Область техники, к которой относится изобретение
Изобретение в основном относится к пластиковым контейнерам для потребительских продуктов, в частности для жидких потребительских продуктов, а более конкретно к пластиковому контейнеру, структура основания которого позволяет в значительной степени компенсировать разрежение без нежелательной деформации других частей контейнера.
Уровень техники
Многочисленные потребительские продукты, ранее выпускаемые в стеклянных контейнерах, в настоящее время выпускаются в пластиковых контейнерах, более конкретно, в полиэфирных и, еще более конкретно, в полиэтилентерефталатных (ПЭТ) контейнерах. Производители и фасовщики, также как и потребители, заметили, что ПЭТ контейнеры являются легкими, недорогими, пригодными для повторного использования и подходящими для массового производства.
В настоящее время производители поставляют ПЭТ контейнеры для разных жидких потребительских продуктов, таких как напитки. Часто эти жидкие продукты, например соки и изотонические напитки, заливают в контейнеры, когда жидкий продукт находится при повышенной температуре, составляющей, как правило, 68-96°С, обычно примерно 85°С. При затаривании таким способом высокую температуру жидкого потребительского продукта используют для стерилизации контейнера в момент его заполнения. Этот процесс известен как горячее заполнение. Контейнеры, предназначенные для проведения этого процесса, известны как контейнеры горячего заполнения или термостабилизируемые контейнеры.
Горячее заполнение является операцией, приемлемой для потребительских продуктов с высоким содержанием кислоты. Однако потребительские продукты с невысоким содержанием кислоты должны обрабатываться иначе. Тем не менее, производители и фасовщики потребительских продуктов с невысоким содержанием кислоты также стремятся выпускать свои продукты в ПЭТ контейнерах.
Предпочтительным процессом стерилизации для продуктов с невысоким содержанием кислоты является пастеризация. Однако пастеризация, также как и автоклавирование представляют для производителей ПЭТ контейнеров огромную проблему, поскольку термостабилизируемые контейнеры не выдерживают воздействия высокой температуры в течение времени, необходимого для осуществления пастеризации и автоклавирования.
Как пастеризацию, так и автоклавирование осуществляют путем проваривания и стерилизации содержимого контейнера после его заполнения. Оба процесса включают нагрев содержимого контейнера до заданной температуры обычно выше 70°С в течение заданного времени (20-60 мин). Автоклавирование отличается от пастеризации применением более высоких температур и приложением внешнего по отношению к контейнеру давления. Воздействие внешним по отношению к контейнеру давлением является необходимым, поскольку при обычно используемой горячей водяной бане избыточное давление позволяет поддерживать воду, также как и содержимое контейнера в жидком состоянии при температурах выше их соответствующих температур кипения.
ПЭТ относится к кристаллизующимся полимерам, что предполагает его существование в аморфной или полукристаллической модификациях. Способность ПЭТ контейнера сохранять целостность формы связано с содержанием в ПЭТ контейнере кристаллической модификации, что называют иначе «кристалличностью» контейнера. Степень кристалличности определяется как часть объема в соответствии с уравнением:

где ρ является плотностью ПЭТ материала; ρa - плотностью чисто аморфного ПЭТ материала (1,333 г/см3), а ρc - плотностью чисто кристаллического ПЭТ материала (1,455 г/см3).
Степень кристалличности ПЭТ контейнера может быть повышена путем механической или термической обработки. Механическая обработка включает ориентирование аморфного материала, результатом чего является деформационное упрочнение. Такая обработка обычно включает вытяжку ПЭТ заготовки в направлении продольной оси и растягивание ПЭТ заготовки в направлении поперечной или радиальной оси с образованием ПЭТ контейнера. Такая комбинация воздействий известна как двухосная ориентация молекулярной структуры контейнера. В настоящее время производство ПЭТ контейнеров включает механическую обработку, в результате чего получают контейнеры с примерно 20% степенью кристалличности боковой стенки контейнера.
Термообработка включает нагрев материала (аморфного или полукристаллического) для инициирования роста кристаллов. В случае аморфного материала результатом термообработки ПЭТ материала является сферолитовая структура, которая затрудняет пропускание света. Иными словами, образующийся кристаллический материал является непрозрачным, что, как правило, нежелательно. Однако применяемая вслед за термообработкой механическая обработка приводит к более высокой степени кристалличности и прекрасной прозрачности в тех частях контейнера, которые имеют двухосную молекулярную ориентацию. Термообработка контейнера из ориентированного ПЭТ, которую называют термостабилизацией, обычно включает формование ПЭТ заготовки раздувом в форме, нагретой до температуры примерно до 120-130°С, и выдержку раздутого контейнера в форме в течение примерно трех секунд. В настоящее время производители ПЭТ бутылок для сока, которые должны заполняться горячим продуктом при примерно 85°С, применяют термостабилизацию, позволяющую производить бутылки, имеющие общую кристалличность в пределах от 25 до 30%.
После горячего заполнения термостабилизированные контейнеры закупоривают крышками и оставляют приблизительно на пять минут обычно при температуре, примерно равной температуре заполнения. После этого контейнер вместе с продуктом принудительно охлаждают до такой степени, чтобы заполненный контейнер мог быть направлен на операции прикрепления этикетки, упаковки и транспортировки. При охлаждении объем жидкости в контейнере уменьшается. Уменьшение объема продукта сопровождается образованием внутри контейнера разрежения. Обычно давление разрежения внутри контейнера составляет от 1 до 300 мм рт.ст. Если его каким-либо образом не компенсировать, это пониженное давление приведет к деформации контейнера, в результате чего контейнер станет эстетически непривлекательным или неустойчивым. Обычно разрежение компенсируют путем введения в боковые стенки контейнера специальных конструкций. Эти конструкции обычно называют вакуумными секциями. Вакуумные секции предназначаются для контролируемого выгибания внутрь под действием разрежения, что устраняет нежелательную деформацию боковой стенки контейнера.
Хотя вакуумные секции и позволяют контейнерам выдерживать жесткое воздействие операции горячего заполнения, они все же обладают рядом ограничений и недостатков. Во-первых, отсутствует возможность придания контейнеру стеклоподобного внешнего вида. Во-вторых, при прикреплении этикетки полностью обертывающая оболочка, или рукавная этикетка, наносится на контейнер поверх вакуумных секций. Внешний вид таких этикеток на боковых стенках и вакуумных секциях часто бывает таким, что этикетка сморщивается и теряет гладкость. Кроме того, когда контейнер берут в руки, под этикеткой ощущаются вакуумные секции, в результате чего этикетка заталкивается в различные щели и выемки на вакуумных секциях.
Дальнейшие усовершенствования привели к использованию сужений для захвата на боковой стенке контейнера с целью облегчения регулирования его деформации, возникающей под действием разрежения. Однако при конфигурации сужений для захвата контейнера имеют место те же ограничения и недостатки, что и с вакуумными секциями.
Другим способом решения для пластикового контейнера для горячего заполнения описанных выше задач без применения компенсирующих воздействие пониженного давления конструкций является применение напуска азота. Однако недостатком такой технологии является то, что производительность производственной линии, достигаемая при использовании такой технологии, ограничивается примерно 200 контейнерами в минуту. Такая малая производительность производственной линии редко бывает приемлемой. Кроме того, последовательность операций при напуске пока еще не приобрела технологического уровня, обеспечивающего высокую эффективность.
Таким образом, существует потребность в усовершенствованном контейнере, который имел бы средства противодействия пониженному давлению, возникающему в результате горячего заполнения, и который имел бы вид стеклянного контейнера с боковыми стенками простой геометрической формы, обеспечивающими гладкий стеклоподобный внешний вид. Создание такого контейнера и является задачей настоящего изобретения.
Раскрытие изобретения
Пластиковый контейнер в соответствии с настоящим изобретением сохраняет эстетическую привлекательность и механическую целостность при любом последующем обращении с ним после горячего заполнения и охлаждения до комнатной температуры и имеет конструкцию основания, обеспечивающую значительную компенсацию пониженного давления без нежелательной деформации других частей контейнера. Стеклянный контейнер имеет стабильную форму, и его конструкция должна выдерживать любые давления и силы. Мягкий контейнер легко меняет форму и адаптируется к продукту. Контейнер в соответствии с настоящим изобретением включает подвижные и неподвижные поверхности. В общем случае, после перемещения или деформирования основания пластикового контейнера согласно настоящему изобретению остальные части контейнера в целом выдерживают любые давления или силы без сплющивания.
Одним объектом изобретения является пластиковый контейнер, содержащий верхнюю часть с горлышком, определяющим отверстие в контейнере, основание, образующее дно контейнера, и корпусную часть, расположенную между горлышком и основанием; при этом верхняя часть, горлышко, корпусная часть и основание образуют емкость, предназначенную для заполнения продуктом; основание содержит ободок, простирающийся от корпусной части до контактного кольца, которое является опорой для контейнера, кроме того, основание, содержит центральную часть, по меньшей мере частично образованную выталкиваемым вверх элементом, имеющим по существу форму усеченного конуса, расположенного вдоль продольной оси контейнера, и инверсионным кольцом, имеющим по существу S-образную форму в сечении и ограничивающим выталкиваемый вверх элемент; причем наибольший наружный диаметр усеченного конуса составляет не более 30% от наибольшего наружного диаметра основания, его верхняя поверхность по существу параллельна опорной поверхности, при этом инверсионное кольцо образует направленный вовнутрь куполообразный участок, поверхность которого по меньшей мере частично наклонена в сторону продольной оси контейнера, согласно изобретению выталкиваемый вверх элемент содержит боковую поверхность, на которой образовано множество канавок, а на направленном вовнутрь куполообразном участке инверсионного кольца выполнено множество желобообразных углублений, проходящих в радиальном направлении и примыкающих к соответствующим канавкам.
Предпочтительно в пластиковом контейнере корпусная часть содержит по существу гладкую боковую стенку.
Предпочтительно в пластиковом контейнере толщина стенки инверсионного кольца составляет приблизительно 0,20-0,64 мм.
Предпочтительно в пластиковом контейнере инверсионное кольцо содержит верхнюю часть и нижнюю часть.
Предпочтительно в пластиковом контейнере верхняя часть в сечении частично включает в себя кривую, имеющую первый радиус, а нижняя часть в сечении частично включает в себя вторую кривую, имеющую второй радиус; причем величина первого радиуса составляет не более 35% от величины второго радиуса.
Предпочтительно в пластиковом контейнере между инверсионным кольцом и контактным кольцом расположена вертикально направленная кольцевая стенка с углом относительно продольной оси, составляющим от 0 до 20°.
Предпочтительно в пластиковом контейнере длина вертикально направленной кольцевой стенки в сечении составляет приблизительно 0,76-8,26 мм.
Предпочтительно в пластиковом контейнере первое расстояние между верхней частью и опорной поверхностью больше, чем второе расстояние между нижней частью и опорной поверхностью.
Предпочтительно в пластиковом контейнере средняя толщина стенки корпусной части по меньшей мере на 15% больше средней толщины стенки основания.
Предпочтительно в пластиковом контейнере средняя толщина стенки корпусной части по меньшей мере в два раза больше средней толщины стенки нижней части инверсионного кольца.
Предпочтительно в пластиковом контейнере средняя толщина стенки контактного кольца по меньшей мере равна средней толщине стенки нижней части инверсионного кольца.
Предпочтительно в пластиковом контейнере средняя толщина стенки контактного кольца по меньшей мере на 10% больше средней толщины стенки нижней части инверсионного кольца.
Другим объектом изобретения является пластиковый контейнер, заполненный жидкостью при повышенной температуре, закупоренный крышкой и охлажденный, в результате чего в контейнере создано разрежение, содержит верхнюю часть с горлышком, определяющей отверстие в контейнере, и венчик для прикрепления крышки, основание, образующее дно контейнера, и корпусную часть, расположенную между горлышком и основанием; верхняя часть, горлышко, корпусная часть и основание образуют емкость внутри контейнера, предназначенную для заполнения жидкостью при повышенной температуре; основание выполнено с возможностью поглощения разрежения и включает в себя ободок, простирающийся от корпусной части до контактного кольца, которое является опорой для контейнера, основание, кроме того, содержит центральную часть по меньшей мере частично образованную выталкиваемым вверх элементом, имеющим по существу форму усеченного конуса, расположенного вдоль продольной оси контейнера, и инверсионным кольцом, ограничивающим выталкиваемый вверх элемент; причем наибольший наружный диаметр усеченного конуса составляет не более 30% от наибольшего наружного диаметра основания, а верхняя поверхность по существу параллельна опорной поверхности; выталкиваемый вверх элемент и инверсионное кольцо способны перемещаться под действием сил, вызванных созданным внутри контейнера разрежением; инверсионное кольцо образует направленный вовнутрь куполообразный участок, поверхность которого по меньшей мере частично наклонена к опорной плоскости контейнера на угол приблизительно 7-23°; инверсионное кольцо после удаления жидкости из контейнера имеет по существу S-образную форму в сечении, согласно изобретению выталкиваемый вверх элемент содержит боковую поверхность, на которой образовано множество канавок, а на направленном вовнутрь куполообразном участке инверсионного кольца выполнено множество желобообразных углублений, проходящих в радиальном направлении и примыкающих к соответствующим канавкам.
Предпочтительно в пластиковом контейнере температура жидкости составляет приблизительно 68-96°С.
Предпочтительно в пластиковом контейнере угол наклона к опорной поверхности составляет приблизительно 10-17°.
Еще одним объектом изобретения является формованный с вытяжкой термостабилизированный пластиковый контейнер, образованный в полости формы, имеющей температуру приблизительно 121-177°С, содержащий верхнюю часть с горлышком, определяющей отверстие в контейнере, основание, образующее дно контейнера, и корпусную часть, расположенную между горлышком и основанием; верхняя часть, горлышко, корпусная часть и основание образуют емкость внутри контейнера, предназначенную для заполнения продуктом; основание содержит ободок, простирающийся от корпусной части до контактного кольца, которое является опорой для контейнера, основание, кроме того, содержит центральную часть по меньшей мере частично образованную выталкиваемым вверх элементом, имеющим по существу форму усеченного конуса, расположенного вдоль продольной оси контейнера, и инверсионным кольцом, имеющим по существу S-образную форму и ограничивающим выталкиваемый вверх элемент; причем наибольший наружный диаметр усеченного конуса составляет не более 30% от наибольшего наружного диаметра основания, а его верхняя поверхность по существу параллельна опорной поверхности; при этом контейнер имеет по существу двухосно ориентированную молекулярную структуру, а выталкиваемый вверх элемент и инверсионное кольцо способны перемещаться под действием сил, вызванных созданным внутри контейнера разрежением, причем инверсионное кольцо образует направленный вовнутрь куполообразный участок, поверхность которого по меньшей мере частично наклонена в сторону продольной оси контейнера, согласно изобретению выталкиваемый вверх элемент содержит боковую поверхность, на которой образовано множество канавок, а на направленном вовнутрь куполообразном участке инверсионного кольца выполнено множество желобообразных углублений, проходящих в радиальном направлении и примыкающих к соответствующим канавкам.
Предпочтительно в пластиковом контейнере пластик представляет собой полиэфирный полимерный материал.
Предпочтительно в пластиковом контейнере полиэфирный полимерный материал представляет собой в основном полиэтилентерефталат.
Дополнительные выгоды и преимущества настоящего изобретения станут очевидными для специалистов в области, к которой относится настоящее изобретение, из приведенного ниже описания предпочтительного варианта осуществления изобретения и прилагаемой формулы изобретения в сочетании с сопровождающими их чертежами.
Краткое описание чертежей
На фиг.1 изображена вертикальная проекция отформованного пустого пластикового контейнера согласно настоящему изобретению;
на фиг.2 - вертикальная проекция заполненного и закупоренного пластикового контейнера согласно настоящему изобретению;
на фиг.3 - вид в перспективе на основание пластикового контейнера, показанного на фиг.1;
на фиг.4 - вид в перспективе на основание пластикового контейнера, показанного на фиг.2;
на фиг.5 - разрез пластикового контейнера по линии 5-5 на фиг.3, увеличено;
на фиг.6 - разрез пластикового контейнера по линии 6-6 на фиг.4.
на фиг.7 - разрез пластикового контейнера, подобный фиг.5, показывающий другой вариант осуществления изобретения;
на фиг.8 - разрез пластикового контейнера, подобный фиг.6, показывающий другой вариант осуществления изобретения;
на фиг.9 - вид снизу дополнительного варианта выполнения отформованного пустого пластикового контейнера;
на фиг.10 - разрез пластикового контейнера по линии 10-10 на фиг.9;
на фиг.11 - вид снизу варианта выполнения заполненного и закупоренного пластикового контейнера, показанного на фиг.9;
на фиг.12 - разрез пластикового контейнера по линии 12-12 на фиг.11.
Осуществление изобретения
Нижеследующее описание предпочтительных вариантов осуществления изобретения является просто иллюстративным по своей сути и никоим образом не предназначено для того, чтобы ограничивать изобретение или варианты его применения или использования.
Как было сказано выше, чтобы воспринимать силы, связанные с разрежением, во время охлаждения содержимого, находящегося внутри термостабилизированного ПЭТ контейнера, контейнеры обычно содержат ряд вакуумных секций или сужений для захвата вокруг их боковой стенки. Вакуумные секции и сужения для захвата под влиянием сил, связанных с разрежением, деформируются по направлению вовнутрь и предотвращают нежелательное искривление контейнера в другом месте. Однако боковая стенка контейнера с вакуумными секциями и сужениями для захвата не может быть гладкой или подобной стеклу, а покрывающая ее этикетка часто становится морщинистой и негладкой, поэтому пользователи могут ощущать вакуумные секции и сужения для захвата под этикеткой, когда берут и поднимают контейнер.
В контейнере, не оснащенном вакуумными секциями, требуется сочетание контролируемой деформации (например, в основании или в крышке) и устойчивости к разрежению в остальной части контейнера. Согласно изобретению предлагается пластиковый контейнер, который обеспечивает возможность основанию деформироваться и легко перемещаться при сохранении жесткой структуры (т.е. жесткой по отношению к внутреннему разрежению) в остальной части контейнера. Например, в случае пластикового контейнера емкостью 0,47 л, контейнер должен быть способным выдержать вытеснение объема на примерно 20-24 см3. В предлагаемом пластиковом контейнере основание принимает на себя большую часть этой величины (т.е. примерно 13 см3). Остальные части пластикового контейнера способны легко адаптироваться к оставшейся части названного объема.
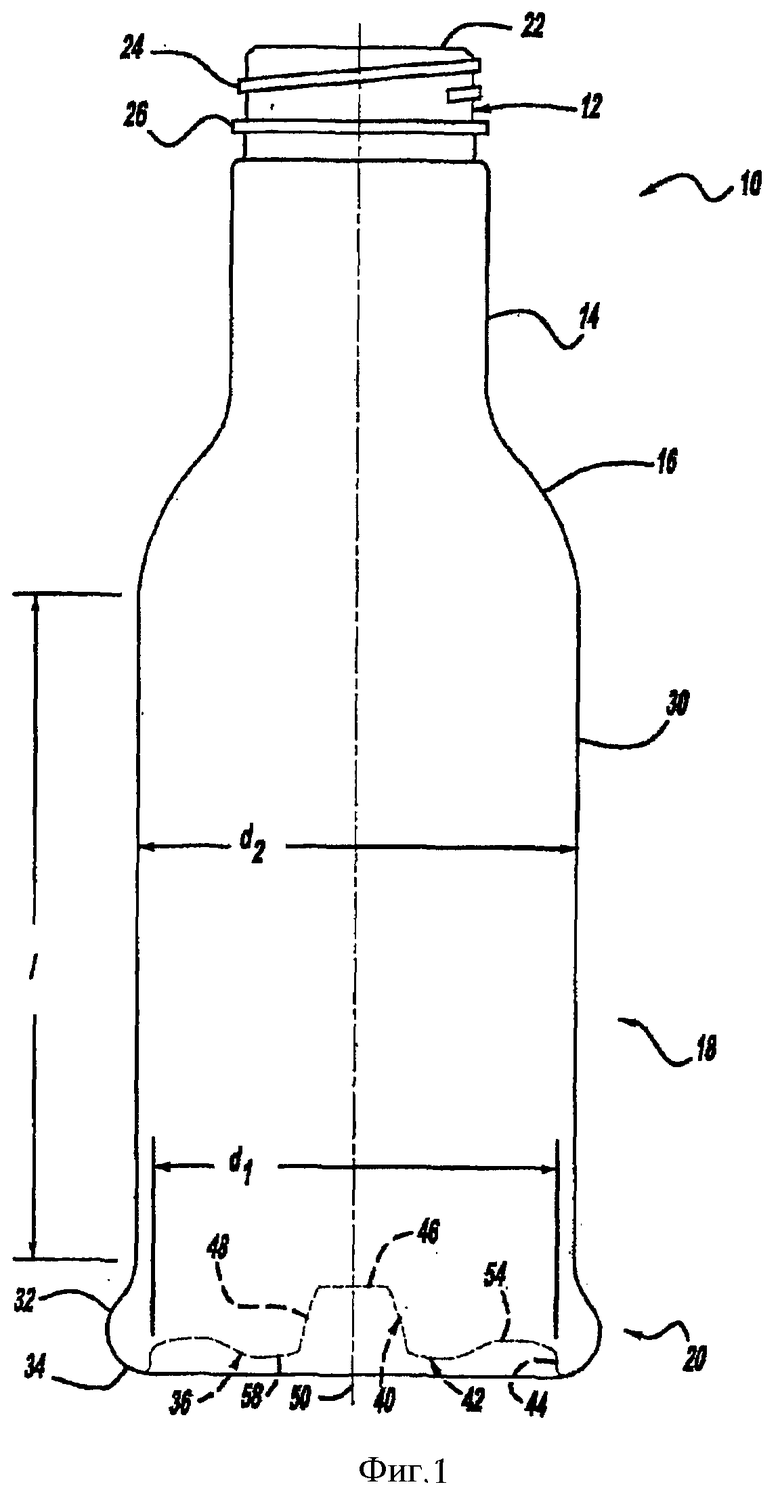
Как показано на фиг.1 и 2, пластиковый контейнер 10 содержит венчик 12, удлиненное горлышко 14, плечевую область 16, корпусную часть 18 и основание 20. Специалисты в данной области техники знают и понимают, что горлышко 14 может иметь чрезвычайно малую высоту, то есть представлять собой короткий выступ от венчика 12, или быть удлиненным горлышком, как показано на фигурах, простираясь между венчиком 12 и плечевой областью 16. Пластиковый контейнер 10 предназначен для содержания в нем потребительского продукта во время термического процесса, обычно процесса горячего заполнения. Для вариантов применения с розливом по бутылкам при горячем заполнении разливочные машины обычно заполняют контейнер 10 жидкостью или продуктом с повышенной температурой приблизительно 68-96°С и закупоривают контейнер 10 крышкой 28 перед охлаждением. По мере того, как закупоренный контейнер 10 охлаждается, внутри образуется небольшое разрежение или давление ниже атмосферного, вызывая изменение формы контейнера 10, в частности его основания 20. Кроме того, пластиковый контейнер 10 может подходить для других процессов заполнения при высокотемпературной пастеризации или автоклавировании или в равной мере и для других термических процессов.
Пластиковый контейнер 10 согласно изобретению представляет собой изготовленный с помощью формования раздувом двухосно-ориентированный контейнер монолитной конструкции из одно- или многослойного материала. Широко известное формование с вытяжкой и процесс термостабилизации при изготовлении пригодного для горячего заполнения пластикового контейнера 10 включает изготовление заготовки (не показанной на чертежах) из полиэфирного материала, такого как полиэтилентерефталат (ПЭТ), имеющей хорошо известную специалистам в данной области техники форму, подобную цилиндрической пробирке длиной, составляющей обычно около 50% от высоты контейнера. Машина (не показанная на чертежах) помещает заготовку, нагретую до температуры приблизительно 88-121°С, в полость формы (не показанной на чертежах), имеющую форму, подобную пластиковому контейнеру 10. Полость формы нагрета до температуры приблизительно 121-177°С. Вытягивающее стержневое устройство (не показанное на чертежах) вытягивает или удлиняет нагретую заготовку в пределах полости формы до той приблизительно длины, что и контейнер, тем самым ориентируя молекулярную структуру полиэфирного материала в осевом направлении, в общем соответствующем центральной продольной оси 50. В то время как вытягивающий стержень удлиняет заготовку, воздух, имеющий давление 2,07-4,14 МПа, содействует удлинению заготовки в осевом направлении и раздаче заготовки в направлении периферии или окружности, тем самым по существу создавая прилегание полиэфирного материала к полости формы и, кроме того, ориентируя молекулярную структуру полиэфирного материала в направлении, по существу перпендикулярном осевому направлению, таким образом создавая двухосную ориентацию молекул полиэфирного материала в большей части контейнера. Как правило, материал в пределах венчика 12 и донного участка основания 20 в основном не имеет ориентированной молекулярной структуры. Сжатый воздух прижимает полиэфирный материал, имеющий главным образом двухосно ориентированную молекулярную структуру, к полости формы в течение приблизительно от двух до пяти секунд перед удалением контейнера из полости формы. Чтобы достигнуть надлежащего распределения материала в пределах основания 20, в изобретении используется дополнительный этап формования с вытяжкой: по существу такой, как описан в патенте US 6277321, который включен в данный документ посредством ссылки.
Альтернативным образом пластиковый контейнер 10 может быть изготовлен и из других традиционных материалов, таких как, например, полиэтиленнафталат (ПЭН) и смесь или сополимер ПЭТ/ПЭН. Также для изготовления пластикового контейнера могут быть использованы различные подходящие многослойные структуры. Среднему специалисту в данной области техники легко понять альтернативные варианты изготовления пластмассового контейнера 10.
Венчик 12 пластикового контейнера 10 ограничивает отверстие или горлышко 22 и содержит резьбовую область 24 и опорное кольцо 26. Отверстие 22 позволяет подавать в пластиковый контейнер 10 потребительский продукт, а резьбовая область 24 обеспечивает средство для закрепления аналогично нарезанной крышки или колпачка 28 (фиг.2). Альтернативные варианты могут иметь другие подходящие приспособления, входящие в зацепление с резьбовой областью 24 венчика 12 пластикового контейнера 10. Соответственно, крышка или колпачок 28 входит в зацепление с резьбовой областью 24 так, чтобы преимущественно обеспечивать герметичную плотность для пластикового контейнера 10. Крышка или колпачок 28 выполнена преимущественно из пластикового или металлического материала, традиционного в индустрии крышек и пригодного для последующей термообработки, включая высокотемпературную пастеризацию и автоклавирование. Опорное кольцо 26 может быть использовано для перемещения или ориентирования заготовки (предшественника пластикового контейнера 10) (не показана на чертежах) на разных стадиях производства. Например, заготовку можно перемещать с помощью опорного кольца 26, причем опорное кольцо 26 может быть использовано и для облегчения размещения заготовки в форме. Опорное кольцо 26 может быть также использовано потребителем для переноски пластикового контейнера 10.
Удлиненное горлышко 14 пластикового контейнера 10 позволяет пластиковому контейнеру 10 соответствовать требованиям серийного производства. Плечевая область 16 выполнена как одно целое с удлиненным горлышком 14 и проходит вниз от горлышка. Плечевая область 16 обеспечивает плавный переход между удлиненным горлышком 14 и корпусной частью 18. Корпусная часть 18 простирается вниз от плечевой области 16 к основанию 20 и содержит боковые стенки 30. Благодаря предлагаемой конструкции основания 20 контейнера 10 боковые стенки 30 для термостабилизированного контейнера 10 выполнены без встраивания в них вакуумных секций или сужений для захвата и являются в целом гладкими и стеклоподобными. Существенно более легкий контейнер может быть изготовлен при использовании наряду с основанием 20 стенок с вакуумными секциями и/или сужениями для захвата.
Основание 20 пластикового контейнера 10, которое, как правило, является продолжением корпусной части 18, обычно содержит ободок 32, контактное кольцо 34 и центральную часть 36. Как показано на фиг.5, 6, 7, 8, 10 и 12, контактное кольцо 34 является частью основания 20, которая контактирует с опорной поверхностью 38, на которой располагается контейнер 10. Как таковое, контактное кольцо 34 может быть плоской поверхностью или иметь линию контакта, как правило, ограничивающую (непрерывно или с перерывами) основание 20. Функцией основания 20 является перекрытие донной части пластикового контейнера 10 и совместно с удлиненным горлышком 14, плечевой областью 16 и корпусной частью 18 ограничивать камеру для потребительского продукта.
Пластиковый контейнер 10 преимущественно термостабилизируется при нагреве согласно описанному выше способу или с помощью каких-либо других традиционных способов термостабилизации. Для противодействия силам разрежения и допущения отсутствия вакуумных секций и сужений для захвата в корпусной части 18 контейнера 10 основание 20 согласно изобретению обладает новой конструкцией. В целом, центральная часть 36 основания 20 имеет центральный выталкиваемый вверх элемент 40 и инверсионное кольцо 42. Инверсионное кольцо содержит верхнюю часть 54 и нижнюю часть 58. В поперечном сечении инверсионно кольцо имеет преимущественно S-образную форму (фиг.5, 7 и 10). Кроме того, основание 20 содержит вертикально направленную кольцевую стенку или кромку 44, которая образует переход между инверсионным кольцом 42 и контактным кольцом 34.
Как показано на фиг.1-8, 10 и 12, центральный выталкиваемый вверх элемент 40 в сечении имеет по существу форму усеченного конуса, верхняя поверхность 46 которого по существу параллельна опорной поверхности 38, а боковая поверхность 48 является по существу гладкой и отклонена в направлении вверх к центральной продольной оси 50 контейнера 10. Точная форма центрального выталкиваемого вверх элемента 40 может в значительной степени варьироваться в зависимости от различных критериев дизайна. Однако, в целом, диаметр центрального выталкиваемого вверх элемента 40 составляет не более 30% от полного диаметра основания 20. Центральный выталкиваемый вверх элемент 40 обычно расположен там, где отверстие заготовки захватывается в форме и является частью основания 20 контейнера 10, которая не имеет в значительной степени ориентированной молекулярной структуры.
Как показано на фиг.3, 5, 7 и 10, в исходном, начальном состоянии инверсионное кольцо 42 формируется в виде кольца, которое полностью охватывает и ограничивает центральный выталкиваемый вверх элемент 40 с переменным радиусом. В отформованном контейнере инверсионное кольцо 42 проходит со стороны центра ниже плоскости, где должно было бы располагаться основание, если бы оно было плоским. Переход между центральным выталкиваемым вверх элементом 40 и прилегающим к нему инверсионным кольцом 42 должен быть коротким для обеспечения возможно большей ориентации вблизи центрального выталкиваемого вверх элемента 40. Это служит, прежде всего, для обеспечения минимальной толщины 66 стенки для инверсионного кольца 42 в особенности нижней части 58 основания 20. Обычно толщина 66 стенки нижней части 58 инверсионного кольца 42 составляет примерно 0,20-0,64 мм, и предпочтительно, чтобы приблизительно 0,25-0,36 мм для контейнера с диаметром основания, составляющим приблизительно 67,06 мм. Толщина 70 стенки верхней поверхности 46, в зависимости от того, где проводится измерение, может составлять 1,52 мм или более; однако толщина 70 стенки верхней поверхности 46 быстро переходит к толщине 66 стенки из нижней части 58 инверсионного кольца 42. Толщина 66 стенки инверсионного кольца 42 должна быть относительно постоянной и достаточно малой для того, чтобы позволить инверсионному кольцу 42 быть гибким и функционировать должным образом. Альтернативным образом в какой-либо точке на своей периферии инверсионное кольцо 42 может иметь небольшое углубление (не показано), широко известное на практике и предназначенное для ввода упора, который облегчает вращение контейнера вокруг центральной продольной оси 50 во время операции прикрепления этикетки.
Кольцевая стенка или кромка 44, определяющая переход между контактным кольцом 34 и инверсионным кольцом 42, представляет собой вертикально направленную стенку высотой приблизительно 0,76-8,26 мм. Предпочтительно, чтобы для контейнера с диаметром основания 67,06 мм длина кольцевой стенки или кромки 44 составляла приблизительно 3,56-3,68 мм, а для контейнера с диаметром основания 127 мм - 8,26 мм. Кольцевая стенка или кромка 44 относительно центральной продольной оси 50 располагается под углом 64, составляющим приблизительно 0-20°, а в предпочтительном варианте - приблизительно 15°. Хотя кольцевая стенка или кромка 44 не должна обязательно быть строго параллельна центральной продольной оси 50, следует отметить, что кольцевая стенка или кромка 44 является четко различимой структурой между контактным кольцом 34 и инверсионным кольцом 42. Кольцевая стенка или кромка 44 обеспечивает прочность перехода между контактным кольцом 34 и инверсионным кольцом 42. Переход должен быть резким (коротким) с целью обеспечения максимальной локальной прочности, а также для образования геометрически жесткой конструкции. Создаваемая в результате этого локальная прочность повышает стойкость к образованию складок в основании 20. Контактное кольцо 34 контейнера с диаметром основания 67,06 мм имеет толщину 68 стенки приблизительно 0,25-0,41 мм. Предпочтительно, чтобы толщина 68 стенки была по меньшей мере равна, а более предпочтительно приблизительно на 10% или более превышала толщину 66 стенки нижней части 58 инверсионного кольца 42.
В исходном положении центральный выталкиваемый вверх элемент 40 и инверсионное кольцо 42 остаются такими, как описаны выше и показаны на фиг.1, 3, 5, 7 и 10. Соответственно после формования расстояние 52 между верхней частью 54 инверсионного кольца 42 и опорной поверхностью 38 больше или равно расстоянию 56 между нижней частью 58 инверсионного кольца 42 и опорной поверхностью 38. При заполнении центральная часть 36 основания 20 и инверсионного кольца 42 под влиянием температуры и веса продукта слегка провиснут или отклонятся вниз в направлении к опорной поверхности 38. В результате этого расстояние 56 станет почти нулевым, т.е. нижняя часть 58 инверсионного кольца 42 практически войдет в контакт с опорной поверхностью 38. При закупоривании, герметизации и охлаждении, как показано на фиг.2, 4, 6, 8 и 12, центральный выталкиваемый вверх элемент 40 и инверсионное кольцо 42 под действием сил, вызванных разрежением, будут подниматься или затягиваться вверх, вытесняя при этом объем. В этом положении центральный выталкиваемый вверх элемент 40 по существу имеет форму усеченного конуса, причем верхняя поверхность 46 центрального выталкиваемого вверх элемента 40 остается по существу параллельной опорной поверхности 38. Однако инверсионное кольцо 42 встраивается в центральную часть 36 основания 20 и практически исчезает, принимая коническую форму (фиг.8). Соответственно при закупоривании, герметизации и охлаждении контейнера 10 центральная часть 36 основания 20 приобретает по существу форму конуса с поверхностями 60, которые являются линейчатыми и имеют наклон вверх в направлении к центральной продольной оси 50 контейнера 10, как это показано на фиг.6 и 8. Коническая форма и по существу линейчатые поверхности 60 могут быть расположены под углом 62, составляющим примерно 7-23° и, что более типично, приблизительно 10-17°, относительно горизонтальной плоскости или опорной поверхности 38. По мере того как расстояние 52 увеличивается, а расстояние 56 уменьшается, потенциальное вытеснение объема внутрь контейнера 10 увеличивается. Кроме того, хотя линейчатые поверхности 60 являются по существу прямыми (в частности, как это показано на фиг.8), специалисты в данной области техники поймут, что линейчатые поверхности 60 зачастую будут иметь несколько волнистый внешний вид. У типичного контейнера в отформованном состоянии с диаметром основания 67,06 мм размер 72 зазора между поверхностью 46 и опорной поверхностью 38 составляет приблизительно 12,70-15,24 мм (фиг.7). Под действием разрежения в заполненном состоянии контейнера размер 74 зазора между поверхностью 46 и опорной поверхностью 38 составляет приблизительно 16,51-22,86 мм (фиг.8). Для меньших или больших контейнеров размер 72 зазора в отформованном состоянии и размер 74 зазора в заполненном состоянии могут быть пропорционально отличными.
Объем, вытесняемый центральной частью 36 основания 20, зависит также от отношения площади проекции поверхности центральной части 36 основания 20 к площади проекции всей поверхности основания 20. Для устранения необходимости применения вакуумных секций или сужений для захвата в корпусной части 18 контейнера 10 площадь проекции поверхности центральной части 36 основания 20 должна составлять приблизительно 55% и более предпочтительно приблизительно 70% от площади проекции всей поверхности основания 20. Как показано на фиг.5 и 7, соответствующие линейные размеры вдоль основания 20 обозначены А, В, С1 и С2. Площадь проекции всей поверхности основания 20 (PSAA) определяется из уравнения:
РSАА=π(1/2А)2.
Соответственно для контейнера с диаметром основания 67,06 мм площадь проекции всей поверхности (PSAA) составляет 35,32 см2. Следующее уравнение определяет площадь проекции поверхности центральной части 36 основания 20 (PSAB):
РSАB=π(1/2 В)2,
где В=А-С1-С2.
Для контейнера с диаметром основания 67,06 мм длина ободка 32 (C1 и С2) составляет приблизительно 0,76-8,64 мм. Соответственным образом размер В обычно лежит в пределах приблизительно 48,77-65,53 мм. Если, например, C1 и С2 равны 3,05 мм, площадь проекции поверхности для центральной части 36 основания 20 (РSАB) составляет приблизительно 29,19 см2. Таким образом, в этом примере площадь проекции поверхности центральной части 36 основания 20 (РSАB) для контейнера с диаметром основания 67,06 мм составляет приблизительно 83% от площади проекции полной поверхности основания 20 (PSAA). Чем больше этот процент, тем более высокому разряжению может противостоять контейнер 10 без нежелательной деформации на других участках контейнера 10.
Давление одинаково воздействует на пластиковый контейнер, внутренняя часть которого находится под действием сил разрежения. Однако сила будет различной в зависимости от геометрии (т.е. площади поверхности). Так давление в контейнере с круглым поперечным сечением определяется уравнением:

где F - сила и А - площадь.
Как показано на фиг.1, диаметр центральной части 36 основания 20 обозначен d1, a диаметр корпусной части обозначен d2. Далее, на фиг.1 высота корпусной части 18 от низа плечевой области 16 до верха ободка 32 (гладкий участок пластикового контейнера 10 для полосы этикетки) обозначена 1. Как указывалось выше, широко известно, что дополнительные геометрические элементы (например, ребра) в корпусной части 18 способствуют повышению жесткости. В приведенном ниже анализе рассматриваются только те части контейнера, которые не обладают такими геометрическими элементами.
Согласно изложенному выше давление, относящееся к центральной части 36 основания 20 (РВ), определяется из уравнения:

где F1 - сила, действующая на центральную часть 36 основания 20, а
 - площадь, относящаяся к центральной части 36 основания 20.
- площадь, относящаяся к центральной части 36 основания 20.
Аналогичным образом давление, действующее на корпусную часть 18 (РBP), определяется из уравнения:
где F2 - сила, действующая на корпусную часть 18, а
А2=πd2L - площадь, относящаяся к корпусной части 18.
Отсюда отношение силы, действующей на корпусную часть 18 контейнера 10, к силе, действующей на центральную часть 36 основания 20, определяется уравнением:

Для оптимального функционирования названное выше отношение сил должно быть меньше 10, причем наиболее желательны более низкие значения.
Как было указано выше, разница в толщине стенок между основанием 20 и корпусной частью 18 должна быть достаточно большой для того, чтобы обеспечить нормальное выгибание инверсионного кольца 42. Когда названное выше отношение сил приближается к 10, толщина стенки в основании 20 контейнера 10 должна быть значительно меньше толщины стенки корпусной части 18. В зависимости от геометрии основания 20 и величины силы, необходимой для обеспечения нормального выгибания инверсионного кольца 42, т.е. для легкости его перемещения, толщина стенки корпусной части 18 должна быть в среднем на 15% больше толщины стенки основания 20. Большая разница потребуется в том случае, когда контейнер должен будет выдерживать большие силы: либо в результате действия силы, необходимой для обеспечения нормального начального выгибания инверсионного кольца 42, либо для противодействия дополнительно приложенным силам после завершения перемещения основания 20.
Следующая таблица иллюстрирует ряд контейнеров, в которых проявляются описанные выше принципы и концепции.
Во всех приведенных выше иллюстративных примерах основания контейнера выполняют функцию основного деформируемого механизма контейнера. Наряду с этим при увеличении отношения сил необходимая толщина стенки основания уменьшается. Кроме того, отношение толщины стенки корпусной части 18 к толщине стенки основания 20 частично зависит от соотношения сил и геометрии контейнера. Подобный же анализ с теми же результатами может быть предпринят и для контейнеров с нецилиндрическим поперечным сечением (то есть прямоугольное или квадратное).
Соответственно выполнение инверсионного кольца 42 основания 20 контейнера 10 тонким, гибким, искривленным и, как правило, S-образной формы обеспечивает большее перемещение объема при сравнении с контейнерами, имеющими в основном плоское основание. На фиг.1-6 показано основание 20, имеющее развернутую геометрию для увеличения площади проекции центральной части 36, и таким образом повышения его способности реагировать на силы, вызванные разрежением. Развернутая геометрия, кроме того, усиливает эту реакцию и тем, что деформируется слегка вовнутрь, добавляя способность вытеснять объем. Однако обнаружено, что развернутая геометрия не всегда необходима. На фиг.7, 8, 10 и 12 показан предпочтительный вариант осуществления настоящего изобретения без развернутой геометрии. То есть ободок 32 переходит прямо в боковую стенку 30, тем самым придавая контейнеру 10 более традиционный внешний вид. Аналогичные ссылочные позиции описывают аналогичные элементы в различных вариантах осуществления изобретения.
Авторы изобретения установили, что S-образная форма инверсионного кольца 42 может иметь более высокие рабочие характеристики, если является асимметричной (фиг.7), то есть если верхняя часть 54 инверсионного кольца 42 характеризуется в сечении кривой, радиус 76 которой значительно меньше радиуса 78 примыкающей кривой, связанной с нижней частью 58. В этом случае радиус 76 составляет по существу не более 35% от величины радиуса 78. Такая асимметричная S-образная форма оптимизирует степень вытеснения объема, сохраняя при этом легкость реакции. Асимметричная S-образная форма обеспечивает значительное вытеснение объема, минимизируя при этом величину потребного усилия, вызываемого разрежением, для перемещения инверсионного кольца 42. Таким образом, когда радиус 76 контейнера 10 значительно меньше радиуса 78, а контейнер находится под действием разрежения, линейчатые поверхности 60 часто могут достигать большего угла 62, чем тот, что возможен в иных случаях. Например, обычно для контейнера 10 с диаметром основания 67,06 мм радиус 76 составляет приблизительно 1,98 мм, радиус 78 составляет приблизительно 11,68 мм, и под действием разрежения угол 62 составляет приблизительно 16-17°. Специалистам в данной области техники ясно, что возможны и другие величины радиуса 76, радиуса 78 и угла 62, в частности, для контейнеров с другим диаметром основания.
Хотя это и не всегда необходимо, предпочтительный вариант выполнения основания 20 может быть усовершенствован путем добавления трех канавок 80, по существу параллельных боковым поверхностям 48. Как показано на фиг.9 и 10, канавки 80 расположены на равном расстоянии друг от друга по центральному выталкиваемому вверх элементу 40. Канавки 80 имеют в сечении по существу полукруглую форму с поверхностями, которые плавно переходят в примыкающие к ним боковые поверхности 48. Обычно для контейнера 10 с диаметром основания 67,06 мм, типичным для контейнеров емкостью 0,47-0,59 л, канавки 80 имеют глубину 82 примерно 3,00 мм относительно боковых поверхностей 48. В качестве альтернативного варианта более традиционным подходам центральный выталкиваемый вверх элемент 40 с канавками 80 может подойти для зацепления с выдвижным шпинделем (не показанным на чертежах) для поворота контейнера вокруг центральной продольной оси 50 во время процесса прикрепления этикетки. Хотя показаны и составляют предпочтительную конфигурацию три канавки 80, специалистам в данной области техники ясно, что для некоторых конфигураций контейнеров может подходить некоторое другое количество канавок 80, то есть 2, 4, 5 или 6.
Когда основание 20 с относительным соотношением толщин стенок, описанным выше, реагирует на силы, вызванные разрежением, канавки 80 могут облегчить поступательное и равномерное перемещение инверсионного кольца 42. Без канавок 80, особенно если толщина стенки 66 неравномерна или непостоянна вокруг центральной продольной оси 50, инверсионное кольцо 42, реагируя на силы, вызванные разрежением, может двигаться неравномерно или может двигаться неустойчиво, криво или косо. Канавками 80 в пределах инверсионного кольца 42 образуются радиальные участки 84 (по меньшей мере первоначально во время перемещения), которые простираются, по существу примыкая к каждой канавке 80 в радиальном направлении от центральной продольной оси 50 (фиг.11), становясь в сечении в основном прямой поверхностью, имеющей угол 62 (фиг.12). Иначе говоря, при виде на основание 20, как показано на фиг.11, радиальные участки 84 выглядят как углубления, подобные бороздам, в пределах инверсионного кольца 42. В результате этого второй участок 86 инверсионного кольца 42 между любыми двумя смежными радиальными участками 84 сохраняет (по меньшей мере первоначально во время перемещения) несколько закругленную, частично инвертированную форму (фиг.12). На практике предпочтительный вариант осуществления изобретения, показанный на фигурах 9 и 10, часто принимает форму, показанную на фиг.11 и 12 в качестве своей окончательной формы. Однако при приложении дополнительных сил, вызванных разрежением, второй участок 86 в конечном счете выпрямляется, образуя по существу коническую форму, имеющую линейчатые поверхности 60 с уклоном по направлению к центральной продольной оси 50 под углом 62, аналогичным тому, что показан на фиг.8. И вновь специалистам в данной области техники ясно, что линейчатые поверхности 60 вероятно станут внешне несколько волнистыми. Точный характер линейчатых поверхностей 60 будет зависеть от ряда других переменных, например, конкретных отношений толщин стенок в пределах основания 20 и боковых стенок 30, конкретных пропорций контейнера 10 (то есть диаметра, высоты, объема), конкретных условий процесса горячего заполнения и других факторов.
Хотя вышеприведенное описание определяет предпочтительный вариант осуществления настоящего изобретения, должно быть понятно, что изобретение допускает модификацию, варьирование и изменение без выхода за рамки надлежащего объема и точного смысла прилагаемой формулы изобретения.











Изобретение относится к пластиковому контейнеру, который повергается стерилизации или пригоден для розлива горячих напитков. Контейнер содержит верхнюю часть с горлышком, основание, образующее дно контейнера, и корпусную часть. Основание содержит ободок, простирающийся от корпусной части до контактного кольца, которое является опорой для контейнера. Основание содержит центральную часть, образованную выталкиваемым вверх элементом, имеющим форму усеченного конуса, расположенного вдоль продольной оси контейнера, и инверсионным кольцом, имеющим S-образную форму в сечении и ограничивающим выталкиваемый вверх элемент. Наибольший наружный диаметр усеченного конуса составляет не более 30% от наибольшего наружного диаметра основания, его верхняя поверхность параллельна опорной поверхности. Инверсионное кольцо образует направленный вовнутрь куполообразный участок, поверхность которого наклонена в сторону продольной оси контейнера. Выталкиваемый вверх элемент содержит боковую поверхность, на которой образовано множество канавок, а на направленном вовнутрь куполообразном участке инверсионного кольца выполнено множество желобообразных углублений, проходящих в радиальном направлении и примыкающих к соответствующим канавкам. Изобретение обеспечивает противодействие деформации при пониженном давлении, что позволяет придать пластиковому контейнеру вид стеклянного, простой формы. 3 н. и 15 з.п. ф-лы, 12 ил., 1 табл.
1. Пластиковый контейнер, содержащий верхнюю часть с горлышком, определяющим отверстие в контейнере, основание, образующее дно контейнера, и корпусную часть, расположенную между горлышком и основанием; при этом верхняя часть, горлышко, корпусная часть и основание образуют емкость, предназначенную для заполнения продуктом; основание содержит ободок, простирающийся от корпусной части до контактного кольца, которое является опорой для контейнера, кроме того, основание содержит центральную часть по меньшей мере частично образованную выталкиваемым вверх элементом, имеющим по существу форму усеченного конуса, расположенного вдоль продольной оси контейнера, и инверсионным кольцом, имеющим по существу S-образную форму в сечении и ограничивающим выталкиваемый вверх элемент; причем наибольший наружный диаметр усеченного конуса составляет не более 30% от наибольшего наружного диаметра основания, его верхняя поверхность по существу параллельна опорной поверхности, при этом инверсионное кольцо образует направленный вовнутрь куполообразный участок, поверхность которого по меньшей мере частично наклонена в сторону продольной оси контейнера, отличающийся тем, что выталкиваемый вверх элемент содержит боковую поверхность, на которой образовано множество канавок, а на направленном вовнутрь куполообразном участке инверсионного кольца выполнено множество желобообразных углублений, проходящих в радиальном направлении и примыкающих к соответствующим канавкам.
2. Контейнер по п.1, отличающийся тем, что корпусная часть содержит по существу гладкую боковую стенку.
3. Контейнер по п.1, отличающийся тем, что толщина стенки инверсионного кольца составляет приблизительно 0,20-0,64 мм.
4. Контейнер по п.1, отличающийся тем, что инверсионное кольцо содержит верхнюю часть и нижнюю часть.
5. Контейнер по п.4, отличающийся тем, что верхняя часть в сечении частично включает в себя кривую, имеющую первый радиус, а нижняя часть в сечении частично включает в себя вторую кривую, имеющую второй радиус, причем величина первого радиуса составляет не более 35% от величины второго радиуса.
6. Контейнер по п.1, отличающийся тем, что между инверсионным кольцом и контактным кольцом расположена вертикально направленная кольцевая стенка с углом относительно продольной оси, составляющим от 0 до 20°.
7. Контейнер по п.6, отличающийся тем, что длина вертикально направленной кольцевой стенки в сечении составляет приблизительно 0,76-8,26 мм.
8. Контейнер по п.4, отличающийся тем, что первое расстояние между верхней частью и опорной поверхностью больше, чем второе расстояние между нижней частью и опорной поверхностью.
9. Контейнер по п.1, отличающийся тем, что средняя толщина стенки корпусной части по меньшей мере на 15% больше средней толщины стенки основания.
10. Контейнер по п.4, отличающийся тем, что средняя толщина стенки корпусной части по меньшей мере в два раза больше средней толщины стенки нижней части инверсионного кольца.
11. Контейнер по п.4, отличающийся тем, что средняя толщина стенки контактного кольца по меньшей мере равна средней толщине стенки нижней части инверсионного кольца.
12. Контейнер по п.11, отличающийся тем, что средняя толщина стенки контактного кольца по меньшей мере на 10% больше средней толщины стенки нижней части инверсионного кольца.
13. Пластиковый контейнер, заполненный жидкостью при повышенной температуре, закупоренный крышкой и охлажденный, в результате чего в контейнере создано разрежение, содержит верхнюю часть с горлышком, определяющей отверстие в контейнере, и венчик для прикрепления крышки, основание, образующее дно контейнера, и корпусную часть, расположенную между горлышком и основанием; верхняя часть, горлышко, корпусная часть и основание образуют емкость внутри контейнера, предназначенную для заполнения жидкостью при повышенной температуре; основание выполнено с возможностью поглощения разрежения и включает в себя ободок, простирающийся от корпусной части до контактного кольца, которое является опорой для контейнера, основание, кроме того, содержит центральную часть, по меньшей мере, частично образованную выталкиваемым вверх элементом, имеющим по существу форму усеченного конуса, расположенного вдоль продольной оси контейнера, и инверсионным кольцом, ограничивающим выталкиваемый вверх элемент; причем наибольший наружный диаметр усеченного конуса составляет не более 30% от наибольшего наружного диаметра основания, а верхняя поверхность по существу параллельна опорной поверхности; выталкиваемый вверх элемент и инверсионное кольцо способны перемещаться под действием сил, вызванных созданным внутри контейнера разрежением; инверсионное кольцо образует направленный вовнутрь куполообразный участок, поверхность которого по меньшей мере частично наклонена к опорной плоскости контейнера на угол приблизительно 7-23°; инверсионное кольцо после удаления жидкости из контейнера имеет по существу S-образную форму в сечении, отличающийся тем, что выталкиваемый вверх элемент содержит боковую поверхность, на которой образовано множество канавок, а на направленном вовнутрь куполообразном участке инверсионного кольца выполнено множество желобообразных углублений, проходящих в радиальном направлении и примыкающих к соответствующим канавкам.
14. Контейнер по п.13, отличающийся тем, что температура жидкости составляет приблизительно 68-96°С.
15. Контейнер по п.13, отличающийся тем, что угол наклона к опорной поверхности составляет приблизительно 10-17°.
16. Формованный с вытяжкой термостабилизированный пластиковый контейнер, образованный в полости формы, имеющей температуру приблизительно 121-177°С, содержит верхнюю часть с горлышком, определяющей отверстие в контейнере, основание, образующее дно контейнера, и корпусную часть, расположенную между горлышком и основанием; верхняя часть, горлышко, корпусная часть и основание образуют емкость внутри контейнера, предназначенную для заполнения продуктом; основание содержит ободок, простирающийся от корпусной части до контактного кольца, которое является опорой для контейнера, основание, кроме того, содержит центральную часть по меньшей мере частично образованную выталкиваемым вверх элементом, имеющим по существу форму усеченного конуса, расположенного вдоль продольной оси контейнера, и инверсионным кольцом, имеющим по существу S-образную форму и ограничивающим выталкиваемый вверх элемент; причем наибольший наружный диаметр усеченного конуса составляет не более 30% от наибольшего наружного диаметра основания, а его верхняя поверхность по существу параллельна опорной поверхности; при этом контейнер имеет по существу двухосно ориентированную молекулярную структуру, а выталкиваемый вверх элемент и инверсионное кольцо способны перемещаться под действием сил, вызванных созданным внутри контейнера разрежением; причем инверсионное кольцо образует направленный вовнутрь куполообразный участок, поверхность которого по меньшей мере частично наклонена в сторону продольной оси контейнера, отличающийся тем, что выталкиваемый вверх элемент содержит боковую поверхность, на которой образовано множество канавок, а на направленном вовнутрь куполообразном участке инверсионного кольца выполнено множество желобообразных углублений, проходящих в радиальном направлении и примыкающих к соответствующим канавкам.
17. Контейнер по п.16, отличающийся тем, что пластик представляет собой полиэфирный полимерный материал.
18. Контейнер по п.17, отличающийся тем, что полиэфирный полимерный материал представляет собой в основном полиэтилентерефталат.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 5763030 A, 09.06.1998 | |||
| US 6595380 A, 22.07.2003 | |||
| ЗАГОТОВКА ДЛЯ ВЫДУВНОГО ФОРМОВАНИЯ СОСУДА, СОСУД МНОГОРАЗОВОГО ИСПОЛЬЗОВАНИЯ И ВЫДУВНАЯ ФОРМА | 1990 |
|
RU2054356C1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |

