Область техники, к которой относится изобретение
Настоящее изобретение, в общем, относится к формованию контейнера для хранения продукта массового спроса, например твердого или жидкого продукта. Конкретнее, настоящее изобретение относится к центрирующему приспособлению, применяемому в формовочном устройстве при осуществлении процесса формования с раздувом пластиковых контейнеров для удержания преформы в требуемом положении и минимизации загрязнения.
Уровень техники
В этом разделе предоставляется справочная информация, касающаяся настоящего изобретения, которая не обязательно должна рассматриваться как известный уровень техники.
В связи с экологическими и другими проблемами пластиковые контейнеры, конкретно полиэфирные контейнеры и, конкретнее, контейнеры из полиэтилентерефталата (ПЭТ), теперь все больше используются для упаковки множества продуктов массового спроса, ранее поставляемых в стеклянных контейнерах. Производители и заполнители контейнеров, наряду с потребителями, осознали, что контейнеры из полиэтилентерефталата (ПЭТ-контейнеры) являются легкими, недорогими, пригодны для повторного использования и могут изготавливаться в больших количествах.
Пластиковые контейнеры, изготовленные формованием с раздувом, стали привычными для упаковки многих продуктов массового спроса. Полиэтилентерефталат представляет собой кристаллизующийся полимер, способный существовать в аморфном состоянии или в полукристаллическом состоянии. Способность ПЭТ-контейнера поддерживать целостность формы зависит от процентного содержания кристаллической фазы в структуре полиэтилентерефталата, которое известно как «кристалличность» ПЭТ-контейнера. Следующее уравнение определяет процент кристалличности как объемное содержание:
где ρ - плотность полиэтилентерефталата; ρa - плотность полностью аморфного полиэтилентерефталата (1,333 г/см) и ρс - плотность полностью кристаллического полиэтилентерефталата (1,455 г/см3).
Производители контейнеров посредством механической обработки, а также термической обработки повышают кристалличность полимера, т.е. полиэтилентерефталата (ПЭТ), используемого для изготовления контейнера. Механическая обработка вызывает требуемую ориентацию аморфных структур и, таким образом, обеспечивает деформационное упрочнение материала. Указанная обработка обычно включает вытяжку полученной инжекционным формованием ПЭТ-преформы вдоль продольной оси и расширение указанной ПЭТ-преформы вдоль поперечной или радиальной оси, в результате чего формируется ПЭТ-контейнер. Сочетание указанных этапов способствует получению в материале контейнера молекулярной структуры, которую производители определяют как структуру с двухосной ориентацией. В настоящее время при изготовлении ПЭТ-контейнеров производители применяют механическую обработку и выпускают ПЭТ-контейнеры, кристалличность материала боковой стенки которых составляет приблизительно 20%.
Однако в известных формовочных устройствах преформы при проведении механической обработки могут быть повреждены или загрязнены. Было установлено, что в указанных формовочных устройствах преформа может сместиться относительно механического приспособления, в результате чего преформа преждевременно входит в контакт с полостью пресс-формы и/или в контакт с другими механическими приспособлениями. Указанное смещение преформы может привести к дефектам и производственному браку.
Для стимулирования роста кристаллов в некоторых случаях проводят термическую обработку, включающую нагрев материала (как в аморфном виде, так и в полукристаллическом виде). Если говорить о полиэтилентерефталате в аморфном виде, то термическая обработка приводит к сферолитовой морфологии материала, которая препятствует пропусканию света. Другими словами, получаемый кристаллический материал является непрозрачным и, следовательно, в большинстве случаев непригодным. Однако при проведении термической обработки полиэтилентерефталата после механической обработки достигается более высокая кристалличность и превосходная прозрачность участков контейнера с двухосной молекулярной ориентацией полиэтилентерефталата. Термическая обработка контейнера, изготовленного из ориентированного полиэтилентерефталата, которая известна как термофиксация, обычно включает формование с раздувом ПЭТ-преформы до упора в пресс-форму, нагретую до температуры, составляющей приблизительно от 250°F до 350°F (приблизительно от 121°С до 177°С), и выдержку контейнера, полученного формованием с раздувом, в горячей пресс-форме приблизительно от двух (2) до пяти (5) секунд. В настоящее время производители ПЭТ-бутылок для сока, заполняемых горячим продуктом, имеющим температуру приблизительно 185°F (85°C), применяют в производстве термофиксацию, в результате чего общая кристалличность полиэтилентерефталата выпускаемых ПЭТ-бутылок составляет приблизительно от 25% до 35%.
Раскрытие изобретения
Приведенное в этом разделе общее описание изобретения не является исчерпывающим и не раскрывает изобретение в полном объеме или не раскрывает все его признаки.
Предлагается формовочное устройство и соответствующий способ формования пластикового контейнера из преформы, в соответствии с принципами настоящего изобретения. Формовочное устройство содержит имеющую полость пресс-форму, инициирующее вытяжку стержневое приспособление, которое входит в контакт с внутренней поверхностью преформы и определяет область вытяжки, а также центрально расположенный источник давления, позиционируемый в преформе для подачи жидкости под давлением.
Дополнительные области применения изобретения станут очевидными из дальнейшего описания изобретения. Приведенные в описании варианты осуществления изобретения являются иллюстративными и не предназначены ограничивать объем настоящего изобретения.
Краткое описание чертежей
Прилагаемые к описанию чертежи являются лишь иллюстративными и имеют отношение только к определенным вариантам осуществления изобретения, а не ко всем возможным вариантам его осуществления, и не предназначены ограничивать объем настоящего изобретения.
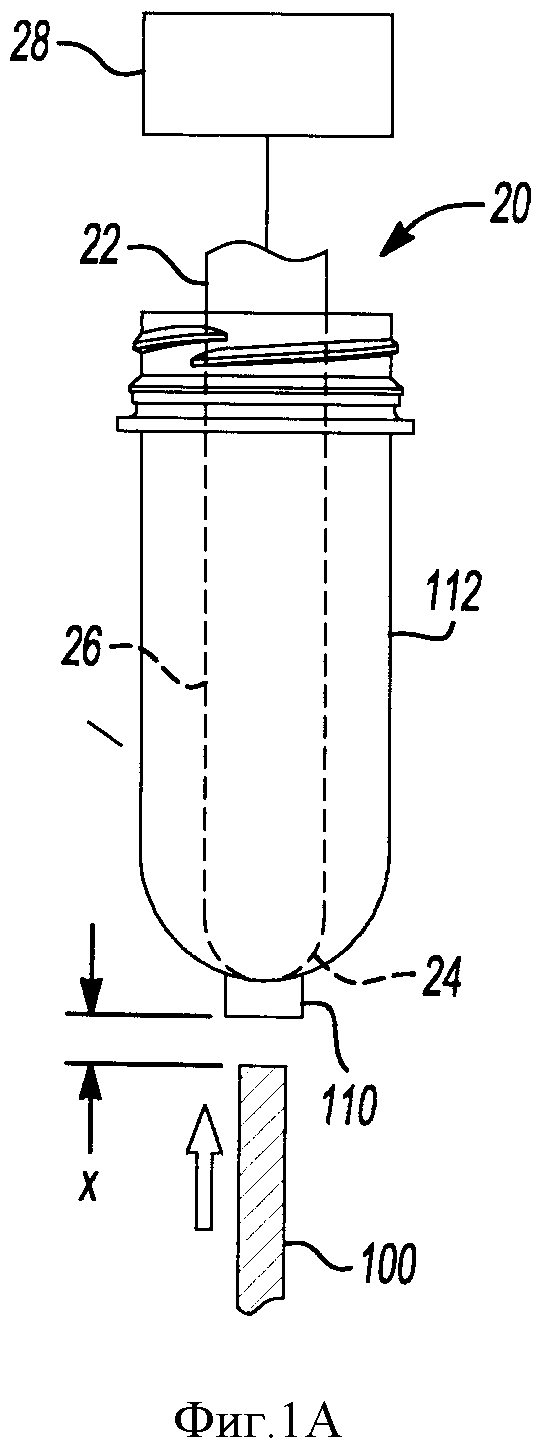
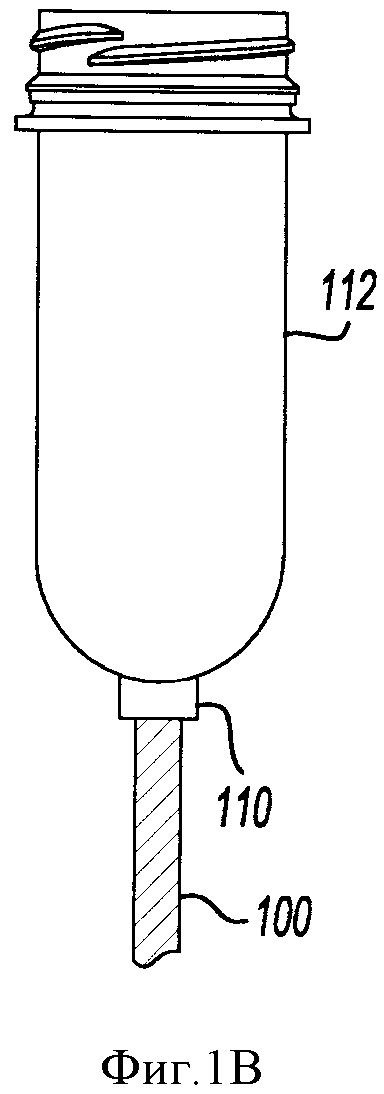
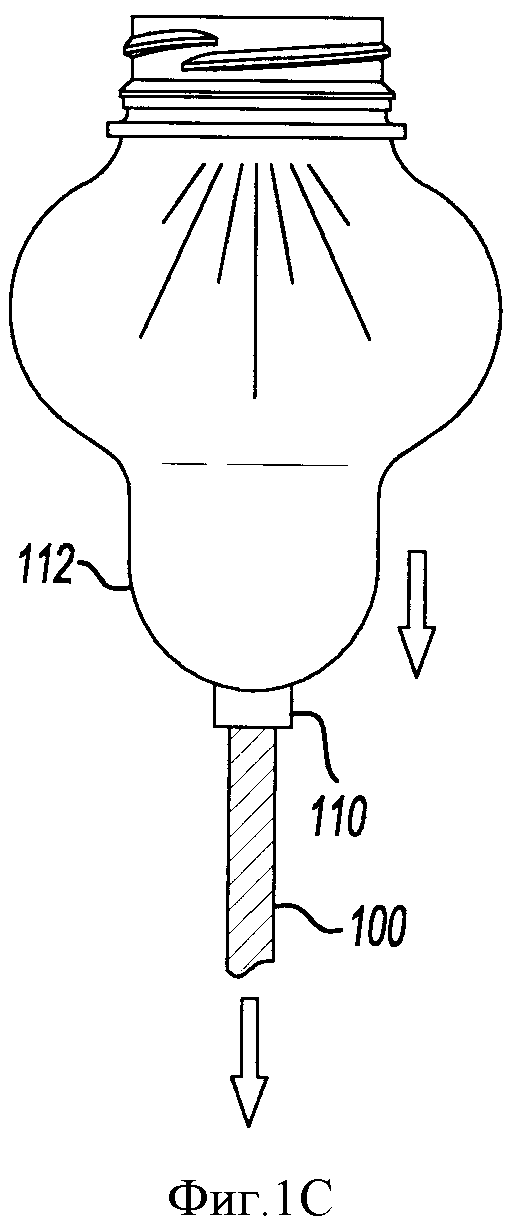
На фиг.1А-1C показаны схематичные виды сбоку преформы и центрального стержня, который направляет преформу в процессе формования (показано не в масштабе);
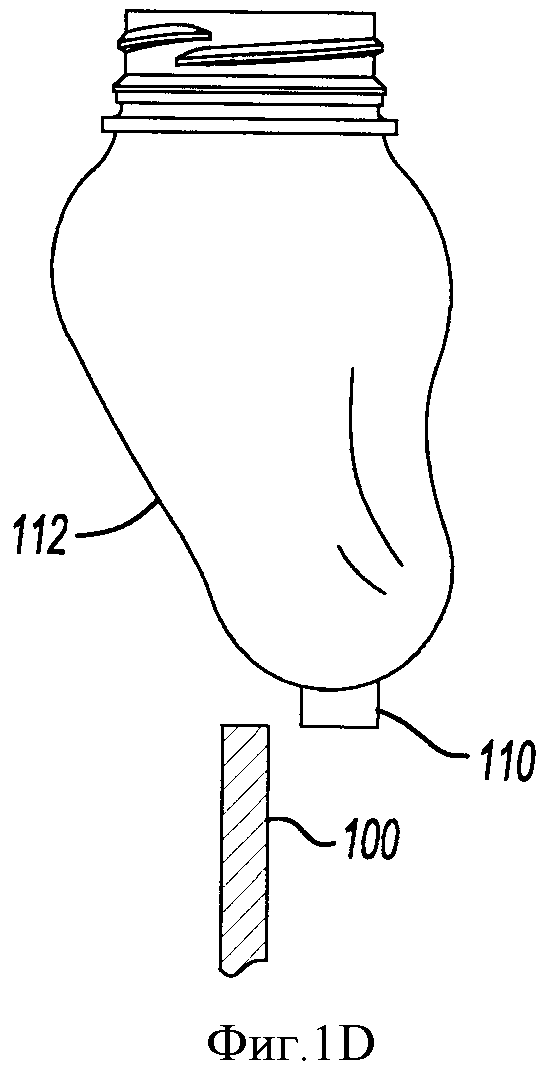
на фиг.1D - схематичный вид сбоку преформы, сместившейся относительно центрального стержня;
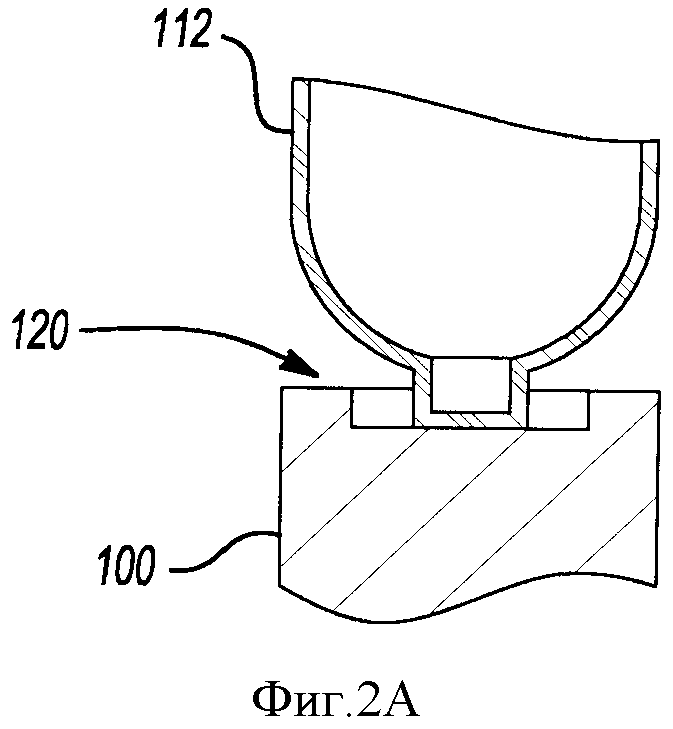
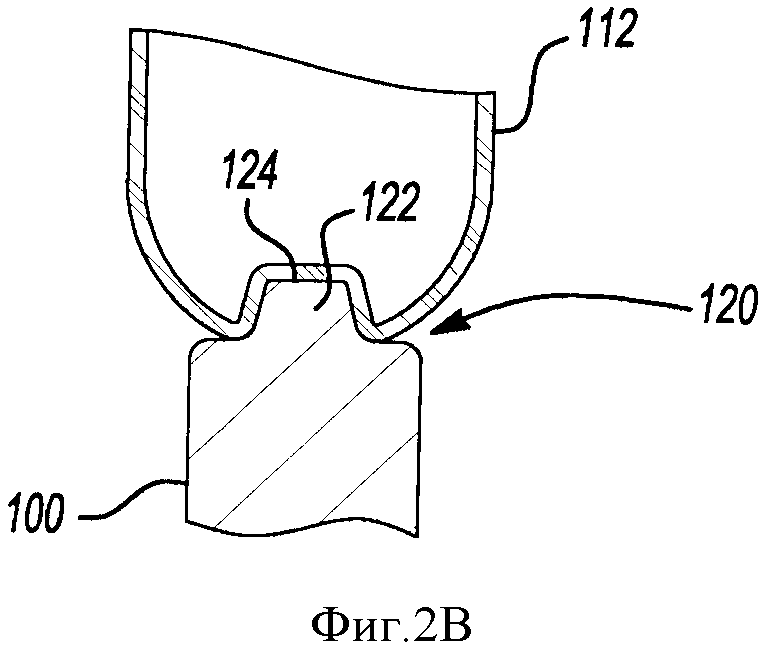
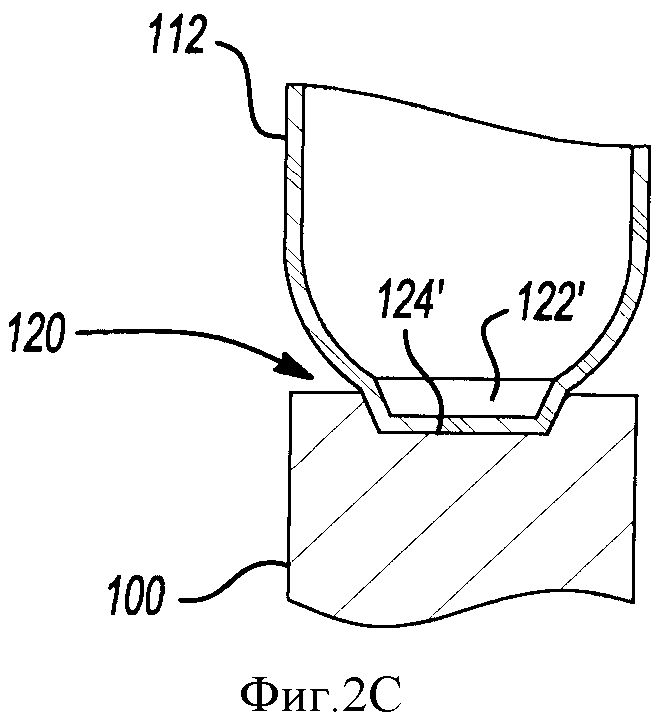
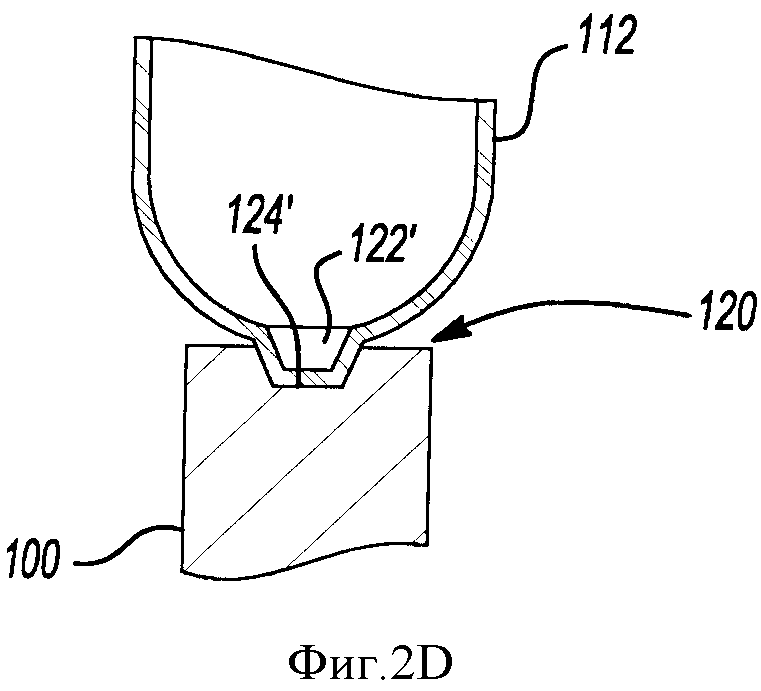
на фиг.2А-2D - разные типы позиционирующих элементов в соответствии с принципами настоящего изобретения;
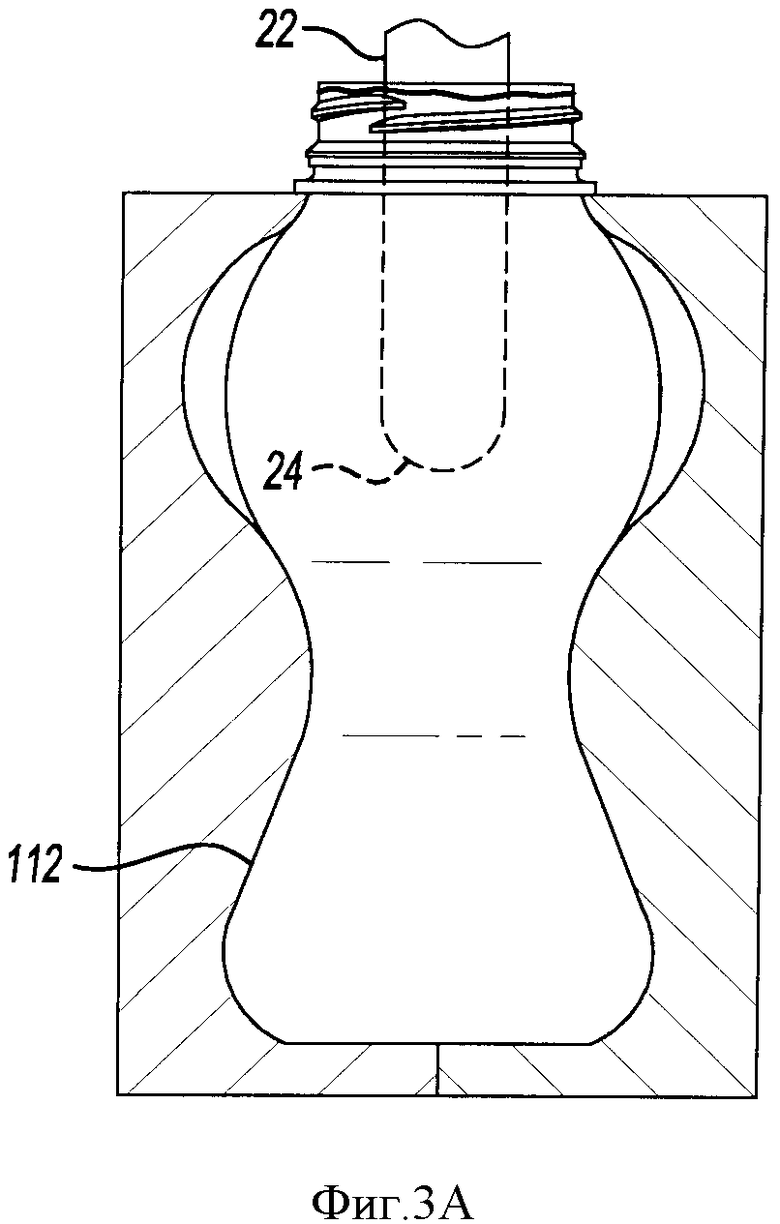
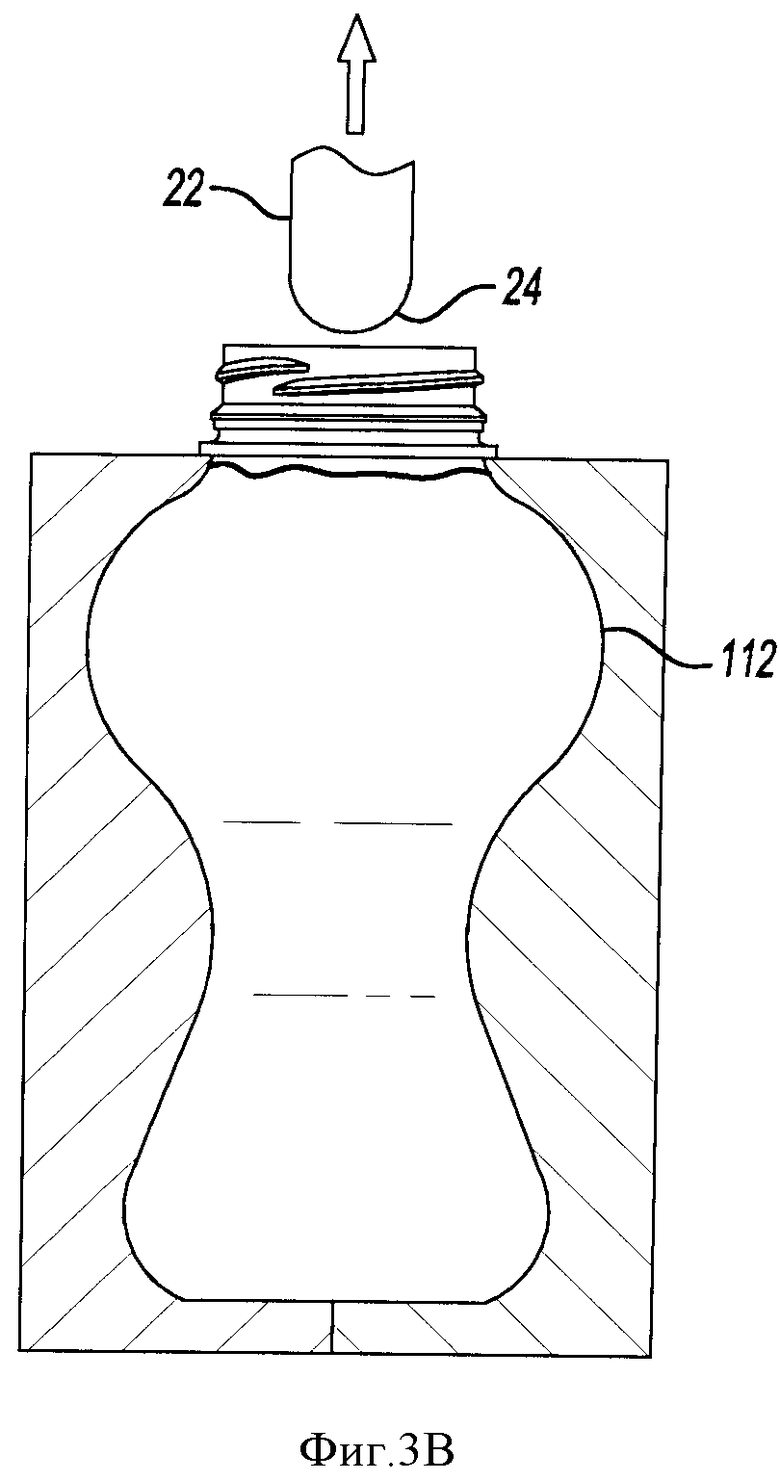
на фиг.3А-3В - этапы извлечения инициирующего вытяжку стержня из контейнера для создания свободного пространства над жидкостью;
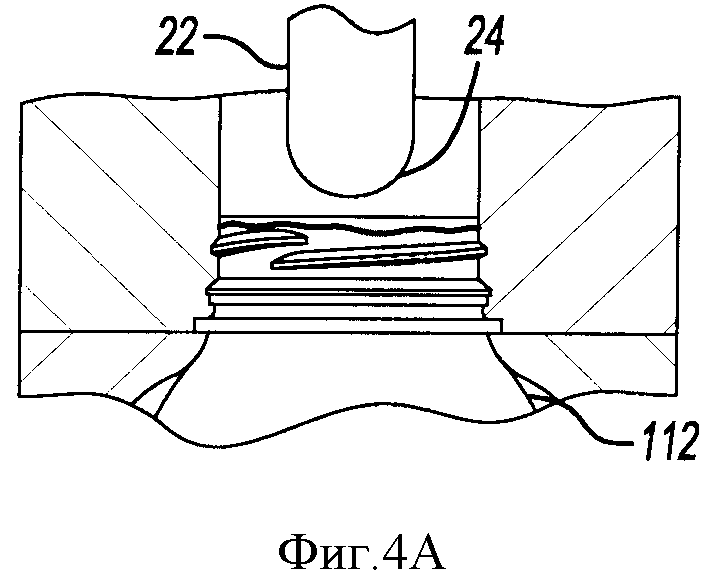
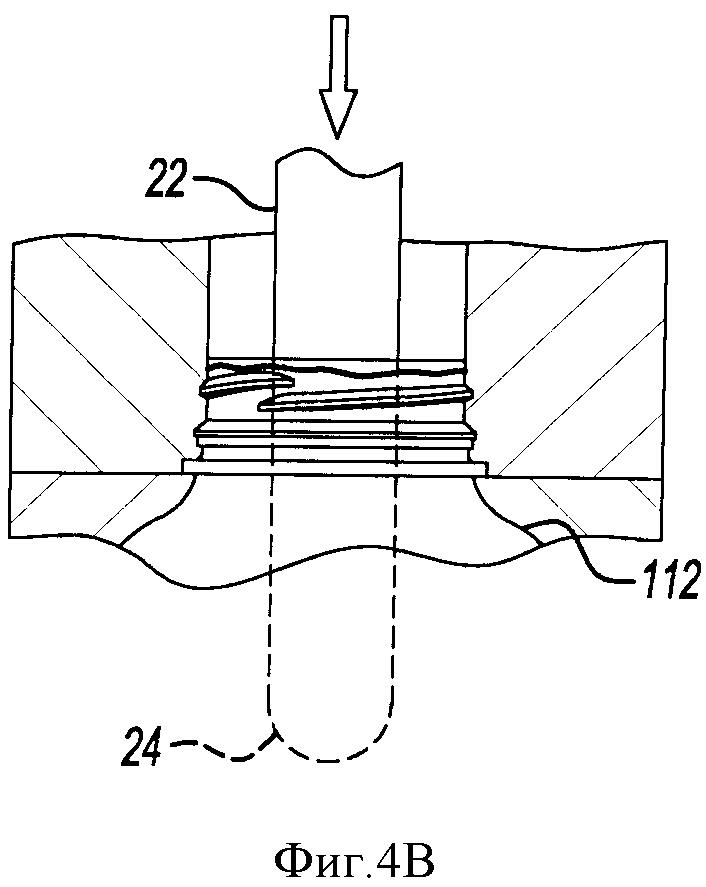
на фиг.4А-4В - этапы введения инициирующего вытяжку стержня в контейнер для создания пика давления жидкости;
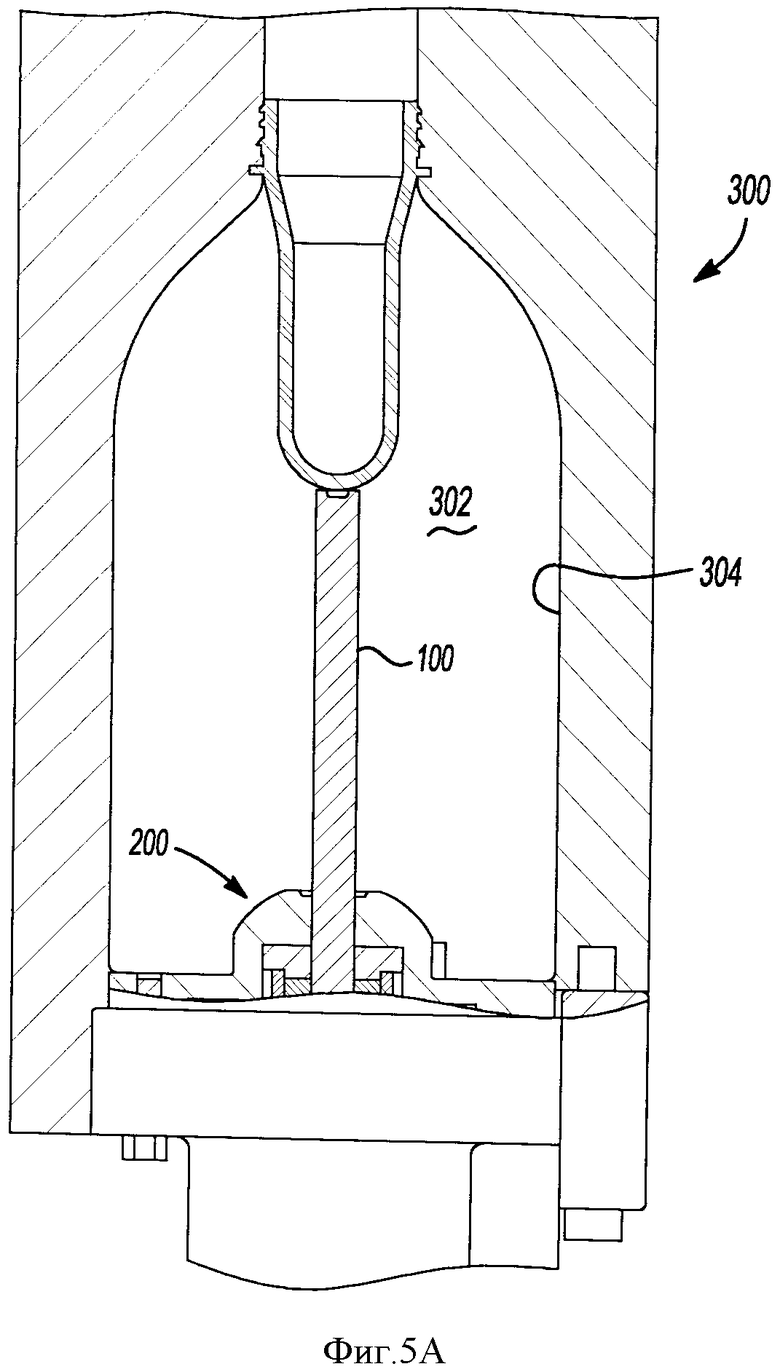
на фиг.5А - формующее устройство, имеющее центральный стержень согласно идеям настоящего изобретения;
на фиг.5В - формующее устройство, оснащенное центрирующим элементом, объединенным с центральным стержнем, согласно идеям настоящего изобретения.
На всех прилагаемых к описанию чертежах идентичные детали обозначены одинаковыми ссылочными позициями.
Осуществление изобретения
Иллюстративные варианты осуществления изобретения далее будут описаны более подробно со ссылкой на прилагаемые чертежи. Специалистам в данной области техники понятно, что приведенные в описании иллюстративные варианты осуществления изобретения предназначены полностью раскрывать сущность настоящего изобретения и его объем. Варианты осуществления настоящего изобретения полностью раскрываются посредством множества определенных деталей, определенных компонентов, устройств и способов. Для специалистов в данной области техники является очевидным, что не обязательно должны использоваться определенные детали, к примеру имеется множество разных форм осуществления вариантов настоящего изобретения, и ни один из вариантов не должен быть истолкован как ограничивающий объем изобретения.
Используемая в описании настоящего изобретения терминология относится только к конкретным иллюстративным вариантам осуществления изобретения и не предназначена быть ограничительной. Когда при описании изобретения используется форма единственного числа, подразумевается также и множественное число, если в контексте изобретения ясно не указано иначе. Термины «содержит», «содержащий», «включающий» и «имеющий» являются инклюзивными и, таким образом, определяют наличие установленных признаков, целых чисел, этапов, операций, элементов и/или компонентов, при этом не исключается наличие или включение одного или нескольких дополнительных признаков, целых чисел, этапов, операций, элементов, компонентов и/или их групп. Приведенные в данном описании этапы осуществления способа, процессы и операции описываются и обсуждаются с иллюстративной целью и не подразумевается какой-либо особый порядок их осуществления, если только не указано иначе. Кроме того, предполагается, что могут быть дополнительные или альтернативные этапы.
Когда элемент или слой упоминается как находящийся «на», «сцепленный с», «соединенный с» или «спаренный с» другим элементом или слоем, он может быть непосредственно на нем, может быть сцепленным, соединенным или спаренным с другим элементом или слоем, или могут присутствовать промежуточные элементы или слои. Однако когда элемент упоминается как находящийся «непосредственно на», «непосредственно сцепленный с», «непосредственно соединенный с» или «непосредственно спаренный с» другим элементом или слоем, не могут присутствовать какие-либо промежуточные элементы или слои. Подобным образом должны интерпретироваться и другие слова, определяющие отношения между элементами, например, «между» и «непосредственно между», «смежный» и «непосредственно смежный», и т.д. Для обозначения всевозможных сочетаний нескольких связанных пунктов в описании изобретения используется «и/или».
Хотя в описании изобретения для обозначения разных компонентов, областей, слоев и/или секций могут использоваться порядковые числительные «первый», «второй», «третий» и т.д., описываемые элементы, компоненты, области слои и/или секции ни в коей мере не ограничиваются данными порядковыми числительными. Указанные порядковые числительные могут быть использованы только с целью отличия одного элемента, компонента, области, слоя или секции от другого элемента, области, слоя или секции. Под числительными, такими как «первый», «второй» и другими подобными им числительными, в данном контексте не подразумевается последовательность или порядок, если только ясно не указано иначе. Таким образом, первый элемент, компонент, область, слой или секцию, обсуждаемые ниже, можно было бы назвать вторым элементом, компонентом, областью, слоем или секцией, не отступая от идей изобретения, претворенных в иллюстративных вариантах его осуществления.
Термины, относящиеся к пространству, такие как «внутренний», «наружный», «ниже», «под», «нижний», «выше», «верхний» и т.п., используемые в описании изобретения, являются поясняющими терминами для определения взаимосвязи одного элемента или признака с другим элементом(ами) или признаком(ами), как проиллюстрировано на чертежах. Относительные пространственные термины могут охватывать разные ориентации элементов устройства в дополнение к ориентации элементов, показанных на чертежах. Например, если устройство на чертежах перевернуть, то элементы, описанные с использованием терминов «под» или «ниже» относительно других элементов или признаков, будут ориентированы «выше» других элементов или признаков. Соответственно, в качестве примера, термин «ниже» может охватывать ориентацию элемента как выше, так и ниже. Устройство может быть ориентировано по-разному (повернуто на 90° или иметь другую ориентацию) и относительные пространственные характеристики, используемые здесь, интерпретируются соответственно.
В соответствии с идеями настоящего изобретения предлагается устройство для формования с раздувом и вытяжкой, представляющее собой растягивающую выдувную машину и содержащее центрирующее приспособление, входящее в контакт с преформой во время формования контейнера, а также инициирующее вытяжку приспособление и создающее первоначальную область вытяжки преформы контейнера. Инициирующее вытяжку приспособление, в отличие от традиционных вытяжных средств формовочных устройств, предназначено не только для инициирования вытяжки преформы, но также способствует сцеплению преформы с центрирующим приспособлением. Центрирующее приспособление согласно идеям настоящего изобретения предназначено для обеспечения и регулирования поддержания преформы в заданном положении, благодаря чему минимизируется возможность контакта вытяжного стержня с преформой, что могло бы произойти в обычных формовочных устройствах и привести к загрязнению готового контейнера.
Как будет обсуждаться далее более подробно, описываемый контейнер, в соответствии с идеями настоящего изобретения, может иметь любую конфигурацию из множества возможных вариантов. В качестве неограничительного примера, контейнер согласно настоящему изобретению может иметь конфигурацию, подходящую для вмещения любого из множества продуктов массового спроса, таких как напитки, пищевые продукты или другие материалы горячей расфасовки.
Следует отметить, что размер и конфигурация центрирующего приспособления зависят от размера и конфигурации контейнера, который будет сформирован. Таким образом, допустимы различные изменения в описываемых ниже конструкциях.
Настоящее изобретение направлено на процесс формования цельных пластиковых контейнеров. Указанные отформованные контейнеры, в общем, представляют собой тело, которое обычно включает верхний участок, имеющий горлышко с цилиндрической боковой стенкой. Целиком с горлышком сформирован плечевой участок, продолжающийся от горлышка вниз. Плечевой участок соединяется с боковой стенкой корпуса контейнера и обеспечивает переход между горлышком и боковой стенкой корпуса контейнера. Боковая стенка продолжается вниз от плечевого участка до нижнего участка контейнера, который представляет собой основание. Согласно некоторым вариантам осуществления изобретения между плечевым участком и боковой стенкой может быть сформирован верхний переходной участок. Согласно другим вариантам осуществления изобретения между нижним участком и боковой стенкой может быть сформирован нижний переходной участок.
Иллюстративный контейнер может также иметь шейку. Шейка может иметь очень малую высоту, являясь коротким продолжением горлышка, либо может иметь большую высоту, продолжаясь между горлышком и плечевым участком. Верхний участок может ограничивать отверстие. Хотя показанный на чертежах контейнер является контейнером для напитков, т.е. контейнером для пищевых продуктов, следует отметить, что в соответствии с принципами настоящего изобретения могут быть изготовлены контейнеры, имеющие другую форму, например с другой формой боковых стенок и отверстий.
Горлышко пластикового контейнера может содержать резьбовой участок, ниже которого расположен уплотняющий выступ и опорное кольцо. Резьбовой участок предназначен обеспечивать сцепление с пробкой или крышкой, имеющей аналогичную резьбу (не показано). Альтернативно, могут использоваться другие подходящие приспособления, сцепляющиеся с горлышком пластикового контейнера, например запрессовываемая крышка или защелкивающаяся крышка. Безусловно, пробка или крышка (не показано), сцепляющаяся с горлышком, предназначена обеспечивать, предпочтительно, герметичную укупорку пластикового контейнера. Пробку или крышку (не показано) изготавливают, предпочтительно, из пластического или металлического материала, используемого в промышленности для производства крышек и выдерживающего последующую термическую обработку.
Формирование контейнера осуществляется в соответствии с принципами настоящего изобретения. Преформа контейнера согласно одному из вариантов осуществления изобретения содержит опорное кольцо, которое может использоваться для перемещения или позиционирования преформы на различных стадиях изготовления контейнера. Например, при помощи опорного кольца можно переносить преформу, использование опорного кольца может способствовать позиционированию преформы в полости пресс-формы, либо опорное кольцо может использоваться для поэтапного перемещения формуемого контейнера. При введении преформы в полость пресс-формы на начальном этапе процесса формования опорное кольцо захватывается верхним краем пресс-формы.
Как показано на фиг.5А и 5В, внутренняя поверхность 304 пресс-формы 300 образует полость 302, конфигурация которой соответствует требуемому наружному профилю изготавливаемого формованием с раздувом контейнера. Конкретнее, полость пресс-формы в соответствии с принципами настоящего изобретения определяет область формуемого тела, если требуется, область формуемого колпачка и, если требуется, область формуемого отверстия. Согласно некоторым вариантам осуществления изобретения, как только результирующая структура, именуемая в дальнейшем промежуточным контейнером, была сформирована, любой колпачок, созданный в области формования колпачка, может быть отделен и удален. Следует отметить, что область формования колпачка и/или область формования отверстия не обязательно предусмотрена во всех способах формования или согласно всем вариантам осуществления настоящего изобретения.
Согласно одному из вариантов осуществления изобретения в полость пресс-формы формовочного устройства вводится преформа, нагретая до температуры, составляющей приблизительно от 190°F до 250°F (приблизительно от 88°С до 121°С). Полость пресс-формы может быть нагрета до температуры, составляющей приблизительно от 250°F до 350°F (приблизительно от 121°С до 177°С). Внутреннее вытяжное стержневое приспособление способно вытянуть или расширить горячую преформу в полости пресс-формы приблизительно до длины промежуточного контейнера, ориентируя, таким образом, молекулярную структуру полиэфирного материала в осевом направлении, в общем, соответственно центральной продольной оси контейнера. В то время как вытяжной стержень вытягивает преформу, из центрально расположенного источника давления подается текучая среда (например, жидкость, к примеру конечный жидкий продукт массового спроса, воздух и т.п.) под давлением, составляющим от 300 фунтов/кв. дюйм до 600 фунтов/кв. дюйм (от 2,07 МПа до 4,14 МПа), обеспечивающий растяжение преформы в осевом направлении и растяжение преформы в круговом или кольцевом направлении, в результате чего преформа из полиэфирного материала принимает, по существу, форму полости пресс-формы, при этом молекулярная структура полиэфирного материала ориентируется в направлении, как правило, перпендикулярном осевому направлению, и, таким образом, в большей части полиэфирного материала промежуточного контейнера создается двухосно ориентированная молекулярная структура. Давление, создаваемое текучей средой, поддерживает полиэфирный материал, имеющий, в основном, двухосно ориентированную молекулярную структуру, вплотную к полости пресс-формы в течение приблизительно от двух (2) до пяти (5) секунд до извлечения промежуточного контейнера из полости пресс-формы. Указанный процесс известен как термофиксация, результатом которой является термостойкий контейнер, подходящий для заполнения продуктом, имеющим высокую температуру.
Как показано на фиг.1А-4В, устройство формования с раздувом и вытяжкой может содержать центральное внутреннее инициирующее вытяжку стержневое приспособление 20, которое способно входить в контакт с внутренней частью или внутренней поверхностью преформы 112, и/или центральное наружное стержневое приспособление 100, которое способно входить в контакт с наружной частью 110, или другим участком преформы 112. Следует отметить, что в соответствии с принципами настоящего изобретения центральное внутреннее инициирующее вытяжку стержневое приспособление 20 и центральное наружное стержневое приспособление 100 могут использоваться по отдельности или в сочетании. Кроме того, центральное внутреннее инициирующее вытяжку стержневое приспособление 20 и центральное наружное стержневое приспособление 100 могут использоваться независимо и/или одновременно.
Как показано на фиг.1А, 3А, 3В, 4А и 4В, инициирующее вытяжку стержневое приспособление 20, согласно некоторым вариантам осуществления изобретения, может быть поднято и опущено относительно преформы 112, в результате чего к внутренней поверхности преформы 112 прикладывается механическая сила. Инициирующее вытяжку внутреннее стержневое приспособление 20 может содержать стержневой элемент 22, представляющий собой удлиненный стержень 26 с наконечником 24, и приводную систему 28, связанную с удлиненным стержнем 26, под действием которой удлиненный стержень 26 с наконечником 24 перемещается между втянутым положением (см. фиг.3В и 4А) и выдвинутым положением (см. фиг.1А, 3А, и 4В). Приводная система 28 может представлять собой пневматическую приводную систему, систему с сервоприводом либо другую известную систему, обеспечивающую движение стержневого элемента 22. Согласно некоторым вариантам осуществления изобретения приводная система 28 включает сервомотор и неподвижный упор, являющийся источником информации о местоположении стержневого элемента 22. Кроме того, согласно некоторым вариантам осуществления изобретения приводная система 28 может прослеживать в реальном времени положение и/или скорость перемещения стержневого элемента 22, обеспечивая, таким образом, контроль в реальном времени. К тому же, хотя представленный на чертежах и в описании стержневой элемент 22 имеет цилиндрическую форму и содержит скругленный наконечник, следует отметить, что стержневой элемент и наконечник могут иметь другую форму, включая, но не ограничиваясь этим, коническую, неправильную, клиновидную, заостренную, сплющенную и т.п., определяющую заданный объем.
Однако следует отметить, что инициирующее вытяжку внутреннее стержневое приспособление 20 может быть самостоятельным или присоединенным к типичному центральному стержню формовочного устройства с раздувом. Таким образом, инициирующее вытяжку внутреннее стержневое приспособление 20 может быть сформировано отдельно или сформировано как единое целое с центральным стержнем. Инициирующее вытяжку внутреннее стержневое приспособление 20 может сцепиться с преформой посредством наконечника 24 или может сцепиться с преформой иным образом, чтобы обозначить первоначальную область вытяжки и/или предварительной вытяжки. Как установлено, целесообразной является предварительная вытяжка, составляющая, в качестве неограничительного примера, приблизительно 40 мм, однако может подойти предварительная вытяжка, составляющая другую длину, к примеру, обозначенную на фиг.1А расстоянием X. Благодаря предварительной вытяжке обеспечивается известная реакция материала на приложение растягивающего усилия в процессе формования и, таким образом, требуемое распределение материала, в отличие от непрогнозируемой реакции материала на приложение растягивающего усилия, что обычно происходит в традиционных формовочных устройствах. Согласно требованиям конструкции изделия может обеспечиваться неравномерное распределение материала.
Центральное наружное стержневое приспособление 100, изображенное на фиг.1А-1D, идеально подходит для поддержания преформы 112 в заданной ориентации во время процесса формования с раздувом и вытяжкой, как показано на фиг.1(А-С). Центральное внутреннее стержневое приспособление 20, инициирующее вытяжку, идеально подходит для инициирования процесса формования. Таким образом, в процессе формования сначала преформа подвергается вытяжке с использованием инициирующего вытяжку стержневого приспособления 20 для достижения заданной реакции материала, затем посредством центрального наружного стержневого приспособления 100 поддерживается центрированное положение преформы относительно вытяжного стержня и/или инициирующего вытяжку стержневого приспособления 20, продвигающегося внутрь преформы, благодаря чему не допускается контакт вытяжного стержня(ей) с внутренней поверхностью преформы. Контакт вытяжного стержня с внутренней поверхностью преформы может привести к загрязнению результирующего контейнера и, таким образом, к отбраковке результирующего контейнера или его санитарной обработке.
Согласно некоторым вариантам осуществления изобретения посредством инициирующего вытяжку стержневого приспособления 20 можно в окончательно заполненном контейнере создать над продуктом заданное свободное пространство. Например, как видно на фиг.3А-3В, инициирующее вытяжку стержневое приспособление 20 имеет определенный размер и приводится в действие после формования преформы 112 в результирующий контейнер (окончательно заполненный продуктом массового спроса контейнер) для отведения назад стержневого элемента 22, в результате чего, в результирующем контейнере освобождается точный объем (т.е. объем, занимаемый стержневым элементом 22 в контейнере, окончательно заполненном продуктом массового спроса), таким образом, над продуктом в контейнере после отведения назад стержневого элемента 22 создается свободное пространство, необходимое для упаковки и транспортировки. Указанное свободное пространство над продуктом создается без применения сложных клапанных систем и т.п.
Кроме того, согласно некоторым вариантам осуществления изобретения, при приведении в действие инициирующего вытяжку стержневого приспособления 20 может достигаться пиковое давление жидкости, способствующее формированию контейнера из преформы 112. Например, как видно на фиг.4А-4В, инициирующее вытяжку стержневое приспособление 20 может быть приведено в действие таким образом, чтобы объем текучей среды, перемещаемой стержневым элементом 22, был больше объема свободного пространства над продуктом внутри преформы 112 или готового контейнера, при этом введение стержневого элемента 22 в преформу 112 или контейнер, вмещающий, обычно, фиксированный объем, создает пиковое давление внутри преформы 112 или контейнера. Указанное пиковое давление может использоваться для обеспечения окончательной конфигурации преформы 112 или контейнера.
Как показано на фиг.1D, согласно некоторым вариантам осуществления изобретения, преформа 112 в процессе формования может сместиться или отцепиться от центрального наружного стержневого приспособления 100. Часто это может привести к повреждению преформы при контакте с центральным наружным стержневым приспособлением 100 и/или к загрязнению преформы при контакте с внутренним вытяжным стержнем.
Центральное наружное стержневое приспособление 100, согласно некоторым вариантам осуществления изобретения, во избежание указанной проблемы может содержать позиционирующий элемент 120, зацепляющий преформу 112 или контактирующий с ней иным образом. Позиционирующий элемент 120 согласно некоторым вариантам осуществления изобретения может содержать участок 122, имеющий первую конфигурацию, т.е. сформированный в виде выступа. В преформе 112 может быть сформирован участок в виде выемки 124, конфигурация которого согласуется с первой конфигурацией участка позиционирующего элемента, сформированного в виде выступа 122. Таким образом, выступ 122, несомненно, может вмещаться в выемку 124, в результате чего образуется надежное сцепление. Согласно некоторым вариантам осуществления изобретения размеры и конфигурация выступа 122 и выемки 124 полностью согласованы, благодаря чему минимизируется поперечное смещение преформы (т.е. смещение преформы в кольцевом направлении). Конфигурация выступа 122 и, соответственно, выемки 124 может быть цилиндрической (фиг.2А и 2В), конической (фиг.2С и 2D), расширяющейся (фиг.2С), сужающейся (фиг.2В и 2D) или выступ 122 и выемка 124 могут иметь любую другую конфигурацию/размер, обеспечивающую надежное сцепление центрального наружного стержневого приспособления 100 с преформой 112. Следует отметить, что описанный позиционирующий элемент 120, вместо участка уже описанной конфигурации, может иметь участок с обратной конфигурацией, т.е. участок в виде выемки (обозначенной аналогичной ссылочной позицией со штрихом), сформированной в центральном наружном стержневом приспособлении 100, с которой может сцепляться выступ, продолжающийся от преформы (фиг.2С и 2D).
Кроме того, согласно некоторым вариантам осуществления изобретения, как показано на фиг.5А-5В, центральное наружное стержневое приспособление 100 может продолжаться в полости пресс-формы 200 в виде обычного цилиндрического приспособления (фиг.5А) либо может включать центрирующий элемент 210, расположенный вдоль участка центрального наружного стержневого приспособления 100. Согласно некоторым вариантам осуществления изобретения центрирующий элемент 210 может иметь увеличенный участок в виде головки 211, располагаемой на дальнем конце 212 центрального наружного стержневого приспособления 100. Согласно некоторым вариантам осуществления изобретения головка может включать сужающийся участок 214, например конический участок, размер которого позволяет ему вмещаться внутрь и/или захватываться конической выемкой 216, сформированной в пресс-форме 200. Таким образом, при отведении назад центрального наружного стержневого приспособления 100 суженный участок 214 может быть центрирован в конической выемке 216, благодаря чему обеспечивается надлежащее выравнивание уже вытянутой преформы 112 или результирующего контейнера. Следует отметить, что согласно некоторым вариантам осуществления изобретения увеличенный участок в виде головки 211, являясь частью пресс-формы, может, по меньшей мере частично, конфигурировать преформу 112 во время формования результирующего контейнера.
Альтернативно, другие способы изготовления, такие как, например, экструзионное формование с раздувом, одноступенчатое инжекционное формование с раздувом и вытяжкой, инжекционное формование с раздувом, осуществляемые с использованием других традиционных материалов, включая, например, термопласт, полиэтилен высокой плотности, полипропилен, полиэтилен-нафталат (ПЭН), смесь ПЭТ/ПЭН или сополимер, и различные многослойные структуры, могут быть подходящими для изготовления пластиковых контейнеров и могут применяться в соответствии с принципами настоящего изобретения.
Вышеприведенные варианты осуществления изобретения описывались исключительно с иллюстративной целью и не являются исчерпывающими или ограничивающими настоящее изобретение. Отдельные элементы или признаки конкретного варианта осуществления изобретения, в общем, не ограничиваются указанным конкретным вариантом, но при его осуществлении являются взаимозаменяемыми и могут использоваться в выбранном варианте осуществления изобретения, даже если специально не указано или описано. Равным образом, могут быть внесены различные изменения в варианты осуществления изобретения. Указанные изменения не должны расцениваться как отклонение от изобретения, и предполагается, что все подобные модификации находятся в пределах объема изобретения.
Группа изобретений относится к формовочному устройству и способу формования пластикового контейнера из преформы. Формовочное устройство содержит имеющую полость пресс-форму, инициирующее вытяжку стержневое приспособление, которое входит в контакт с внутренней поверхностью преформы и определяет область инициирования вытяжки, а также центрально расположенный источник давления, который позиционируется в преформе для подачи текучей среды под давлением. Способ формования пластикового контейнера из преформы включает нагрев преформы, введение преформы в полость пресс-формы, приведение в действие инициирующего вытяжку стержневого приспособления, введение текучей среды для формования и введение в контакт позиционирующего элемента с наружной поверхностью преформы. Технический результат, достигаемый при использовании способа и устройства по изобретениям, заключается в том, чтобы обеспечить заданную кристалличность полиэтилентерефталата, используемого для выпускаемых бутылок. 2 н. и 21 з.п. ф-лы, 14 ил.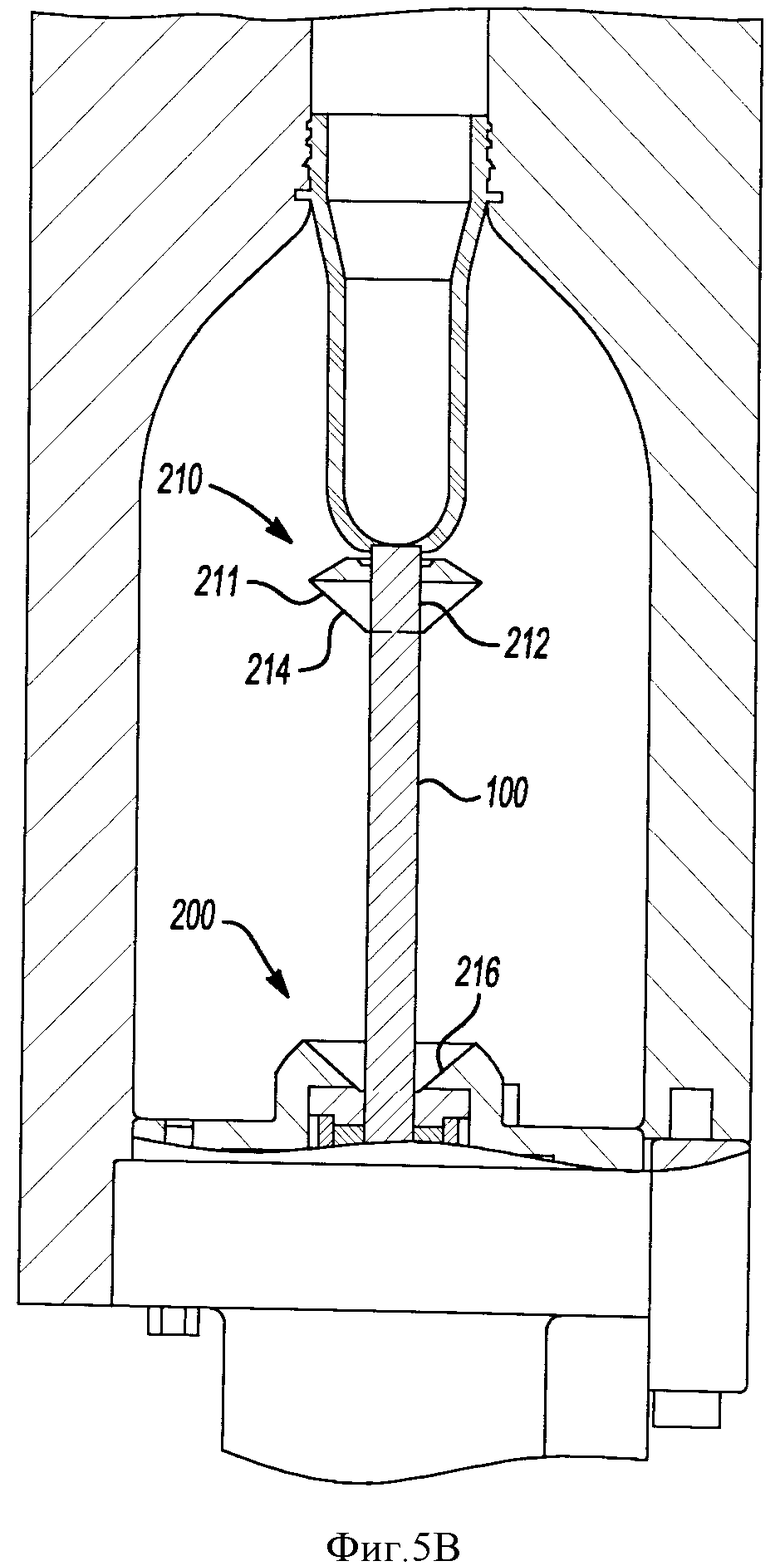
1. Формовочное устройство для изготовления пластикового контейнера из преформы, содержащее:
пресс-форму, имеющую полость для вмещения преформы;
источник давления, сообщенный по текучей среде с полостью пресс-формы и располагаемый в преформе для подачи текучей среды под давлением;
инициирующее вытяжку стержневое приспособление, функционально связанное с полостью пресс-формы и выполненное с возможностью входа в контакт с внутренней поверхностью преформы для определения области инициирования вытяжки; и
центральный наружный стержень, формирующий позиционирующий элемент, который имеет возможность входа в контакт с наружной поверхностью преформы для поддержания центрированного положения преформы во время формования.
2. Устройство по п. 1, в котором инициирующее вытяжку стержневое приспособление содержит удлиненный элемент с наконечником, причем указанный наконечник имеет возможность контакта с внутренней поверхностью преформы.
3. Устройство по п. 2, в котором инициирующее вытяжку стержневое приспособление оснащено приводной системой, выполненной с возможностью приведения в движение удлиненного элемента с наконечником между выдвинутым положением, при котором наконечник контактирует с преформой, и втянутым положением.
4. Устройство по п. 3, в котором приведение в движение удлиненного элемента с наконечником обеспечивает изменение давления текучей среды внутри преформы или заполненного пластикового контейнера.
5. Устройство по п. 3, в котором приведение в движение удлиненного элемента с наконечником обеспечивает создание свободного пространства над текучей средой внутри пластикового контейнера.
6. Устройство по п. 1, в котором позиционирующий элемент центрального наружного стержня содержит выступ, размер и форма которого полностью согласуются с наружной поверхностью преформы.
7. Устройство по п. 6, в котором выступ имеет цилиндрическую форму.
8. Устройство по п. 6, в котором выступ имеет коническую форму.
9. Устройство по п. 1, в котором позиционирующий элемент центрального наружного стержня имеет выемку, размер и форма которой полностью согласуются с наружной поверхностью преформы.
10. Устройство по п. 9, в котором выемка имеет цилиндрическую форму.
11. Устройство по п. 9, в котором выемка имеет коническую форму.
12. Устройство по п. 1, дополнительно содержащее центрирующий элемент, расположенный на участке центрального наружного стержня, причем центрирующий элемент имеет возможность входа в контакт с пресс-формой, чтобы выравнивать центральный наружный стержень относительно пресс-формы по меньшей мере во втянутом положении.
13. Устройство по п. 12, в котором центрирующий элемент имеет коническую форму.
14. Способ формования пластикового контейнера из преформы, включающий:
нагрев преформы;
введение преформы в полость пресс-формы;
приведение в действие инициирующего вытяжку стержневого приспособления, чтобы оно вошло в контакт с внутренней поверхностью преформы для определения области инициирования вытяжки;
введение текучей среды под давлением в преформу для расширения преформы, чтобы конфигурация преформы полностью соответствовала конфигурации полости пресс-формы; и
приведение в действие центрального наружного стержня таким образом, чтобы позиционирующий элемент, сформированный на центральном наружном стержне, входил в контакт с наружной поверхностью преформы для поддержания, в целом, заданной ориентации преформы во время по меньшей мере частичного введения текучей среды под давлением.
15. Способ по п. 14, дополнительно включающий:
приведение в действие инициирующего вытяжку стержневого приспособления после по меньшей мере частичного введения текучей среды под давлением для создания свободного пространства над продуктом внутри контейнера.
16. Способ по п. 14, дополнительно включающий:
приведение в действие инициирующего вытяжку стержневого приспособления после по меньшей мере частичного введения текучей среды под давлением для создания пикового давления текучей среды внутри контейнера.
17. Способ по п. 14, дополнительно включающий:
поддержание заданного давления внутри преформы после введения текучей среды под давлением, чтобы преформа поддерживалась вплотную к полости пресс-формы в течение заданного промежутка времени.
18. Способ по п. 17, в котором заданный промежуток времени составляет от 0,1 до 1,5 с.
19. Способ по п. 14, в котором текучая среда под давлением представляет собой жидкий продукт массового спроса, который остается в пластиковом контейнере.
20. Способ по п. 14, в котором преформу изготавливают из термопласта, полиэтилена высокой плотности, полипропилена, полиэтилен-нафталата (ПЭН), смеси ПЭТ/ПЭН или сополимера, различных многослойных структур, в любом сочетании или их смесей.
21. Способ по п. 14, в котором преформу нагревают до температуры, составляющей от 87,8°C до 121,1°C.
22. Способ по п. 14, который дополнительно содержит нагрев полости пресс-формы до температуры, составляющей от 121,1°C до 176,7°C.
23. Способ по п. 14, в котором текучая среда под давлением представляет собой жидкость под давлением.
| US 20080029928 A1, 07.02.2008 | |||
| US 20100225031 A1, 09.09.2010 | |||
| Поизводство упаковки из ПЭТ, ДАВИД БРУКС,ДЖЕФФ ДЖАЙЛЗ, Санкт-Петербург, Профессия, 2006, с.304-323 | |||
| US 5389332 A, 14.02.1995 | |||
| US 4490327 A, 25.12.1984 | |||
| ЩВАРЦ О | |||
| и другие, Переработка пластмасс, Санкт-Петербург, Профессия, 2006, с.156-158. |

