Изобретения относятся к области машиностроения к конструкциям и способам изготовления элементов бронезащиты из полимерных композиционных материалов и могут быть использованы при создании кабин и корпусов бронезащищенных транспортных средств.
Известна броня для транспортных средств по патенту RU №2310807 от 11.11.2005, F41H 5/013.
Известен броневой корпус транспортного средства по патенту RU №2193746 от 01.03.2001, F41H 7/04.
Известен способ изготовления бронированной кабины автомобиля из полимерных композитов и бронированная кабина автомобиля из полимерных композитов, включающих керамические пластины, по патенту RU №2492407 от 01.12.2011, F41H 7/04.
Известна бронезащита транспортного средства по патенту RU №2486430 от 31.05.2005, F41H 5/06.
Известна бронезащита транспортного средства по DE 19803435 от 12.08.1999, F41H 5/06.
Известна бронезащита по US №5679918 от 01.03.2001, B64C 27/00.
Известен способ изготовления брони и броня, содержащая наружную и внутреннюю оболочки и непропитанные арамидные баллистические слои, в которых сверлят отверстия, по № RU 2328193 С2 от 11.07.2006 г., А42В 3/00.
Известна бронезащита вертолета по патенту RU №2232103 от 30.12.2002, В64С 27/00.
Известные устройства и способы их изготовления определяют общий уровень техники и не являются особо релевантными, поэтому предлагаемыми решениями устраняются недостатки общего известного уровня техники.
Недостатки общего известного уровня техники для способа заключаются в следующем:
- в низком качестве устройства из-за низкой эффективности бронезащиты экипажа с недостаточным обзором панорамы выполнения основной задачи;
- в низкой технологичности способа из-за низкой технологичности формирования отгиба;
- в низкой технологичности способа из-за расширенной номенклатуры оснастки (форм для прессования заготовок плиток), а также в низком качестве устройства из-за низкой прочности клеевого соединения бронеэкрана в критическом сечении;
- в низкой технологичности способа из-за низкой технологичности сверления отверстий под крепежные болты в высокотвердой керамике;
- в низкой технологичности способа из-за низкой технологичности формирования слоев, а также в низком качестве устройства из-за низкой несущей способности бронепанели от воздействия высоких динамических нагрузок, с циклическими изгибными деформациями консоли (также от ее изгибных колебаний и вибраций и от воздействия поражающих элементов) при низком моменте сопротивления изгибу критического сечения по вершине конька, так как площадь этого сечения формируется площадью низко прочного клеевого соединения плиток, небольшой площадью лицевого, изнаночного и удерживающего слоев, а также баллистическими слоями с низким сопротивлением изгибу;
- в низкой технологичности способа из-за низкой технологичности формирования слоев и вклейки плиток, а также в низком качестве устройства из-за низких бронезащитных свойств материалов при низких демпфирующих свойствах связующего;
- в низком качестве изделия из-за низкой несущей способности облегченной (с непропитанными баллистическими слоями) бронепанели;
- в низкой технологичности способа из-за низкой технологичности установки съемной бронезащиты, а также в низком качестве изделия из-за низкой эффективности защиты экипажа при неоптимальном соотношении параметров «зона защиты - зона обзора».
Недостатки общего известного уровня техники для устройства заключаются в следующем:
- в низкой эффективности бронезащиты экипажа с недостаточным обзором панорамы выполнения основной задачи;
- в низкой надежности работы устройства из-за низкой прочности клеевого соединения бронеэкрана в критическом сечении (в вершине конька);
- в низкой технологичности конструкции из-за низкой технологичности сверления отверстий под крепежные болты в высокотвердой керамике;
- в низкой несущей способности бронепанели от воздействия высоких динамических нагрузок, с циклическими изгибными деформациями консоли (также от ее изгибных колебаний и вибраций и от воздействия поражающих элементов) при низком моменте сопротивления изгибу критического сечения по вершине конька, так как площадь этого сечения формируется площадью низко прочного клеевого соединения плиток, небольшой площадью лицевого, изнаночного и удерживающего слоев, а также баллистическими слоями с низким сопротивлением изгибу;
- в низкой надежности работы устройства из-за низких демпфирующих свойств связующего;
- в низкой надежности работы устройства из-за вибраций и колебаний, передающихся на бронепанель при неравномерных нагрузках в точках крепления основания, а также в низкой технологичности установки - съемной бронепанели;
- в низкой несущей способности облегченной (с непропитанными баллистическими слоями) бронепанели;
- в низкой эффективности защиты экипажа из-за неоптимального соотношения параметров «зона защиты - зона обзора».
Технической задачей, на решение которой направлены заявляемые изобретения, является создание технологичной конструкции бронезащиты экипажа вертолета из полимерных композитов.
Технический результат для способа, который может быть достигнут при решении поставленной задачи, заключается в следующем:
- в повышении качества бронезащиты экипажа за счет повышения ее эффективности с сохранением обзора панорамы выполнения основной задачи с возможностью кратковременного обзора при постоянном нахождении в зоне защиты (с возможностью «выглядывания» за пределы защиты вниз);
- в повышении технологичности способа за счет повышения технологичности формирования отгиба;
- в повышении технологичности способа за счет снижения номенклатуры оснастки (форм для прессования заготовок плиток), а также повышения качества устройства за счет повышения прочности клеевого соединения бронеэкрана в критическом сечении при увеличении площади склеивания при угле конька 135° в ≈1,08 раза;
- в повышении технологичности способа за счет повышения технологичности сверления отверстий под крепежные болты не в высокотвердой керамике с применением дорогостоящих и дефицитных сверл, а в стеклопластике обычными сверлами;
- в повышении технологичности способа за счет повышения технологичности формирования слоев, а также повышения качества устройства за счет повышения несущей способности бронепанели, так как на нее действуют высокие динамические нагрузки, с циклическими изгибными деформациями консоли (также от ее изгибных колебаний и вибраций и от воздействия поражающих элементов) с критическим сечением по вершине конька, а увеличение площади (момента сопротивления изгибу) сечения добавлением высокопрочного материала (пропитанного органопластика) значительно повышает эту несущую способность;
- в повышении технологичности способа за счет повышения технологичности формирования слоев и вклейки плиток, а также повышения качества устройства за счет повышения подтвержденных исследованиями бронезащитных свойств и снижения последствий колебаний и вибраций за счет более высоких демпфирующих свойств связующего;
- в повышении технологичности способа за счет повышения технологичности формировании слоев, а также повышения качества изделия за счет подтвержденного проведенными исследованиями повышения несущей способности бронепанели без значительного увеличения ее массы.
Технический результат для устройства, который может быть достигнут при решении поставленной задачи, заключается в следующем:
- в повышении эффективности бронезащиты с сохранением обзора панорамы выполнения основной задачи с возможностью кратковременного обзора при постоянном нахождении в зоне защиты (с возможностью «выглядывания» за пределы защиты вниз);
- в повышении надежности работы за счет повышения прочности клеевого соединения бронеэкрана в критическом сечении при увеличении площади склеивания при угле конька 135° в ≈1,08 раза;
- в повышении технологичности конструкции за счет повышения технологичности сверления отверстий под крепежные болты;
- в повышении надежности работы устройства за счет повышения несущей способности бронепанели, так как на нее действуют высокие динамические нагрузки, с циклическими изгибными деформациями консоли (также от ее изгибных колебаний и вибраций и от воздействия поражающих элементов) с критическим сечением по вершине конька, а увеличение площади (момента сопротивления изгибу) сечения добавлением высокопрочного материала (пропитанного органопластика) значительно повышает эту несущую способность;
- в повышении надежности работы устройства за счет повышения подтвержденных исследованиями бронезащитных свойств и снижения последствий колебаний и вибраций за счет более высоких демпфирующих свойств связующего;
- в повышении надежности работы изделия за счет подтвержденного проведенными исследованиями повышения несущей способности бронепанели без значительного увеличения ее массы.
Поставленная задача с достижением технического результата решается тем, что способ изготовления съемной бронезащиты экипажа вертолета из полимерных композитов, при котором в пресс-форме изготавливают бронепанель, состоящую из основания с отверстиями для болтов крепления бронепанели к двери кабины и отогнутой под углом 40°-50° от плоскости основания в поперечном сечении кабины по дверям консолью, для чего на формообразующей поверхности матрицы, снабженной изгибом в форме конька, формируют лицевой слой из пропитанной стеклоткани, затем пропитанные противоосколочные арамидные слои, затем вклеивают керамические плитки бронеэкрана, стыкуя плитки основания и консоли по вершине конька, для чего стыковочные грани плиток выполняют скошенными под углом, равным половине угла конька, а в местах расположения болтов крепления основания вклеивают пластины из стеклопластика, затем укладывают пропитанные удерживающие арамидные и пропитанные в зоне вершины конька бронепанели баллистические арамидные слои и затем пропитанный изнаночный слой из стеклоткани, при этом пропитку слоев и вклейку плиток и пластин осуществляют эпоксидным связующим с добавлением эластичного полиуретана. Зону пропитки баллистических слоев выполняют площадью, включающей от половины до полутора рядов плиток бронеэкрана по обе стороны от вершины конька.
Поставленная задача с достижением технического результата для устройства решается тем, что съемная бронезащита экипажа вертолета из полимерных композитов, включающая бронепанель, состоящую из основания с отверстиями для болтов крепления бронепанели к двери кабины и отогнутой под углом 40°-50° от плоскости основания в поперечном сечении кабины по дверям консолью, отгиб которой выполнен в форме конька, а бронепанель выполнена из лицевого пропитанного слоя из стеклоткани, пропитанных противоосколочных арамидных слоев, на которых на клее сформирован бронеэкран из керамических плиток, состыкованных по вершине конька, для чего стыковочные грани плиток выполнены скошенными под углом, равным половине угла конька, а в местах расположения болтов крепления основания вклеены стеклопластиковые пластины, при этом бронепанель снабжена пропитанными удерживающими арамидными и пропитанными в зоне вершины конька баллистическими арамидными слоями, а также пропитанным изнаночным слоем из стеклоткани, причем пропитка слоев и вклейка плиток и пластин выполнена эпоксидным связующим с добавлением эластичного полиуретана. Зона пропитки баллистических слоев бронепанели выполнена площадью, включающей от половины до полутора рядов плиток бронеэкрана по обе стороны от вершины конька.
Отличительными признаками способа являются следующие признаки:
- отогнутой под углом (40-50)° от плоскости основания в поперечном сечении кабины по дверям консолью;
- снабженной изгибом в форме конька;
- вклеивают керамические плитки бронеэкрана, стыкуя плитки основания и консоли по вершине конька, для чего стыковочные грани плиток выполняют скошенными под углом, равным половине угла конька;
- в местах расположения болтов крепления основания вклеивают пластины из стеклопластика;
- укладывают пропитанные в зоне вершины конька бронепанели баллистические арамидные слои;
- пропитку слоев и вклейку плиток и пластин осуществляют эпоксидным связующим с добавлением эластичного полиуретана;
- зону пропитки баллистических слоев выполняют площадью, включающей от половины до полутора рядов плиток бронеэкрана по обе стороны от вершины конька.
Отличительными признаками устройства являются следующие признаки:
- с отогнутой под углом (40-50)° от плоскости основания в поперечном сечении кабины по дверям консолью;
- отгиб, которой выполнен в форме конька;
- из керамических плиток, состыкованных по вершине конька, для чего стыковочные грани плиток выполнены скошенными под углом, равным половине угла конька;
- в местах расположения болтов крепления основания вклеены стеклопластиковые пластины;
- бронепанель снабжена пропитанными удерживающими арамидными и пропитанными в зоне вершины конька баллистическими арамидными слоями;
- пропитка слоев и вклейка плиток и пластин выполнена эпоксидным связующим с добавлением эластичного полиуретана;
- зона пропитки баллистических слоев бронепанели выполнена площадью, включающей от половины до полутора рядов плиток бронеэкрана по обе стороны от вершины конька.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технических результатов. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технических результатов и характеризует предложенные технические решения существенными отличиями по сравнению с известным уровнем техники и аналогами. Данные технические решения являются результатом научно-исследовательской и экспериментальной работы по повышению надежности работы бронезащиты транспортных средств и их технологичности без использования известных проектировочных решений, рекомендаций, материалов и обладают неочевидностью, что свидетельствует об их соответствии критерию «изобретательский уровень».
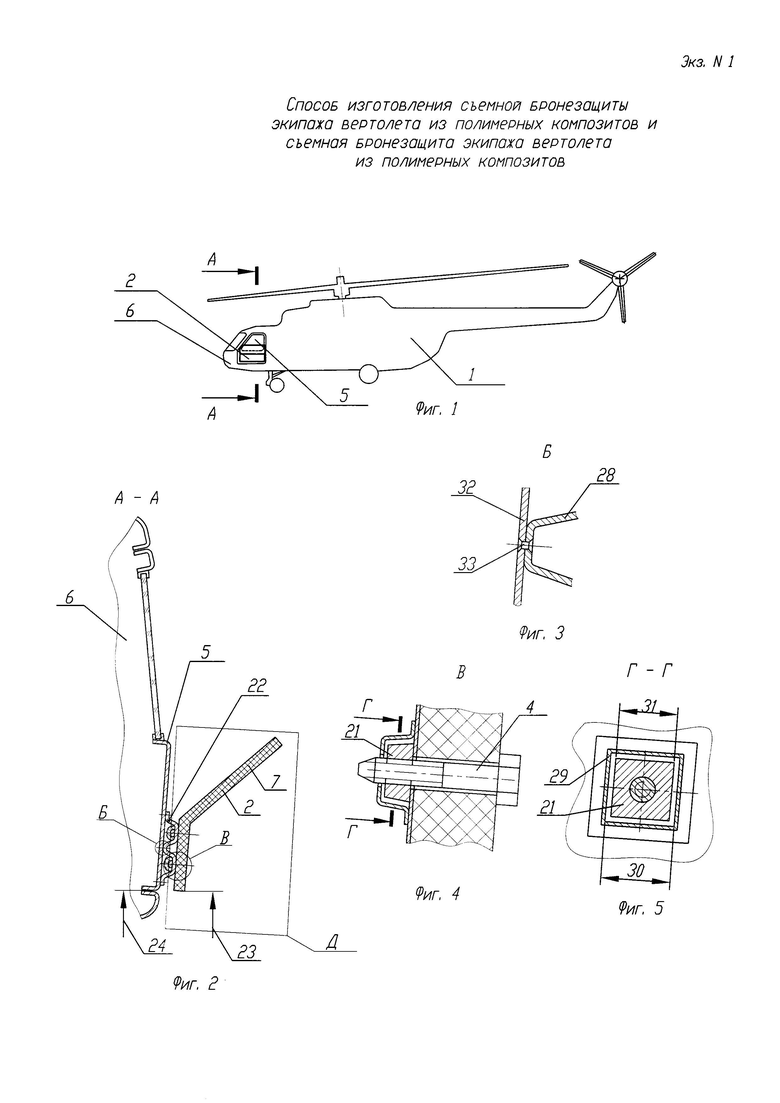
Сущность изобретений поясняется чертежами, где на фиг. 1 представлен общий вид вертолета, на фиг. 2 - поперечное сечение кабины по двери, на фиг. 3 - сечение по зигу жесткости кронштейна, на фиг. 4 - сечение по болту крепления, на фиг. 5 - сечение по подвижной гайке, на фиг. 6 - поперечный разрез бронепанели, на фиг. 7 - вид на лицевой слой и бронеэкран, на фиг. 8 - сечение стыковки керамических пластин в вершине конька, на фиг. 9 - сечение слоев бронепанели, на фиг. 10 - построение зон обзора и поражения.
Способ изготовления съемной бронезащиты экипажа вертолета 1 из полимерных композитов, при котором в пресс-форме изготавливают бронепанель 2, состоящую из основания 3 с отверстиями для болтов 4 крепления бронепанели 2 к двери 5 кабины 6 и отогнутой под углом 40°-50° от плоскости основания 3 в поперечном сечении кабины 6 по дверям 5 консолью 7, для чего на формообразующей поверхности матрицы, снабженной изгибом в форме конька, формируют лицевой слой 8 из пропитанной стеклоткани, затем пропитанные противоосколочные арамидные слои 9, затем вклеивают керамические плитки 10 бронеэкрана 11, стыкуя плитки 10 основания 3 и консоли 7 по вершине 12 конька, для чего стыковочные грани плиток 10 выполняют скошенными под углом а, равным половине угла 13 конька, а в местах расположения болтов 4 крепления основания 3 вклеивают пластины 14 из стеклопластика, затем укладывают пропитанные удерживающие 15 арамидные и пропитанные в зоне 16 вершины 12 конька бронепанели 2 баллистические 17 арамидные слои и затем пропитанный изнаночный слой 18 из стеклоткани, при этом пропитку слоев и вклейку 19 плиток 10 и пластин 14 осуществляют эпоксидным связующим с добавлением эластичного полиуретана. Зону 16 пропитки баллистических слоев выполняют площадью, включающей от половины до полутора рядов 20 плиток 10 бронеэкрана 11 по обе стороны от вершины 12 конька.
Съемная бронезащита экипажа вертолета 1 из полимерных композитов, включающая бронепанель 2, состоящую из основания 3 с отверстиями для болтов 4 крепления бронепанели 2 к двери 5 кабины 6 и отогнутой под углом 40°-50° от плоскости основания 3 в поперечном сечении кабины 5 по дверям 6 консолью 7, отгиб которой выполнен в форме конька, а бронепанель 2 выполнена из лицевого 8 пропитанного слоя из стеклоткани, пропитанных противоосколочных арамидных слоев 9, на которых на клее сформирован бронеэкран 11 из керамических плиток 10, состыкованных по вершине 12 конька, для чего стыковочные грани плиток 10 выполнены скошенными под углом а, равным половине угла 13 конька, а в местах расположения болтов 4 крепления основания 3 вклеены стеклопластиковые пластины 14, при этом бронепанель 2 снабжена пропитанными удерживающими 15 арамидными и пропитанными в зоне 16 вершины конька баллистическими 17 арамидными слоями, а также пропитанным изнаночным слоем 18 из стеклоткани, причем пропитка слоев и вклейка 19 плиток 10 и пластин 14 выполнена эпоксидным связующим с добавлением эластичного полиуретана. Зона 16 пропитки баллистических слоев бронепанели выполнена площадью, включающей от половины до полутора рядов 20 плиток 10 бронеэкрана 11 по обе стороны от вершины 12 конька.
Пример конкретного исполнения способа заключается в том, что на нижней части двери 5 кабины 6 неразъемно закрепляют снабженный невыпадающими подвижными гайками 21 кронштейн 22, с помощью этих гаек 21 болтами 4 на кронштейне 22 закрепляют основание 3 бронепанели 2 с отогнутой консолью 7. Основание 3 крепят его нижней кромкой 23, совпадающей по уровню с нижней кромкой 24 двери 5, причем высоту 25 основания 3 выполняют равной (0,12-0,35) высоты 26 двери 5, при этом высоту 27 бронепанели 2 вместе с консолью 7 выполняют равной (0,4-0,5) высоты 26 двери 5.
Пример конкретного исполнения устройства заключается в том, что съемная бронезащита экипажа вертолета 1 из полимерных композитов, включающая неразъемно закрепленный на нижней части двери 5 кабины 6 снабженный невыпадающими подвижными гайками 21 кронштейн 22, на котором с помощью этих гаек 21 болтами 4 закреплено основание 3 бронепанели 2 с отогнутой под углом (40-50)° от плоскости основания 3 в поперечном сечении кабины 6 по дверям 5 консолью 7.
Кронштейн 22 крепления основания выполнен из тонколистовой стали, снабжен зигами 28 жесткости и выемками 29 с размерами 30 в плане, превышающими для подвижности размеры 31 расположенных в них гаек 21, и закреплен на обшивке 32 двери 5 заклепками 33.
Основание 3 закреплено его нижней кромкой 23, совпадающей по уровню с нижней кромкой 24 двери 5, причем высота 25 основания 3 выполнена равной (0,12-0,35) высоты 26 двери 5, при этом высота 27 бронепанели 2 вместе с консолью 7 выполнена равной (0,4-0,5) высоты 26 двери 5.
Пример конкретного исполнения способа и устройства, изготовленного этим способом, заключается в том, что плитки 10 вклеивают по аналогу - RU 2492407, а в вершине 12 конька склеивают плитки 10 со скошенными гранями. При этом отгиб консоли составляет 45°, угол 13 при вершине 12 конька - 135°, угол скоса грани  . Площадь S2 склеивания плиток 10 в вершине 12 конька (в критическом сечении) составляет S2=S1/Sin 67,5°=S1/0,92=1,08 S1, что повышает надежность работы устройства при циклическом изгибе за счет снижения напряжений в критическом сечении.
. Площадь S2 склеивания плиток 10 в вершине 12 конька (в критическом сечении) составляет S2=S1/Sin 67,5°=S1/0,92=1,08 S1, что повышает надежность работы устройства при циклическом изгибе за счет снижения напряжений в критическом сечении.
Следующий пример конкретного исполнения способа и устройства, изготовленного этим способом, заключается в том, что баллистические слои 17 с частичной пропиткой, а также отверстия в непропитанных баллистических слоях 17 выполняют по аналогу - RU 2328193, причем в зоне 16 конька (критического сечения при работе бронепанели на изгиб) пропитанные баллистические слои 17 образуют полноценный органопластик с увеличением момента сопротивления изгибу критического сечения с повышением надежности работы бронепанели 2.
Также пример конкретного исполнения способа и устройства, изготовленного этим способом, заключается в том, что с целью повышения технологичности пропитку баллистических слоев 17 выполняют эпоксидным связующим с добавлением эластичного полиуретана по всей площади бронепанели 2, также с увеличением момента сопротивления изгибу критического сечения с повышением надежности работы бронепанели 2, однако это приводит к незначительному снижению бронезащитных свойств и незначительному повышению массы бронепанели 2.
Бронезащита работает следующим образом. При выполнении основной задачи на преимущественной высоте полета Hпр зона защиты 34 с наименьшей вероятностью поражения экипажа с преимущественной дальности Dпр обеспечивается (по результатам проведенных исследований) взаимным расположением элементов 23, 24 и соотношением размеров 25, 26, 27 (экипаж находится внутри зоны 34, см. фиг. 10), при этом вероятность поражения из зоны обзора 35 снижена за счет увеличения дальности поражения. В работе допускается значительное кратковременное увеличение 36 зоны обзора 35 панорамы выполнения основной задачи при «выглядывании 37» за край 38 бронепанели 2.
Таким образом, использование изобретений позволит значительно повысить качество выполнения вертолетом основной задачи за счет установки в условиях выполнения этой задачи бронепанелей, геометрические параметры которых разработаны в рамках создания изобретений при проведении исследований. В условиях обычной транспортной работы (без воздействия поражающих факторов) бронепанели могут быть легко демонтированы. Данные обстоятельства подтверждают использование изобретений по назначению. Осуществимость изобретения подтверждена положительными результатами испытаний образцов и фрагментов конструкций, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕВСТАВКИ ДЛЯ ПОНОЖЕЙ ЗАЩИТЫ ГОЛЕНИ И БЕДРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕВСТАВКА ДЛЯ ПОНОЖЕЙ ЗАЩИТЫ ГОЛЕНИ И БЕДРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2499220C1 |
| Способ изготовления бронепанели из слоистых композитов для защиты нижней части лица и бронепанель из слоистых полимерных композитов для защиты нижней части лица | 2016 |
|
RU2636303C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕВСТАВОК ДЛЯ ТЕРМОЗАЩИТНОГО КОНТЕЙНЕРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕВСТАВКИ ДЛЯ ТЕРМОЗАЩИТНОГО КОНТЕЙНЕРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2547282C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕПАНЕЛИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕПАНЕЛЬ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2008 |
|
RU2415367C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕПАНЕЛИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕПАНЕЛЬ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2016 |
|
RU2632653C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИОПРОЗРАЧНОГО БРОНЕЭКРАНА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И РАДИОПРОЗРАЧНЫЙ БРОНЕЭКРАН ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2009 |
|
RU2412422C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНИРОВАННОЙ КАБИНЫ АВТОМОБИЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНИРОВАННАЯ КАБИНА АВТОМОБИЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2492407C2 |
| Способ изготовления бронещита из полимерных композиционных материалов и бронещит из полимерных композиционных материалов | 2018 |
|
RU2707160C1 |
| ПУЛЕЗАЩИТНАЯ БРОНЕПАНЕЛЬ | 2010 |
|
RU2437053C1 |
| БРОНЕШЛЕМ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2006 |
|
RU2329751C2 |


Группа изобретений относится к способу изготовления съемной бронезащиты из полимерных композитов и к съемной бронезащите. Способ, в котором в пресс-форме изготавливают бронепанель, для чего на формообразующей поверхности матрицы, снабженной изгибом в форме конька, формируют лицевой слой из пропитанной стеклоткани. Пропитанные противоосколочные арамидные слои. Вклеивают керамические плитки бронеэкрана, стыкуя плитки основания и консоли по вершине конька. Укладывают пропитанные удерживающие арамидные и пропитанные в зоне вершины конька бронепанели баллистические арамидные слои и затем пропитанный изнаночный слой из стеклоткани. Бронезащита включает бронепанель, состоящую из основания с отверстиями для болтов крепления бронепанели к двери кабины и отогнутой под углом 40-50° от плоскости основания в поперечном сечении кабины по дверям консолью, отгиб которой выполнен в форме конька. Бронепанель выполнена из лицевого пропитанного слоя из стеклоткани, пропитанных противоосколочных арамидных слоев, на которых на клее сформирован бронеэкран из керамических плиток. Достигается повышение качества бронезащиты с сохранением обзора. 2 н. и 2 з.п. ф-лы, 10 ил.
1. Способ изготовления съемной бронезащиты экипажа вертолета из полимерных композитов, при котором в пресс-форме изготавливают бронепанель, состоящую из основания с отверстиями для болтов крепления бронепанели к двери кабины и отогнутой под углом 40°-50° от плоскости основания в поперечном сечении кабины по дверям консолью, для чего на формообразующей поверхности матрицы, снабженной изгибом в форме конька, формируют лицевой слой из пропитанной стеклоткани, затем пропитанные противоосколочные арамидные слои, затем вклеивают керамические плитки бронеэкрана, стыкуя плитки основания и консоли по вершине конька, для чего стыковочные грани плиток выполняют скошенными под углом, равным половине угла конька, а в местах расположения болтов крепления основания вклеивают пластины из стеклопластика, затем укладывают пропитанные удерживающие арамидные и пропитанные в зоне вершины конька бронепанели баллистические арамидные слои и затем пропитанный изнаночный слой из стеклоткани, при этом пропитку слоев и вклейку плиток и пластин осуществляют эпоксидным связующим с добавлением эластичного полиуретана.
2. Способ по п.1, отличающийся тем, что зону пропитки баллистических слоев выполняют площадью, включающей от половины до полутора рядов плиток бронеэкрана по обе стороны от вершины конька.
3. Съемная бронезащита экипажа вертолета из полимерных композитов, включающая бронепанель, состоящую из основания с отверстиями для болтов крепления бронепанели к двери кабины и отогнутой под углом 40°-50° от плоскости основания в поперечном сечении кабины по дверям консолью, отгиб которой выполнен в форме конька, а бронепанель выполнена из лицевого пропитанного слоя из стеклоткани, пропитанных противоосколочных арамидных слоев, на которых на клее сформирован бронеэкран из керамических плиток, состыкованных по вершине конька, для чего стыковочные грани плиток выполнены скошенными под углом, равным половине угла конька, а в местах расположения болтов крепления основания вклеены стеклопластиковые пластины, при этом бронепанель снабжена пропитанными удерживающими арамидными и пропитанными в зоне вершины конька баллистическими арамидными слоями, а также пропитанным изнаночным слоем из стеклоткани, причем пропитка слоев и вклейка плиток и пластин выполнена эпоксидным связующим с добавлением эластичного полиуретана.
4. Бронезащита по п.4, отличающаяся тем, что зона пропитки баллистических слоев бронепанели выполнена площадью, включающей от половины до полутора рядов плиток бронеэкрана по обе стороны от вершины конька.
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕПАНЕЛИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕПАНЕЛЬ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2008 |
|
RU2415367C2 |
| БОЕВОЙ ВЕРТОЛЕТ | 2002 |
|
RU2232103C1 |
| WO 2011156179 A1, 15.12.2011 | |||
| AU 2007357832 A1, 22.05.2009. | |||

