валиками с сопряженными им формирующими элементами, протяженными вовнутрь. Независимо от конфигурации валиков между этапами деформации тонколистового материала, может иметься по меньшей мере один этап перевода тонколистового материала с выполнением его деформации, которая не является необратимой.
Способ деформации тонколистового материала, выполняемый с помощью устройства, изображенного на фиг.16, содержит начальный этап подачи тонколистового материала 10 в первый зазор N1, сформированный между первой парой в целом цилиндрических, входящих в зацепление друг с другом валиков: первым валиком 192 и вторым валиком 194. В данном воплощении первый валик 192 имеет поверхность, на которой расположены дискретные протяженные наружу формирующие элементы 200. Первый валик 192 может быть валиком любого подходящего типа, обладающим такими свойствами, включая, но не ограничиваясь ими: валик с протяженными наружу элементами для выполнения тиснения, валиком типа RKA или валиком типа SELF. В воплощении, показанном на фиг.16, первый валик 192 является валиком типа RKA. Второй валик должен быть подобран таким образом, чтобы он образовывал с первым валиком 192 зазор, обеспечивающий выполнение необратимой деформации в тонколистовом материале 10. Второй валик 194 должен также взаимодействовать с третьим валиком 196, обеспечивая управление движением тонколистового материала и его перенос к последующему деформирующему зазору, без необратимой деформации тонколистового материала. Второй валик 194 имеет поверхность с расположенными на ней выступами 202 и/или углублениями 204, при этом все выступы 202 (то есть участки поверхности между углублениями) образуют наиболее выступающие в радиальном направлении участки 206 на поверхности второго валика 194. Второй валик 194 может быть валиком любого подходящего типа, включая, но не ограничиваясь ими: валики с протяженными вовнутрь или наружу элементами для выполнения тиснения, раскаточный валик или валик типа SELF. В воплощении, изображенном на фиг.16, второй валик 194 является раскаточным валиком. Сечение зазора N1 между входящими в зацепление первым и вторым валиками 192 и 194 показано на фиг.16A.
Третий валик 196 должен также взаимодействовать со вторым валиком 194, обеспечивая управление движением тонколистового материала 10 и его перенос к последующему деформирующему зазору без необратимой деформации тонколистового материала. Третий валик 196 имеет поверхность с расположенными на ней выступами 208 и/или углублениями 210, при этом выступы 212 (то есть участки поверхности между углублениями 210) образуют наиболее выступающие в радиальном направлении участки 212 на поверхности третьего валика 196. Третий валик 196 может быть валиком любого подходящего типа, включая, но не ограничиваясь ими: валики с протяженными вовнутрь или наружу элементами для выполнения тиснения, раскаточный валик или валик типа SELF. В воплощении, изображенном на фиг.16, третий валик 196 является раскаточным валиком. Сечение зазора N2 между вторым валиком 194 и третьим валиком 196 показано на фиг.16А. Как показано на фиг.16В, третий валик 196 не входит в зацепление со вторым валиком 194. Вместо этого, валики расположены таким образом, что наиболее выступающие наружу части 202 второго валика 194 совмещаются с наиболее выступающими частями 212 третьего валика 196. Такое совмещение валиков с тонколистовым материалом, как показано на фиг.16В, в контексте настоящего описания именуется переносом «вершина к вершине». За счет такого переноса тонколистового материала 10 он ориентируется таким образом, что вторая поверхность 10 В тонколистового материала 10 будет обращена к третьему валику 196. Для валиков, содержащих гребни и канавки, такой тип переноса обеспечивает также совмещение валиков в последующем деформирующем зазоре таким образом, что второй набор формируемых элементов деформации будет в сущности выровнен с первым набором сформированных элементов деформации в направлении CD. Зазор между переводными валиками подбирается таким образом, чтобы тонколистовый материал не претерпевал необратимой деформации в зазоре, но чтобы при этом валики оставались в достаточной близости друг к другу, чтобы не было свободно провисающих участков тонколистового материала длиннее чем 2 см, и тонколистовый материал постоянно находился бы в совмещении.
После этого тонколистовый материал 10 подается в третий зазор N3 между третьим валиком 196 и четвертым валиком 198. Сечение зазора N3 между входящими в зацепление третьим и четвертым валиками показано на фиг.16С. Четвертый валик имеет поверхность с расположенными на ней дискретными формирующими элементами 214. Четвертый валик 198 может быть валиком любого подходящего типа, включая, но не ограничиваясь ими: валик с протяженными наружу элементами для выполнения тиснения, валик типа RKA или валик типа SELF. В воплощении, изображенном на фиг.16, четвертый валик 198 является валиком типа SELF. Если требуется формирование в тонколистовом материале элементов деформации со смешанным расположением на тонколистовом материале, как показано на фиг.17 и 18, то валики, образующие деформирующие зазоры, должны быть расположены с таким фазовым сдвигом, чтобы первый и второй наборы элементов деформации выполнялись в по меньшей мере частично отличающихся положениях по отношению друг к другу.
Элементы на различных валиках, показанных на фиг.16, включают, но не ограничиваются ими: элементы, протяженные в направлении CD, элементы, протяженные в направлении MD, элементы, совмещенные в рядах, или расположенные в шахматном порядке, элементы, не выровненные в рядах, то есть расположенные с неодинаковыми интервалами, а также элементы в виде приподнятых гребней. Входящие в зацепление части валиков должны быть спроектированы таким образом, чтобы имелся достаточный зазор для прохождения тонколистового материала при данной глубине зацепления.
При подаче тонколистового материала 10 в первый зазор N1 устройства, изображенного на фиг.16, тонколистовый материал 10 деформируется в первых положениях, в результате чего в тонколистовом материале 10 образуется первый набор формируемых элементов деформации. Первый набор формируемых элементов содержит участки в первых положениях на тонколистовом материале, протяженные наружу от второй поверхности 10В тонколистового материала. Примеры таких формируемых элементов показаны на фиг.17 и 18 и будут более подробно описаны ниже. Тип и характер совмещения формируемых элементов зависят от конфигурации и характера совмещения валиков. После этого исходный тонколистовый материал 10 подается во второй зазор N2, на котором тонколистовый материал переносится со второго валика 194 на третий валик 196. В данном зазоре происходит перенос тонколистового материала и ориентирование тонколистового материала таким образом, что вторая поверхность 10 В тонколистового материала 10 на третьем валике 196 становится обращенной наружу от валика. Когда тонколистовый материал подается в третий зазор N3 между третьим валиком 196 и четвертым валиком 198, тонколистовый материал 10 деформируется во вторых положениях, при этом по меньшей мере некоторые из формирующих элементов 214 в третьем зазоре N3 деформируют уже деформированный один раз исходный тонколистовый материал в положениях, по меньшей мере частично отличных от положений, в которых исходный тонколистовый материал был деформирован в первом зазоре N1. В третьем зазоре тонколистовый материал 10 необратимо деформируется во вторых положениях, в результате чего формируется второй набор элементов деформации в тонколистовом материале. Второй набор формируемых элементов содержит участки тонколистового материала, протяженные наружу от первой поверхности 10А полотна, и в результате этого формируется дважды деформированный тонколистовый материал.
На фиг.17 показано воплощение нетканого тонколистового материала 10, изготовленного с использованием устройства, изображенного на фиг.16, в котором первый валик 192 является валиком типа RKA с расположением деформирующих элементов в шахматном порядке, а четвертый валик 198 является валиком типа CD SELF с расположением деформирующих элементов в шахматном порядке. В тонколистовом материале на фиг.17 первые элементы деформации (находящиеся в первых положениях), сформированные в первом зазоре N1, содержат множество пространственно разнесенных отверстий 182. Вторые элементы деформации (находящиеся во вторых положениях), сформированные впоследствии в третьем зазоре N3, содержат множество пространственно разнесенных ворсинок 184. Отверстия 182 при их формировании выталкиваются из плоскости тонколистового материала в одном направлении (вниз на фиг.17), а ворсинки 184 при их формировании выталкиваются из плоскости тонколистового материала в противоположном направлении (вверх). Как показано на фиг.17, отверстия 182 расположены ровными рядами в направлениях MD, CD и диагонально. Ворсинки 184 также расположены ровными рядами в направлениях MD, CD и диагонально. Однако между любыми двумя отверстиями 182 имеются промежутки, и в данных промежутках расположена ворсинка 184. Иными словами, ворсинки 184 и отверстия 182 расположены смешанным образом. Первые и вторые элементы деформации могут быть расположены в сущности в одних и тех же рядах в направлениях MD и CD, то есть можно сказать, что первые и вторые элементы деформации чередуются в направлениях MD и CD. В данном воплощении ворсинки 184 могут отстоять от соседних рядов отверстий 182 на расстояние в направлении, поперечном движению в машине (CD), примерно равное шагу между рядами отверстий 184.
Если в настоящем описании упоминается, что те или иные элементы в сущности выровнены с другими элементами, или расположены в тех же рядах, что и другие элементы деформации, то это относится по меньшей мере к большинству упоминаемых элементов. Так, например, если упоминается, что вторые элементы деформации расположены в сущности в тех же рядах, что и первые элементы деформации, то это означает, что по меньшей мере большинство первых элементов расположено в тех же рядах, что и первые элементы деформации. Конечно же, в любом из воплощений настоящего изобретения первые и вторые элементы деформации могут быть смещены по отношению друг к другу, в результате чего они не будут расположены в одних и тех же рядах. Кроме того, вторые элементы деформации не обязательно должны быть расположены на таких расстояниях от первых элементов деформации, чтобы расстояние от любого элемента деформации до соседних элементов деформации было одинаковым по всем его сторонам.
На фиг.18 показано воплощение нетканого тонколистового материала 10, изготовленного с помощью устройства, изображенного на фиг.16, в котором первый валик 192 является стандартным валиком RKA, а четвертый валике 198 является стандартным валиком CD SELF. В тонколистовом материале, изображенном на фиг.18, первые элементы деформации, сформированные в первом зазоре N1, содержат множество пространственно разнесенных отверстий 182, а вторые элементы деформации, формируемые впоследствии на третьем зазоре N3, содержат множество пространственно разнесенных ворсинок 184. Отверстия 182 при их формировании выталкиваются из плоскости тонколистового материала в одном направлении (вниз на фиг.18), а ворсинки 184 при их формировании выталкиваются из плоскости тонколистового материала в противоположном направлении (вверх). Как показано на фиг.18, отверстия 182 расположены ровными рядами в направлениях MD и CD. Ворсинки 184 также расположены ровными рядами в направлениях MD и CD. При этом ряды ворсинок 184 расположены между рядами отверстий 182 в направлении MD, так что между любыми двумя рядами отверстий 182 имеется ряд ворсинок 184. Иными словами, ряды отверстий 182 и ворсинок 184 чередуются друг с другом в направлении MD. Расстояние между элементами соседних рядов (в направлении MD) примерно равно шагу между элементами в направлении, поперечном движению в машине (CD).
На фиг.19 показан пример устройства 220 и способа, используемых для деформации тонколистового материала, при котором последующие деформации тонколистового материала выполняются в ориентации, отличной от ориентации предыдущих деформаций, и в положениях относительно направления CD, отличных от положения предыдущих деформаций. Такой процесс может использоваться для получения тонколистового материала с более тесным расположением элементов деформации, чем это возможно при существующем уровне техники, в частности, в процессах с валиками, содержащими гребни и канавки.
Устройство 220, изображенное на фиг.19, содержит четыре валика 222, 224, 226 и 228. Устройство 220, изображенное на фиг.19, аналогично устройству на фиг.16, и отличается от него только характером совмещения второго и третьего валиков 224 и 226, образующих зазор N2. Валики, образующие зазор N2, расположены не «вершина к вершине», а смещенным образом. Второй и третий валики 224 и 226 имеют конфигурации, обеспечивающие их по меньшей мере частичное зацепление друг с другом. В воплощении, изображенном на фиг.19, второй и третий валики 224 и 226 могут содержать расположенные на них дискретные и/или непрерывные формирующие элементы. Зазоры между различными валиками устройства 220, изображенного на фиг.19, подробно показаны на фиг.19А, 19В и 19С. Как показано на фиг.19А, первый зазор N1 между первым и вторым валиками 222 и 224 может быть аналогичен первому зазору устройства, изображенного на фиг.16. Формирующие элементы 230 первого валика 222 вступают в зацепление с выступами 232 и углублениями 234 второго валика 224. На фиг.19В показан второй зазор N2 между вторым и третьим валиками 224 и 226. Как показано на фиг.19В, в данном воплощении элементы второго и третьего валиков 224 и 226 не выровнены друг относительно друга в конфигурации «вершина к вершине», как в устройстве на фиг.16, а вместо этого расположены таким образом, что вершины 236 и 242 валиков совмещаются с канавками 240 и 234 противоположного валика соответственно. Характер совмещения второго и третьего валиков 224 и 226 не требует, однако, точного совмещения вершин 236 и 242 элементов соответствующих валиков с центрами канавок противоположного валика. При необходимости вершины деформирующих элементов могут быть смещены относительно центров канавок противоположного валика. Как видно из фиг.19С, третий зазор N3 между третьим и четвертым валиками 226 и 228 аналогичен соответствующему зазору на фиг.16. Отличие в характере совмещения второго и третьего валиков 224 и 226 обуславливает необходимость смещения положения формирующих элементов 244 на четвертом валике 228 (на расстояние до половины шага) относительно их положения на фиг.16. Промежуточные второй и третий валики 224 и 226 могут быть совмещены таким образом, чтобы обеспечить любое подходящее смещение формирующих элементов 244 на четвертом валике 228 (и соответственно элементов деформации на тонколистовом материале 10, получаемых с помощью данных элементов) на расстояние до половины шага между формирующими элементами на валике, с помощью которого выполняется первый набор элементов деформации.
При подаче исходного тонколистового материала 10 в устройство на фиг.19 в первом зазоре N1 (подробно показан на фиг.19А) исходный тонколистовый материал 10 деформируется в первых положениях, в результате чего в тонколистовом материале формируется первый набор элементов деформации, например, трехмерные отверстия 182, показанные на фиг.20. Отверстия являются протяженными наружу от второй поверхности 10В тонколистового материала (вниз на фиг.20). После этого тонколистовый материал подается во второй зазор N2 (подробно показан на фиг.19В), который обеспечивает перенос исходного тонколистового материала 10 со второго валика 224 на третий валик 226. Третий валик 226 имеет поверхность, содержащую множество протяженных наружу элементов 238. Как показано на фиг.19В, валики расположены таким образом, что протяженные наружу элементы 232 второго валика 224 выровнены с протяженными наружу элементами 238 третьего валика 226 (в направлении, поперечном движению в машине), и вторая поверхность 10В тонколистового материала на третьем валике обращена наружу. Поверхность третьего валика 226 имеет такую структуру, что: (i) он не входит в зацепление со вторым валиком; либо (ii) он входит в зацепление со вторым валиком, но не в такой степени, чтобы исходный тонколистовый материал 10 претерпевал во втором зазоре N2 необратимую деформацию. После этого тонколистового материал ый10 подается в третий зазор N3 (подробно показан на фиг.19С) между третьим валиком 226 и четвертым валиком 228. На поверхности четвертого валика 228 расположены формирующие элементы 244. При подаче исходного тонколистового материала 10 в третий зазор N3 происходит деформация исходного тонколистового материала 10 во вторых положениях. На данном этапе по меньшей мере некоторые из формирующих элементов 244 в третьем зазоре N3 деформируют единожды деформированный тонколистовый материал 10 во вторых положениях, по меньшей мере частично отличных от первых положений, в которых был деформирован исходный тонколистовый материал 10 в первом зазоре N1. В результате этого в тонколистовом материале формируется второй набор элементов деформации, содержащий части, протяженные наружу от первой поверхности 10А тонколистового материала. Таким образом исходный тонколистовый материал 10 становится дважды деформированным.
Возможны любые подходящие сочетания способов и устройств в соответствии с настоящим изобретением. Так, например, на фиг.21 показано воплощение способа и устройства, которое сочетает в себе отдельные особенности процессов, изображенных на фиг.16 и 19. В данном воплощении устройство 250 имеет пять валиков 252, 254, 256, 258 и 260. Способ, реализуемый на данном устройстве, включает начальный этап подачи исходного тонколистового материала 10 в первый зазор N1 между первой парой в сущности цилиндрических, входящих в зацепление валиков 252 и 254. Первый валик 252 имеет поверхность, на которой расположены дискретные протяженные наружу формирующие элементы 262, а второй валик 254 имеет поверхность, на которой расположены выступы 264 и/или углубления 266, при этом выступы 264 (то есть участки поверхности между углублениями 266) образуют наиболее выступающие в радиальном направлении участки 268 на поверхности второго валика 254. При подаче исходного тонколистового материала 10 в первый зазор N1 исходный тонколистовый материал 10 деформируется в первых положениях, в результате чего в тонколистовом материале формируется первый набор элементов деформации. Первый набор элементов деформации содержит части, протяженные наружу от второй поверхности 10В тонколистового материала. После этого исходное тонколистовый материал 10 подается во второй зазор N2 (подробно показан на фиг.21В), который обеспечивает перенос исходного тонколистового материала 10 со второго валика 254 на третий валик 256.
Третий валик 256 имеет поверхность с расположенными на ней выступами 270 и/или углублениями 272, при этом выступы 270 (то есть участки поверхности между углублениями 272) образуют наиболее выступающие в радиальном направлении участки 274 на поверхности данного валика. Третий валик 256 не входит в зацепление со вторым валиком 254. Валики расположены таким образом, что наиболее выступающие наружу части 268 второго валика 254 в сущности выровнены с наиболее выступающими наружу частями 274 третьего валика 256, в результате чего при такой конфигурации выступов «вершина к вершине» обеспечивается перенос тонколистового материала 10 с валика на валик, и на третьем валике 256 вторая поверхность 10В тонколистового материала обращена наружу. После этого исходный тонколистовый материал 10 подается в третий зазор N3 (подробно показан на фиг.21С), в котором происходит перенос тонколистового материала 10 с третьего валика 256 на четвертый валик 258. Четвертый валик 258 имеет поверхность, содержащую выступы 276 и/или углубления 278, при этом выступы 276 (то есть участки поверхности между углублениями 278) образуют наиболее выступающие в радиальном направлении участки 280 на поверхности данного валика. Валики расположены таким образом, что наиболее выступающие части 274 третьего валика 256 выровнены в направлении, поперечном движению в машине, с наиболее выступающими частями 280 на поверхности четвертого валика 258, и первая поверхность 10А тонколистового материала на четвертом валике 258 обращена наружу. После этого тонколистовый материал 10 подается в четвертый зазор N4 (подробно показан на фиг.21D) между четвертым валиком 258 и пятым валиком 260. Пятый валик содержит расположенные на его поверхности формирующие элементы 282. При подаче исходного тонколистового материала 10 в четвертый зазор N4 происходит деформация исходного тонколистового материала 10 во вторых положениях, при этом по меньшей мере некоторые из формирующих элементов 282 в четвертом зазоре N4 деформируют единожды деформированный тонколистовый материал 10 во вторых положениях, по меньшей мере частично отличных от первых положений, в которых был деформирован исходный тонколистовый материал 10 в первом зазоре N1. В результате этого в тонколистовом материале формируется второй набор элементов деформации, содержащий части, также протяженные наружу от первой поверхности 10А тонколистового материала. Таким образом исходный тонколистовый материал 10 становится дважды деформированным. Такое устройство 250 может использоваться для различных целей, включая, но не ограничиваясь ими, деформирование тонколистового материала в различных дорожках относительно направления CD, что позволяет сформировать элементы деформации с повышенной густотой, или сформировать несколько типов перемешанных друг с другом элементов деформации, формирующие элементы для которых не могут быть выгравированы на одном валике при приемлемых экономических затратах.
На фиг.22 показано воплощение нетканого тонколистового материала 10, изготовленного с использованием устройства, изображенного на фиг.21, в котором первый валик 252 является стандартным валиком типа CD SELF, пятый валик 260 является стандартным валиком типа RKA, а второй, третий и четвертый валики являются раскаточными валиками. В тонколистовом материале, изображенном на фиг.22, вторые области содержат множество пространственно разнесенных отверстий 182, а третьи области содержат множество пространственно разнесенных ворсинок 184. Как отверстия 182, так и ворсинки 184 сформированы путем выталкивания их из плоскости тонколистового материала в одном и том же направлении (вверх в соответствии с ориентацией данного чертежа). Как показано на фиг.22, отверстия 182 выровнены в ряды в направлениях MD и CD. Ряды ворсинок 184 расположены между рядами отверстий 182 относительно направлений MD и CD, и при этом ряды ворсинок 184 смещены в направлении CD, так что они разнесены с соседними с ними отверстиями (относительно направления CD) на расстояние, составляющее до половины шага между отверстиями 182 в направлении, поперечном движению в машине (CD).
На фиг.23 показано воплощение нетканого тонколистового материала 10, изготовленное с использованием варианта устройства с планетарным расположением валиков, изображенного на фиг.14. В устройстве, используемом для формирования тонколистового материала, изображенного на фиг.23, сателлитные валики могут содержать дискретные протяженные наружу формирующие элементы, а центральный валик может содержать непрерывные (например, в виде канавок) или дискретные протяженные вовнутрь элементы, с которыми могут вступать в зацепление протяженные наружу дискретные формирующие элементы. Так, например, центральный валик может быть раскаточным валиком, а два сателлитных валика могут содержать валик типа RKA с расположением элементов в шахматном порядке валик типа SELF с расположением элементов в шахматном порядке, элементы которых смещены в направлении MD, то есть они воздействуют на тонколистовый материал в различных местах относительно направления MD. В тонколистовом материале на фиг.23 вторые области содержат множество разнесенных друг от друга отверстий 182, а третьи области содержат множество разнесенных друг от друга ворсинок 184. Как отверстия 182, так и ворсинки 184 сформированы путем выталкивания их из плоскости тонколистового материала в одном и том же направлении (вверх в соответствии с ориентацией данного чертежа). Как показано на фиг.23, отверстия 182 выровнены в рядах в направлениях MD, CD и диагонально. Ворсинки 184 также выровнены в рядах в направлениях MD, CD и диагонально. Между любыми двумя отверстиями 182 в рядах, протяженных в направлениях MD и CD, имеется промежуток, и в данном промежутке расположена ворсинка. Иными словами, ворсинки 184 и отверстия 182 расположены смешанным образом и могут быть расположены в сущности в тех же рядах, протяженных в направлениях MD и CD, что и отверстия 182, в результате чего вторые и третьи области будут чередоваться в направлениях MD и CD. Ворсинки 184 отстоят от соседних рядов отверстий 182 на расстояние (в направлении, поперечном движению в машине (CD)), примерно равное шагу между отверстиями 182.
С. Альтернативные воплощения
Возможны многочисленные альтернативные воплощения материалов из деформированных полотен и способов их изготовления.
Способы в соответствии с настоящим изобретением не обязательно должны использоваться для изготовления смешанных наборов элементов деформации, расположенных в различных положениях на тонколистовом материале. В альтернативных воплощениях способ может, например, содержать этап подачи тонколистового материала в устройство с «гнездовым» расположением валиков, при котором по меньшей мере два из валиков образуют по меньшей мере два или более зазоров с другими валиками, и устройство может иметь конфигурацию, обеспечивающую деформацию тонколистового материала в том же самом положении в каждом зазоре. Такие устройства и способы могут использоваться для снятия напряжений в областях тонколистового материала, в которых производится его деформация. Так, например, может быть желательно сначала деформировать тонколистовый материал до некоторой степени в первом зазоре, а затем деформировать тонколистовый материал в большей степени во втором зазоре.
В некоторых воплощениях способ может содержать подачу тонколистового материала в устройство с множеством деформирующих зазоров, и устройство может иметь конфигурацию, обеспечивающую деформацию тонколистового материала в том же самом положении, но на противоположной поверхности тонколистового материала. Это может быть полезно для уменьшения плотности материалов для сухой шлифовки или прочих материалов, получаемых способом влажной укладки.
Еще в некоторых воплощениях способ может содержать пропускание тонколистового материала через устройство с множеством деформирующих зазоров, и данное устройство может иметь конфигурацию, обеспечивающую выполнение элементов деформации в тех же положениях и на той же самой поверхности тонколистового материала, но размеры и/или форма формирующих элементов в первом деформирующем зазоре могут отличаться от соответствующих параметров деформирующих элементов в последующем деформирующем зазоре. Такое устройство может, например, использоваться для изначального формирования элемента деформации (например, трехмерной области с отверстием, выступом или углублением) в первом зазоре, и затем, во втором зазоре, для увеличения данного элемента в размерах или придания ему иной формы.
В других воплощениях могут быть изготовлены деформированные тонколистовые материалы, имеющие различные области на своей поверхности, содержащие различные элементы. Так, например, может быть изготовлен деформированный тонколистовый материал, который имеет первую область, содержащую первое сочетание элементов (например, ворсинки, протяженные вверх, смешанные с ворсинками, протяженными вниз), и вторую область, содержащую второе сочетание элементов (например, ориентированные вверх ворсинки и ориентированные вниз отверстия).
В любом из воплощений, описанных в настоящей заявке, тонколистовый материал может содержать один или более слоев. Дополнительные слои могут быть введены на любом из зазоров. В частности, в тонколистовый материал могут вводиться дополнительные слои, содержащие различные химические соединения и смеси, придающие ему улучшенный эстетический вид, проводящие, ароматические или механические свойства. Такие дополнительные слои могут быть выбраны таким образом, что они будут протяженными по всей ширине или не по всей ширине тонколистового материала (или материалов), введенных в состав материала до зазора, в котором вводится данный дополнительный слой. Таким способом может быть изготовлен ламинат, в котором некоторые области содержат количество слоев, отличное от количества слоев в других областях. В других воплощениях ламинатов различные области могут содержать одинаковое число слоев, но некоторые элементы деформации могут по своей толщине содержать разное количество слоев. Так, например, в первом зазоре на нетканом тонколистовом материале 14 могут быть сформированы ворсинки, и затем во второй зазор, расположенный далее по ходу тонколистового материала, может быть введена тонкая пленка 16. При этом во втором зазоре могут формироваться ворсинки из пленки и нетканого тонколистового материала. Как показано на фиг.24, полученный в итоге ламинат может содержать ворсинки 184 из нетканого тонколистового материала с натянутой под ними пленкой (в тех местах, в которых не формировались элементы деформации во втором зазоре), в то время как прочие ворсинки (в местах воздействия деформирующих элементов во втором зазоре содержат как нетканый тонколистовый материал, так и выстилающую его пленку. Возможны многочисленные варианты данного способа, а также получаемые с их помощью структуры, в которых могут применяться различные типы формирующих элементов, а также различные способы и порядок введения слоев тонколистового материала. Описанный в настоящей заявке способ многоэтапной деформации тонколистового материала обеспечивает возможность независимого управления формированием элементов в многослойной структуре, и возможность придания формируемым элементам дополнительных функций и улучшенного эстетического вида.
Еще в одном альтернативном воплощении способ может содержать пропускание тонколистового материала через устройство, содержащее множество зазоров, образованных валиками типа SELF, с помощью которых обеспечивается более постепенное растяжение тонколистового материала, чем в процессе раскатки. Известно, что валики типа SELF обеспечивают более плавное растяжение тонколистового материала, чем раскаточные валики, поскольку меньшее количество материала зажато на зубьях, и соответственно большее количество материала доступно для его деформации. Конфигурация устройства может обеспечивать возможность деформации тонколистового материала в множестве дискретных положений, например, в первых положения, а затем в положения, расположенных в непосредственной близости к первым положениям. Этапы деформации повторяются до тех пор, пока не будут деформированы все области в ряду, и не будет сформирована непрерывная полоса деформации. Деформированное таким образом тонколистовый материал напоминает раскатанный тонколистовый материал. Валики типа SELF в таком устройстве могут содержать валики типа CD SELF, MD SELF, в том числе CD SELF или MD SELF с деформирующими элементами, расположенными в шахматном порядке. Глубина зацепления зубцов валиков типа SELF в таком воплощении может (хотя это и не обязательно), увеличиваться с последующими зазорами по ходу тонколистового материала.
Примеры
В одном из не ограничивающих примеров для формирования в нетканом тонколистовом материале смешанных друг с другом отверстий и ворсинок, ориентированных в противоположных направлениях, как в тонколистовом материале, изображенном на фиг.15, может использоваться устройство, содержащее валик типа RKA с приподнятыми гребнями с шагом 80, находящийся в зацеплении с валиком типа SELF с шагом 80, подобное изображенному на фиг.14С. Здесь и далее значения шага (например, шаг 80) указаны в тысячных долях дюйма (0,0254 мм). Нетканый тонколистовый материал может иметь любой подходящий удельный вес, даже достаточно малый, вплоть до примерно 15 г/м2. В данном примере используется нетканый тонколистовый материал типа спанбонд с удельным весом 28 г/м2 из двухкомпонентных волокон структуры «оболочка из полиэтилена - ядро из полипропилена». Валик типа RKA с приподнятыми гребнями имеет дискретные формирующие элементы, ориентированные таким образом, что их длинное измерение является протяженным в направлении MD. Зубцы расположены стандартным образом, то есть ближайшие друг к другу зубцы расположены ровными рядами в направлении CD. Зубцы на валике RKA имеют форму шестигранной пирамиды, с гранями, сужающимися от основания к острой вершине. Высота зубцов ТН составляет 0,270 дюйма (6,9 мм), высота гребня составляет 0,170 дюйма (4,3 мм). Угол отклонения от вертикали боковой стенки на длинной стороне зубца составляет примерно 5°, а угол отклонения от вертикали боковой стенки на головном и хвостовом краях зубцов составляет примерно 28,5°. Валик типа RKA содержит зубцы, расположенные на одинаковых расстояниях друг от друга в направлении MD, а именно, расстояние между вершинами зубцов в направлении MD 0,320 дюйма (8,1 мм), и шаг Р между зубцами в направлении CD составляет 0,080 дюйма (2 мм). Зубцы на валике типа SELF также расположены стандартным образом и ориентированы таким образом, что их длинное измерение является протяженным в направлении MD. Зубцы имеют одинаковую длину TL вдоль окружности боковой поверхности валика, от головного края LE до хвостового края ТЕ, составляющую примерно 0,080 дюйма (2 мм), радиус TR закругления вершины зубца, составляющий примерно 0,005 дюйма (0,13 мм), расположены на одинаковом расстоянии TD друг от друга по окружности боковой поверхности валика, составляющем примерно 0,240 дюйма (6,1 мм), и имеют высоту ТН, составляющую примерно 0,270 дюйма (6,9 мм). Длинные стороны зубцов имеют угол отклонения боковой стенки от вертикали, составляющий примерно 3°, а головной и хвостовой края зубцов имеют вертикальные боковые стенки. Оба валика имеют диаметр примерно 5,7 дюйма (14,5 см) и поддерживаются нагретыми до температуры 130°C. Валики типа RKA и SELF выровнены в направлении CD таким образом, что зазоры по обе стороны зубцов примерно равны между собой. Валики типа RKA и SELF расположены в фазовом положении относительно направления MD таким образом, что формирующие зубцы валика SELF совмещаются с приподнятыми гребнями валика RKA, и глубина зацепления валиков составляет 0,250 дюйма (6,4 мм).
Во втором не ограничивающем примере для формирования в нетканом тонколистовом материале смешанных друг с другом отверстий и ворсинок, ориентированных в противоположных направлениях, как в тонколистовом материале, изображенном на фиг.17, может использоваться устройство с гнездовым расположением 4 валиков с переводным зазором «вершина к вершине», аналогичное показанному на фиг.16. Нетканый тонколистовый материал может иметь любой подходящий удельный вес, даже достаточно малый, вплоть до примерно 15 г/м2. В данном примере используется нетканый тонколистовый материал типа спанбонд с удельным весом 28 г/м2 из двухкомпонентных волокон структуры «оболочка из полиэтилена - ядро из полипропилена». Первый зазор N1 содержит валик типа RKA с элементами в шахматном порядке с шагом 100, находящийся в зацеплении с раскаточным валиком с шагом 100, при глубине зацепления 0,200 дюйма (5,1 мм). Зубцы на валике RKA имеют форму шестигранной пирамиды, с гранями, сужающимися от основания к острой вершине, и расположены таким образом, что их длинное измерение является протяженным в направлении MD. Зубцы расположены в шахматном порядке, с шагом Р в направлении CD, составляющим 0,100 дюйм (2,5 мм), и с одинаковым расстоянием между вершинами в направлении MD, составляющим примерно 0,250 дюйма (6,5 мм). Высота зубцов ТН составляет 0,270 дюйма (6,9 мм), отклонение боковых стенок зубцов от вертикали на длинных сторонах зубцов составляет 4,7°, а угол отклонения от вертикали боковой стенки на головном и хвостовом краях зубцов составляет 22,5°. Раскаточный валик с шагом 100 имеет соответственно шаг Р в направлении CD, составляющий 0,100 дюйма, высоту ТН зубцов 0,270 дюйма, радиус TR закругления вершины зубца 0,005 дюйма, и угол отклонения боковой стенки от вертикали 4,7°. Валик RKA и раскаточный валик выровнены в направлении CD таким образом, что зазоры по обе стороны зубцов примерно равны между собой. Зазор N2 образован раскаточным валиком с шагом 100, выровненным со вторым раскаточным валиком с шагом 100 в конфигурации «вершина к вершине», как показано на фиг.16В) с глубиной зацепления -0,050′′ (-1,25 мм). Третий зазор N3 образован раскаточным валиком с шагом 100, находящимся в зацеплении с валиком типа SELF с глубиной зацепления 0,135 дюйма (3,4 мм). Зубцы валика SELF с шагом 100 расположены в шахматном порядке и ориентированы таким образом, что их длинное измерение является протяженным в направлении MD. Их шаг Р в направлении CD составляет соответственно 0,100 дюйма. Зубцы имеют одинаковую длину TL вдоль окружности боковой поверхности валика, от головного края LE до хвостового края ТЕ, составляющую примерно 0,120 дюйма (3 мм), радиус TR закругления вершины зубца, составляющий примерно 0,005 дюйма (0,127 мм), расположены на одинаковом расстоянии TD друг от друга по окружности боковой поверхности валика, составляющем примерно 0,130 дюйма (3,3 мм), и и имеют высоту ТН, составляющую примерно 0,270 дюйма (6,9 мм). Длинные стороны зубцов имеют угол отклонения боковой стенки от вертикали, составляющий примерно 4,7°, а головной и хвостовой края зубцов имеют вертикальные боковые стенки. Валик SELF и раскаточный валик выровнены в направлении CD таким образом, что зазоры по обе стороны зубцов примерно равны между собой. Все четыре валика (RKA, SELF и два раскаточных валика) имеют диаметр, составляющий примерно 5,7 дюйма (14,5 см). Валики типа RKA и SELF расположены в фазовом положении относительно направления MD таким образом, что ворсинки формируются примерно посредине между отверстиями (относительно направления MD).
Размеры и их значения, содержащиеся в данном документе, не следует рассматривать как строго ограниченные в точности приведенными значениями. Напротив, если не оговорено особо, под приведенным значением понимается данное значение в точности и все значения, находящиеся в функционально эквивалентной его окрестности. Так, например, значение, обозначенное как 90°, следует рассматривать как «примерно 90°».
Следует понимать, что любое ограничение некоторым максимальным числовым значением, приводимое в настоящем описании, включает любое ограничение меньшим максимальным числовым значением, как если бы все такие ограничения меньшими максимальными числовыми значениями были указаны явно. Любое ограничение некоторым минимальным числовым значением, приводимое в настоящем описании, включает любое ограничение большим минимальным числовым значением, как если бы все такие ограничения большими минимальными числовыми значениями были указаны явно. Любое ограничение некоторым диапазоном числовых значений, приводимое в настоящем описании, включает любое ограничение более узким диапазоном числовых значений, входящим в указанный диапазон, как если бы все такие ограничения более узкими диапазонами числовых значений были указаны явно.
Все документы, цитируемые в подробном описании настоящего изобретения в части, относящейся к настоящему изобретению, упоминаются только для ссылки. Цитирование какого-либо документа не должно рассматриваться как признание того, что цитируемый документ должен быть включен в уровень техники по отношению к настоящему изобретению. Если какое-либо значение или определение понятия в настоящем документе не совпадает со значением или определением данного понятия в документе, на который дается ссылка, следует руководствоваться значением или определением данного понятия, содержащимся в настоящем документе.
Несмотря на то, что в данном документе иллюстрируются и описываются конкретные воплощения настоящего изобретения, сведущим в данной области техники будет очевидно, что возможно внесение прочих изменений и модификаций, не нарушающих идею и назначение изобретения. С этой целью имелось в виду в прилагаемой формуле изобретения представить все возможные подобные изменения и модификации в объеме настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Деформированные тонколистовые материалы | 2016 |
|
RU2641491C2 |
| Гофрированный и перфорированный тонколистовой материал | 2013 |
|
RU2628858C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПЕРФОРИРОВАНИЯ И РАСТЯГИВАНИЯ ПОЛОТНА | 2013 |
|
RU2604586C2 |
| АБСОРБИРУЮЩИЕ КОМПОНЕНТЫ С ПОВЫШЕННОЙ ОБЪЕМНОСТЬЮ | 2012 |
|
RU2573975C2 |
| ЛАМИНАТНОЕ ПОЛОТНО С ПУЧКАМИ, ПОКРЫТЫМИ КОЛПАЧКАМИ | 2010 |
|
RU2489125C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2008 |
|
RU2452449C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2008 |
|
RU2411929C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРФОРИРОВАННОГО ПОЛОТНА | 2010 |
|
RU2487012C2 |
| АБСОРБИРУЮЩАЯ ГИГИЕНИЧЕСКАЯ ПРОКЛАДКА | 2009 |
|
RU2482825C2 |
| СТРУКТУРИРОВАННОЕ ВОЛОКНИСТОЕ ПОЛОТНО | 2010 |
|
RU2491904C2 |

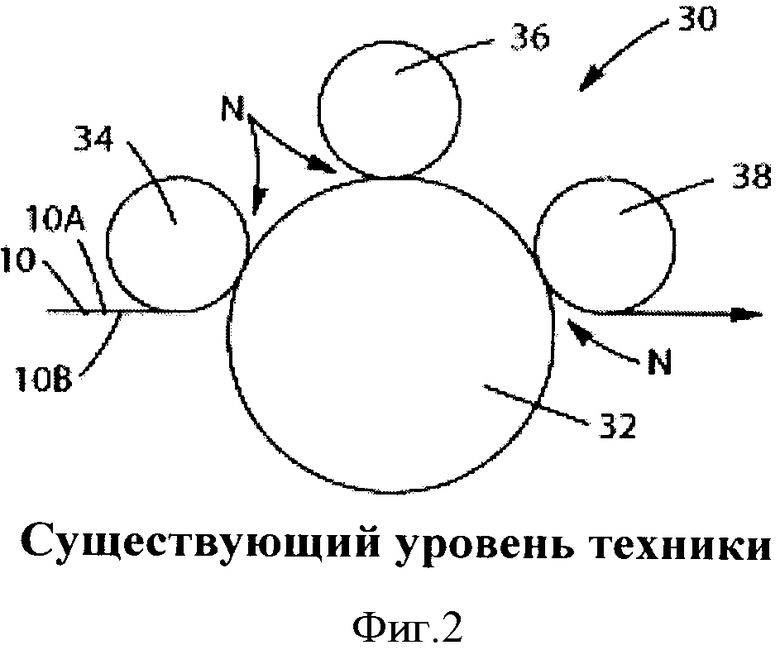
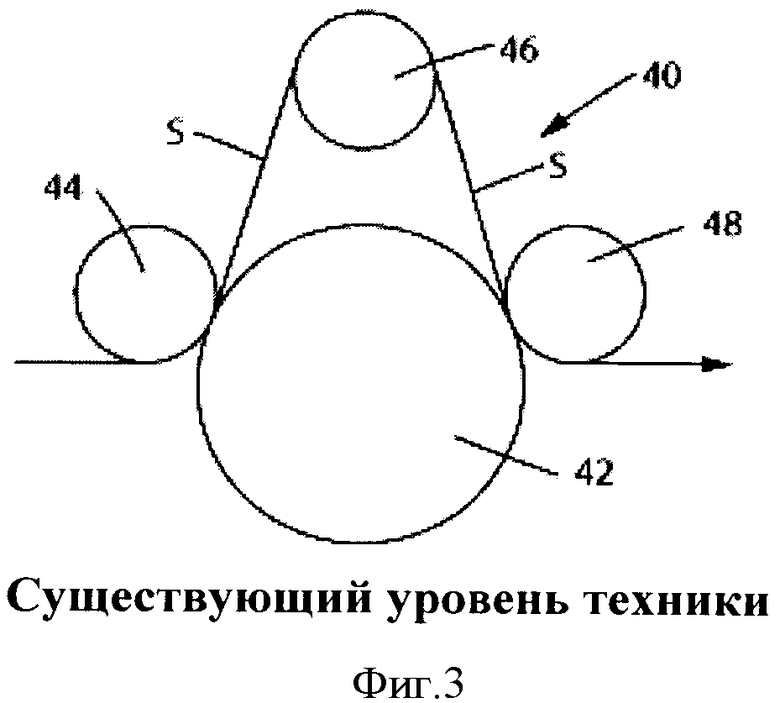

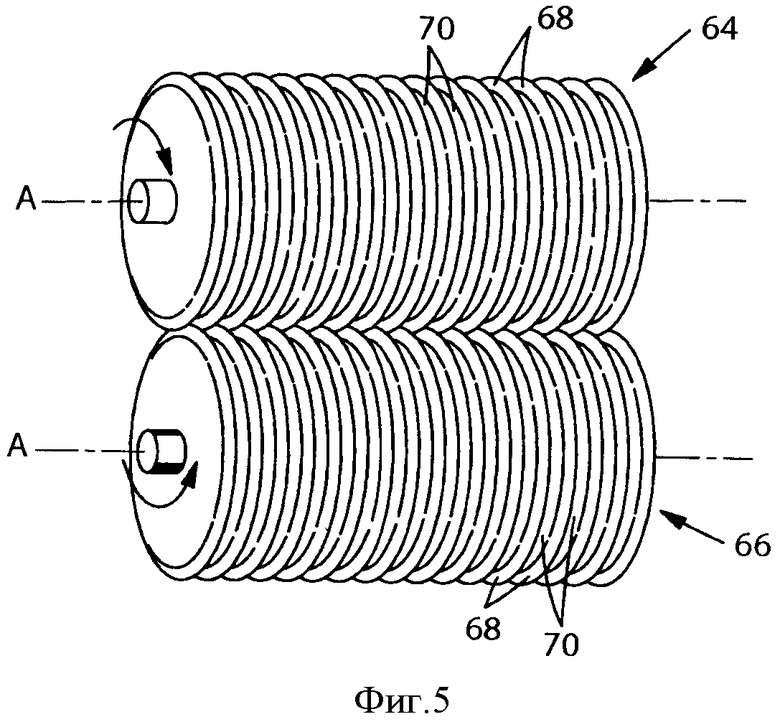
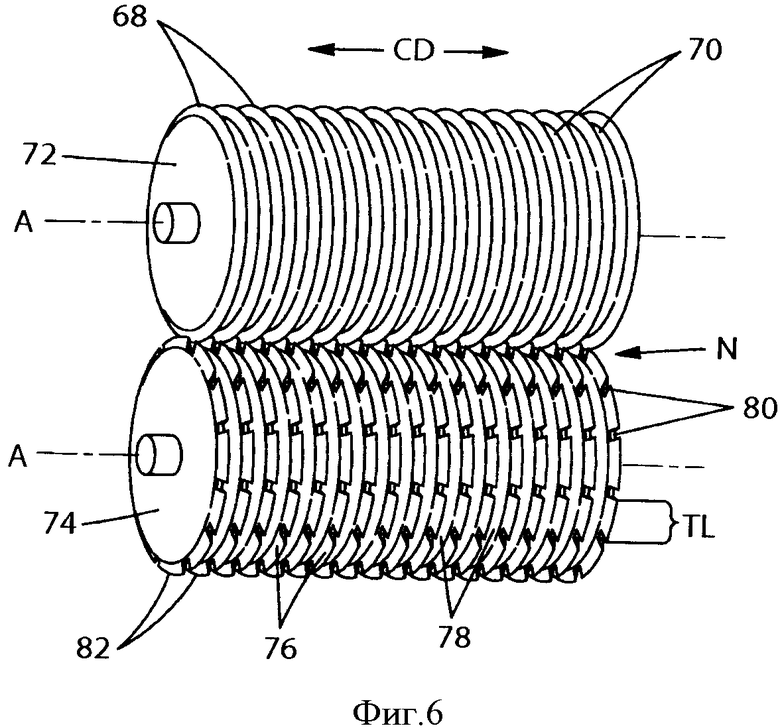
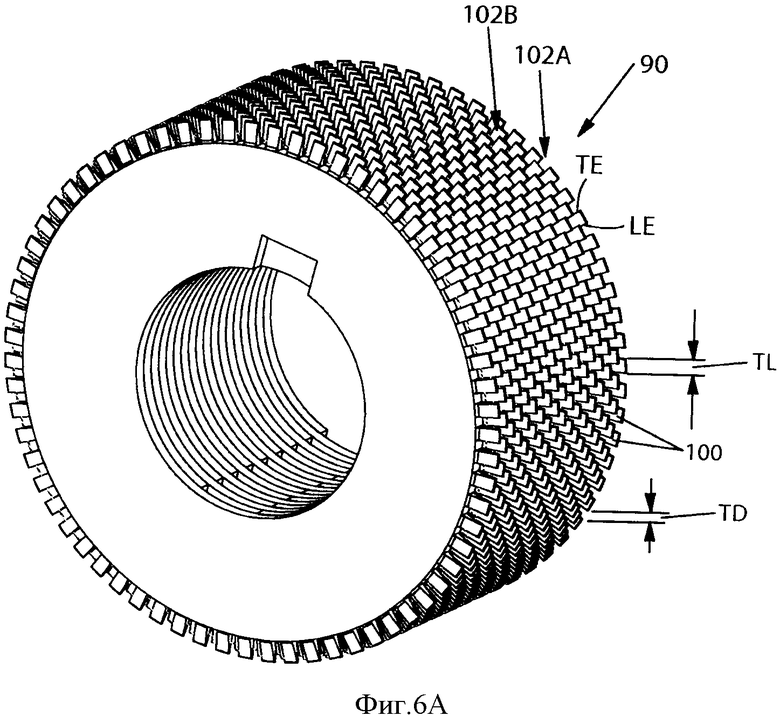
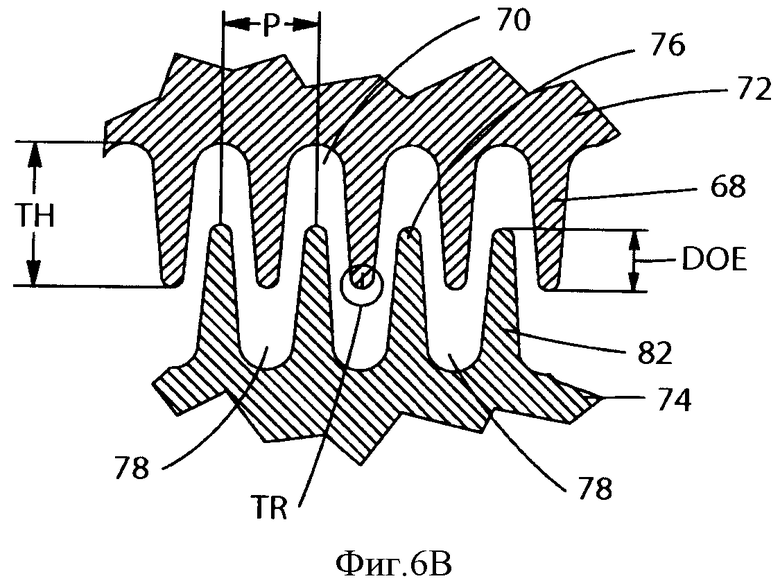
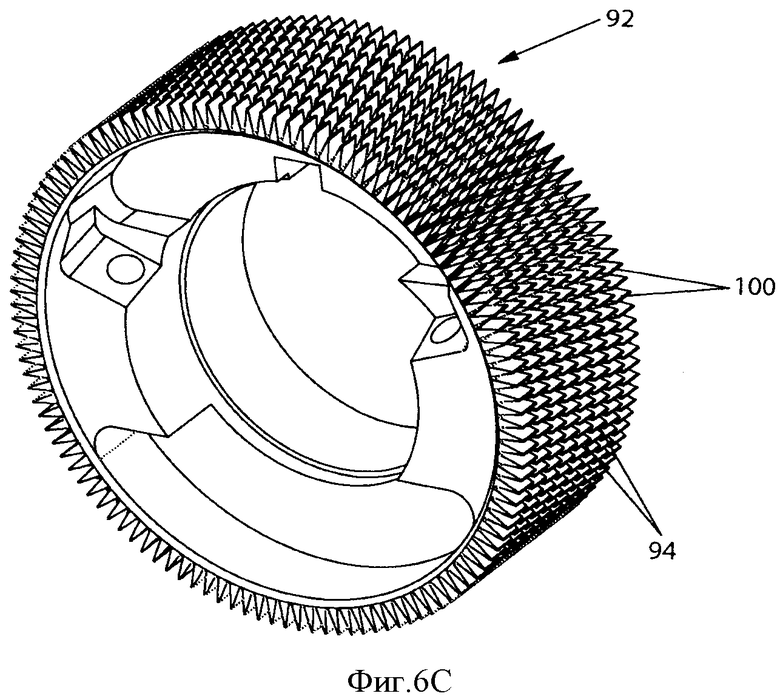
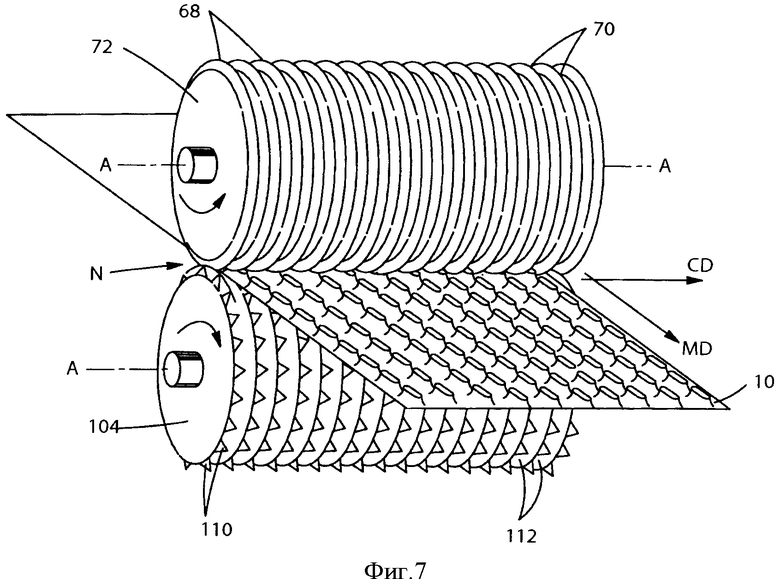
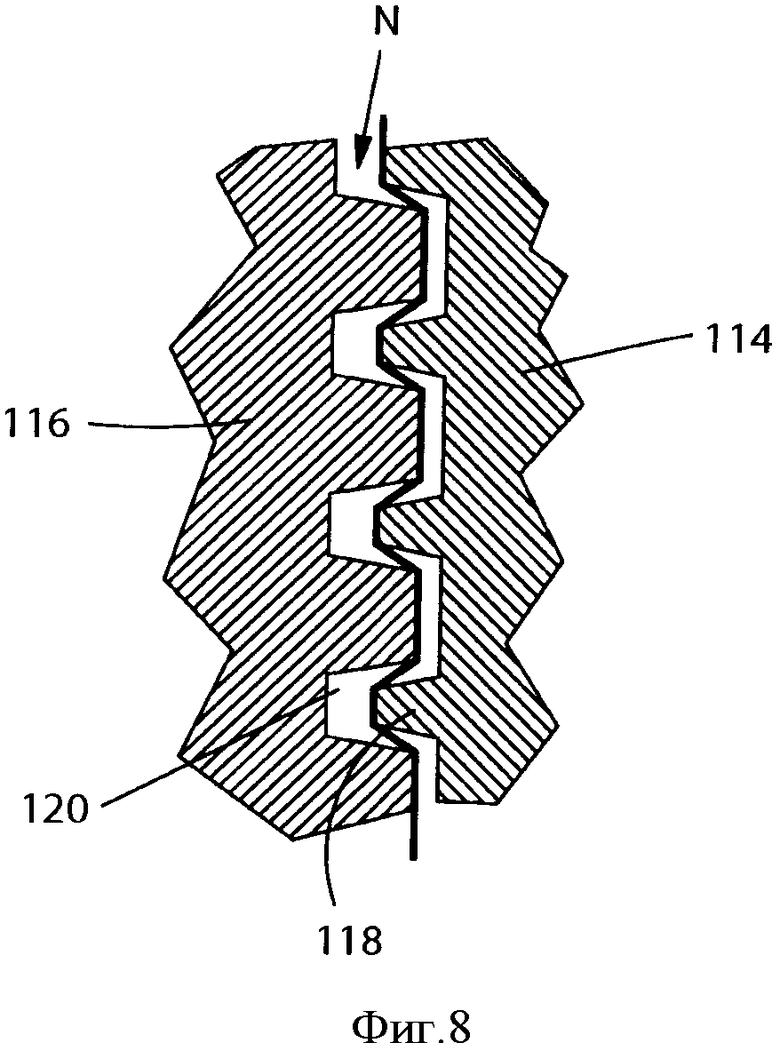
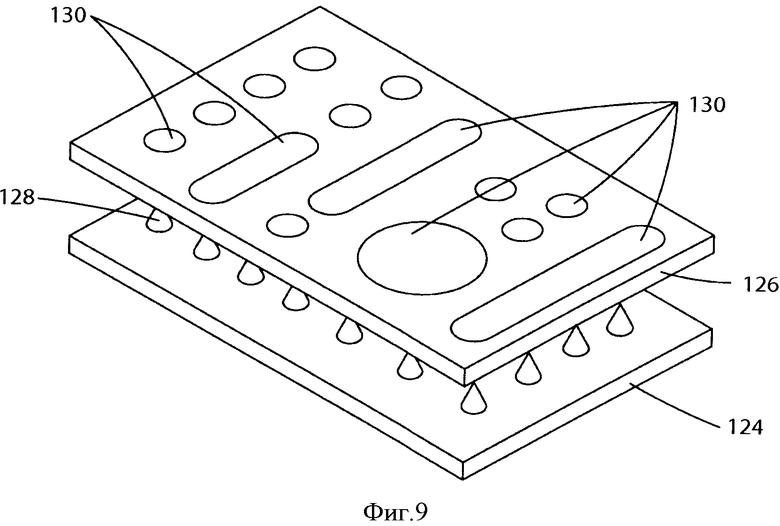
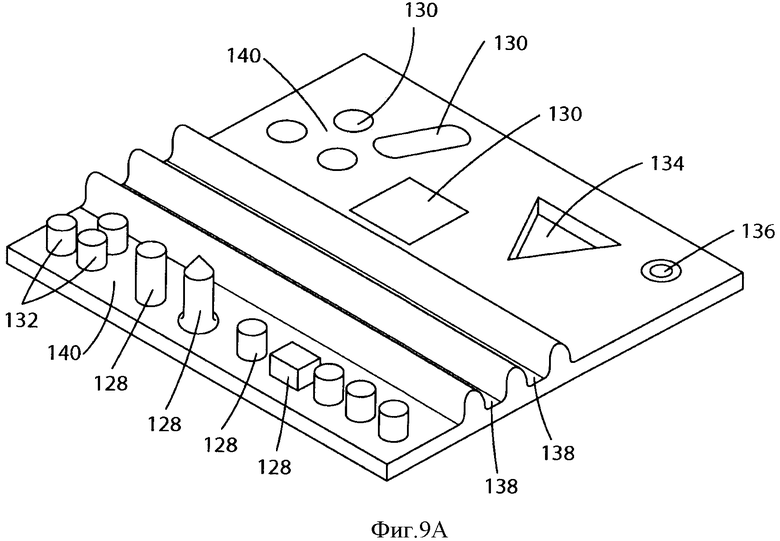
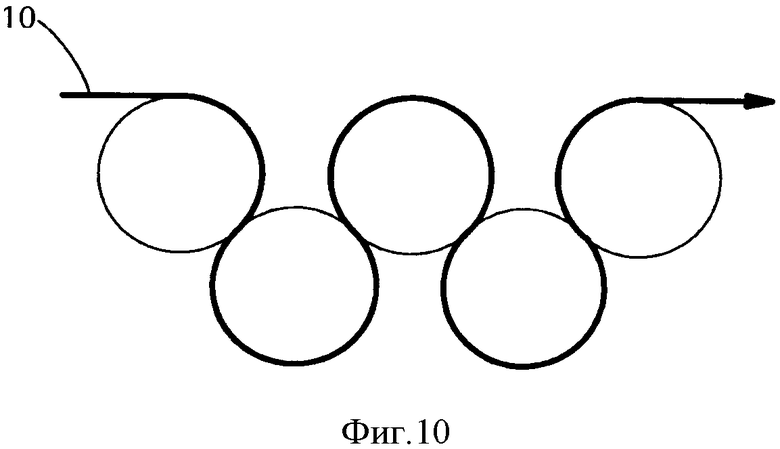
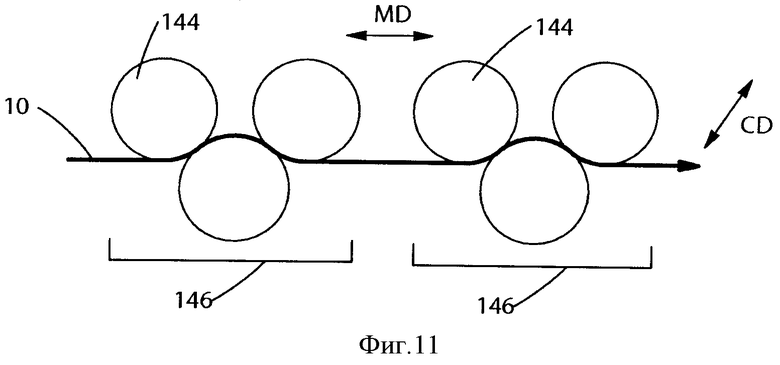

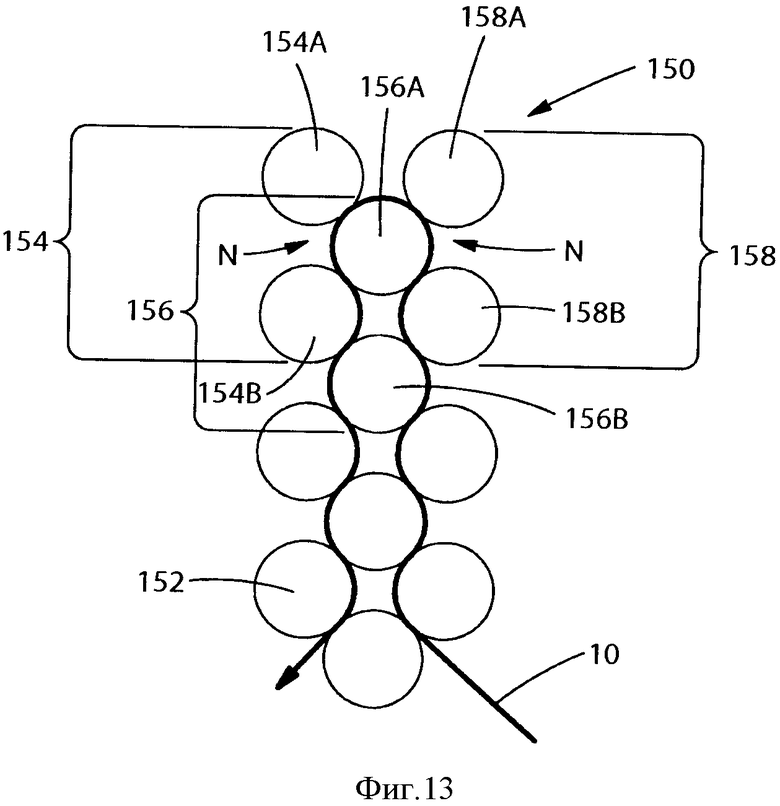
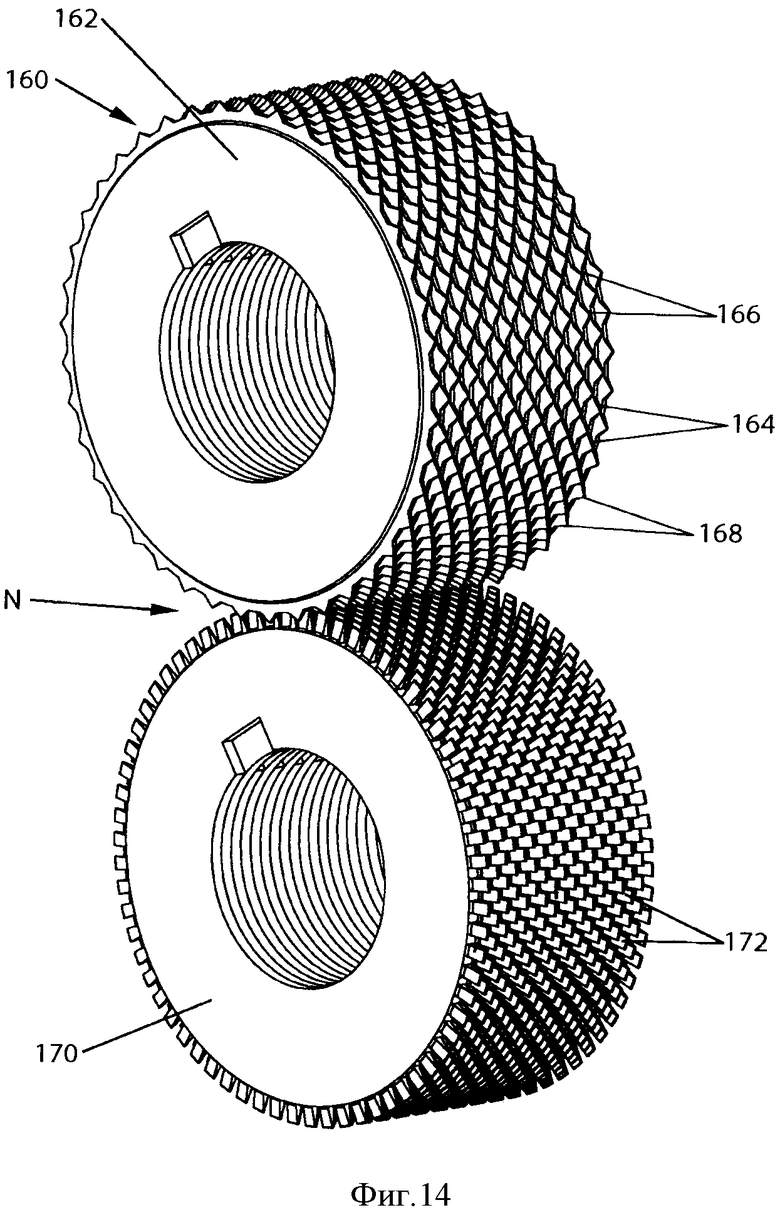
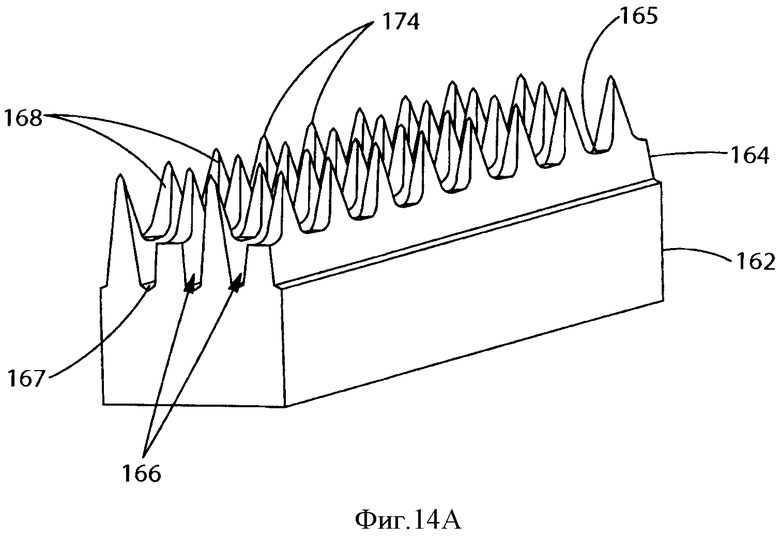
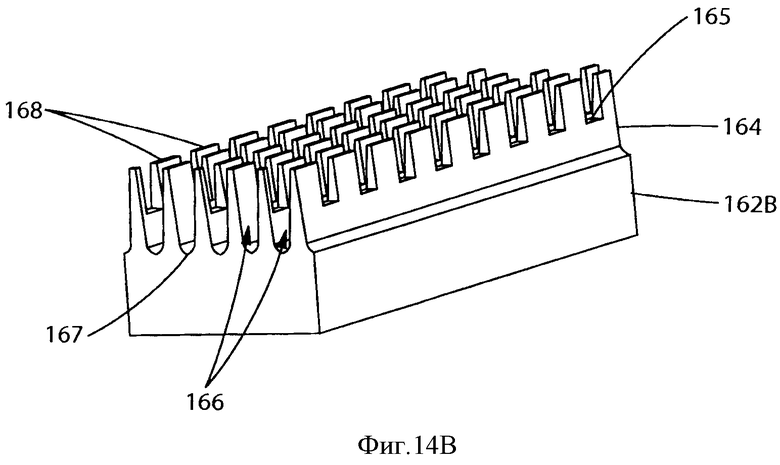
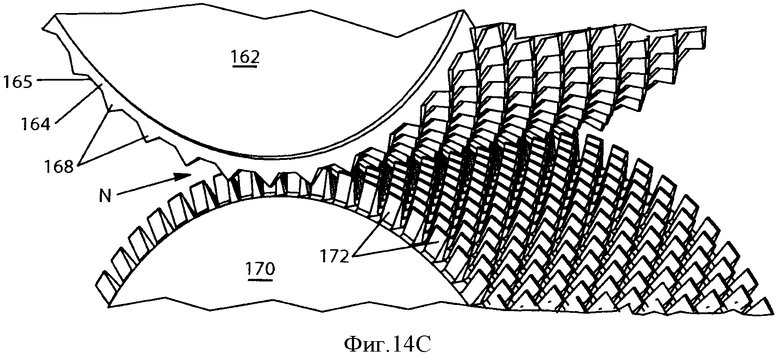
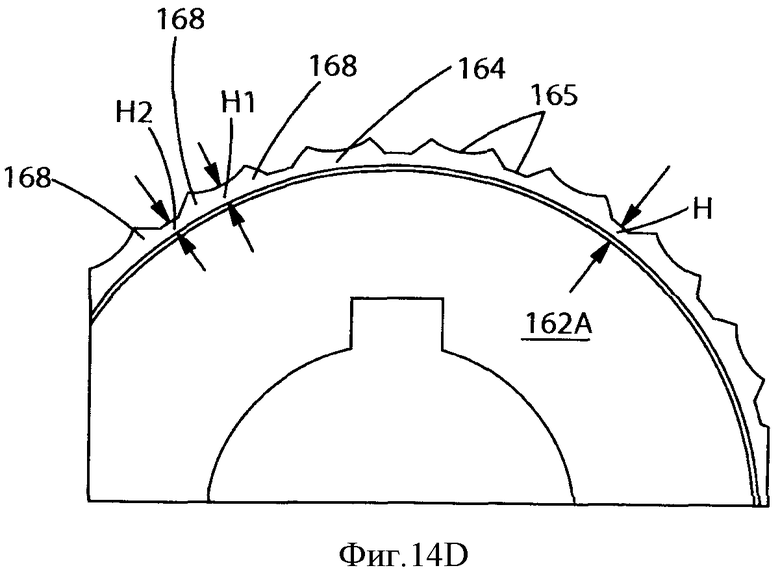
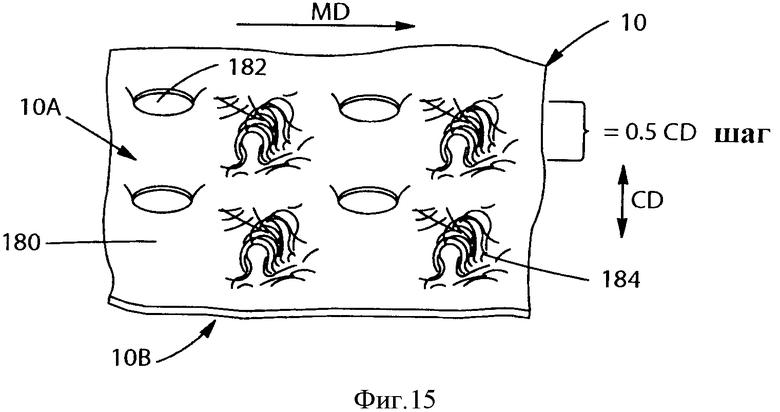
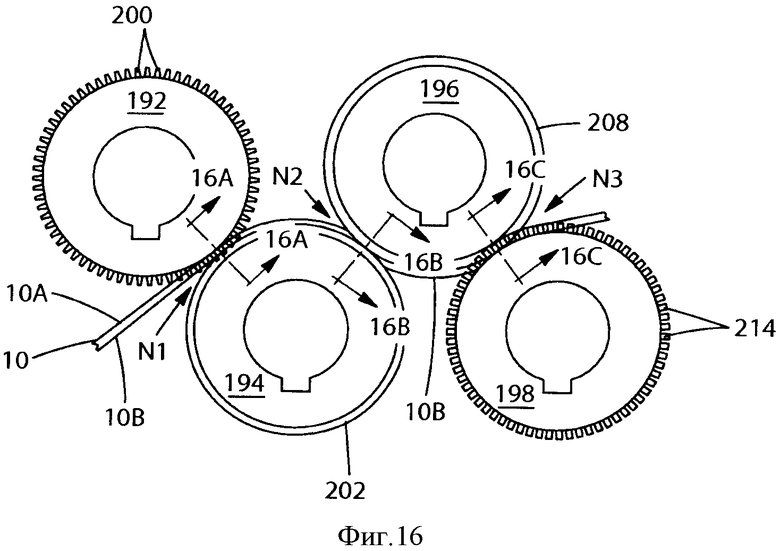

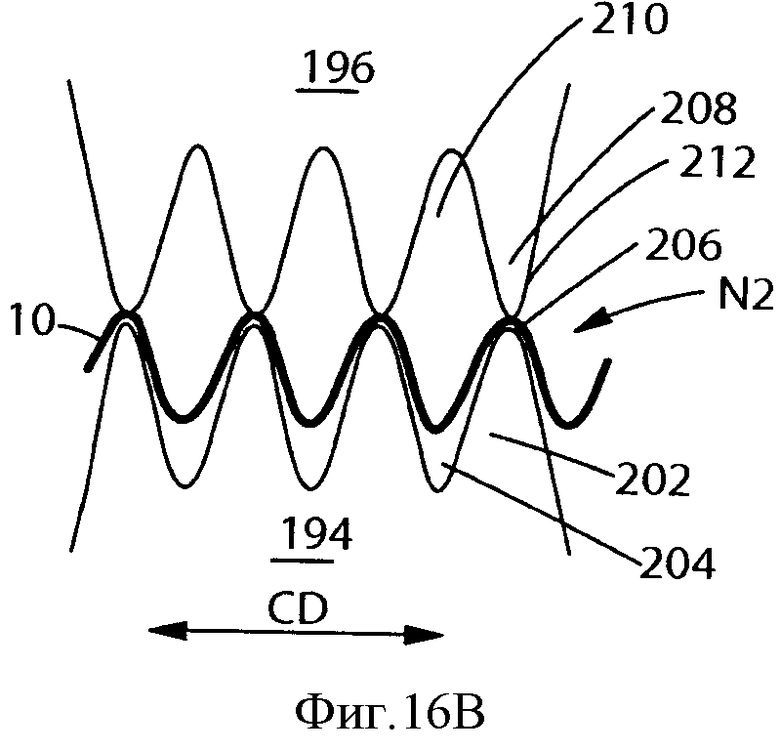
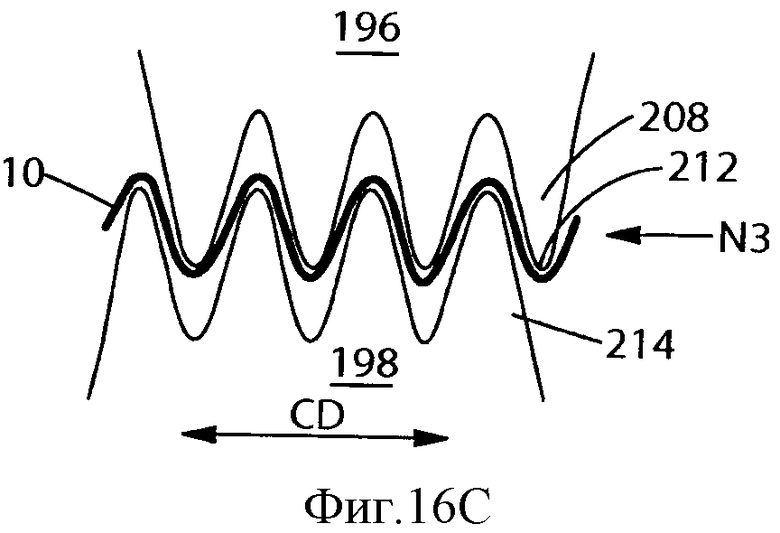

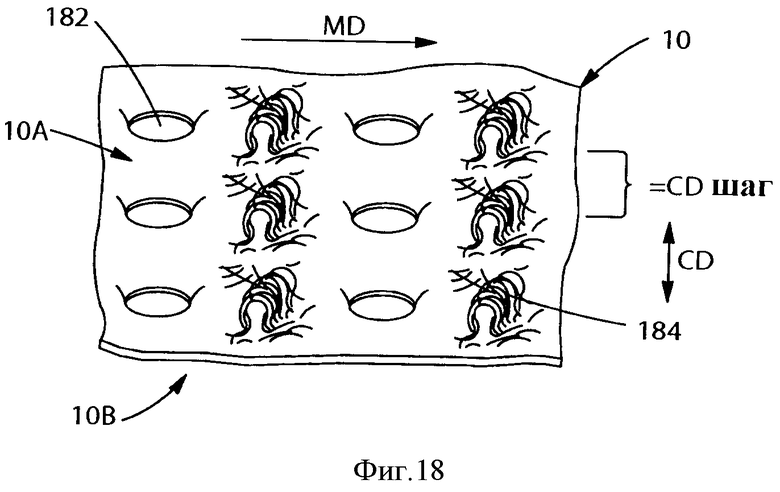
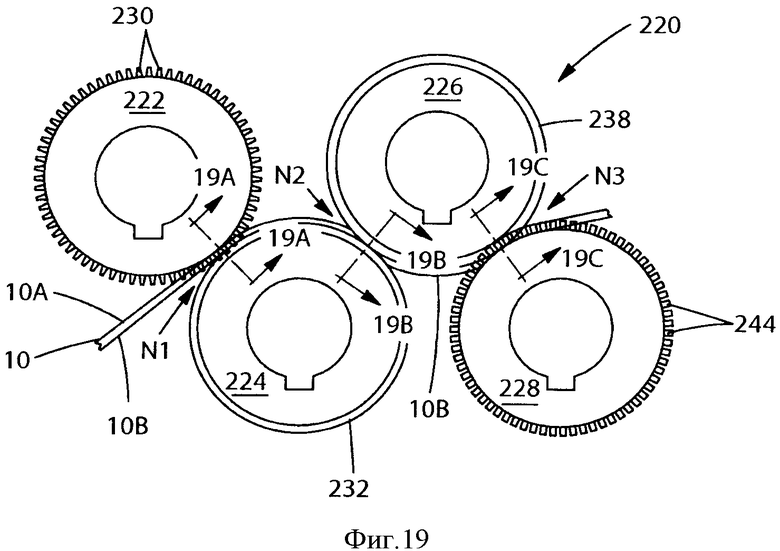
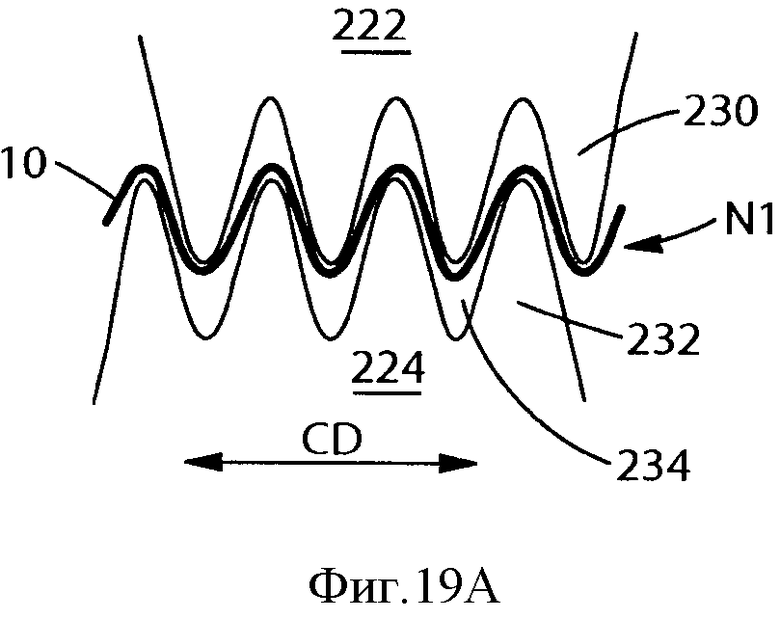
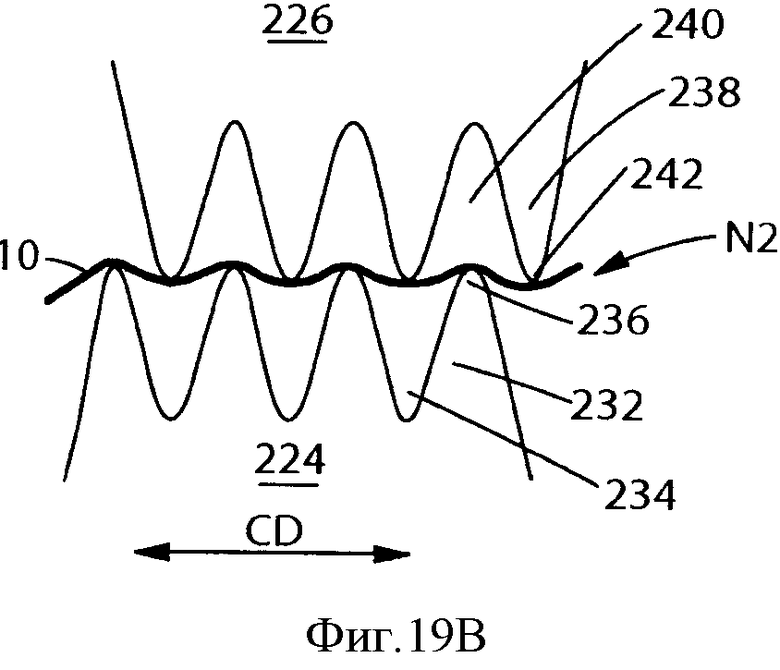
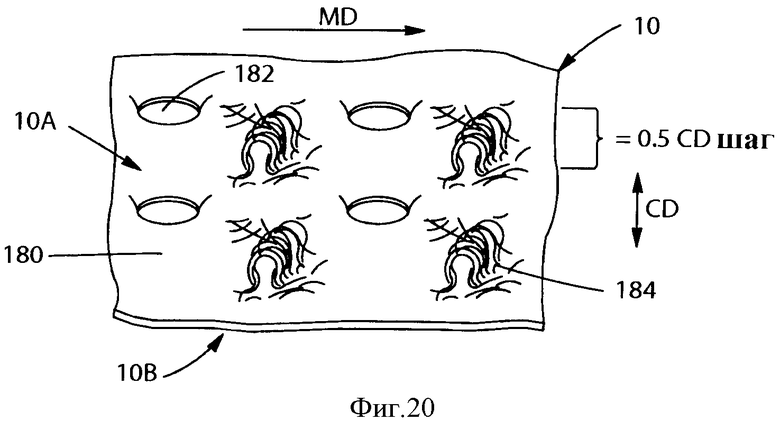
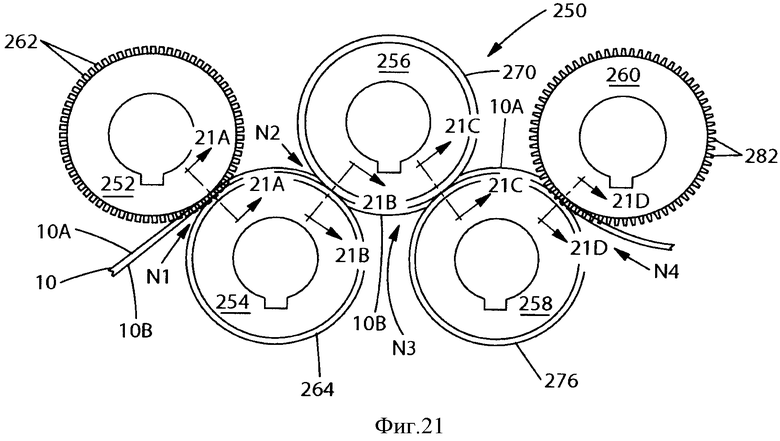
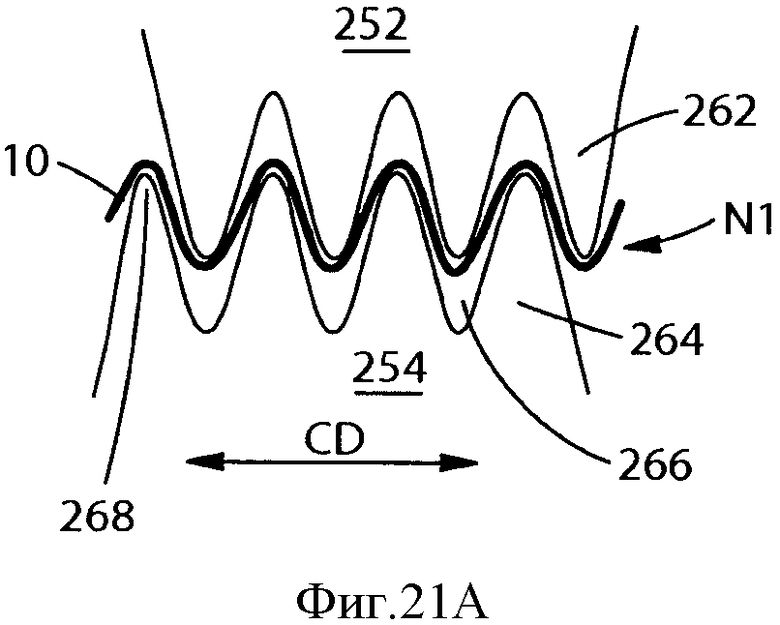
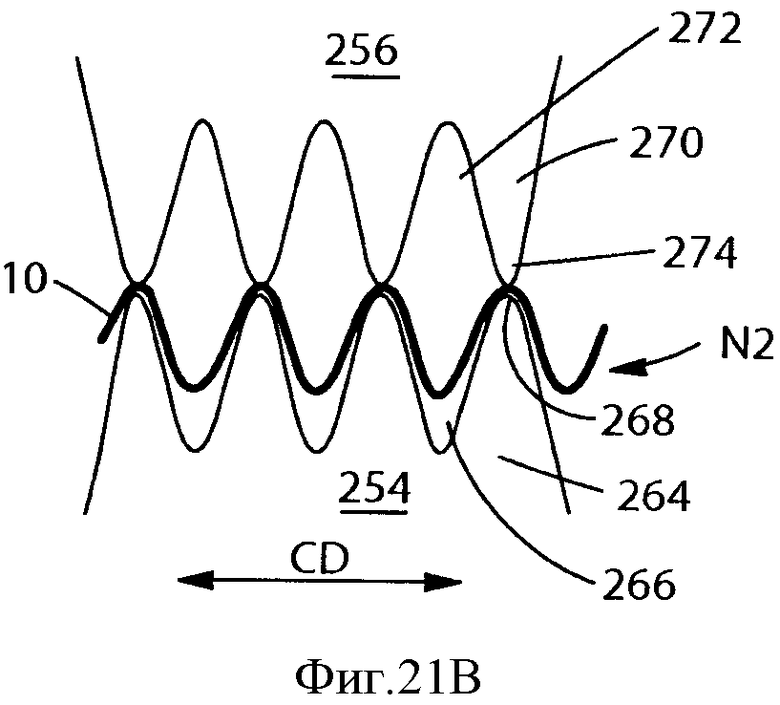
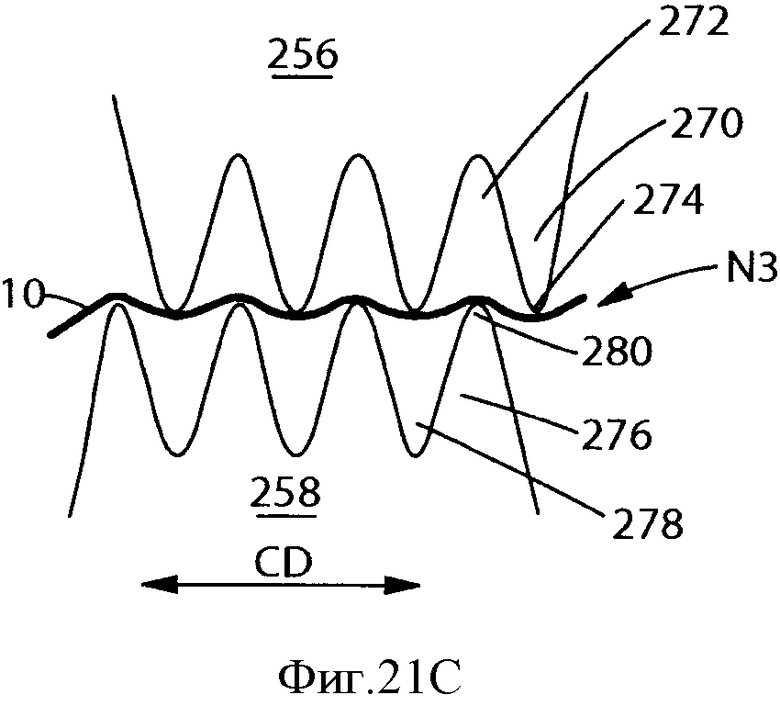
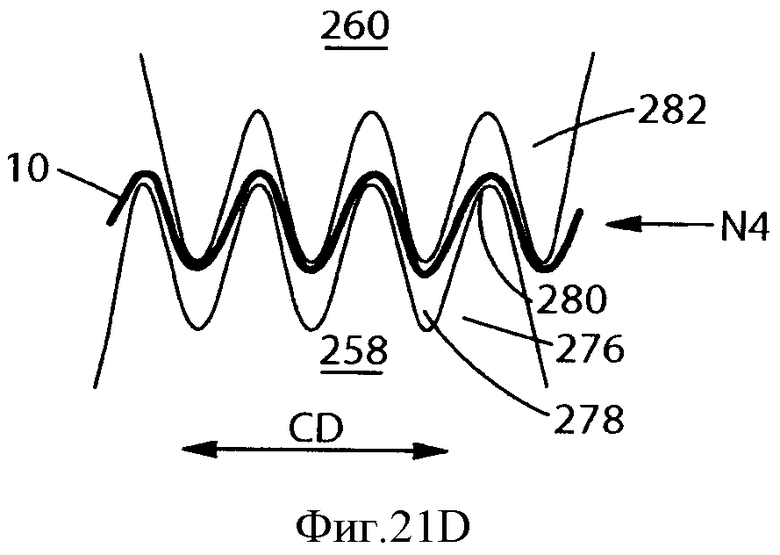

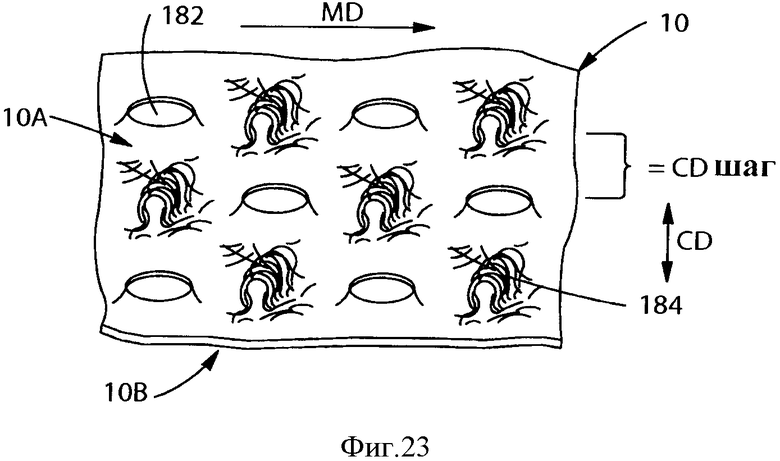
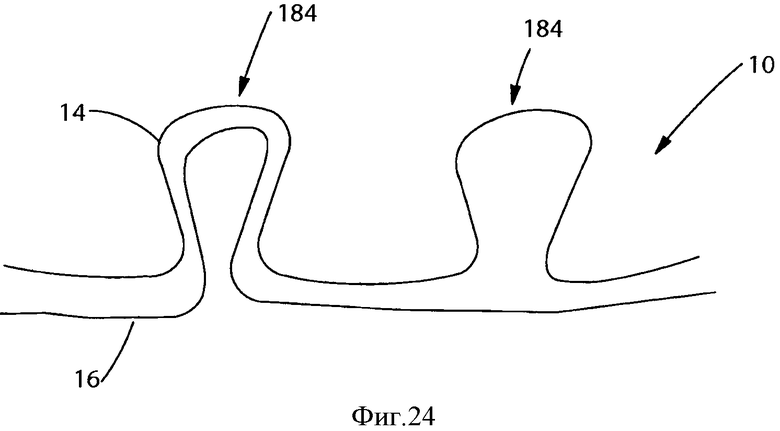
Предлагаются материалы из деформированных полотен. Материалы из полотен имеют сформированные в них дискретные элементы деформации. Элементами деформации могут быть элементы в форме участков полотна с расположенными на них отверстиями, выступами, углубленными областями и их сочетаниями. Данные элементы могут быть протяженными от поверхности материала на одной его стороне или от обеих поверхностей полотна. Различные элементы могут быть расположены в смешанном порядке по отношению друг к другу. 4 н. и 13 з. п. ф-лы, 43 ил. 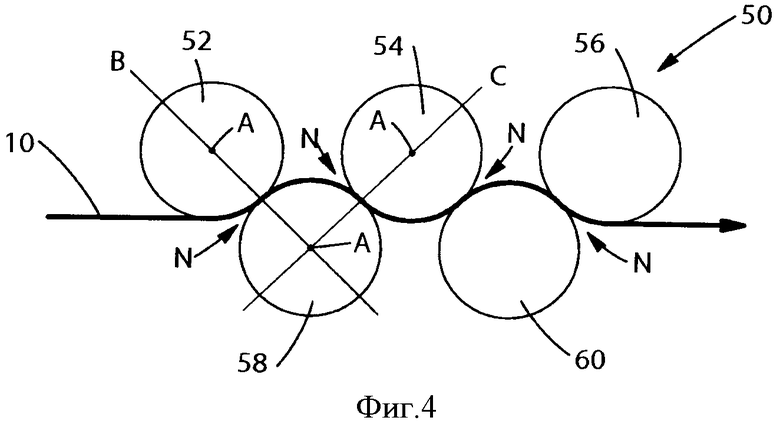
1. Тонколистовый материал, содержащий нетканый тонколистовый материал, при этом упомянутый тонколистовый материал имеет ориентацию в направлении движения в машине и ориентацию в направлении, поперечном движению в машине, и содержит сформированные в нем дискретные элементы, при этом упомянутый тонколистовый материал имеет первую поверхность и вторую поверхность, при этом упомянутый тонколистовый материал содержит:
a) в сущности, не деформированные области, при этом упомянутые, в сущности, не деформированные области имеют поверхности, соответствующие первой и второй поверхностям упомянутого тонколистового материала;
b) множество пространственно разнесенных дискретных первых макроскопических элементов, содержащих по меньшей мере один из следующих типов элементов: участки упомянутого тонколистового материала с расположенными в них отверстиями, выступы и углубления; и
c) множество пространственно разнесенных дискретных вторых макроскопических элементов, содержащих по меньшей мере один из следующих типов элементов: участки упомянутого тонколистового материала с расположенными в них отверстиями, выступы и углубления;
при этом упомянутые первые элементы и вторые элементы расположены рядами в направлении движения в машине и в направлении, поперечном движению в машине,
при этом упомянутые первые элементы отличаются по меньшей мере по типу и/или по свойствам от вторых элементов, и по меньшей мере некоторые из упомянутых вторых элементов расположены смешанным образом с упомянутыми первыми элементами, при этом в каждом ряду в направлении движения в машине и в направлении, поперечном движению в машине, содержится первый элемент и второй элемент.
2. Тонколистовый материал по п. 1, характеризующийся тем, что упомянутые первые элементы и упомянутые вторые элементы отличаются друг от друга по типу.
3. Тонколистовый материал по п. 1, характеризующийся тем, что упомянутые первые элементы и упомянутые вторые элементы отличаются друг от друга по одному или более из следующих свойств: форма, размер, пропорция размеров, расстояние между краями элементов, высота, глубина, плотность, цвет, обработка поверхности, число слоев внутри элемента и ориентация относительно первой и второй поверхностей тонколистового материала.
4. Тонколистовый материал по п. 1, характеризующийся тем, что упомянутые первые элементы и упомянутые вторые элементы являются протяженными в одном и том же направлении от одной из поверхностей тонколистового материала.
5. Тонколистовый материал по п. 1, характеризующийся тем, что упомянутые первые элементы и упомянутые вторые элементы являются протяженными в различных направлениях по отношению к одной из поверхностей тонколистового материала.
6. Тонколистовый материал по п. 1, характеризующийся тем, что упомянутые первые элементы содержат выступы, а упомянутые вторые элементы содержат участки упомянутого тонколистового материала с расположенными в них отверстиями.
7. Тонколистовый материал по п. 1, характеризующийся тем, что упомянутые первые элементы содержат углубления, а упомянутые вторые элементы содержат выступы.
8. Тонколистовый материал по п. 7, характеризующийся тем, что содержащий по меньшей мере один слой из нетканого материала, при этом по меньшей мере упомянутые углубления и/или упомянутые выступы содержат ворсинки.
9. Тонколистовый материал по п. 1, характеризующийся тем, что упомянутые первые элементы содержат трехмерные участки упомянутого тонколистового материала с расположенным в них отверстием, а упомянутые вторые элементы содержат трехмерные участки упомянутого тонколистового материала с расположенным в них отверстием, при этом упомянутые трехмерные участки, образующие первые и вторые элементы, являются протяженными в различных направлениях по отношению к одной из поверхностей тонколистового материала.
10. Тонколистовый материал по п. 1, характеризующийся тем, что имеет длину, протяженную в продольном направлении, и ширину, протяженную в поперечном направлении, при этом большинство упомянутых первых элементов и вторых элементов, в сущности, выровнены друг с другом в ряд в продольном направлении, в поперечном направлении или как в продольном, так и в поперечном направлениях.
11. Тонколистовый материал по п. 1, характеризующийся тем, что имеет длину, протяженную в продольном направлении, и ширину, протяженную в поперечном направлении, при этом большинство упомянутых первых элементов и упомянутых вторых элементов чередуются друг с другом в продольном направлении, поперечном направлении или как в продольном, так и в поперечном направлениях.
12. Тонколистовый материал по п. 1, характеризующийся тем, что имеет длину, протяженную в продольном направлении, и ширину, протяженную в поперечном направлении, при этом большинство упомянутых первых элементов и упомянутых вторых элементов чередуются друг с другом и, в сущности, выровнены друг с другом в ряд как в продольном, так и в поперечном направлениях.
13. Одноразовое абсорбирующее изделие, содержащее тонколистовый материал по п. 1, при этом тонколистовой материал является компонентом упомянутого абсорбирующего изделия и выбран из группы, состоящей из проницаемого для жидкости верхнего листа; поглощающего слоя, абсорбирующей сердцевины, непроницаемого для жидкости тыльного листа и барьерного слоя.
14. Одноразовое абсорбирующее изделие по п. 13, характеризующееся тем, что упомянутые первые элементы предпочтительно содержат множество ориентированных вверх ворсинок, а упомянутые вторые элементы предпочтительно содержат множество участков упомянутого тонколистового материала, в которых имеются отверстия.
15. Одноразовое абсорбирующее изделие по п. 14, характеризующееся тем, что по меньшей мере некоторые из упомянутых участков упомянутого тонколистового материала с расположенными в них отверстиями содержат трехмерные участки упомянутого тонколистового материала с расположенным в них отверстием, при этом упомянутые трехмерные участки выполнены протяженными вниз.
16. Изделие, содержащее тонколистовый материал по п. 1, выбранное из группы, состоящей из пакета для мусора и упаковочного материала.
17. Тонколистовый материал, содержащий пленку, при этом упомянутый тонколистовый материал имеет ориентацию в направлении движения в машине и ориентацию в направлении, поперечном движению в машине, и содержит сформированные в нем дискретные элементы, при этом упомянутый тонколистовый материал имеет первую поверхность и вторую поверхность, при этом упомянутый тонколистовый материал содержит:
a) в сущности, не деформированные области, при этом упомянутые, в сущности, не деформированные области имеют поверхности, соответствующие первой и второй поверхностям упомянутого материала из полотна;
b) множество пространственно разнесенных дискретных первых макроскопических элементов, содержащих по меньшей мере один из следующих типов элементов: участки упомянутого тонколистовый материал с расположенными в них отверстиями; выступы; и/или углубления; и
c) множество пространственно разнесенных дискретных вторых макроскопических элементов, содержащих по меньшей мере один из следующих типов элементов: участки упомянутого тонколистовый материал с расположенными в них отверстиями; выступы; и/или углубления;
при этом упомянутые первые элементы и вторые элементы расположены рядами в направлении движения в машине и в направлении, поперечном движению в машине,
и упомянутые первые элементы отличаются по меньшей мере по типу и/или по свойствам от вторых элементов; по меньшей мере некоторые из упомянутых вторых элементов расположены смешанным образом с упомянутыми первыми элементами; при этом в каждом ряду в направлении движения в машине и в направлении, поперечном движению в машине, содержится первый элемент и второй элемент, а отношение количества первых элементов к количеству вторых элементов на участке тонколистового материала площадью 645 мм2 составляет от 0,125 до 8.
| US 2006286343 A1, 21.12.2006 | |||
| US 2005173085 A1, 11.08.2005 | |||
| WO 2004058121 A1, 15.07.2004 | |||
| Прибор для газовых вагинальных душей | 1939 |
|
SU57593A1 |

