ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к абсорбирующим компонентам и способам их изготовления, а конкретнее к абсорбирующим компонентам с повышенной объемностью и способам их изготовления.
УРОВЕНЬ ТЕХНИКИ
В настоящее время известны некоторые одноразовые абсорбирующие изделия, такие как подгузники, гигиенические прокладки и ежедневные прокладки с абсорбирующей сердцевиной из пневмоуложенного войлока низкой плотности. Пневмоуложенный войлок или измельченная древесная масса в типичном случае производится в процессе, который требует нескольких шагов. Первый шаг - тот, на котором волокна волокнистой массы преобразуются в водную суспензию и подаются на движущийся экран из формующего ящика в процессе влажного формования бумажного полотна. Вода удаляется сочетанием тяготения и вакуума перед подачей на сушку для формирования материала с относительно высокой основной массой, называемого целлюлозная вата. Целлюлозная вата может быть в виде листа или рулона. После этого целлюлозная вата поставляется производителю абсорбирующих изделий. Производитель абсорбирующих изделий подвергает целлюлозную вату процессу распыления или измельчения для получения пневмоуложенного войлока, произведенного с помощью процесса аэродинамического формования. В типичном случае это делается на линии непрерывного производства абсорбирующих изделий.
Пневмоуложенный войлок имеет несколько ограничений при использовании в качестве материала абсорбирующей сердцевины в одноразовых абсорбирующих изделиях. Пневмоуложенный войлок в типичном случае имеет низкую целостность и подвержен образованию складок и морщин во влажном состоянии. Пневмоуложенный войлок в типичном случае имеет низкую плотность и не может обеспечить такой потенциал капиллярной работы, как материалы высокой плотности. Кроме того, пневмоуложенный войлок имеет одну и ту же плотность по всей толщине, и не поддается с легкостью формовке, а структуры, имеющие зоны или слои с более высокой плотностью.
Произведенные путем аэродинамического формования структуры представляют собой другой тип абсорбирующего материала, обычно используемого в абсорбирующих изделиях. Процесс аэродинамического формования требует распыления или измельчения целлюлозной ваты для получения пневмоуложенного войлока. Для обеспечения прочности и целостности материалов в него могут добавляться связующие, такие как латексные связующие. При аэродинамическом формовании также добавляются суперабсорбентные полимеры. Произведенные путем аэродинамического формования структуры могут быть сформированы способом, который обеспечивает зоны с высокой плотностью, как описано в US 2003/0204178 A1, однако это требует более дорогих процессов и материалов. Аэродинамическое формование часто производится промежуточным поставщиком, что увеличивает себестоимость на отгрузку материалов для операции преобразования. Сочетание более дорогих материалов, обработки и отгрузки приводит к получению значительно более дорогого материала и более сложной цепочке поставок.
Различные другие абсорбирующие структуры и другие структуры, используемые в абсорбирующих изделиях, и способы их изготовления раскрываются в патентной литературе, включающей: патент США 3,017,304, Burgeni; патент США 3,509,007, Kalwaites; патент США 4,189,344, Busker; патент США 4,992,324, Dube; патент США 5,143,679, Weber; патент США 5,242,435, Murji; патент США 5,518,801, Chappell, et al.; патент США 5,562,645, Tanzer, et al.; патент США 5,634,915, Osterhahl; патент США 5,743,999, Kamps; патент США 6,344,111 B1, Wilhelm; опубликованная патентная заявка США номер 2003/0204178 A1, Febo, et al.; опубликованная патентная заявка США №2006/0151914, Gerndt; опубликованная патентная заявка США №2008/0217809 A1, Zhao, et al.; опубликованная патентная заявка США №2008/0221538 A1, Zhao, et al.; опубликованная патентная заявка США №2008/0221539 Al, Zhao, et al.; опубликованная патентная заявка США №2008/0221541 A1, Lavash, et al;. опубликованная патентная заявка США №2008/0221542 A1, Zhao, et al.; опубликованная патентная заявка США номер 2010/0318047 A1, Ducker, et al.; и EP 0 598 970 B2. Однако поиск улучшенных абсорбирующих структур и способов их изготовления продолжился.
Желательно обеспечить улучшенные абсорбирующие компоненты и способы их изготовления.
В частности, желательно обеспечить абсорбирующие компоненты с улучшенными параметрами поглощения жидкости, гибкости, прочности на растяжение и удерживания жидкости. В идеале желательно производить такие улучшенные абсорбирующие компоненты по низкой себестоимости.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к абсорбирующим компонентам и способам их изготовления, а конкретнее к абсорбирующим компонентам с повышенной объемностью и способам их изготовления.
Абсорбирующий компонент содержит по меньшей мере один единый абсорбирующий волокнистый слой или полотно, содержащий по меньшей мере некоторое количество целлюлозных волокон. Волокнистый слой имеет первую поверхность, вторую поверхность, длину, ширину и толщину. Единый абсорбирующий волокнистый слой является по меньшей мере частично расслоенным по толщине. Абсорбирующий компонент может также иметь множество дискретных деформаций на своих первой и второй поверхностях. Возможны другие опциональные особенности. Например, абсорбирующие компоненты, описанные выше, могут быть дополнительно уплотнены в некоторых областях или по всей их поверхности. В других вариантах осуществления изобретения абсорбирующие компоненты могут быть снабжены трехмерной топографией. В других вариантах осуществления изобретения абсорбирующие компоненты могут быть снабжены апертурами.
Способы формирования абсорбирующих компонентов содержат по меньшей мере один цикл (или проход) процесса механической деформации, которой подвергается исходное полотно. Исходный материал может быть в форме рулонов или листов (например, листовая волокнистая масса). Исходный материал может содержать любые применимые произведенные путем влажного формования целлюлозосодержащие материалы, включая наряду с прочими следующие: целлюлозная вата, облицовочный картон, полиграфический картон, переработанные вторичные материалы, фильтровальная бумага и их сочетания. Способы требуют прохождения исходного полотна через пару формующих компонентов, которые могут включать, среди прочих, без ограничения, вращающиеся в противоположных направлениях цилиндры. В типичном случае способы требуют подвергнуть исходное полотно по меньшей мере одному проходу через зазор между вращающимися в противоположных направлениях цилиндрами, которые вращаются с различными поверхностными скоростями. Цилиндры содержат первый цилиндр, имеющий поверхность, содержащую множество первых формующих элементов, причем упомянутые первые формующие элементы содержат дискретные выступающие формующие элементы; и второй цилиндр, имеющий поверхность, содержащую множество вторых формующих элементов, причем упомянутые вторые формующие элементы содержат дискретные выступающие формующие элементы.
Опционально способы могут также требовать подвергнуть исходное полотно множественным циклам (или проходам) дополнительного процесса механической деформации. Дополнительный процесс механической деформации может применять формующие компоненты, включающие в себя, среди прочих, без ограничения, вращающиеся в противоположных направлениях цилиндры, которые вращаются с практически равными поверхностными скоростями. Поверхность отдельных цилиндров при дополнительном процессе деформации может, в зависимости от желаемого типа деформаций, быть гладкой (т.е. опорный цилиндр) или снабженной формующими элементами, содержащими выступы или выступающие элементы. Множественные циклы опционального процесса механической деформации могут применять гнездообразное расположение цилиндров, в котором имеются по меньшей мере четыре цилиндра и по меньшей мере два из цилиндров определяют два или более зазоров с другими цилиндрами.
Способы, описанные в настоящем документе, могут использоваться для различных целей. Такие цели могут как служить в качестве шага предварительной обработки перед подачей исходного материала в молотковую мельницу для снижения энергии, требуемой для разделения материала на волокна в молотковой мельнице, в качестве единичной операции линии по производству абсорбирующих изделий для подготовки законченных абсорбирующих компонентов, готовых для применения в абсорбирующих изделиях, производимых на линии.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Нижеследующее полное описание поясняется чертежами, на которых:
Фиг.1 представляет собой микрофотоснимок разреза полотна целлюлозной ваты.
Фиг.2 представляет собой микрофотоснимок разреза полотна целлюлозной ваты после его обработки в соответствии с одним из вариантов осуществления настоящего способа для формирования абсорбирующего компонента с повышенной объемностью.
Фиг.3 представляет собой фотоснимок перспективного вида сверху абсорбирующего компонента типа, показанного на Фиг.2.
Фиг.4 представляет собой фотоснимок увеличенного вида в плане, показывающего подробнее поверхность другого варианта абсорбирующего компонента типа, показанного на Фиг.2.
Фиг.5 представляет собой перспективный вид части двух входящих в зацепление цилиндров, которые могут использоваться для формирования абсорбирующего компонента, такого как показанный на Фиг.2.
Фиг.6 представляет собой разрез части сцепленных цилиндров.
Фиг.7 представляет собой перспективный вид другого варианта осуществления цилиндра, который может использоваться в способах, описанных в настоящем документе.
Фиг.8 представляет собой перспективный вид одного варианта осуществления цилиндра, который может использоваться в способах, описанных в настоящем документе.
Фиг.9 представляет собой перспективный вид другого варианта осуществления цилиндра, который может использоваться в способах, описанных в настоящем документе.
Фиг.10 представляет собой перспективный вид другого варианта осуществления цилиндра, который может использоваться в способах, описанных в настоящем документе.
Фиг.11 представляет собой фотоснимок перспективного вида поверхности другого варианта осуществления цилиндра, который может использоваться в способах, описанных в настоящем документе.
Фиг.12 представляет собой перспективный вид части двух входящих в зацепление цилиндров, которые могут использоваться для формирования абсорбирующего компонента.
Фиг.13 представляет собой перспективный вид части альтернативного варианта осуществления двух входящих в зацепление цилиндров, которые могут использоваться для формирования абсорбирующего компонента.
Фиг.14 представляет собой схематический вид в плане области полотна, показывающий, как зубья на обоих цилиндрах могут взаимно располагаться в зазоре.
Фиг.14А представляет собой схематический вид в плане области полотна, показывающий альтернативную компоновку того, как зубья на обоих цилиндрах могут выравниваться в зазоре.
На Фиг.15 показан перспективный вид поверхности другого варианта осуществления цилиндра, который может использоваться в способах, описанных в настоящем документе.
Фиг.16 представляет собой схематический вид сбоку одного варианта осуществления устройства для изготовления абсорбирующего компонента.
Фиг.16A представляет собой схематический вид сбоку другого варианта осуществления устройства для изготовления абсорбирующего компонента.
Фиг.17 представляет собой схематический вид варианта устройства, имеющего опциональные дополнительные цилиндры, располагающиеся до зазора между цилиндрами с различными скоростями.
Фиг.18 представляет собой схематический вид варианта устройства, имеющего опциональные дополнительные цилиндры, располагающиеся после зазора между цилиндрами с различными скоростями.
Фиг.19 представляет собой увеличенный перспективный вид части двух входящих в зацепление цилиндров.
Фиг.20 представляет собой фотоснимок полотна в зазоре между входящими в зацепление цилиндрами.
Фиг.21 представляет собой микрофотоснимок разреза полотна целлюлозной ваты после его обработки в соответствии с одним из вариантов осуществления настоящего способа для формирования исходного полотна с двусторонним понижением плотности.
Фиг.22 представляет собой микрофотоснимок разреза полотна целлюлозной ваты после его обработки в соответствии с другим вариантом осуществления настоящего способа для формирования исходного полотна с односторонним понижением плотности.
Фиг.23 представляет собой схематический вид сбоку другого варианта осуществления устройства для изготовления абсорбирующего компонента.
Фиг.24 представляет собой принципиальную схему другого варианта осуществления устройства для изготовления абсорбирующего компонента.
Фиг.25 представляет собой принципиальную схему другого варианта осуществления устройства для изготовления абсорбирующего компонента.
Фиг.26 представляет один неограничивающий пример формующего компонента для опционального шага формирования из исходного полотна абсорбирующего компонента, причем часть абсорбирующего компонента подвергнута повышению плотности или уплотнению.
Фиг.27 представляет собой микрофотоснимок разреза абсорбирующего компонента, часть которого подверглась уплотнению.
Фиг.28 представляет собой схематический вид сбоку одного неограничивающего примера формующего компонента для опционального шага формирования из исходного полотна трехмерного абсорбирующего компонента.
Фиг.29 представляет собой перспективный вид другого примера другого формующего компонента для опционального шага формирования из исходного полотна трехмерного абсорбирующего компонента.
Фиг.30 представляет собой фотоснимок перспективного вида сверху абсорбирующего компонента с трехмерной топографией.
Фиг.31 представляет собой перспективный вид двух входящих в зацепление цилиндров, которые могут использоваться для формирования снабженного апертурами абсорбирующего компонента.
Варианты осуществления изобретения абсорбирующей структуры и способы ее изготовления, показанные на чертежах, являются иллюстративными по своей природе и не предназначены для ограничения изобретения, определяемого пунктами формулы. Кроме того, особенности изобретения будут полнее и понятнее с учетом полного описания.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Определения:
Термин "абсорбирующие изделия" включает одноразовые изделия, такие как гигиенические прокладки, тампоны, межгубные устройства, повязки на раны, подгузники, изделия, применяемые при недержании у взрослых, протирочные салфетки и т.п. Кроме этого абсорбирующие компоненты, производимые способами и устройствами, раскрываемыми в настоящем документе, могут оказаться полезными в других полотнах, таких как губки для промывки, подушечки (такие как подушечки SWIFFER®) и т.п. По меньшей мере некоторые из таких абсорбирующих изделий предназначены для поглощения биологических жидкостей, таких как менструальные выделения или кровь, вагинальные выделения, моча и кал. Салфетки могут использоваться для поглощения биологических жидкостей или могут использоваться для других целей, в частности для очистки поверхностей. Различные абсорбирующие изделия, описанные выше, в типичном случае содержат проницаемый для жидкостей верхний слой, непроницаемую для жидкостей подложку, присоединенную к верхнему слою, и абсорбирующую сердцевину между верхним слоем и подложкой.
Термин "абсорбирующая сердцевина" при использовании в настоящем документе относится к компоненту абсорбирующего изделия, которое первично ответственно за хранение жидкости. Абсорбирующая сердцевина в типичном случае не включает в себя верхний слой или подложку абсорбирующего изделия.
Термин "абсорбирующий компонент" при использовании в настоящем документе относится к компонентам абсорбирующего изделия, которые в типичном случае обеспечивают одну или более функциональность обращения с жидкостями, например, сбор жидкости, распределение жидкости, перенос жидкости, хранение жидкости и т.д. Если абсорбирующий компонент содержит компонент, представляющий собой абсорбирующую сердцевину, абсорбирующий компонент может содержать всю абсорбирующую сердцевину полностью или только часть абсорбирующей сердцевины.
Термины "уплотнение" и "повышение плотности" при использовании в настоящем документе относятся к шагу процесса, в котором объемная плотность полотна увеличивается.
Термин "поперечное направление" относится к направлению, которое перпендикулярно продольному направлению в плоскости полотна.
Термин "снижение плотности" при использовании в настоящем документе относится к "уменьшению плотности", при котором объемная плотность полотна снижается.
Термин "профиль плотности" при использовании в настоящем документе относится к изменению в плотности по всей толщине абсорбирующего компонента и отличен от обычных изменений в плотности абсорбирующего компонента, имеющего приблизительно однородную плотность по всей толщине. Профиль плотности может быть в любой из конфигураций, описанных в настоящем документе. Профили плотности могут быть проиллюстрированы микрофотоснимки и изображениями, полученными с помощью электронного микроскопа.
Термин "дискретные" при использовании в настоящем документе означает "различные" или "не связанные между собой". Когда термин "дискретные" используется по отношению к формующим элементам на формующем компоненте, подразумевается, что дистальные (или радиально наружные) концы формующих элементов различны или не связаны между собой как в направлении движения в машине, так и в направлении, поперечном направлению движения в машине (даже если основания формующих элементов могут быть сформированы, например, на одной и той же поверхности цилиндра). Например, гребни на кольцевом цилиндре не считаются дискретными.
Термин "одноразовые" используется в настоящем документе для описания абсорбирующих изделий, которые не предназначены подвергаться стирке или иному восстановлению или повторному использованию в качестве абсорбирующих изделий (т.е. они предназначены для утилизации после использования и, предпочтительно, для переработки, компостирования или иной утилизации экологически приемлемым способом).
Термин "целлюлозная вата" при использовании в настоящем документе относится к высушенному произведенному путем влажного формования целлюлозосодержащему волокнистому материалу, который может быть в форме рулонов или листов. Целлюлозная вата также известна как распушенная целлюлоза или измельченная волокнистая масса. Для некоторых приложений целлюлозная вата содержит волокнистую массу SBSK (крафт из отбеленной древесины южных мягких пород) или NBSK (крафт из отбеленной древесины северных мягких пород) и производится в форме листов относительно большой толщины с высокой основной массой. Листовая продукция сматывается в непрерывные рулоны или собирается в стопы листов для отгрузки производителю одноразовых изделий. На заводе производителя рулоны непрерывно подаются в устройство, такое как молотковая мельница, для превращения, насколько это возможно, в отдельные волокна с созданием тем самым целлюлозной "пыли". Альтернативно, материалы с сортностью целлюлозной ваты могут быть подвергнуты понижению плотности с помощью процесса, описанного в настоящем документе. Кроме того, в дополнение к целлюлозным волокнам целлюлозная вата может включать волокна вискозы, полиэфира, хлопка, переработанные вторичные материалы, другие волокнистые материалы или даже добавки в виде частиц, содержащие элементы такие, как минеральные наполнители, каолиновые глины или порошок целлюлозы. Материалы типа целлюлозной ваты, полезные в настоящем изобретении, включают в себя описанные в патентах США 6,074,524 и 6,296,737.
Термины "внешние" и "наружные" при использовании в настоящем документе применительно к зонам абсорбирующего компонента относятся к тем зонам, которые удалены в Z-направлении от плоскости, проходящей через центр абсорбирующего компонента.
Термин "направление движения в машине" означает путь, которым материал, в частности полотно, следует на протяжении производственного процесса.
Термины "механическое воздействие" или "механическая деформация" могут использоваться взаимозаменяемо в настоящем документе и относятся к процессам, в которых к материалам прикладывается механическое усилие.
Термин "Micro-SELF" описывает процесс, подобный по применяемым устройствам и методу процессу SELF, определяемому в настоящем документе. Зубья Micro-SELF имеют различные размеры, так чтобы они лучше способствовали формированию выпуклостей с отверстиями на переднем и заднем концах. Процесс с использованием micro-SELF для формирования выпуклостей в субстрате полотна раскрывается в опубликованной патентной заявке США номер 2006/0286343 A1. Для целей настоящего раскрытия Micro-SELF считается подмножеством технологии SELF.
Термин "картон" при использовании в настоящем документе относится к классу тяжеловесных бумаг и других древесно-волокнистых материалов с толщиной более 0,15 миллиметра, включая коробочный картон, полиграфический картон, древесно-стружечную плиту, тарный картон, гофрированный картон и облицовочный картон.
Термин "структурированный" при использовании в настоящем документе применительно к формующим компонентам включает формующие компоненты, на которых имеются дискретные элементы, а также такие, на которых имеются непрерывные элементы рельефа, такие как гребни и канавки на кольцевом цилиндре.
Термин "переработанные вторичные материалы" при использовании в настоящем документе в общем относится к материалам, которые могут происходить из вторичных источников, таких как бытовые, оптовые, розничные, промышленные и образующиеся при сносе зданий. Термин "вторичные волокна" означает волокна, получаемые из потребительских продуктов, которые были утилизированы или сданы на переработку после их полного использования по назначению, и подразумевается как подмножество переработанных вторичных материалов. Вторичные материалы могут быть получены путем сортировки материалов из потока бытовых или производственных отходов перед утилизацией. Это определение сформулировано таким образом, чтобы включить в него материалы, которые используются для транспортировки продуктов к потребителю, включая, например, гофрированную картонную тару.
Термин "область" или "области" относится к частям или разделам абсорбирующего компонента в плоскости X-Y.
Термины "цилиндр для барабанного тиснения" или "барабанное тиснение" относятся к процессу, в котором применяются деформирующие элементы, содержащие вращающиеся в противоположных направлениях цилиндры, входящие в зацепление ленты или входящие в зацепление пластины, содержащие непрерывные гребни и канавки, где входящие в зацепление гребни и канавки деформирующих элементов входят в зацепление и растягивают полотно, находящееся между ними. Для барабанного тиснения деформирующие элементы могут располагаться таким образом, чтобы растягивать полотно в направлении движения в машине или направлении, поперечном направлению движения в машине, в зависимости от ориентации зубьев и канавок.
Термин "создание апертур с помощью ротационного ножа" (RKA) относится к процессу и устройству, использующим входящие в зацепление деформирующие элементы, подобные определенному в настоящем документе в отношении SELF или micro-SELF. Процесс RKA отличается от SELF или micro-SELF тем, что относительно плоские удлиненные зубья деформирующего элемента SELF или micro-SELF изменены так, чтобы они были обычно заостренными на дистальном конце. Зубья могут быть заточены так, чтобы как прорезать насквозь, так и деформировать полотно, чтобы производить снабженное апертурами полотно или в некоторых случаях снабженное трехмерными апертурами полотно, как раскрыто в опубликованных патентных заявках США №US 2005/0064136 A1, US 2006/0087053 A1 и US 2005/021753. Зубья RKA могут иметь другие формы и профили, и процесс RKA может также использоваться для механической деформации волокнистого полотна без создания апертур. По остальным параметрам, таким в частности как высота зубьев, расстояние между зубьями, шаг, глубина зацепления и другие параметры обработки, RKA и устройство RKA может быть идентично описанному в настоящем документе в отношении SELF или micro-SELF. Термин “SELF" относится к технологии компании Procter & Gamble, в которой SELF является сокращением от Structural Elastic Like Film (структурная эластообразная пленка).
Хотя процесс был первоначально разработан для деформования полимерной пленки с целью придания ей благоприятных структурных характеристик, было обнаружено, что процесс SELF может использоваться, чтобы производить благоприятные структуры в других материалах, в частности волокнистых материалах. Процессы, устройства и расположение элементов, произведенные с помощью SELF, иллюстрируются и описываются в патентах США № 5,518,801; 5,691,035; 5,723,087; 5,891,544; 5,916,663; 6,027,483 и 7,527,615 B2.
Термин "частично расслоенный" при использовании в настоящем документе в отношении абсорбирующего компонента означает, что некоторые признаки разделения частей абсорбирующего компонента на слои является очевидным, но остается некоторое соединение между частями этих слоев, так что они остаются соединенными вместе (а не расслаиваются и рассыпаются).
Термин "единая конструкция" при использовании в настоящем документе относится к конструкции, которая содержит один слой или содержит полностью интегрированные множественные слои, которые удерживаются вместе водородными связями и механическим переплетением и не формируются путем сборки множественных слоев, которые сформированы отдельно и соединены вместе с помощью средствами крепления, такими, в частности, как клей. Пример единой конструкции представляет собой конструкция, содержащая различные типы волокон (такие как эвкалиптовые волокна, которые могут быть уложены в процессе изготовления материала на другие целлюлозные волокна, образуя наружные слои для мягкости).
Термин "верхние" относится к абсорбирующим компонентам, такие как слои, которые располагаются ближе к пользователю абсорбирующего изделия во время использования, т.е. по направлению к верхнему слою абсорбирующего изделия; напротив, термин "нижние" относится к абсорбирующим компонентам, которые располагаются дальше от пользователя абсорбирующего изделия по направлению к подложке. Термины "в боковом направлении" соответствует направлению более короткого размера изделия, который обычно во время применения соответствует ориентации слева направо относительно пользователя. Термин "продольно" в этом случае относится к направлению, перпендикулярному боковому, но не соответствующему направлению толщины.
Термин "Z-измерение" относится к измерению, ортогональному длине и ширине компонента, сердцевины или изделия. Z-измерение обычно соответствует толщине компонента, сердцевины или изделия. При использовании в настоящем документе термин "X-Y измерения" относится к плоскости, ортогональной толщине компонента, сердцевины или изделия. X-Y измерение обычно соответствует длине и ширине соответственно компонента, сердцевины или изделия.
Термин "зона" или "зоны" относится к части или разделу по Z-направлению (толщине) абсорбирующего компонента.
I. Абсорбирующие компоненты
Настоящее изобретение относится к абсорбирующим компонентам и способам их изготовления, а конкретнее к абсорбирующим компонентам с повышенной объемностью и способам их изготовления. Кроме того, при необходимости свойства абсорбирующего компонента с повышенной объемностью могут быть изменены по все длине и/или ширине абсорбирующего компонента.
Абсорбирующие компоненты изготавливаются из исходного материала, который находится в форме полотна или листов, содержащих по меньшей мере некоторое количество целлюлозного материала, который может быть материалом бумажного качества. Исходный материал может содержать любые применимые произведенные путем влажного формования материалы, включая, наряду с прочими, следующие: целлюлозная вата, облицовочный картон, полиграфический картон, переработанные вторичные материалы, фильтровальная бумага и их сочетания. В некоторых случаях абсорбирующие компоненты могут полностью состоять или состоять практически из одного из этих произведенных путем влажного формования материалов. Абсорбирующие компоненты, описанные в настоящем документе, могут, следовательно, не быть произведенными путем аэродинамического формования. Таким образом, абсорбирующие компоненты могут быть по существу свободными или полностью свободными от связующих, таких как латексные связующие, иногда используемые в изготовлении произведенных путем аэродинамического формования материалов. Абсорбирующие компоненты, описанные в настоящем документе, могут в некоторых вариантах осуществления изобретения также быть по существу не содержащими или полностью не содержащими абсорбирующих гелеобразующих материалов, которые являются другим распространенным компонентом в произведенных путем аэродинамического формования материалах.
Исходный материал в типичном случае содержит множество отдельных волокон. Большая доля целлюлозных волокон может обеспечивать различные преимущества, такие как снижение себестоимости полотна. В отдельных аспектах изобретения исходный материал имеет содержание волокон, в которых по меньшей мере около 90 вес.% волокон представляют собой целлюлозу, или волокна имеют длину не более около 0,4 дюйма (около 1 см). Альтернативно, по меньшей мере около 95 вес.%, и опционально по меньшей мере около 98 вес.% волокон представляют собой целлюлозу, или волокна имеют длину не более около 0,4 дюйма (около 1 см). В других желаемых компоновках исходное полотно может иметь состав волокон, в котором приблизительно около 100 вес.% волокон составляет целлюлоза, или волокна имеют длину не более около 0,4 дюйма (около 1 см).
Волокна, содержащие исходный материал, включают целлюлозные волокна, обычно известные как волокна древесной массы. Применимые древесные массы включают в себя химические волокнистые массы, такие как крафт, сульфитные и сульфатные волокнистые массы, а также механические волокнистые массы включая, например, измельченную древесную массу, термомеханические волокнистые массы и химически модифицированные термомеханические волокнистые массы. Химические волокнистые массы, однако, могут быть предпочтительными в определенных вариантах осуществления изобретения, поскольку они могут придавать более высокие характеристики получаемому из них исходному материалу. Могут применяться массы, получаемые как из лиственных деревьев (далее также упоминается как "древесина твердых пород"), так и хвойных деревьев (далее также упоминается как "древесина мягких пород"). Волокна древесины твердых пород и древесины мягких пород могут быть смешаны или чередоваться, могут быть выложены слоями. Патенты США 3,994,771 и 4,300,981 описывают послойное использование волокон древесины твердых пород и древесины мягких пород. Также применимы для настоящего изобретения волокна, получаемые из переработанной бумаги, которые могут содержать любые или все из вышеуказанных категорий, а также другие неволокнистые материалы, такие как наполнители и адгезивы, используемые для облегчения изготовления исходного полотна. Кроме того, в дополнение к вышесказанному, в настоящем изобретении могут использоваться волокна и/или филаменты, полученные из полимеров, в частности гидроксилполимеров. Неограничивающие примеры применимых гидроксилполимеров включают поливинилспирт, крахмал, производные крахмала, хитозан, производные хитозана, производные целлюлозы, камеди, арабинаны, галактаны и их смеси.
Волокна, содержащие исходный материал, в нормальном случае включают волокна, получаемые из древесной массы. Другие естественные волокна, такие как хлопковые очесы, жмых, волокна шерсти, волокна шелка и т.д. могут применяться и включаются в объем настоящего изобретения. Синтетические волокна, такие как волокна вискозы, полиэтилена и полипропилена, могут также применяться в сочетании с естественными целлюлозными волокнами. Одно приводимое в качестве примера полиэтиленовое волокно, которое может быть применено, это PULPEX®, поставляемое компанией Hercules, Inc. (Уилмингтон, Делавэр). Могут также применяться волокна, сформированные из биополимеров, получаемых из не связанных с нефтью источников, таких как биогенный полиэтилен (bio-PE), биогенный полипропилен (bio-PP), биогенный полиэтилентерефталат (bio-PET) и биогенный поли-(этилен-2,5-фурандикарбоксилат) (bio-PEF). Эти биополимеры могут быть частично или полностью получены из по меньшей мере одного возобновляемого ресурса, где "возобновляемый ресурс "относится к естественному ресурсу, который может быть пополнен в пределах временных рамок 100 лет. Возобновляемые ресурсы включают следующее: растения, животные, рыбы, бактерии, грибы и продукты лесного хозяйства; и могут быть природными, гибридными или полученными путем генной инженерии организмами. Такие естественные ресурсы, как сырая нефть, каменный уголь и торф, которые требуют более 100 лет для своего формирования, не считаются возобновляемыми ресурсами. Могут также использоваться волокна, имеющие в своем составе полимеры на основе крахмала и/или переработанные смолы, такие как вторично молотые r-HDPE, r-LLDPE, r-LDPE, r-PET, r-PEF или r-PP.
Волокна в типичном случае удерживаются вместе межволоконным переплетением и водородными связями. Волокна могут иметь любую применимую ориентацию. В определенных исходных материалах волокна выровнены преимущественно в направлении процесса, в котором они были сформированы (или в направлении движения в машине).
Исходный материал может содержать дополнительные слои абсорбирующего или неабсорбирующего материала для придания других свойств, таких как прочность. Они могут включать в себя, среди прочих, без ограничения, мешковину, пленки и нетканые полотна. Дополнительно исходный материал может содержать частицы или волокна суперабсорбента.
Фиг.1 представляет собой микрофотоснимок одного варианта осуществления исходного материала, содержащего целлюлозную вату. Как показано на Фиг.1, исходные материалы представляют собой однослойную структуру, которая обычно относительно плотна по всей ее толщине. Этот исходный материал неприменим для использования в качестве компонента абсорбирующего изделия вследствие отсутствия пустот и высокой жесткости. Таблица 1 в разделе примеров показывает свойства одного такого исходного материала. Как показано на Фиг.1, на поверхности исходного материала имеются некоторые менее плотные части, но они не содержат существенной части общей толщины исходных материалов. Способы, описанные в настоящем документе, снижают общую (то есть среднюю) плотность и жесткость целлюлозной ваты (или другого исходного материала) и увеличивают его пустоты по меньшей мере в некоторых областях, так что он становится применимым для использования в качестве абсорбирующего компонента в абсорбирующем изделии. Способы могут также увеличивать средний калибр исходных материалов.
Исходные материалы могут иметь любые применимые свойства. В случае исходного материала из целлюлозной ваты прочность на разрыв исходного материала может достигать 1500 кПа или более при измерении в соответствии с методикой испытаний TAPPI T 403 om-91 для прочности на разрыв. Обычно исходные материалы с меньшей прочностью на разрыв легче механически модифицировать для снижения их плотности (т.е. получения материала с пониженной плотностью путем процесса снижения плотности). Следовательно, может быть желательным, чтобы исходный материал имел прочность на разрыв менее 1500, 1400, 1300, 1200, 1100, 1000, 900, 800, 750, 700, 600, 500, 400, 300, 200 или 100 кПа или менее. Прочность на разрыв может также находиться в пределах любого диапазона между любыми из этих значений прочности на разрыв.
Исходный материал может иметь любой применимый калибр, основную массу и плотность. Целлюлозная вата обычно имеет калибр по меньшей мере около 0,04 дюйма или более, например, от приблизительно 0,04 до приблизительно 0,06 дюйма (около 1-1,5 мм). Однако заявители получали изготовленную по специальному заказу целлюлозную вату с калибром всего лишь 0,02 дюйма (около 0,5 мм). Следовательно, в некоторых вариантах осуществления изобретения калибры исходных материалов могут находиться в диапазоне от приблизительно 0,02 до приблизительно 0,06 дюйма (около 0,5-1,5 мм). Целлюлозная вата, которая коммерчески доступна, в типичном случае имеет основную массу приблизительно в диапазоне от 100 до 200 фунтов/1000 кв.футов (490-980 г/м2). Однако заявители получали изготовленную по специальному заказу целлюлозную вату с основной массой всего 20 фунтов/1 тыс.кв. футов (98 г/м2) или менее. Следовательно, в некоторых вариантах осуществления изобретения основная масса исходного материала может находиться в диапазоне от приблизительно 20 фунтов/1 тыс.кв. футов (98 г/м2) до приблизительно 200 фунтов/1 тыс.кв. футов (980 г/м2). В некоторых вариантах осуществления изобретения плотность исходного материала может находиться в диапазоне от приблизительно 0,25 г/см3 до приблизительно 0,6 г/см3 или выше, альтернативно от приблизительно 0,3 г/см3 до приблизительно 0,6 г/см3. В типичном случае такие исходные материалы имеют относительно однородную плотность по всей своей толщине.
Исходные материалы могут иметь любое применимое содержание влаги. Целлюлозная вата обычно имеет содержание влаги менее около 10 процентов, например, около 7 процентов, хотя более низкие и более высокие содержания влаги также могут использоваться. Обычно исходные материалы с более низким содержанием влаги легче механически модифицировать для снижения их плотности (получения материала с пониженной плотностью). Например, может быть желательным, чтобы материал исходного полотна имел содержание влаги меньше либо равное 10%, 9%, 8%, 7%, 6%, 5%, 4%, 3%, 2%, 1% или в любом диапазоне между любыми из этих процентных долей.
Исходный материал может в определенных вариантах осуществления изобретения быть обработанным, частично обработанным (то есть содержать обработанную часть и необработанные часть) или необработанным. Если исходный материал является обработанным, это может быть обеспечено с помощью любой применимой обработки, включая наряду с прочими применение разрыхлителей, таких как химические разрыхлители. Примеры применимых процессов обработки описаны в патентах США 6,074,524, 6,296,737, 6,344,109 B1 и 6,533,898 B2. В типичном случае необработанные исходные материалы имеют более высокую прочность на разрыв, чем обработанные или частично обработанные исходные материалы. Обеспечение исходных материалов с по меньшей мере некоторой обработкой в форме разрыхлителя может позволить легче механически модифицировать исходные материалы для снижения их плотности.
На Фиг.2-4 показан один неограничивающий пример исходного полотна, которое было обработано в соответствии с одним из вариантов осуществления настоящего способа для формирования абсорбирующего компонента с повышенной объемностью 20. Абсорбирующий компонент 20 содержит единую абсорбирующую волокнистую структуру, имеющую первую поверхность 20A, вторую поверхность 20B, длину L, вытянутую в X-направлении, ширину W, вытянутую в Y-направлении, и вытянутую в Z-направлении толщину Т.
На Фиг.2 показано, что абсорбирующий компонент 20 подвергается снижению плотности, так что он приобретает увеличенный объем или расширяется. Термин "увеличенный объем" подразумевает, что между волокнами имеются увеличенные пустоты в сравнении с исходным материалом, из которого изготавливается абсорбирующий компонент 20 (такой как исходный материал, показанный на Фиг.1).
Исходный материал может претерпевать изменение объемной плотности, такое что абсорбирующий компонент имеет объемную плотность всего 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, или 0,9 от его исходной объемной плотности, или изменение объемной плотности в диапазоне между любыми этими двумя числами. Другой способ описания абсорбирующего компонента 20 таков, что абсорбирующий компонент состоит из целлюлозных волокон, имеющих поверхности, и имеются межволоконные водородные связи между целлюлозными волокнами, которые существенно прерваны пустотами между поверхностями волокон. Следовательно, по меньшей мере часть абсорбирующего компонента 20, простирающегося в плоскости X-Y, имеет толщину, которая является вспушенной или приподнятой. Исходный материал может также претерпевать изменения в основной массе, такие что абсорбирующий компонент имеет основную массу выше исходной основной массы исходного полотна в 1,01-1,1 раза или более, в особенности когда один из цилиндров установлен на скорость медленнее скорости полотна во время процесса, описанного ниже.
Абсорбирующие компоненты, сформированные способами, описанными в настоящем документе, могут иметь любые применимые общие свойства. Абсорбирующий компонент может иметь объемную плотность в диапазоне приблизительно 0,03-0,5 г/см3. Следует отметить, что диапазоны средней плотности различных возможных исходных материалов и абсорбирующих компонентов, описанных в настоящем документе, могут перекрываться. Это происходит вследствие широкого разнообразия возможных исходных материалов. Для определенного исходного материала средняя плотность абсорбирующего компонента, сформированного в соответствии с настоящим документом, будет ниже, чем у исходного материала. Способы, описанные в настоящем документе, могут формировать абсорбирующие компоненты с любой применимой объемной плотностью, включая наряду с прочими объемную плотность меньшую, равную или большую, чем 0,25 г/см3, с высокой гибкостью. Способы могут также формировать абсорбирующие компоненты с любой применимой толщиной, включая наряду с прочими меньшую либо равную 4 мм или более 4 мм.
Абсорбирующий компонент 20 может быть частично разделен на слои или расслоен. Дифференциальная скорость между проникающими в материал зубьями на противоположных сторонах исходного полотна приводит к напряжениям на срез в полотне, избирательному разрыву межволоконных водородных связей, что приводит к тому, что материал частично разделяется на слои или страты 22, что увеличивает калибр и объем пустот абсорбирующего компонента и снижает объемную плотность. Как показано на Фиг.2, когда говорится, что абсорбирующий компонент частично разделен на слои или расслоен, подразумевается, что некоторые следы разделения части абсорбирующего компонента на слои очевидны, что создает пространства или зоны 24 между слоями, но остается некоторая связь между частями этих слоев, такими как 26, так что они остаются соединенными вместе (а не расслаиваются или рассыпаются). Следовательно, в случае целлюлозного исходного материала могут по-прежнему оставаться некоторые волокна, связанные со слоями. Слои 22 могут иметь более высокие плотности, чем зоны 24 между слоями, что приводит к существованию перемежающихся зон более высокой и более низкой плотности по всей толщине материала в Z-направлении. Эти слои могут иметь ту же или более низкую плотность, чем исходный материал.
Поверхность 20A абсорбирующего компонента 20 может иметь множество деформаций или следов воздействия 30. Как показано на Фиг.3 и 4, деформации 30 могут быть в форме углублений 32, простирающихся по меньшей мере частично в толщу абсорбирующего компонента, выступов или апертур 34, которые проходят полностью по всей толщине абсорбирующего компонента. В некоторых случаях углубления 32, выступы или апертуры 34 могут быть удлиненными в продольном направлении и иметь первый и второй концы, как в частности первый конец 34A и второй конец 34B апертур, показанные на Фиг.4.
Поскольку во время процесса зубья на формующем компоненте, которые формируют деформации или апертуры, движутся с поверхностными скоростями, отличными от поверхностной скорости полотна, зубья практически прорезают материал, который уплотняется и во многих случаях поднимается на одном из концов углубления или апертуры. Эти уплотненные области 36 могут иметь криволинейный вид в плане, который напоминает волну, создаваемую носом судна при движении по воде, как показано на Фиг.4. Этот эффект плуга может возникать на одной стороне или на обеих сторонах полотна в зависимости от используемого процесса и конфигурации формующих компонентов в устройстве, используемом для формирования абсорбирующего компонента.
Следовательно, противоположные поверхности 20B подобным же образом могут иметь на себе подобное расположение деформаций. Однако в некоторых вариантах осуществления изобретения, уплотненные области 36 первой поверхности 20A абсорбирующего компонента примыкают к первому концу углублений или апертур, а уплотненные области на второй поверхности 20B абсорбирующего компонента примыкают ко второму концу углублений или апертур. Волны на противоположных поверхностях в таких вариантах осуществления изобретения обращены в противоположных направлениях. Углубления или апертуры, созданные на одной стороне полотна, могут быть видимыми на противоположной стороне полотна и выглядеть как выступы или апертуры, соответственно. Следует отметить, что в различных вариантах осуществления процесса, описанного в настоящем документе, деформации в результате процесса могут быть более или менее видимыми в зависимости от используемого процесса и конфигурации формующей конструкции в устройстве, используемом для формирования абсорбирующего компонента. Деформации могут быть в любых применимых формах, в том числе в виде углублений, выступов, апертур или их сочетаний. Деформации могут располагаться в любых применимых расположениях элементов, включая регулярные расположение элементов или случайные расположение элементов. Расположение элементов деформаций представляет собой продукт процесса и устройства, используемых для снижения объемной плотности исходного материала.
II. Способы изготовления абсорбирующих компонентов
Способы формирования абсорбирующих компонентов требуют подвергания исходного полотна по меньшей мере одному циклу или проходу процесса механической деформации.
Процесс механической деформации может быть выполнен на любом применимом устройстве, которое может содержать любые применимые типы формующих конструкций. Применимые типы формующих конструкций включают, в том числе, без ограничения: пару цилиндров, которая определяет зазор между ними; пары пластин; ленты, которые определяют зазор между ними; конвейерные ленты, содержащие шайбы или пластины, которые определяют зазор между ними, или их сочетания. Примеры лент и цилиндров, которые могли бы быть изменены для применения в настоящих способах, описаны в патенте США 8,021,591, Curro, et al. В случае пластин по меньшей мере одна из пластин может двигаться в направлении движения в машине относительно другой пластины, когда пластины входят в контакт с исходным полотном, чтобы обеспечить движение, подобное движению цилиндров, описанному в настоящем документе. Однако имеется в виду, что абсорбирующий компонент, производимый при помощи пары пластин или ленты, может отличаться от производимого при помощи цилиндров по причине меньшего угла зацепления и высвобождения в процессе, содержащем пару пластин или лент. Абсорбирующий компонент, производимый при помощи пластины или ленты, может быть менее объемным, и поверхность может быть менее нарушенной. Хотя в настоящем документе устройства будут описаны для удобства в основном в терминах цилиндров, следует отметить, что описание будет применимо к способам, применяющим формующие компоненты любых других конфигураций, в случаях, в которых другие формующие компоненты могут имеют формующие элементы (или зубья) в конфигурации, описанной ниже.
Термин "в общем цилиндрическую форму" при использовании в настоящем документе описывает не только цилиндры, которые совершенно цилиндрические, но также цилиндрические компоненты, которые могут иметь элементы на своей поверхности. Термины "в общем цилиндрические" также включает в себя цилиндры, которые могут иметь участки уменьшенного диаметра, в частности, на поверхности цилиндров вблизи концов цилиндров, и цилиндры с выпуклой рабочей поверхностью. Цилиндры также в типичном случае являются практически недеформируемыми. Термины "практически недеформируемые" при использовании в настоящем документе относится к цилиндрам, имеющим поверхность (и любые элементы на ней), которые в типичном случае не деформируются и не сжимаются при использовании в проведении процесса, описанного в настоящем документе. Цилиндры могут быть получены из любого применимого материала включая, наряду с прочими, сталь или алюминий. Сталь может состоять из нержавеющей и износостойкой стали, такой, в частности, как нержавеющая сталь.
Компоненты формующего устройства 38 могут, например, содержать пару цилиндров, таких как показанные на Фиг.5. Каждый из цилиндров 40 и 42 снабжен формующими элементами, содержащими дискретные выступы или выступающие элементы 50 и 52, которые могут входить в зацепление с поверхностью взаимодействующего цилиндра вследствие наличия канавок 54 между выпуклыми элементами на каждом цилиндре. Цилиндры не контактируют между собой и имеют осевой привод. Термины "переплетающиеся" или "входящие в зацепление" при использовании в настоящем документе относятся к компоновке, когда формующие элементы на одном компоненте формующей структуры (например, цилиндре) простираются к поверхности другой формующей структуры, и формующие элементы имеют часть, которая пересекает воображаемую плоскость, проходящую через вершины формующих элементов на поверхности другой формующей структуры. Как показано на Фиг.5 и 6, выпуклые элементы на каждом цилиндре могут располагаться рядами, так что они могут входить в зацепление и необязательно должны быть синхронизированы по фазе в направлении движения в машине (MD) при вращении. Верхние части или вершины формующих элементов на различных формующих компонентах имеют, следовательно, смещение относительно друг друга в зазоре, так что они не выравниваются в пределах зазора.
Цилиндры 40 и 42 в паре цилиндров в типичном случае вращаются в противоположных направлениях (то есть цилиндры вращаются в различных направлениях), как показано стрелками на Фиг.5. Цилиндры в по меньшей мере одной паре цилиндров могут вращаться с различными поверхностными скоростями. Это распространяется на различные сочетания цилиндров и лент или ленты. (В случае пластин, однако, пластины в типичном случае двигаются в том же направлении (хотя они могут двигаться с различными скоростями). Цилиндры могут вращаться с различными поверхностными скоростями за счет вращения цилиндров с различными осевыми скоростями или за счет применения цилиндров, имеющих различные диаметры и вращающихся с одной и той же осевой скоростью, или сочетания одних и других. Цилиндры могут вращаться со скоростью, практически равной той скорости, с которой полотно подается через зазор между цилиндрами; или они могут вращаться с большей или меньшей скоростью, чем скорость, с которой полотно подается через зазор между цилиндрами. В случаях, когда цилиндры вращаются с различными скоростями, могут присутствовать любые применимые различия в поверхностной или периферийной скорости между цилиндрами. Более быстро вращающийся цилиндр может иметь поверхностную скорость, превышающую скорость более медленно вращающегося цилиндра в число раз от 1,02 до приблизительно 3. Применимые диапазоны соотношения поверхностной скорости включают в себя приблизительно от 1,05 до 2,0 или более предпочтительно от 1,05 до 1,4 в зависимости от геометрии выпуклых элементов. Чем больше разница или отношение поверхностной скорости между цилиндрами, тем значительнее снижение плотности материала.
Формующие элементы на цилиндрах могут иметь любые применимые конфигурации. Определенный формующий элемент может иметь один и тот же вид в плане по длине и по ширине (например, формующий элемент с круговой или квадратной формой вида в плане). Альтернативно, формующие элементы могут иметь длину, TL, которая превышает их ширину (например, формующий элемент с прямоугольным видом в плане), причем в этом случае формующие элементы могут иметь любое применимое соотношение длины и ширины. Применимые конфигурации для формующих элементов включают, в том числе, без ограничения: зубья, имеющие треугольный вид сбоку; элементы, имеющие столбчатые формы; элементы, имеющие вид в плане, включающий круговые, овальные, в форме песочных часов, звездообразные, многоугольные и т.п. формы и их сочетания. Многоугольные формы включают среди прочих, без ограничения, прямоугольные, треугольные, пятиугольные, шестиугольные или трапециевидные. Боковые стенки 60 формующих элементов 50 и 52 могут располагаться под постоянным углом, отличным от прямого, от основания 62 до вершины 64, или они могут располагаться под изменяющимися углами. Формующие элементы 50 и 52 могут иметь вершины 64, имеющие плоскую, округлую или заостренную форму. Несколько примеров применимых конфигураций формующих элементов включают в себя, среди прочих, без ограничения, следующие: элементы SELF, элементы RKA, акулий плавник, тупой акулий плавник или элементы в форме стержней и их вариации. Они описаны подробнее ниже применительно к Фиг.7-11.
Фиг.5 представляет собой крупный план одного неограничивающего варианта осуществления поверхностей двух из валов 40 и 42 в формующем устройстве. Цилиндры 40 и 42 находятся на соответствующих поворотных валах (не показаны), имеющих оси вращения, расположенные параллельно. В данном варианте осуществления изобретения каждый из цилиндров 40 и 42 содержит один цилиндр, реализующий технологию SELF компании Procter & Gamble.
Формующие элементы 50 и 52 на цилиндрах SELF могут быть ориентированы либо в направлении движения в машине (MD), либо в направлении, поперечном направлению движения в машине (CD). Как показано на Фиг.5, цилиндры SELF могут содержать множество перемежающихся круговых гребней и канавок по окружности цилиндров. Гребни имеют сформированные на них разделенные в пространстве каналы 70 и 72 (на цилиндрах 40 и 42 соответственно), ориентированные параллельно осям цилиндров. Каналы 70 и 72 образуют разрывы в гребнях, которые создают формующие элементы, или зубья, 50 и 52 на цилиндрах SELF. В таких вариантах осуществления изобретения зубья 50 и 52 имеют свое большее измерение, ориентированное в направлении движения в машине (MD). Эти конфигурации цилиндров далее именуются в настоящем документе цилиндрами CD SELF, поскольку в обычном процессе SELF материал, подаваемый зазор, образуемый таким цилиндром, растягивается в направлении, поперечном направлению движения в машине (CD).
В других вариантах осуществления изобретения (таких как показанные на Фиг.29), цилиндры SELF 80 могут содержать цилиндр SELF направления движения в машине или MD-SELF. Такой цилиндр имеет перемежающиеся гребни и канавки, большее измерение которых ориентировано параллельно оси А цилиндров (то есть в поперечном направлении (CD)). Гребни такого цилиндра 80 несут на себе разделенные в пространстве каналы 88, ориентированные по окружности цилиндров. Каналы формируют разрывы в гребнях, образуя формующие элементы или зубья на MD-цилиндрах SELF.
Процесс, используемый в настоящем документе, отличается от процесса SELF компании Procter & Gamble по некоторым параметрам. Одно отличие состоит в том, что материалы полотна, описанные в настоящем документе, в типичном случае не сформированы в конструкции, снабженные ребровидными элементами и имеющие резиноподобные свойства. Вместо этого, как показано на Фиг.20, процесс SELF используется в данном контексте, чтобы механически деформовать материал исходного полотна 10 и вызывать усилие на срез в локализованной области 12 между зубьями 50 и 52 формующей конструкции путем использования их движения с различными поверхностными скоростями (или, в некоторых случаях, с одной и той же поверхностной скоростью в опциональных шагах, описанных ниже) для избирательного разрыва водородных связей полотна 10, для снижения объемной плотности и увеличения гибкости материала исходного полотна.
Как показано на Фиг.6, зубья 50 и 52 одного цилиндра простираются частично в канавки 54 противоположного цилиндра для определения глубины зацепления (DOE), которая представляет собой меру степени взаимодействия цилиндров 40 и 42. Глубина зацепления может быть нулевой, положительной для входящих в зацепление цилиндров или отрицательной для не входящих в зацепление цилиндров. В случае цилиндров, показанных на Фиг.5, выпуклые элементы входят в зацепление с относительно высокой DOE. DOE может включать, но не быть ограниченной значениями более толщины исходного полотна.
На Фиг.6 показана в поперечном разрезе часть входящих в зацепление цилиндров 40 и 42, включая зубья 50 и 52 и канавки 54 между зубьями 50 и 52. Зубья 50 и 52 в данном варианте осуществления изобретения имеют треугольную или трапециевидную форму в разрезе. Вершины 64 зубьев являются наиболее удаленными частями поверхности цилиндров. Как показано, зубья 50 и 52 имеют высоту зубьев TH, радиус вершин TR, длину зубьев TL (Фиг.5), продольное расстояние между зубьями TD и поперечное расстояние между зубьями (или расстояние между гребнями), именуемое шагом P. Длина зубьев TL в таких вариантах осуществления изобретения представляет собой круговые измерения. Наружные вершины зубьев имеют стороны, которые предпочтительно закруглены во избежание порезов или разрывов в исходном материале. Передние и задние кромки LE и TE (Фиг.5), соответственно, зубьев 50 и 52 могут в некоторых случаях быть квадратной формы или формы, которая создает относительно острую кромку для максимального снижения плотности полотна в процессе.
Для изготовления абсорбирующего компонента 20, такого как показан на Фиг.2-4, из исходного полотна, имеющего основную массу в диапазоне от приблизительно 200 до 700 г/м2, зубья 50 и 52 могут иметь длину TL в диапазоне от приблизительно 0,5 мм (0,020 дюйма) или менее до приблизительно 10 мм (0,400 дюйма), альтернативно от приблизительно 2 мм (0,080 дюйма) до приблизительно 6 мм (0,240 дюйма), поперечное расстояние TD от приблизительно 0,5 мм (0,020 дюйма) до приблизительно 20 мм (0,800 дюйма), альтернативно от приблизительно 1 мм (0,040 дюйма) до приблизительно 4 мм (0,160 дюйма), высоту зубьев TH в диапазоне от приблизительно 0,5 мм (0,020 дюйма) до приблизительно 10 мм (0,400 дюйма), альтернативно от приблизительно 2 мм (0,080 дюйма) до приблизительно 5 мм (0,200 дюйма), радиус вершин TR зубьев в диапазоне от приблизительно 0,05 мм (0,002 дюйма) до приблизительно 2,0 мм (0,080 дюйма), альтернативно от приблизительно 0,1 мм (0,004 дюйма) до приблизительно 0,5 мм (0,020 дюйма), и шаг P в диапазоне от приблизительно 1 мм (0,040 дюйма) до приблизительно 10 мм (0,400 дюйма), альтернативно от приблизительно 2 мм (0,080 дюйма) до приблизительно 4 мм (0,160 дюйма). Глубина зацепления DOE может быть от приблизительно 1 мм (0,040 дюйма) до приблизительно 5 мм (0,200 дюйма) (до максимума, приближающегося к высоте зубьев TH). Естественно, каждая из величин DOE, P, TH, TD, TL и TR может варьировать независимо от каждой из остальных в зависимости от свойств исходного полотна 10 и желаемых характеристик абсорбирующего компонента 20. Кроме того, формы и геометрия зубьев на первом цилиндре может быть той же или отличаться от формы и геометрии зубьев на втором взаимодействующем цилиндре.
На Фиг.7 показана реализация цилиндра 90, далее именуемого в настоящем документе "цилиндром со смещенным расположением CD SELF". Как показано на Фиг.7, поверхность цилиндра 90 имеет множество разделенных в пространстве зубьев 92. Зубья 92 располагаются в порядке со смещением. Конкретнее, зубья 92 располагаются в виде множества вытянутых по окружности и разделенных расстоянием в осевом направлении рядов, таких как 94 и 96, расположенных по окружности цилиндра. Что касается расстояния TD между зубьями в каждом ряду, зубья на каждом цилиндре образуют множество вытянутых по окружности, разделенных расстоянием в осевом направлении перемежающихся гребней и канавок. Однако в этом случае зубья 92 в примыкающих рядах смещены относительно друг друга. Длина зубьев TL и расстояние TD в направлении движения в машине (MD) могут быть заданы так, что зубья в примыкающих рядах 94 и 96 либо перекрываются, либо не перекрываются, если смотреть на цилиндры со стороны их концов. В показанном варианте осуществления изобретения зубья 92 в примыкающих рядах смещены по окружности на расстояние 0,5x (где x равен длине зубьев плюс продольное расстояние TD между зубьями в данном ряду). Другими словами, передние кромки LE примыкающих зубьев в примыкающих рядах смещены в направлении движения в машине на 0,5х. Цилиндр 90 может быть выровнен с другим цилиндром так, чтобы образовать зазор, в котором ряды зубьев одного цилиндра находятся напротив канавок между зубьями другого цилиндра. Цилиндр, показанный на Фиг.7, может быть изготовлен любым применимым способом, в частности путем нарезки гребней и канавок на поверхности цилиндра и затем спиральной нарезки зубьев 92 на поверхности цилиндра с непрерывным выполнением каждого реза. При необходимости профиль зубьев (в частности, передние и задние кромки) может быть изменен посредством врезного прохода.
На Фиг.8 показана часть поверхности цилиндра 100, имеющего выпуклые элементы 102 другой конфигурации, которая может использоваться в данном способе. Цилиндр, показанный на Фиг.8, именуется в настоящем документе "цилиндром для создания апертур с помощью ротационного ножа" (или RKA). Как показано на Фиг.8, цилиндр 100 содержит вытянутые по окружности перемежающиеся ряды зубьев 102 и канавки между ними. Зубья 102 имеют пирамидальную форму и могут иметь до шести боковых граней, причем каждая боковая грань обычно треугольной формы. Зубья 102 присоединены к нижнему цилиндру своими основаниями. Основания зубьев имеют в разрезе длину большую, чем ширина. Зубья 102 могут иметь скошенную поверхность под постоянным углом от основания до вершины, или угол наклона поверхности может изменяться как у зубьев, показанных на Фиг.8. На Фиг.8 показан пример зубьев, имеющих стороны, усеченные при основании, так что часть боковой грани зубьев, примыкающая к основанию, приблизительно вертикальна, а затем зубья имеют наклонную поверхность в направлении вершины. Цилиндры RKA описаны подробнее в опубликованной патентной заявке США номер US 2006/0087053 A1.
На Фиг.9 показана часть поверхности цилиндра 110, имеющего выпуклые элементы 112 другой конфигурации, которая может использоваться в данном способе. В данном варианте осуществления изобретения передние кромки LE и задние кромки TE образуют различные углы с поверхностью цилиндра и напоминают форму акульего плавника (которые могут именоваться зубьями "акулий плавник"). Передние кромки LE могут образовывать большие углы с поверхностью цилиндров, чем задние кромки TE. В некоторых случаях задние кромки TE могут образовывать угол, располагаясь в общем перпендикулярно к поверхности цилиндра. В случае зубьев "акулий плавник", показанных на Фиг.9, зуб "акулий плавник" 112 имеет обычно заостренную пирамидальную форму с шести сторон 114 (три из которых показаны на изображенной половине зуба), причем каждая из боковых граней имеет в общем треугольную форму. Вершина двух боковых граней образует переднюю кромку LE, а вершина двух других боковых граней образует заднюю кромку TE зубьев 112. Вершины передней или задней кромки могут быть относительно острыми, или в других случаях они могут быть подвергнуты механической обработке для создания некоторого радиуса кривизны. Как показано на Фиг.9, зубья могут иметь постоянные углы наклона поверхности от основания до вершины, или эти углы могут изменяться. Зубья могут также иметь менее шести сторон, например, если LE и TE срезаны вместо того, чтобы образовывать вершину.
На Фиг.10 показана часть поверхности цилиндра 120, имеющего выпуклые элементы 122 другой конфигурации, которая может использоваться в данном способе. Цилиндр, показанный на Фиг.10, упоминается в настоящем документе как цилиндр "затупленный акулий плавник". Как показано на Фиг.10, в общем пирамидальные формы, показанные на Фиг.9, могут быть усечены так, чтобы удалить заостренные вершины 11 6 и создать усеченную фигуру. Усечение может быть сделано на предопределенном расстоянии от основания зуба так, что на дистальном конце зуба 122 образуется в общем уплощенная область 126. В общем уплощенная область 126 может иметь форму области, соответствующую форме зуба 122 в разрезе. Следовательно, в общем уплощенная область 126 может также быть удлиненной, то есть имеющей измерения по длине большее, чем по ширине, и соотношение сторон AR, соответствующее соотношению сторон зуба 122. В одном варианте осуществления изобретения уплощенная область 126 может переходить в боковые грани 124 в обычно острых вершинах. В других вариантах осуществления изобретения переход может быть с некоторым радиусом кривизны, что дает гладкие, округленные, уплощенные вершины зубьев. Любые другие формы зубьев, описанные в настоящем документе, также могут быть усеченными и образовывать зубья в форме различных усеченных фигур.
На Фиг.11 показана часть поверхности цилиндра 130, имеющего выпуклые элементы 132 другой конфигурации, которая может использоваться в способе. Цилиндр, показанный на Фиг.11, упоминается в настоящем документе как цилиндр с зубьями. В отличие от предыдущих описанных геометрий зубьев, зубья цилиндра с зубьями округлого сечения не имеют граней, то есть они не содержат плоских поверхностей. Такой зуб может иметь различные формы в сечении, такие как круглые или овальные. Кончик зуба может сходиться в точку, быть округлым или быть усеченным и иметь плоскую поверхность. Зубья могут также быть загнуты под углом. Боковая стенка может быть конической от основания до вершины под постоянным углом, либо боковая стенка может изменять угол. Например, вершина зуба может иметь конусообразную форму с углом 30 градусов между осью зуба и боковой стенкой, и основание зуба может иметь цилиндрическую форму с вертикальной боковой стенкой, идущей параллельно оси зуба.
Цилиндры, имеющие различные конфигурации, описанные в настоящем документе, могут использоваться во взаимодействии в любых применимых сочетаниях для образования зазора между ними. Цилиндр может входить в зацепление с другим цилиндром, содержащим то же или иное расположение элементов, но при этом необходимо, чтобы зубья не соприкасались друг с другом. Оба взаимодействующих цилиндра могут быть выровнены так, что ряды зубьев на первом цилиндре смещены в направлении, поперечном направлению движения в машине, относительно рядов зубьев на втором цилиндре (или помещены между ними).
Для некоторых сочетаний цилиндров необходимы различные вспомогательные средства для снятия полотна с одного или обоих цилиндров после прохождения полотна через зазор. Например, могут добавляться противослипающие средства, такие как силиконовые или фторуглеводородные. Другие способы снятия полотна с цилиндров включают воздушный шабер или щетки. В одном варианте осуществления изобретения по меньшей мере один из цилиндров может иметь внутреннюю камеру и средства, обеспечивающие положительное давление воздуха в точке снятия полотна. В других вариантах осуществления изобретения устройство может быть снабжено системой снятия полотна в форме гребня или изогнутой проволоки, которая может проникать в канавки цилиндров и активно извлекать полотно из канавок.
На Фиг.12 и 13 показаны два неограничивающих варианта применимых сочетаний цилиндров. На Фиг.12 показано сочетание взаимодействующих цилиндров, образуемое цилиндром RKA 100 (показан вверху) и цилиндром "акулий плавник" 110 внизу. Естественно, в других вариантах осуществления изобретения положение цилиндров может быть обратным. Как было обнаружено, цилиндр "акулий плавник" 110 помогает снизить усилие, необходимое для удаления полотна с цилиндра, и устраняет потребность вспомогательных средствах для снятия на этом цилиндре. Считается, что это верно для всех форм зубьев с передней кромкой LE, расположенной под углом более 90 градусов к поверхности цилиндра. Указанный угол измеряется между частью поверхности цилиндра вне зуба и передней кромкой. В типичном случае скорость одного цилиндра будет близкой к скорости полотна, а скорость взаимодействующего цилиндра будет ниже скорости полотна. В случае цилиндра "акулий плавник", взаимодействующего с цилиндром RKA (или другим типом цилиндра), цилиндр "акулий плавник" в типичном случае является тем цилиндром, который вращается быстрее. Соотношение поверхностных скоростей более быстро вращающегося цилиндра и более медленно вращающегося цилиндра может быть любым применимым значением более или равным 1,02; 1,05; 1,1; 1,5; 2,0 или 3,0.
На Фиг.13 показано сочетание взаимодействующих цилиндров, образуемое цилиндром CD SELF 40 (показан вверху) и цилиндром "акулий плавник" 110 внизу. В других вариантах осуществления изобретения положение обоих цилиндров может быть обратным. Различные применимые сочетания цилиндров включают, среди прочих, без ограничения, следующие конфигурации взаимодействующих цилиндров: SELF/SELF, RKA/"акулий плавник" (Фиг.12), SELF/"акулий плавник" (Фиг.13), "акулий плавник"/"акулий плавник", SELF/зубья округлого сечения, зубья округлого сечения/"акулий плавник" и зубья округлого сечения/зубья округлого сечения.
Процесс может при необходимости быть сконструирован так, чтобы зубья в зазоре на первом цилиндре могли быть синхронизированы по фазе с зубьями в зазоре на втором цилиндре. В результате зубья в зазоре на первом цилиндре могут всегда имеют одно и то же относительное положение по отношению к зубьям в зазоре на втором взаимодействующем цилиндре, что приводит к последовательному повторяющемуся расположению элементов деформаций на полотне (даже если цилиндры вращаются с различными скоростями). Фиг.14 представляет собой схематический вид в плане области полотна 10, демонстрирующей пример того, как зубья на обоих взаимодействующих цилиндрах (в этом случае двух смещенных цилиндрах CD SELF, как показано на Фиг.7) могут выравниваться в зазоре для создания устойчивого повторяющегося расположения элементов на полотне. На Фиг.14 показаны области 30A полотна, испытывающие воздействия зубьев на первом цилиндре и области 30B воздействия зубьев на втором цилиндре. Каждая из деформаций от первого цилиндра всегда находится в одном и том же относительном положении по отношению к примыкающим деформациям, нанесенным вторым цилиндром. Термин "примыкающий" при использовании в этом контексте относится к ближайшей деформации, нанесенной другим цилиндром, даже если деформация может находиться на противоположной поверхности полотна. Для достижения этой цели процесс может быть сконструирован различными способами, в том числе следующими.
В одном варианте осуществления изобретения оба диаметра взаимодействующих цилиндров могут быть одинаковыми, и цилиндры могут использоваться на различной осевой скорости в оборотах в минуту (об/мин), и расстояние повтора зубьев в направлении движения в машине по меньшей мере на одном цилиндре может варьировать так, чтобы соотношение числа оборотов в минуту первого цилиндра и второго цилиндра было равно соотношению продольного расстояния повтора зубьев первого цилиндра и второго цилиндра. Термин "расстояние повтора зубьев в направлении движения в машине" при использовании в настоящем документе относится к сумме длины зубьев TL и расстоянию между зубьями в направлении движения в машине.
В другом варианте осуществления изобретения цилиндры могут использоваться на одной и той же осевой скорости в об/мин, и диаметр цилиндра и расстояние повтора зубьев в направлении движения в машине может варьировать так, чтобы соотношение диаметра первого цилиндра и второго цилиндра было равно соотношению расстояния повтора зубьев в направлении движения в машине первого цилиндра и второго цилиндра.
Альтернативно, процесс может быть сконструирован так, чтобы зубья в зазоре на первом цилиндре не были синхронизированы по фазе с зубьями в зазоре на втором взаимодействующем цилиндре и, следовательно, зубья на первом цилиндре не поддерживали единообразного положения от одного ряда зубьев к другому ряду зубьев относительно зубьев на втором цилиндре. Фиг.14A представляет собой схематический вид в плане области полотна 10, показывающей пример того, как зубья на обоих взаимодействующих цилиндрах (два смещенных цилиндра CD SELF) могут создать изменяющееся расположение элементов, но по-прежнему повторяющееся с некоторым интервалом. Фиг.14A показывает области 30A полотна, испытывающие воздействия со стороны зубьев на первом цилиндре и области 30B воздействия зубьев на втором цилиндре. Под термином "изменяющееся" подразумевается то, что деформации от первого цилиндра не всегда расположены в том же относительном положении по отношению к примыкающей деформации от второго цилиндра от одного ряда зубьев к следующему. Однако расположение элементов повторяется. В примере, показанном на Фиг.14A, расположение элементов повторяется каждый седьмой ряд зубьев на первом цилиндре и каждый пятый ряд зубьев на втором цилиндре. Расстояние повтора зависит от соотношения поверхностных скоростей, диаметра и продольного расстояния повтора зубьев обоих взаимодействующих цилиндров.
Исходное полотно может подаваться для процесса механической деформации в любой применимой ориентации, если исходное полотно находится в форме листов. Если исходный материал находится в форме листов, отдельные листы могут быть соединены концами в конфигурацию с наложением путем прохождения листов через зазор процесса RKA или SELF. В типичном случае исходный материал подается для процесса механической деформации в направлении движения в машине, если он в виде рулона.
III. Другие альтернативные варианты осуществления изобретения.
Имеются многочисленные другие альтернативные варианты осуществления способов, описанных в настоящем документе, которые могут использоваться для придания абсорбирующим компонентам различных свойств.
Все способы могут требовать шага снижения плотности. В шаге снижения плотности может применяться устройство с одним зазором, образуемым формующими компонентами, движущимися с различными поверхностными скоростями, как описано выше (зазор с неравными скоростями).
В некоторых альтернативных вариантах осуществления изобретения формующие компоненты, образующие зазор между цилиндрами с различными скоростями, могут быть сконфигурированы с формующими элементами в расположении, варьирующем по поверхности формующих компонентов с тем, чтобы создать в абсорбирующем компоненте изменения свойств в зависимости от области.
В некоторых альтернативных вариантах осуществления изобретения в шаге снижения плотности может применяться более чем один зазор (то есть множественные зазоры). В этих последних вариантах осуществления изобретения множественные зазоры могут каждый быть образован зазорами между цилиндрами с различными скоростями. Альтернативно, устройства могут содержать гибридный процесс, в котором множественные зазоры содержат по меньшей мере один зазор между цилиндрами с различными скоростями, и по меньшей мере один зазор образуется формующими компонентами, движущимися с практически равной поверхностной скоростью (зазоры с равными скоростями). Во многих вариантах осуществления изобретения может быть желательным, чтобы присутствовали множественные зазоры между цилиндрами с равными скоростями. Формующие компоненты, образующие зазоры между цилиндрами с равными скоростями, могут располагаться в некотором числе различных конфигураций, включая, наряду с прочими, гнездообразные конфигурации как описано ниже. Зазоры с дифференциальными скоростями и зазоры между цилиндрами с равными скоростями могут располагаться в любом порядке (в процессе). Зазоры между цилиндрами с равными скоростями могут в некоторых случаях быть сконфигурированы с возможностью получения в исходном материале зон с пониженной плотностью на каждой стороне исходного материала (исходный материал с двусторонним понижением плотности) или зоны с пониженной плотностью на одной стороне исходных материалов (исходный материал с односторонним понижением плотности).
В любом из вышеперечисленных способов исходное полотно 10 может быть дополнительно подвергнуто шагу предварительной обработки (которая имеет место до шага снижения плотности) и/или шагу последующей обработки (которая имеет место после шага снижения плотности). В шаге предварительной обработки и шаге последующей обработки может применяться по меньшей мере один зазор между цилиндрами с равными скоростями, который придает абсорбирующему компоненту различные дополнительные свойства.
A. Способы придания абсорбирующим компонентам изменений свойств в зависимости от области
Фиг.15 показывает вариант осуществления изобретения, в котором поверхность по меньшей мере одного цилиндра 140 может быть разделена на зоны так, что различные свойства материала будут созданы в различных областях материала или продукта. Хотя возможно много изменений, показанная поверхность цилиндра 140 содержит первую область, содержащую зубья CD SELF 142, имеющие первую высоту, и вторую область, содержащую гребни и канавки 144 для барабанного тиснения, в которой гребни имеют вторую, меньшую высоту, чем зубья SELF 142. Например, полотно, обрабатываемое цилиндром на Фиг.15, может иметь области с более большим понижением плотности (в результате воздействия зубьев SELF) и большей толщиной и гибкостью, чем другие области в полотне (на которые воздействовали гребни для барабанного тиснения меньшей высоты). Поверхности формующих компонентов (то есть оснастка) могут различаться по областям, причем это может включать в себя различия в следующих параметрах: форма зубьев, высота зубьев, длина зубьев, расстояние между зубьями, непрерывные гребни вместо дискретных зубьев, отсутствие зубьев на одном или нескольких формующих компонентах и т.д. Цилиндр, имеющий области с формующими элементами различных свойств на своей поверхности, может использоваться в зазоре между цилиндрами с различными скоростями; или в зазоре между цилиндрами с равными скоростями для предварительной или последующей обработки исходного полотна.
В других вариантах осуществления изобретения отсутствие зубьев на части поверхностей на одном или обоих формующих компонентах может использоваться для получения абсорбирующих компонентов с понижением плотности в некоторых областях. Термин "снижение плотности в отдельных областях" относится к абсорбирующему компоненту, который имеет некоторые части, не подвергаемые снижению плотности. Для изготовления абсорбирующего компонента с понижением плотности в некоторых областях исходное полотно подвергается снижению плотности только в выбранных областях в плоскости X-Y. Этого можно достичь, обеспечив выбранные части формующих компонентов, которые были бы свободны от формующих элементов, так чтобы они оставляли части материала исходного полотна в их первоначальном состоянии.
B. Способы применения множественных зазоров
1. Способы применения множественных зазоров между цилиндрами с различными скоростями.
На Фиг.16 показано устройство, которое содержит две пары цилиндров 150 и 152 и может именоваться устройством с парными цилиндрами. Каждая пара цилиндров содержит два цилиндра, 150A и 150B и 152A и 152B соответственно, которые образуют между собой один зазор N. В варианте осуществления изобретения, показанном на Фиг.16, показано четыре цилиндра. Однако устройство может содержать любое применимое число цилиндров. Множественные цилиндры полезны, когда желательно пропустить исходное полотно 10 через множественные зазоры.
Множественные зазоры, образуемые цилиндрами с неравными скоростями, могут использоваться для дальнейшего улучшения свойств исходного полотна, таких как: повышение калибра и объемности; снижение поверхностной плотности для более быстрого сбора жидкости; и/или повышение гибкости. В любых вариантах осуществления изобретения, в которых имеется две или более пар цилиндров, одно или более из следующих свойств одной пары цилиндров может варьировать относительно другой пары цилиндров: геометрия формующего элемента, DOE и разница скорости между цилиндрами в различных зазорах.
На Фиг.16A представлен другой вариант осуществления устройства для изготовления абсорбирующего компонента. Устройство, показанное на Фиг.16A, имеет планетарную конфигурацию, которая содержит центральный цилиндр 160 и взаимодействующие с ним цилиндры-сателлиты 162, 164 и 166, которые образуют множественные зазоры с центральным цилиндром 160. В этой компоновке цилиндров по меньшей мере один из цилиндров-сателлитов может работать на скорости, отличающейся от скорости центрального цилиндра. Другие цилиндры-сателлиты могут работать на скоростях либо равных, либо неравных скорости центрального цилиндра.
2. Способы снижения плотности, применяемые к сочетаниям из по меньшей мере одного зазора между цилиндрами с различными скоростями и зазора между цилиндрами с равными скоростями.
Как описано выше, в вариациях способов, описанных в настоящем документе, могут применяться множественные зазоры, которые могут содержать по меньшей мере один зазор между цилиндрами с различными скоростями и по меньшей мере один зазор между цилиндрами с равными скоростями. Выражения "практически равная скорость" и "совпадающая скорость" при использовании в настоящем документе являются синонимами и означают, что соотношение скорости между цилиндрами или другими формующими компонентами составляет менее 1,01. Скорость цилиндров измеряется в терминах поверхностной или периферийной скорости. В некоторых случаях может быть желательным, чтобы присутствовали множественные зазоры между цилиндрами с равными скоростями. Формующие компоненты, образующие зазоры между цилиндрами с равными скоростями, могут располагаться в некотором числе различных конфигураций. Зазоры между цилиндрами с различными скоростями и зазоры между цилиндрами с равными скоростями могут располагаться в любом порядке (любой из них может располагаться первым).
Было обнаружено, что обработка в зазорах между цилиндрами с различными скоростями может давать исходное полотно более значительным увеличением объемности и гибкости при меньшем числе зазоров, чем может быть достигнуто при обработке исключительно в зазорах между цилиндрами с равными скоростями. Дополнительные цилиндры с равными скоростями могут использоваться для дальнейшего снижения поверхностной плотности полученного полотна, увеличения гибкости или получения полотна с другими свойствами, которые иначе не могли бы быть достигнуты при обработке исключительно с неравными скоростями. Следовательно, сочетания цилиндров с неравными скоростями и цилиндров с равными скоростями могут обеспечивать все желаемые свойства с наименьшим числом зазоров.
Опциональные дополнительные цилиндры с равными скоростями могут обеспечивать зазор, который располагается: (1) до цилиндров с неравными скоростями (как показано на Фиг.17); (2) между цилиндрами с неравными скоростями (если имеется более одной пары цилиндров с неравными скоростями); (3) после цилиндров с неравными скоростями (как показано на Фиг.18) или (4) в любых сочетаниях вышеперечисленного.
Поверхность дополнительных цилиндров с равными скоростями 170 может, в зависимости от желаемых типов механической деформации, быть: практически гладкой (т.е. опорный цилиндр); или снабженной формующими элементами, содержащими выступы или выступающие элементы, при условии, что каждый зазор содержит по меньшей мере один цилиндр с дискретными выступающими формующими элементами. Для цилиндров, имеющих поверхности с гребнями и канавками, гребни считаются выступающими формующими элементами. Выпуклые элементы могут быть дискретными (такие как зубья SELF, штифты или зубья RKA) или непрерывными (такие как гребни на цилиндрах для барабанного тиснения). В некоторых вариантах осуществления изобретения компоненты формующей структуры могут быть практически не содержащими или полностью не содержащими сочетания дискретных выступающих и взаимодействующих дискретных гнездовых элементов, таких как применяемые для рельефного тиснения.
Может присутствовать любое применимое число дополнительных цилиндров, которые образуют любое применимое число дополнительных зазоров между ними. Число зазоров между цилиндрами с равными скоростями, через которые может пропускаться исходное полотно, может находиться диапазоне от 2 до 100 или более зазоров. В некоторых случаях, например, может быть желательным пропустить исходное полотно 10 через тридцать или более зазоров. Для пропуска исходного полотна 10 через тридцать зазоров, если цилиндры располагаются в парной конфигурации, необходимо тридцать пар цилиндров. Однако такие компоновки цилиндров неоптимальны, поскольку требуется большое число цилиндров, и оно занимает избыточное количество пространства в производственном помещении. Следовательно, заявители разработали улучшенные конфигурации для компоновки цилиндров. Цилиндры могут, в зависимости от варианта осуществления изобретения, располагаться в любых применимых конфигурациях с видом сбоку, включая следующие: парные (Фиг.16); планетарные (Фиг.16A); гнездообразные конфигурации (часть устройств, показанных на Фиг.17 и 18) и сочетания таких конфигураций (гибриды) (Фиг.17 и 18). Эти конфигурации цилиндров описаны подробнее в патентной заявке США №13/094,206, поданной 26 апреля 2011 г.
Часть 180 устройства, показанная на левой стороне Фиг.17 (и на правой стороне Фиг.18), далее именуется гнездообразным расположением цилиндров. В части устройства с гнездообразно расположенными цилиндрами цилиндры 170 располагаются в смещенной конфигурации в виде сбоку (то есть со сторон их концов), в котором один цилиндр, такой как цилиндры 170B, 170C и 170D, позиционируется в промежутке между двумя соседними цилиндрами, так что по меньшей мере два из цилиндров определяют два или более зазоров N с другими цилиндрами. В типичном случае при гнездообразном расположении цилиндров имеется по меньшей мере четыре в общем цилиндрических цилиндра.
Гнездообразное расположение цилиндров может обеспечивать несколько преимуществ. Гнездообразное расположение цилиндров может обеспечивать больше зазоров на суммарное число цилиндров, чем отличное от гнездообразного расположение цилиндров. Это приводит к существенно меньшей потребности в оснастке (механически обработанные цилиндры), чем в устройстве с парными цилиндрами. Гнездообразное расположение цилиндров поддерживает лучший контроль полотна для регистрации деформаций в полотне, поскольку все части полотна остаются в контакте с по меньшей мере одним цилиндром от точки, где полотно входит в первый зазор, до местоположения, где полотно выходит из последнего зазора. Гнездообразное расположение цилиндров также требует меньших производственных площадей. Полностью гнездообразное расположение цилиндров показано на Фиг.17 и 18, например, может также быть повернуто на 90°, так чтобы цилиндры были помещены вертикально, и устройство будет занимать еще меньше пространства в производственном помещении.
Фиг.19 представляет собой крупный план одного неограничивающего варианта осуществления поверхностей двух цилиндров с равными скоростями 182 и 184. Цилиндры 182 и 184 находятся на соответствующих поворотных валах (не показаны), имеющих оси вращения, расположенные параллельно друг другу. В данном варианте осуществления изобретения каждый из цилиндров 182 и 184 содержит вариации одного из цилиндров технологии SELF компании Procter & Gamble. В данном варианте осуществления изобретения формующие элементы (или зубья) 100 на цилиндрах SELF имеют большее измерение, ориентированное в направлении движения в машине (MD). Как показано на Фиг.19, DOE (глубина зацепления) может быть меньшей, чем у цилиндров с неравными скоростями, таких как показаны на Фиг.5. Часто DOE цилиндров с равными скоростями составляет менее толщины исходного полотна или даже отрицательную величину (при которой имеется открытый зазор между цилиндрами так, что цилиндры не входят в зацепление). Примеры в таблице ниже представляют собой примеры настроек для части процесса с равными скоростями, показывающие, что соотношение толщины к DOE в типичном случае равно или превышает 1. Для отрицательных значений DOE, соотношение толщины к DOE получается делением толщины на абсолютное значение DOE.
Фиг.20 представляет собой далее увеличенный вид нескольких входящих во взаимозацепление зубьев 50 и 52 и канавок 54 цилиндров с полотном 10 материала между ними. Как показано, часть полотна 10, которое может быть исходным полотном, таким как показано на Фиг.1, принимается между входящими во взаимозацепление зубьями 50 и 52 и канавками 54 соответствующих цилиндров. Взаимозацепление зубьев 50 и 52 и канавок 54 цилиндров заставляет разделенные пространством в поперечном направлении части 12 полотна 10 подвергаться вжиманию зубьями 50 и 52 в соответствующие канавки 54. Во время прохождения между формующими цилиндрами с равными скоростями полотно изгибается вокруг зубьев 50 и 52, что вызывает усилия на срез в полотне, которые приводят к избирательному разрыву и сохранению водородных связей и уменьшению сцепления между волокнами. Как показано на Фиг.20, зубьям 50 и 52 не требуется проникать на полную толщину исходного полотна 10.
В общем случае, чтобы получить наибольшее снижение плотности за наименьшее число воздействий, в то же время сохраняя частично целостность полотна, может быть желательным применять небольшую длину зубьев TL и небольшой радиус вершин TR для максимального изгиба вокруг зубьев и минимального сжатия материала. Следовательно, может быть желательным, чтобы радиус TR вершин зубьев был менее 0,020 дюйма (около 0,5 мм). Однако это должно быть сбалансировано с потребностью иметь зубья, которые не будут с легкостью обламываться, когда к ним будет приложена сила вследствие деформации. Расстояние между зубьями TD должно быть достаточно большим, чтобы материал подвергался изгибу вокруг передних и задних кромок зубьев, LE и TE, соответственно. Если TD слишком мало, материал заполнит зазор между зубьями и величина снижения плотности будет ниже. Оптимальный шаг зубьев зависит от толщины исходного материала 10 и в типичном случае превышает примерно вдвое толщину полотна 10. Если шаг P слишком мал, материал 10 остается достаточно плотным после множественных проходов. Если шаг P слишком велик, поперечное расстояние между зубьями после совмещения цилиндров составляет более толщины полотна 10, и зубья не создают достаточного усилия смещения между слоями полотна, которое требуется для избирательного разрыва водородных связей.
Зубья, описанные в настоящем документе, могут иметь меньший радиус вершин TR, чем выпуклые элементы, используемые в типичных процессах рельефного тиснения, для сведения к минимуму степени уплотнения материала 10 при изгибе материала на зубьях. Кроме того, в отличие от рельефного тиснения, зазор между зубьями или кратчайшее расстояние D между вершинами зубьев оснастки, описанное в настоящем документе, может быть меньшим, чем толщина полотна 10, для создания дополнительных усилий смещения в полотне. Это приводит к значительному снижению плотности материала по причине того, что водородные связи разрываются не только на внешних поверхностях полотна, но также могут разрываться внутри полотна.
По причине локального поперечного растягивания полотна 10, которое имеет место, с последующим увеличением ширины полотна, материал полотна, выходящий из формующих цилиндров с равными скоростями, может иметь меньшую основную массу, чем материал входящего полотна, при условии, что материал на выходе остается практически плоским и растянутым в боковом направлении. Получаемое в результате модифицированное полотно может иметь ширину полотна, которая может находиться в диапазоне от приблизительно 100% до приблизительно 150% начальной ширины полотна и основную массу, которая меньше либо равна исходной основной массе.
Цилиндры, образующие вышеописанные зазоры между цилиндрами с равными скоростями, могут быть сконфигурированы с возможностью получения исходного полотна с различными свойствами понижения плотности до подачи на обработку в зазоре с неравными скоростями для получения абсорбирующего компонента, то есть получения промежуточного полотна 15. Промежуточное полотно может иметь зоны с пониженной плотностью на каждой стороне исходного полотна (промежуточное полотно с двусторонним понижением плотности 15) или зоны с пониженной плотностью на одной стороне исходного полотна (промежуточное полотно с односторонним понижением плотности 15). Формующие компоненты, применяемые в зазорах между цилиндрами с равными скоростями, могут также быть сконфигурированы с возможностью получения промежуточного полотна 15 с областями в плоскости X-Y, которые: имеют двустороннее понижение плотности; имеют одностороннее понижение плотности; и/или не имеют понижения плотности.
i. Исходные полотна с двусторонним понижением плотности.
В одной модификации процесса, показанного на Фиг.17, дополнительные цилиндры с равными скоростями могут быть сконфигурированы с возможностью снижения плотности на обеих сторонах исходного полотна (то есть получения промежуточного полотна с двусторонним понижением плотности).
Устройство, показанное на Фиг.19, представляет собой пример устройства для изготовления промежуточного полотна с двусторонним понижением плотности 15, такого как показано на Фиг.21. Для формирования промежуточного полотна 15, которое имеет часть более низкой плотности 200 на обеих сторонах 15A и 15B, и область высокой плотности 202 между ними, оба компонента 170 формующей структуры (такие как оба цилиндра в по меньшей мере одном зазоре) должны иметь на своей поверхности формующие элементы. Применимые конфигурации для формующих элементов включают, в том числе, без ограничения: цилиндры SELF; цилиндры Micro-SELF;цилиндры с зубьями округлого сечения; цилиндры RKA. В показанном варианте осуществления изобретения, каждый из цилиндров 170 содержит один цилиндр с применением технологии смещенного CD SELF компании Procter & Gamble. В этом варианте осуществления изобретения формующие элементы (или зубья) на цилиндрах SELF имеют большее измерение, ориентированное в направлении движения в машине (MD).
Для изготовления промежуточного полотна 15, такого как показано на Фиг.21, из исходного полотна 10, имеющего основную массу в диапазоне от приблизительно 200 до 700 г/м2, зубья могут иметь длину TL в диапазоне от примерно 0,5 мм (0,020 дюйма) или менее до приблизительно 10 мм (0,400 дюйма), альтернативно от приблизительно 1 мм (0,040 дюйма) до приблизительно 3 мм (0,120 дюйма), и расстояние TD от приблизительно 0,5 мм (0,020 дюйма) до приблизительно 10 мм (0,400 дюйма), альтернативно от приблизительно 1 мм (0,040 дюйма) до приблизительно 3 мм (0,120 дюйма), высоту зубьев TH в диапазоне от примерно 0,5 мм (0,020 дюйма) до приблизительно 10 мм (0,400 дюйма), альтернативно от приблизительно 2 мм (0,080 дюйма) до приблизительно 5 мм (0,200 дюйма), радиус вершин TR зубьев в диапазоне от примерно 0,05 мм (0,002 дюйма) до приблизительно 0,5 мм (0,020 дюйма), альтернативно от приблизительно 0,1 мм (0,004 дюйма) до приблизительно 0,5 мм (0,020), и шаг P в диапазоне от приблизительно 1 мм (0,040 дюйма) до приблизительно 10 мм (0,400 дюйма), альтернативно от приблизительно 1,5 мм (0,060 дюйма) до приблизительно 3 мм (0,120 дюйма). Глубина зацепления DOE может быть от приблизительно 1 мм (0,040 дюйма) до приблизительно 5 мм (0,200 дюйма) (до максимума, приближающегося к высоте зубьев TH). Естественно, каждая из величин E, P, TH, TD, TL и TR может варьировать независимо от остальных для получения желаемых свойств промежуточного полотна 15. В одном варианте осуществления цилиндров, полезных для изготовления промежуточного полотна 15, как показано на Фиг.21, зубья имеют единообразную круговую длину TL около 0,080 дюйма (2 мм), радиус вершин TR зубьев при вершинах зубьев около 0,005 дюйма (0,13 мм), равномерные интервалы от одного до другого по окружности на расстоянии TD около 0,080 дюйма (2 мм), высоту зубьев TH 0,138 дюйма (3,5 мм), углы боковых стенок зубьев около 8,5 градуса (измеренные от основания зуба до приблизительно вершин зубьев, до точки формирования радиуса), и шаг около 0,080 дюйма (2 мм). Зазоры между зубьями взаимодействующих цилиндров, если их отобразить на графике, изменяются линейно в зависимости от глубины зацепления. Для данного варианта осуществления изобретения зазор зубьев для не входящих в зацепление цилиндров при 0,010 дюйма (0,25 мм) глубины зацепления составляет 0,034 дюйма (0,86 мм), а зазор для входящих в зацепление цилиндров при 0,015 дюйма (0,38 мм) глубины зацепления составляет 0,029 дюйма (0,74 мм).
ii. Исходные полотна с односторонним понижением плотности.
В другой модификации процесса, показанного на Фиг.17, дополнительные цилиндры с равными скоростями могут быть сконфигурированы с возможностью снижения плотности в основном на одной стороне исходного полотна. В способах изготовления промежуточного полотна с односторонним понижением плотности 15 исходное полотно 10 подвергается множественным проходам через зазор, образованный между цилиндрами, имеющими на себе дискретные формующие элементы и взаимодействующими с цилиндрами, имеющими относительно более гладкие поверхности.
В этом случае устройство используется для изготовления промежуточного полотна с односторонним понижением плотности 15, как показано на Фиг.22. В данном варианте осуществления изобретения устройство обеспечивает множество зазоров N между цилиндрами, имеющими на себе формующие элементы, и взаимодействующими с ними цилиндрами, имеющими относительно более гладкие поверхности. Например, часть устройства с гнездообразно расположенными цилиндрами содержит цилиндры 170A, 170C и 170E на первой стороне 10A исходного полотна 10, имеющие на себе формующие элементы, и цилиндры 170B и 170D на второй стороне 10B исходного полотна 10, имеющие относительно более гладкие поверхности. В показанном варианте осуществления изобретения каждый из цилиндров 170B и 170D, имеющих относительно более гладкие поверхности, образует зазор N с двумя из цилиндров, имеющих на себе формующие элементы. В таких вариантах осуществления изобретения цилиндры 170A, 170C и 170E, имеющие на себе формующие элементы, могут содержать любые применимые типы цилиндров, имеющие на себе дискретные формующие элементы, включая, наряду с прочими, цилиндры SELF, цилиндры с зубьями округлого сечения и цилиндры RKA. Цилиндры 170B и 170D с относительно гладкой поверхностью могут содержать любые применимые типы цилиндров, имеющие более гладкую поверхность, чем цилиндры, имеющие на себе формующие элементы. Цилиндры 170B и 170D с относительно гладкой поверхностью включают, среди прочих, без ограничения, следующие: плоские опорные цилиндры, цилиндры для барабанного тиснения или другие цилиндры SELF с иным, более гладким расположением элементов, чем цилиндры, имеющие на себе формующие элементы. В случаях, в которых цилиндры 170B и 170D с относительно гладкой поверхностью, содержат либо цилиндр для барабанного тиснения, либо цилиндр SELF, такой цилиндр может иметь на своей поверхности элементы с меньшим шагом, чем цилиндры, имеющие на себе формующие элементы, или больший радиус вершин. В случаях, когда цилиндры 170B и 170D с относительно гладкой поверхностью содержат цилиндр SELF, такой цилиндр может иметь на себе элементы с более длинными зубьями и/или меньшее продольное расстояние между зубьями, что делает его более похожим на цилиндр для барабанного тиснения. В таких вариантах осуществления изобретения формующие элементы на упомянутом первом формующим компоненте, цилиндрах 170A, 170C и 170E, имеющих на себе формующие элементы, проникают в первую поверхность 10A упомянутого материала исходного полотна 10 только на часть толщины материала исходного полотна, а вторая поверхность 10B упомянутого материала исходного полотна находится в контакте с поверхностью цилиндров 170B и 170D с относительно гладкой поверхностью.
На Фиг.22 показано полотно целлюлозной ваты после его прохода через множество зазоров между цилиндрами с равными скоростями для формирования промежуточного полотна со смещенным или односторонним понижением плотности 15. Как показано на Фиг.22, промежуточное полотно 15 содержит единый абсорбирующий волокнистый слой, имеющий зону высокой плотности 202, примыкающую к одной из сторон 15B исходного полотна, и зону более низкой плотности 200, примыкающую к другой стороне 15A исходного полотна. Часть с более низкой плотностью 200 может придавать абсорбирующему компоненту увеличенный объем пустот для более быстрого сбора жидкости. Зоны более высокой и более низкой плотности могут содержать существенную часть общей толщины абсорбирующего компонента.
Вышеупомянутые модификации способа позволяют получить профиль плотности в единой структуре, который устраняет потребность в получении отдельных слоев, имеющих различные свойства и склеивании таких слоев вместе. Это может устранять шаг склеивания во время обработки и устранять потребность в адгезивах или других материалах для удерживания отдельных слоев вместе (адгезивы могут влиять на перенос жидкостей между слоями). Возможны многочисленные модификации функционирования формующих компонентов в зазорах между цилиндрами с равными скоростями, описанных в настоящем документе. Процесс, описанный в настоящем документе, может быть сконфигурирован и управляться так, чтобы добиться локального изгиба исходного материала 10 в противоположных направлениях в одном и том же местоположении через поверхность полотна, когда полотно проходит из одного зазора в другой. Устройство может также быть конфигурировано и управляться так, чтобы добиться локального изгиба исходного материала 10 в различных местоположениях через поверхности полотна, когда полотно проходит из одного зазора в другой. Желательно, чтобы цилиндры имели такое расположение элементов, чтобы исходный материал деформировался в значительном числе различных местоположений на поверхности до выхода из процесса, и чтобы это выполнялось за наименьшее число воздействий и/или на наименьшей производственной площади. Цилиндры могут иметь смещенное или стандартное расположение элементов. Цилиндры могут быть выровнены или не выровнены относительно друг друга в направлении движения в машине и/или направлении, поперечном направлению движения в машине. Цилиндры могут все иметь одно и то же расположение элементов SELF, или расположение элементов на цилиндрах и/или DOE может различаться между цилиндрами (то есть для каждого прохода через зазор). Желаемая DOE для каждого прохода зависит от калибра исходного материала при каждом проходе. Пример устройства, которое позволяет добиться максимального снижения плотности материала 10 на небольшой производственной площади, показан на Фиг.23. Как показано на Фиг.23, устройство содержит цилиндры 210 в виде гибридной компоновки так, что имеются множественные кластеры из трех гнездообразно расположенных цилиндров 212, которые затем смещены относительно друг друга в направлении движения в машине.
C. Предварительная обработка и/или последующая обработка
В других вариантах осуществления изобретения устройства, такие как показано на Фиг.24 и 25, могут быть применены для предварительной и/или последующей обработки исходного материала 10 до и/или после его прохождения через процесс снижения плотности. На Фиг.24 и 25 процесс снижения плотности представлен схематически блоком 220. Процесс снижения плотности 220 может, как описано выше, включать по меньшей мере один набор формующих компонентов с неравными скоростями, но может также включать формующие компоненты с равными скоростями. Эти устройства дополнительно содержат формующие компоненты, такие как цилиндры 232 и 234, которые образуют дополнительную формующую станцию 230. В таком случае формующие компоненты, образующие дополнительный зазор, могут вращаться с практически равной скоростью, а не с неравными скоростями.
Эти дополнительные предварительные и/или последующие шаги обработки могут использоваться для формирования абсорбирующих компонентов со свойствами, которые включают, среди прочих, без ограничения, следующие: (1) версии с повышением плотности или уплотненные версии абсорбирующих компонентов; (2) абсорбирующие компоненты, имеющие трехмерную (3D) топографию; (3) снабженные апертурами версии абсорбирующих компонентов и (4) альтернативные варианты осуществления изобретения и сочетания любых из вышеперечисленных типов абсорбирующих компонентов. Каждый из этих способов и типов абсорбирующих компонентов описан подробнее ниже.
1. Способы формирования уплотненных абсорбирующих компонентов.
В некоторых вариантах осуществления изобретения исходный материал подвергается снижению плотности, как описано выше, и по меньшей мере некоторая область поверхности материала затем подвергается уплотнению. Это шаг уплотнения может выполняться для увеличения капиллярного всасывания материала или увеличения жесткости материала по меньшей мере в выбранных областях. Абсорбирующий компонент с пониженной плотностью может быть уплотненным (или с повышением плотности) по всей своей поверхности или по меньшей мере в одной ее области. На Фиг.26 показан один неограничивающий пример формующего компонента 240 для шага формирования из исходного полотна 10 абсорбирующего компонента с областями различной плотности. Как показано на Фиг.26, формующий компонент 240 содержит цилиндр, имеющий на своей поверхности приподнятую область 242 для уплотнения абсорбирующего материала с пониженной плотностью только в определенной области или областях в плоскости X-Y. Процесс может быть облегчен опрыскиванием полотна перед шагом уплотнения, что обеспечивает повышенный уровень уплотнения или более устойчивое во времени уплотнение полотна.
На Фиг.27 показан пример уплотненного полотна. Как показано на Фиг.27, абсорбирующий компонент 20 содержит область 250 на правой стороне изображения, подвергнутую повышению плотности или уплотнению. Область 252 абсорбирующего компонента 20 на левой стороне Фиг.27 не уплотнена и остается с пониженной плотностью. В других вариантах осуществления изобретения абсорбирующий компонент 20 может быть полностью подвергнут повышению плотности или уплотнению. Абсорбирующие компоненты, имеющие профили плотности повышенной плотности или уплотненные, могут быть полезны тем, что малая толщина может обеспечивать незаметность, которая важна для некоторых потребителей. В абсорбирующем компоненте с повышенной плотностью или уплотненном большая часть улучшения гибкости абсорбирующего компонента с пониженной плотностью может быть сохранена, если уровень уплотнения не слишком высок.
2. Способы получения абсорбирующего компонента с трехмерной топографией.
В других вариантах осуществления изобретения абсорбирующие компоненты могут быть снабжены трехмерной топографией (в дополнение к любым формам 3D топографии, формируемым цилиндрами с неравными скоростями). В таких вариантах осуществления изобретения по меньшей мере одна из первой поверхности и второй поверхности абсорбирующего компонента 20 может быть снабжена дополнительными (и в некоторых случаях большего размера) выступами и/или углублениями.
Придание абсорбирующему компоненту трехмерной топографии не только изменяет топографию полотна, но в некоторых случаях дополнительно увеличивает калибр и объемность полотна.
Способы получения трехмерного абсорбирующего компонента требуют подвергнуть исходное полотно процессу формирования трехмерной структуры в исходном полотне до и/или после того, как оно подвергается снижению плотности, как описано выше. Способы изготовления трехмерного абсорбирующего компонента, следовательно, могут требовать сначала снижения плотности материала исходного полотна, например посредством одного из вышеописанных устройств. Абсорбирующий материал с пониженной плотностью затем подвергается дальнейшим шагам механической деформации, таким как показаны на Фиг.25, с применением формующих компонентов, имеющих на себе формующие элементы и движущихся с практически равными поверхностными скоростями. Абсорбирующий материал с пониженной плотностью может быть подвергнут дальнейшим шагам механической деформации любым применимым способом. Альтернативно, как в случае Фиг.24, материал исходного полотна 10 может сначала быть подвергнут шагу механической деформации с применением формующих компонентов, имеющих на себе формующие элементы, движущиеся с практически равными поверхностными скоростями, и затем подвергнут понижению плотности с применением одного из вышеописанных подходов.
На Фиг.25 схематически показан один неограничивающий вариант осуществления устройства для изготовления трехмерного абсорбирующего компонента 20, имеющего выступы 270, такие как показаны на Фиг.30. Часть 220 устройства, предназначенная для снижения плотности, может содержать первый зазор между цилиндрами с различными скоростями, содержащий два цилиндра, подобные показанным на Фиг.5, 12 или 13 с неравными поверхностными скоростями, и дополнительную формовочную станцию 230, которая может содержать зазор трехмерной формовки с цилиндрами, вращающимися с практически равными поверхностными скоростями. В альтернативном варианте осуществления изобретения, таком как показано на Фиг.24, исходное полотно 10 может пропускаться через станцию трехмерной формовки и затем подаваться в процесс снижения плотности.
Станция трехмерной формовки может содержать любые применимые сочетания формующих компонентов, которые способны придавать трехмерную текстуру исходному полотну 10 и двигаться или вращаться с практически равными поверхностными скоростями. По меньшей мере один из формующих компонентов, которые далее именуются компонентами трехмерной формовки, должен иметь на своей поверхности выпуклые элементы. Такие цилиндры могут включать в себя, например, цилиндр SELF (CD или MD SELF). Несколько примеров цилиндров трехмерной формовки описаны ниже. Направления гребней или зубьев на противоположном цилиндре должно быть то же, что и на цилиндре трехмерной формовки. Глубина зацепления элементов на цилиндре трехмерной формовки с формующими элементами на противоположном цилиндре в типичном случае составляет по меньшей мере 0,04 дюйма (1 мм) или более для придания полотну существенной топографии. Любые цилиндры, удовлетворяющие вышеуказанным требованиям, могут использоваться как расположенные напротив цилиндры. Расположенный напротив цилиндр может, например, быть либо цилиндром для барабанного тиснения, либо цилиндром SELF.
На Фиг.28 показан один неограничивающий пример трехмерного формующего цилиндра 260 для шага формовки исходного полотна 10 в трехмерный абсорбирующий компонент. Как показано на Фиг.28, формующий цилиндр 260 содержит цилиндр CD SELF, в котором зубья 262 ориентированы в направлении движения в машине и имеют смещенное расположение. В варианте осуществления изобретения, показанном на Фиг.28, вершины 264 зубьев 262 являются вогнутыми. На Фиг.29 показан другой пример формующего компонента 80 для шага формовки исходного полотна 10 в трехмерный абсорбирующий компонент. Как показано на Фиг.29, формующий компонент 80 содержит продольный цилиндр SELF, на котором зубья 82 ориентированы в направлении, поперечном направлению движения в машине и имеют смещенное расположение. Цилиндр 80 имеет сформированные в нем разделенные в пространстве каналы 88, ориентированные по окружности цилиндров. Примеры размеров применимых формующих элементов (или зубьев) и значений DOE для цилиндров, показанные на Фиг.28 и 29, приводятся ниже. Формующие элементы на расположенном напротив цилиндре для барабанного тиснения или цилиндре SELF могут иметь тот же шаг, что и цилиндры, описанные ниже.
3. Способ изготовления снабженных апертурами абсорбирующих компонентов.
В других вариантах осуществления изобретения абсорбирующие компоненты могут быть снабжены апертурами. Способы изготовления снабженного апертурами абсорбирующего компонента требуют создания апертур в материале исходного полотна до и/или после снижения плотности материала исходного полотна. В устройстве для изготовления снабженного апертурами абсорбирующего компонента могут, следовательно, применяться компоновки, подобные показанной на Фиг.24 или 25. В одном примере шаг снижения плотности может быть выполнен двумя цилиндрами, подобными показанным на Фиг.5, 12 или 13 с неравными поверхностными скоростями, и с шагом создания апертур, образуемым устройством для создания апертур.
Исходное полотно 10 может быть снабжено апертурами любым применимым способом. Любые процессы создания апертур, известные в предшествующих технологиях, могут использоваться, в том числе, наряду с прочими: высечной нож или цилиндры RKA. Исходное полотно 10 может быть снабжено апертурами по всей своей поверхности или в отдельных областях. На Фиг.31 показан один неограничивающий пример станции создания апертур 280 для шага формирования из исходного полотна 10, снабженного апертурами абсорбирующего компонента. Как показано на Фиг.31, станция создания апертур 280 содержит пару вращающихся в противоположных направлениях входящих в зацепление цилиндров, причем верхний цилиндр 282 представляет собой цилиндр для барабанного тиснения, а нижний цилиндр 284 представляет собой цилиндр с поворотным ножом для создания апертур (или RKA). Как показано на Фиг.31, верхний цилиндр для барабанного тиснения 282 содержит вытянутые по окружности гребни 286 и канавки 288. Нижний цилиндр 284 содержит вытянутые по окружности перемежающиеся ряды зубьев 290 и канавки 292. Зубья 290 присоединены к нижнему цилиндру своими основаниями. Зубья 290 имеют скошенную поверхность от оснований до вершин, и основания зубьев имеют в разрезе длину большую, чем их ширина в разрезе. Апертура образуется в материале полотна 10 по мере того, как зубья на цилиндрах RKA входят в зацепление с канавками на цилиндре для барабанного тиснения 282. Цилиндры RKA описаны подробнее в опубликованной патентной заявке США номер US 2006/0087053 A1.
D. Другие особенности процесса
Возможны многочисленные альтернативные варианты осуществления изобретения и сочетания из вышеперечисленных способов. Например, исходное полотно может пропускаться через устройства, описанные в настоящем документе, любое число раз, и полотно может после этого пропускаться через любое другое из устройств любое число раз. Кроме того, более чем один абсорбирующий компонент и/или другие материалы могут сочетаться, образуя отличные и от первого, и от вторых абсорбирующие структуры, и эти ламинаты могут подаваться вместе на любые из устройств, описанные в настоящем документе.
Устройство для понижения плотности исходного материала может быть обеспечено в любом применимом местоположении или этапе в процессе производства абсорбирующего изделия. В некоторых вариантах осуществления изобретения способ может служить шагом предварительной обработки перед подачей исходного материала в молотковую мельницу для снижения энергии, требуемой для разделения материала на волокна в молотковой мельнице. В других вариантах осуществления изобретения могут быть обеспечены способ и устройство вместо молотковой мельницы в местоположении, отдельном от линии по производству абсорбирующих изделий, такие как в местоположении, ранее занимаемом молотковой мельницей. В других вариантах осуществления изобретения вместо нахождения в отдельном местоположении от линии по производству абсорбирующих изделий устройство для снижения плотности целлюлозной ваты может располагаться как отдельная операция в начале или вблизи начала (или в некотором другом удобном местоположении) линии по производству абсорбирующих изделий для подготовки законченного абсорбирующего компонента, готового для применения в абсорбирующем изделии, производимом на линии.
Может быть желательным сделать ширину рулона исходного материала равной ширине или длине абсорбирующей сердцевины или другой структуры, которую необходимо сформировать, чтобы рулон материала абсорбирующих компонентов было удобнее нарезать на отдельные сердцевины.
Вышеописанный процесс, следовательно, может использовать устройство, имеющее выпуклые элементы на противоположных поверхностях, в отличие от устройства для рельефного тиснения, которое использует выпуклые элементы на одной поверхности и гнездовые элементы, в которые выпуклые элементы вмещаются, на противоположной поверхности. Кроме того, в настоящем процессе зазор между элементами может быть менее толщины полотна. Это может использоваться для приложения увеличенного усилия на срез к полотну (в отличие от устройств, которые требуют, чтобы зазор между элементами был больше или равным толщине обрабатываемого полотна). Процесс, описанный в настоящем документе, может быть способным не только к разрыву слабых водородных связей на поверхности исходных материалов для размягчения их поверхностей, он может также избирательно разрывать более прочные водородные связи и связи, направленные внутрь материала, и значительно понижать плотность и снижать прочность полотна. Он может также использоваться для значительного увеличения калибра (измеряемого под нагрузкой) исходного полотна. Структура исходного полотна может быть сохранена в определенных зонах для прочности, в то время как водородные связи могут быть разрушены в других зонах для сбора жидкости.
IV. Примеры
Таблица 1 - Исходный материал в виде целлюлозной ваты и механически деформированные материалы


Примеры 1-3 в Таблице 1 выше представляют образцы целлюлозной ваты 400 г/м2, также представленные в вышеприведенной таблице, механические деформированные в соответствии с настоящим изобретением. Для каждого из примеров полотно целлюлозной ваты шириной приблизительно 80 миллиметров обработано при скорости приблизительно 1000 футов в минуту (305 метров в минуту) с помощью оснастки, глубины зацепления DOE и соотношения поверхностных скоростей, указанных в Таблице 1 выше. Цилиндр "акулий плавник" подобен показанному на Фиг.9. Зубья располагаются со смещением и ориентированы так, что их большее измерение вытянуто в направлении движения в машине. Зубья имеют поперечный шаг P 0,100 дюйма (2,5 мм) и единообразное расстояние от вершины до вершины в направлении движения в машине 0,414 дюйма (10,5 мм). Основание зубьев "акулий плавник" имеет форму шестиугольника с длиной TL 0,238 дюйма (6,0 мм). Высота зубьев TH составляет 0,291 дюйма (7,4 мм). Боковые грани зубьев имеют угол расхождения 10 градусов (т.е. каждая боковая грань имеет угол 5 градусов от вертикали). Зуб имеет заостренную вершину и все шесть граней зуба имеют наклон под постоянным углом от основания зуба до вершины зуба. "Акулий плавник" ориентирован так, как показано на Фиг.12, причем передняя кромка LE зуба образует больший угол с основанием цилиндра, чем задняя кромка TE. Передняя кромка LE зуба образует угол 129 градусов с основанием цилиндра, а задняя кромка ТЕ зуба образует угол 90 градусов с основанием. Диаметр цилиндра равен 5,69 дюйма (14,4 см). Цилиндр, взаимодействующий с цилиндром "акулий плавник", представляет собой цилиндр со смещенными RKA, подобный показанному на Фиг.8. Зубья на цилиндрах RKA также располагаются в порядке со смещением и ориентированы так, что их длинное измерение вытянуто в направлении движения в машине. Зубья имеют поперечный шаг P 0,100 дюйма (2,5 мм) и единообразное расстояние от вершины до вершины в продольном направлении 0,223 дюйма (5,7 мм). Основание зубьев RKA имеет форму шестиугольника и высота зубьев TH составляет 0,270 дюйма (6,9 мм). Боковые грани зубьев имеют угол расхождения 13,6 градусов (т.е. каждая боковая грань имеет угол 6,8 градусов от вертикали). Зуб имеет заостренную вершину, и все шесть граней зуба имеют наклон под постоянным углом от основания зуба до вершины зуба. Передние кромки LE и задние кромки TE имеют угол расхождения 50 градусов (т.е. кромка имеет угол 25 градусов от вертикали). Грани, образующие вершины, создающие переднюю и заднюю кромки зубьев, имеют наклон под постоянным углом от вершины зубьев до точки на зубьях, расположенной на 0,170 дюйма (4,3 мм) ниже вершины зубьев. Затем грани изменяют угол на вертикальный (т.е. под углом 90 градусов к основанию) для нижних 0,100" (2,54 мм) зуба. Цилиндры RKA и цилиндр "акулий плавник" смещены относительно друг друга в поперечном направлении так, чтобы зазоры на каждой стороне зубьев были приблизительно равны. Положение зубьев на цилиндрах "акулий плавник" и RKA в продольном направлении не задается каким-либо конкретным способом. Поверхностные скорости цилиндров RKA ниже, чем поверхностные скорости цилиндра "акулий плавник", причем соотношение поверхностных скоростей показано в таблице. Для создания требуемого соотношения поверхностных скоростей цилиндр "акулий плавник" эксплуатируется с редуктором с 36 зубьями, а цилиндр RKA эксплуатируется с редуктором с 43 зубьями (для соотношения 1,19 в Пр. 1) и с редуктором с 47 зубьями (для соотношения 1,3 в Пр. 2 и 3).
Пример 4 в Таблице 1 выше также представляет образец целлюлозной ваты 400 г/м2, механически деформованной в соответствии с настоящим изобретением. Полотно целлюлозной ваты шириной приблизительно 80 миллиметров обработано при приблизительно 50 футах в минуту (около 15 м/мин) с помощью цилиндра SELF, взаимодействующего с идентичным цилиндром SELF, подобно показанным на Фиг.7, с DOE 0,042 дюйма (1,07 мм). Первый цилиндр SELF эксплуатируется с редуктором с 36 зубьями, в то время как второй цилиндр SELF эксплуатируется с редуктором с 38 зубьями, что дает соотношение поверхностных скоростей 1,06 между обоими цилиндрами SELF. Цилиндры SELF имеют диаметры 5,6875 дюйма (14,4 см). Зубья SELF имеют единообразную круговую длину TL около 0,080 дюйма (2 мм), измеренную обычно от передней кромки LE до задней кромки ТЕ, радиус вершин TR зубьев при вершинах зубьев около 0,005 дюйма (0,13 мм), равномерный интервал по окружности TD около 0,078 дюйма (2 мм), высоту зубьев TH 0,138 дюйма (3,5 мм), углы наклона боковых граней около 8,5 градусов (измеренные от основания зуба до точки вблизи вершины зубьев, до формирования радиуса) и шаг около 0,080 дюйма (2 мм). Оба цилиндра SELF смещены относительно друг друга в направлении, поперечном направлению движения в машине так, чтобы зазоры на обеих сторонах зубьев были приблизительно равны. Положение зубьев на двух цилиндрах SELF в продольном направлении не задается каким-либо конкретным способом.
Пример 5 в Таблице 1 выше также представляет образец целлюлозной ваты 400 г/м2, механически деформованной с применением множественных зазоров между цилиндрами с равными скоростями, за которыми следуют зазоры между цилиндрами с различными скоростями. Полотно целлюлозной ваты шириной приблизительно 80 миллиметров обработано при приблизительно 50 футах в минуту (около 15 м/мин) с применением цилиндра SELF, взаимодействующего идентичным цилиндром SELF (описаны в Примере 4 выше), вращающимися с равными поверхностными скоростями с DOE 0,015 дюйма (0,38 мм). Полотно обработано с помощью оснастки SELF 4 раза. Затем полотно обработано в последующем шаге цилиндром RKA, взаимодействующим с цилиндром "акулий плавник" (описанном в Примерах 1-3 выше) при DOE 0,075" (1,9 мм). Цилиндр "акулий плавник" эксплуатируется с редуктором с 36 зубьями, в то время как цилиндр RKA эксплуатируется с редуктором с 47 зубьями, дающими соотношение поверхностных скоростей 1,31, причем цилиндр "акулий плавник" вращается быстрее, чем цилиндр RKA. Цилиндры RKA и "акулий плавник" смещены относительно друг друга в поперечном направлении так, чтобы зазоры с каждой стороны зубьев были приблизительно равны. Положение зубьев на цилиндрах RKA и "акулий плавник" в направлении движения в машине не задается каким-либо конкретным способом.
V. Способы испытаний
A. Способ определения калибра
УСТРОЙСТВО
Калибр материала описывается количественно с помощью толщиномера Thwmg-Albert ProGage или эквивалентного с круглой пятой диаметром 56,4 миллиметра.
ЧИСЛО И ПОДГОТОВКА ОБРАЗЦОВ
Для проведения испытания необходимы минимум 3 представительных образца изделия. Из каждого из 3 образцов изделий вырезается один тестовый образец, всего 3 образца для испытания. Тестовые образцы вырезаются из центра исследуемого изделия (например, на пересечении продольной и поперечной осевых линий). Исследуемая часть образца должна включать в себя только единый абсорбирующий компонент, как определено спецификацией. Следовательно, другие материалы, не составляющие часть абсорбирующего компонента, должны быть осторожно удалены так, чтобы не допустить воздействия на калибра материала. Тестовые образцы для измерения должны быть ≥65 миллиметров в диаметре, чтобы обеспечить контакт всей площади поверхности пяты с исследуемым образцом.
ПРОЦЕДУРА
Испытательное устройство всегда устанавливается на нуль до того, как приступать к каким-либо измерениям. Пята вначале находится на 0,5 дюйма выше поверхности, на которую образцы для испытания помещены, и опускается со скоростью 0,125 дюйма в секунду. Когда пята достигает целевого давления в 0,51 килопаскаля, она остается в контакте с образцом на 9 секунд с поддержанием этого давления. Показания считываются по истечении 9 секунд.
РАСЧЕТЫ
Для каждого из образцов производятся индивидуальные измерения, и среднее всех образцов помещается в отчет с точностью до 0,01 миллиметра.
B. Способ определения основной массы
Основная масса измеряется с использованием методики на основе стандартного испытания WSP 130.1 "Стандартная методика испытаний для определения массы на единицу площади".
УСТРОЙСТВО
Вес материала описывается количественно с применением весов Mettler Toledo, модель AG245 или равноценная.
ЧИСЛО И ПОДГОТОВКА ОБРАЗЦОВ
Для проведения испытания необходимы минимум 3 представительных образца изделия. Из каждого из 3 образцов изделий вырезается один тестовый образец, всего 3 образца для испытания. Тестовые образцы вырезаются в размер 50 мм × 200 мм с помощью высечного ножа. Тестовые образцы вырезаются из центра исследуемого изделия (например, на пересечении продольной и поперечной осевых линий, причем большее измерение соответствует продольному направлению). Исследуемая часть образца должна включать в себя только единый абсорбирующий компонент, как определено спецификацией. Следовательно, другие материалы, которые не составляют части абсорбирующего компонента, должны быть осторожно удалены так, чтобы основная масса не была изменена.
ПРОЦЕДУРА
Испытательное устройство всегда устанавливается на нуль до того, как приступать к каким-либо измерениям. Масса каждого образца измеряется и регистрируется с точностью до 0,01 грамма.
РАСЧЕТЫ
Основная масса рассчитывается для каждого из 3 образцов по следующему уравнению:
Основная масса образца (г/м2)=Масса тестового образца (г)÷0,01 (м)
Для каждого из образцов производятся индивидуальные измерения, и среднее всех образцов помещается в отчет с точностью до 0,01 г/м2.
C. Расчет объемной плотности
Объемная плотность отдельного образца рассчитывается в соответствии с уравнением, приведенным ниже, с использованием результатов измерений калибра и основной массы для этого образца, проведенных по методике, описанной выше.
Объемная плотность (г/см)=Основная масса (г/м)÷калибр (мм)÷1000
Объемная плотность для каждого образца рассчитывается индивидуально, и средняя объемная плотность образцов помещается в отчет с точностью до 0,01 грамма на кубический сантиметр.
D. Метод определения прочности на растяжение
Пиковые значения прочности на растяжение в продольном и поперечном направлениях измеряются методом на основе стандартных испытаний WSP 110,4 (05) - опции B, стандартная методика испытаний прочности на растяжение и удлинения нетканых материалов (метод полос), но с более короткой шкалой для измерения готовых изделий.
УСТРОЙСТВО
Устройство, необходимое для применения Метода определения прочности на растяжение, состоит из следующих частей: 1) MTS Synergic 400 (модель # SYN400) или эквивалентное с постоянным коэффициентом растяжения 100 мм/мин; 2) динамометр 100 Н (модель # SYN100) или эквивалентный или динамометр 500Н (модель # SYN 500) или эквивалентный для жестких материалов, таких как недеформированная целлюлозная вата.
ЧИСЛО И ПОДГОТОВКА ОБРАЗЦОВ
Необходимы минимум восемь представительных образцов изделия, четыре для испытания на растяжение в направлении движения в машине и четыре для испытаний на растяжение в направлении, поперечном направлению движения в машине. Тестовые образцы вырезаются из центра исследуемого изделия (например, на пересечении продольной и поперечной осевых линий). Исследуемая часть образца должна включать в себя только единый абсорбирующий компонент, как определено спецификацией. Следовательно, другие материалы, которые не составляют части абсорбирующего компонента, должны быть осторожно удалены так, чтобы прочность материала на растяжение не была изменена. Для подготовки образцов для испытания на растяжение в продольном направлении тестовые образцы вырезаются из каждого образца изделия с шириной в направлении, поперечном направлению движения в машине 50 мм и длиной в направлении движения в машине 70 мм. Для образцов, взятых из таких продуктов, как в частности гигиеническая прокладка, направление движения в машине предполагается направлением вдоль прокладки, а направление, поперечное направлению движения в машине - направлением, перпендикулярным направлению движения в машине. Для подготовки образцов для испытаний на растяжение в направлении, поперечном направлению движения в машине, тестовые образцы нарезаются из каждого образца изделия с длиной в направлении движения в машине 50 мм и шириной в направлении, поперечном направлению движения в машине 50 мм.
ПРОЦЕДУРА
Стандартное испытание WSP 110,4 (05) - опция В со следующими изменениями длины прибора:
1. Пиковая прочность на растяжение в направлении движения в машине: 50 мм;
2. Пиковая прочность на растяжение в направлении, поперечном направлению движения в машине: 30 мм.
РАСЧЕТЫ
Пиковая прочность на растяжение представляет собой максимальное значение силы, считанное для данного тестового образца. Каждый тестовый образец испытывается индивидуально, и средние пиковые на растяжение в продольном направлении, и средние пиковые на растяжение образца в поперечном направлении вносятся в отчет с точностью до 0,1 Н.
Размеры и значения, описанные в данной заявке, не должны толковаться как строго ограниченные приведенными точными размерами и численными значениями. Вместо этого, если не указано иное, каждый размер и/или значение предназначено для обозначения как приведенного значения, так и функционально эквивалентного диапазона, окружающего этот размер или значение. Например, измерение, раскрываемое как "40 граммов", означает "в среднем около 40 граммов".
Следует отметить, что каждое максимальное числовое ограничение, приводимое где-либо в данном описании, включает любое более низкое числовое ограничение, как если бы такие более низкие числовые ограничения были явным образом упомянуты письменно в настоящем документе. Каждое минимальное числовое ограничение, приводимое где-либо в данном описании, включает любое более высокое числовое ограничение, как если бы такие более высокие числовые ограничения были явным образом упомянуты письменно в настоящем документе. Каждый числовой диапазон, приводимый где-либо в данном описании, включает любой более узкий числовой диапазон, как если бы такие более узкий числовой диапазон был явным образом упомянут письменно в настоящем документе.
Все документы, цитируемые в Подробном описании изобретения, в существенной их части введены в состав настоящего документа путем ссылки; цитата из любого документа не должна пониматься как допущение, что он является предшествующим по отношению к настоящему изобретению. В той степени, в которой любые значения или определения термина в настоящем письменном документе конфликтуют с любыми значениями или определениями термина в документе, включаемом по ссылке, значение или определение, назначенное термину в настоящем письменном документе, имеет преимущественную силу.
Хотя проиллюстрированы и описаны конкретные варианты осуществления настоящего изобретения, могут быть сделаны различные другие изменения и модификации без отклонения от духа и выхода за пределы объема защиты изобретения. Следовательно, нижеследующие пункты следует понимать как покрывающие все такие изменения и модификации, которые находятся в пределах объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБСОРБИРУЮЩИЕ КОМПОНЕНТЫ С АСИММЕТРИЧНЫМ ПРОФИЛЕМ РАСПРЕДЕЛЕНИЯ ПЛОТНОСТИ | 2012 |
|
RU2573285C2 |
| АБСОРБИРУЮЩИЙ КОМПОНЕНТ, СОДЕРЖАЩИЙ ПРОФИЛЬ ПЛОТНОСТИ | 2012 |
|
RU2579741C2 |
| ДЕФОРМИРОВАННЫЕ ТОНКОЛИСТОВЫЕ МАТЕРИАЛЫ | 2012 |
|
RU2576013C2 |
| Деформированные тонколистовые материалы | 2016 |
|
RU2641491C2 |
| Гофрированный и перфорированный тонколистовой материал | 2013 |
|
RU2628858C2 |
| Женская прокладка с барьерными манжетами | 2016 |
|
RU2705944C2 |
| АБСОРБИРУЮЩАЯ СТРУКТУРА | 2016 |
|
RU2693630C1 |
| ЛАМИНАТНОЕ ПОЛОТНО С ПУЧКАМИ, ПОКРЫТЫМИ КОЛПАЧКАМИ | 2010 |
|
RU2489125C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ЗОНЫ ВЗАИМОДЕЙСТВИЯ С ЖИДКОСТЬЮ | 2011 |
|
RU2555770C2 |
| Полоска для доставки активного вещества для ухода за полостью рта и способы доставки активных веществ для ухода за полостью рта | 2013 |
|
RU2646502C2 |

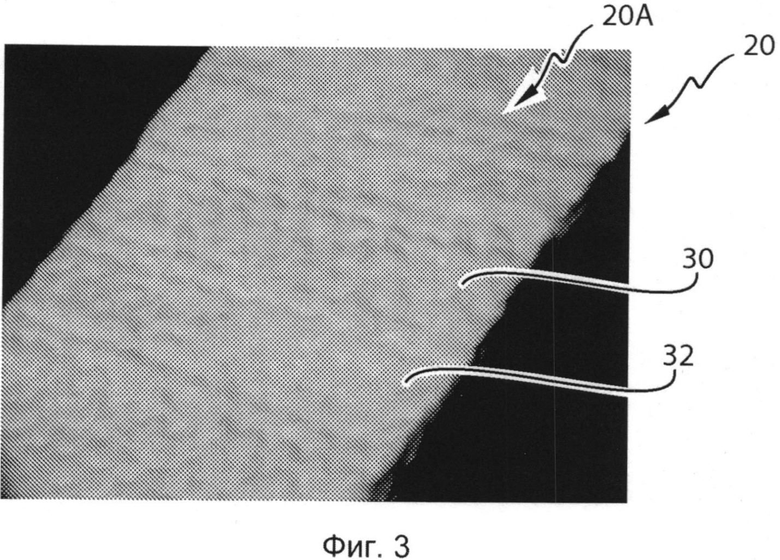

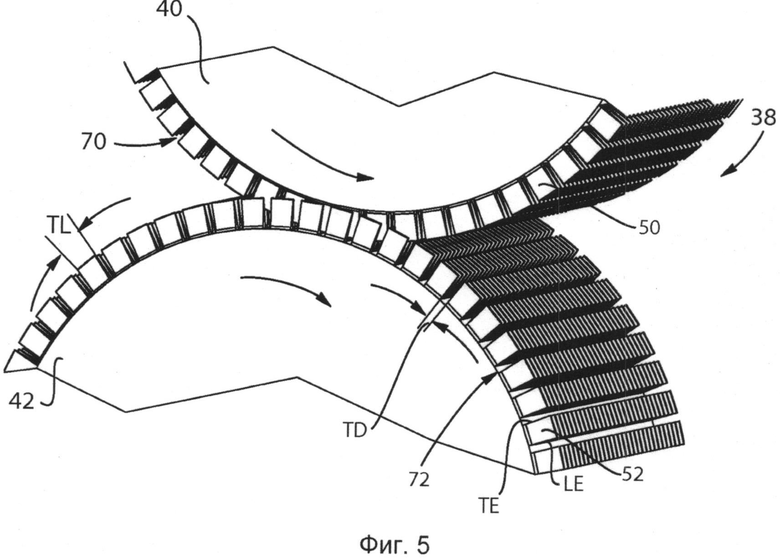







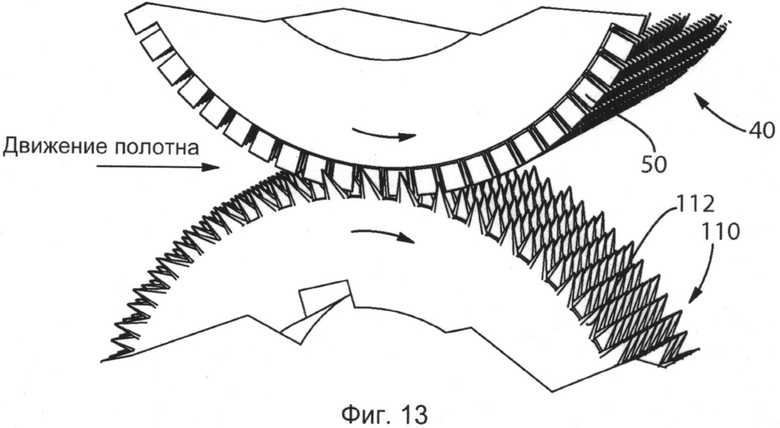





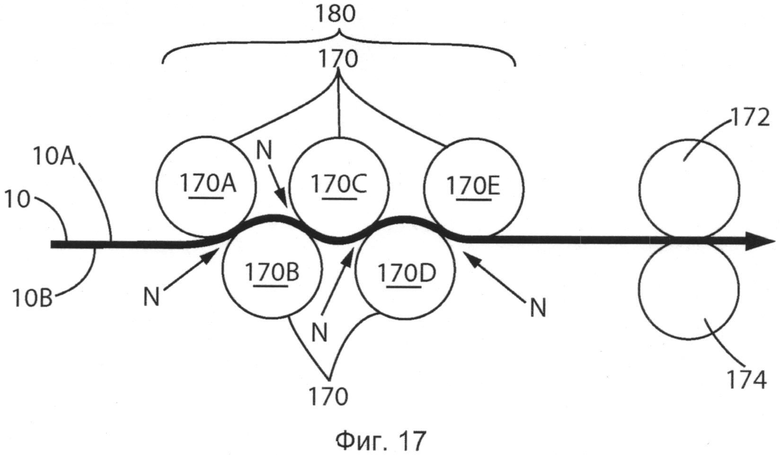



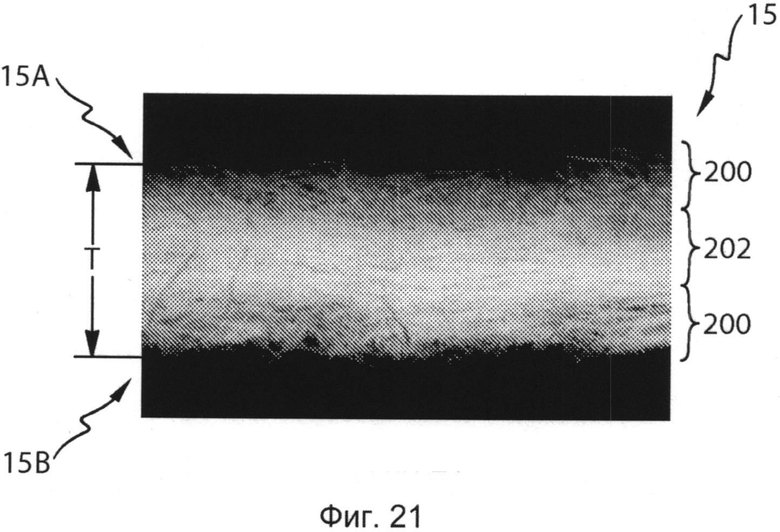
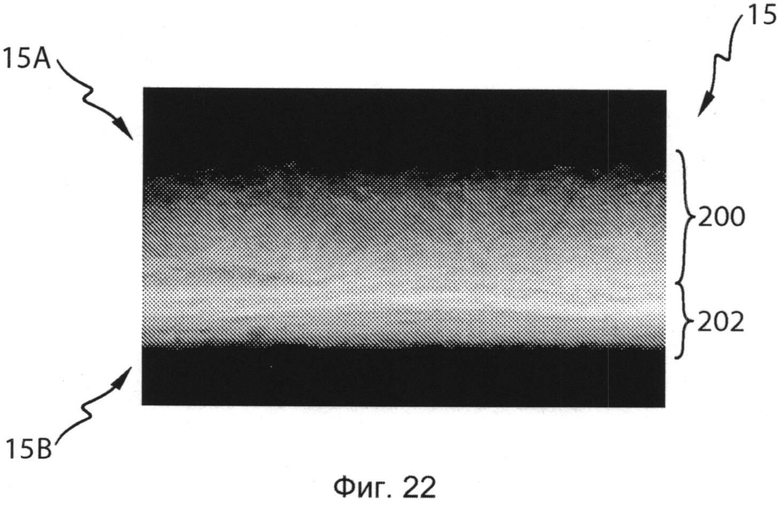









Настоящее изобретение относится к абсорбирующим компонентам, в особенности абсорбирующим компонентам с повышенной объемностью, и способам их изготовления. Абсорбирующие компоненты могут быть в форме единого абсорбирующего волокнистого слоя, содержащего по меньшей мере некоторое количество целлюлозных волокон. Единый абсорбирующий волокнистый слой по меньшей мере частично стратифицирован по толщине. Абсорбирующие компоненты могут также иметь на своей поверхности множество дискретных деформаций, таких как углубления и/или апертуры. Способ требует прохождения исходного полотна по меньшей мере через один цикл (или проход) процесса механической деформации. В процессе механической деформации применяются первый формующий компонент и второй формующий компонент, которые образуют между собой зазор, через который пропускается исходное полотно. Первый и второй формующие компоненты движутся с различными скоростями относительно друг друга, когда они сближаются, образуя зазор. 10 з.п. ф-лы, 31 ил., 3 табл.
1. Абсорбирующий компонент с повышенной объемностью, имеющий первую и вторую поверхности, содержащий по меньшей мере одну единую абсорбирующую волокнистую конструкцию, выполненную методом влажного формования, содержащую целлюлозные волокна, причем упомянутый абсорбирующий компонент выполнен по меньшей мере частично расслоенным, при этом части абсорбирующего компонента выполнены разделенными на слои с соединением между частями этих слоев, и при этом упомянутый абсорбирующий компонент имеет множество дискретных деформаций на упомянутых первой и второй поверхностях.
2. Абсорбирующий компонент с повышенной объемностью по п. 1, характеризующийся тем, что имеет объемную плотность в диапазоне от приблизительно 0,03 г/см3 до приблизительно 0,25 г/см3.
3. Абсорбирующий компонент с повышенной объемностью по п. 1, характеризующийся тем, что содержит уплотненные области, примыкающие по меньшей мере к части упомянутых деформаций на по меньшей мере одной из упомянутых первой и второй поверхностей.
4. Абсорбирующий компонент с повышенной объемностью по п. 1, характеризующийся тем, что упомянутые деформации имеют первый и второй концы, и уплотненные области примыкают только либо к первому, либо ко второму концу упомянутых деформаций.
5. Абсорбирующий компонент с повышенной объемностью по п. 4, характеризующийся тем, что упомянутые уплотненные области имеют конфигурацию вида в плане, напоминающую волну, создаваемую носом судна при движении по воде.
6. Абсорбирующий компонент с повышенной объемностью по п. 3, характеризующийся тем, что содержит уплотненные области, примыкающие по меньшей мере к части упомянутых деформаций на обеих упомянутых первой и второй поверхностях.
7. Абсорбирующий компонент с повышенной объемностью по п. 6, характеризующийся тем, что упомянутый абсорбирующий компонент имеет первую концевую часть, находящуюся с противоположной стороны от нее вторую концевую часть и противолежащие стороны, и деформации имеют первый конец, обращенный к первому концу абсорбирующего компонента, и второй конец, обращенный к второму концу абсорбирующего компонента, причем уплотненные области на первой поверхности упомянутого абсорбирующего компонента примыкают к первой концевой части деформаций, а уплотненные области на второй поверхности упомянутого абсорбирующего компонента примыкают ко второй концевой части деформаций.
8. Абсорбирующий компонент с повышенной объемностью по п. 7, характеризующийся тем, что упомянутые уплотненные области имеют конфигурации вида в плане, которые напоминают волну, создаваемую носом судна при движении по воде, и уплотненные области на различных поверхностях упомянутого абсорбирующего компонента обращены в противоположных направлениях.
9. Абсорбирующий компонент с повышенной объемностью по п. 1, характеризующийся тем, что дополнительно содержит дополнительный слой, присоединенный к упомянутой единой абсорбирующей волокнистой структуре, произведенной путем влажного формования.
10. Абсорбирующий компонент с повышенной объемностью по п. 1, характеризующийся тем, что деформации на первой поверхности упомянутого абсорбирующего компонента находятся в единообразном положении относительно примыкающих деформаций на второй поверхности абсорбирующего компонента и образуют единообразное, повторяющееся расположение элементов.
11. Абсорбирующий компонент с повышенной объемностью по п. 1, характеризующийся тем, что деформации на первой поверхности упомянутого абсорбирующего компонента находятся в переменном положении относительно примыкающих деформаций на второй поверхности абсорбирующего компонента.
| WO 9954547 A1, 28.10.1999 | |||
| US 6355200 B1, 12.03.2002 | |||
| Трудная насадка | 1926 |
|
SU12673A1 |
| ТИСНЕНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2005 |
|
RU2392363C2 |
| ОСНОВЫ С ОТПЕЧАТАННЫМИ НА НИХ ИЗОБРАЖЕНИЯМИ, СОЗДАЮЩИМИ ЭФФЕКТ ОБЪЕМНОСТИ | 2007 |
|
RU2415758C2 |

