Изобретение относится к технологии изготовления гидравлических амортизаторов, главным образом телескопических (двухтрубных) автомобильных.
Телескопические амортизаторы, содержащие цилиндрический корпус (резервуар для заправленного в него масла в качестве рабочей жидкости), рабочий цилиндр, встроенный в рабочий цилиндр клапан прямого хода (сжатия), встроенный в поршень клапан обратного хода (отбоя) и шток, работают с использованием физического явления интенсивного преобразования кинетической энергии относительного движения подвижных его частей в теплоту при дросселировании перетекающего из резервуара в цилиндр и обратно масла в клапанах, с последующим рассеиванием через детали амортизатора [http://autoustroistvo.ru/hodovaya-chast/amortizator/].
Однако нагрев самого масла приводит к газовыделению из него, особенно при отбое (по причине временного разрежения под поршнем). Образование двухфазной газо-масляной смеси с характерными для нее меньшей (в сравнении с исходным состоянием масла) вязкостью, неоднородностью и увеличенному объему, обусловливает заметное изменение характеристики амортизатора, неустойчивости последней, а в итоге значительному снижению эффективности его работы [http://inomarka54.ru/avtoshpargalca/licbez-po-ustroystvu-avtomobilya/gazomaslyanye-i-gidravlicheskie-amortizatory].
Представление о количественной стороне процесса образования газомасляной двухфазной среды в зависимости от влияющих на это параметров можно получить, в частности, из результатов проведенного с участием авторов экспериментального исследования газосодержания в маслах в широком диапазоне температур и давлений [Бектемиров, А.С. Исследование параметров растворимости газа в маслах [Текст] / Бектемиров А.С, Маломыжев О.Л., Скутельник В.В. // Вестник ИрГТУ, 2010, №5 (45), стр. 125-128].
Среди известных аналогов наиболее близким (прототипом) по назначению и совокупности существенных признаков к заявляемому способу является способ изготовления (точнее - восстановления) гидравлического амортизатора, при котором амортизатор заправляют маслом в качестве рабочей жидкости и, предприняв меры по снижению газовыделения из масла в процессе работы амортизатора, герметизируют его [RU 2500547, B60G 17/00, 10.12.2013].
В этом способе упомянутые меры заключаются в том, что после заправки масла (по умолчанию, при температуре окружающей среды, во всяком случае, без указания на предварительное принудительное изменение его температуры) амортизатор дополнительно заправляют инертным газом под давлением выше атмосферного (конкретно 3-20 МПа), после чего герметизируют.
Газ «подпирает» масло. Его избыточное давление препятствует образованию двухфазной среды и, следовательно, снимает указанную проблему.
Однако повышенное давление в устройстве сопряжено с большим механическим воздействием на детали, а наличие вполне реальной угрозы разгерметизации амортизатора (с естественным выравниванием давления до атмосферного) снижает его надежность. Кроме того, снижается ремонтопригодность амортизатора (как технологически, так и экономически).
Техническая задача, на решение которой направлено заявляемое изобретение, заключается в повышении эффективности работы амортизатора путем снижения технологическими мерами на производственном жизненном цикле этого изделия и повышении ремонтопригодности амортизатора за счет исключения специфической операции с применением специальных средств - заправки инертным газом под высоким давлением и ответственной герметизации.
Решение поставленной технической задачи достигается тем, что в способе изготовления гидравлического амортизатора, при котором амортизатор заправляют маслом в качестве рабочей жидкости и, предприняв меры по снижению газовыделения из масла в процессе работы амортизатора, герметизируют его, непосредственно перед заправкой масло обезгаживают, нагрев его до температуры выше максимальной рабочей и ниже температуры вспышки (в открытом тигле), а герметизацию амортизатора осуществляют до остывания масла в нем, по крайней мере, до максимальной рабочей температуры.
Решение задачи достигается также следующими дополнительными (наряду с указанной в предыдущем абзаце основной) совокупностями существенных признаков способа как последовательности операций материальными средствами над материальным объектом:
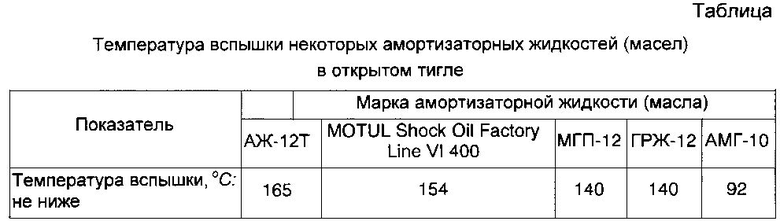
- амортизаторную жидкость (масло) марки АМГ-10 перед заправкой амортизатора могут нагревать до температуры (70-80)°С (это позволяет в максимально возможной степени ее обезгазить, не допустив при этом ее воспламенения, поскольку температура воспламенения указанной марки составляет 92°С);
- амортизаторную жидкость марок МГП-12 и ГРЖ-12 перед заправкой амортизатора могут нагревать до температуры (100-130)°С (это позволяет в максимально возможной степени ее обезгазить, не допустив при этом ее воспламенения, поскольку температура воспламенения указанных марок составляет 140°С);
- амортизаторную жидкость марки MOTUL Shock Oil Factory Line VI 400 перед заправкой амортизатора нагревают до температуры (130-145)°С (это позволяет в максимально возможной степени ее обезгазить, с запасом при этом ее воспламенения, поскольку температура воспламенения указанной марки составляет 154°С);
- амортизаторную жидкость марки АЖ-12Т перед заправкой амортизатора могут нагревать до температуры (130-150)°С (это позволяет в максимально возможной степени ее обезгазить, не допустив при этом ее воспламенения, поскольку температура воспламенения указанной марки составляет 165°С).
Указанный диапазон принудительного увеличения температуры масла можно считать наиболее эффективным для масел с малой вязкостью, применяемых обычно в автомобильных амортизаторах, например масла АМГ-10, поскольку наиболее энергонапряженные амортизаторы (современных легковых, спортивных автомобилей) рассчитаны на рабочую температуру порядка (40-60)°С, для более полного обезгаживания масла требуется рост температуры, а «сверху» рост температуры ограничен окислением, изменением физико-химических свойств и температурой вспышки (см. таблицу [базовая - В.И. Приходько / Интернет-ресурс: http://www.auto-uch.info/am_gid.html]).
Для осуществления (промышленной реализации) указанного способа нет необходимости в разработке каких-либо новых устройств, поскольку предварительный нагрев заправочного масла до заданной температуры относится к тривиальным легко решаемым техническим задачам.
В качестве иллюстрации для описания способа можно использовать характерную схему вышеупомянутого двухтрубного телескопического гидроамортизатора [http://autoustroistvo.ru/hodovaya-chast/amortizator/].
На фигуре показана такая схема, где позициями обозначены: 1 - цилиндрический корпус (резервуар для заправленного в него масла в качестве рабочей жидкости); 2 - рабочий цилиндр; 3 - встроенный в рабочий цилиндр клапан прямого хода (сжатия); 4 - поршень внутри цилиндра; 5 - встроенный в поршень клапан обратного хода (отбоя), 6 - шток; 7 - рабочая жидкость (машинное масло).
Заявляемый способ изготовления гидравлического амортизатора заключается в следующем.
Амортизатор
- подготавливают (изготовляют детали, узлы 1-6 и производят их сборку, оставив возможность заправки маслом 7);
- масло 7, отдельно от собранной конструкции 1-6, при начальной температуре Т0 (как правило, при «естественной» температуре окружающей среды) и в объеме не менее заданного заправочного, разогревают любым рациональным в конкретном производстве способом до температуры T выше максимальной рабочей Тр max, но ниже температуры вспышки в открытом тигле.
В частности до: T=(70-80)°С для амортизаторной жидкости (масла) АМГ-10 (ГОСТ 6794-75); T=(100-130)°С для амортизаторных жидкостей (масел) МГП-12 (ТУ 38.301-29-40-97, славол-АЖ) и ГРЖ-12 (ТУ 0253-048-0567-924-96); Τ=(130-145)°С для амортизаторной жидкости (масла) MOTUL Shock Oil Factory Line VI 400; Τ=(130-150)°C для амортизаторной жидкости (масла) АЖ-12Т (ГОСТ 23008-78), причем с возможностью удаления выделяемых ей (им) газов (составляющих воздуха и др.), то есть с возможностью обезгаживания;
- амортизатор незамедлительно заправляют нагретым и обезгаженным таким образом маслом 7, заливая его в качестве рабочей жидкости в еще не загерметизированный резервуар - полость корпуса 1;
- до остывания масла ниже Тр max, осуществляют герметизацию амортизатора (герметично закрыв, по меньшей мене, заправочное отверстие).
Указанные операции являются упомянутыми мерами по снижению газовыделения из масла в процессе работы амортизатора на эксплуатационном этапе его жизненного цикла.
В свою очередь, хотя бы частично обезгаженное масло 8 в герметичном амортизаторе, то есть в условиях отсутствия источника восстановления первичного его газосодержания при естественном остывании, в процессе дросселирования через клапаны 3 и 5 и засасывания в область разрежения под поршнем при отбое, в существенно меньшей степени образует газо-масляную смесь. Соответственно, в меньшей степени уменьшается плотность масла 7, возрастает объем текучей среды и ее неоднородность, изменяется неблагоприятным образом, в итоге, заданная характеристика амортизатора.
В случае разгерметизации амортизатора (нештатная ситуация) разогретое масло 7 в процессе работы амортизатора поглотит газы в составе прорвавшегося внутрь воздуха из окружающей амортизатор среды сообразно рабочей температуре, превратившись, по сути, в «обычный» (базовый) амортизатор - без обоих способов (прототипа и заявляемого).
Таким образом, техническим результатом реализации заявляемого изобретения является повышение эффективности и ремонтопригодности амортизатора.
Эффективность заявляемого способа (и, по существу, реализуемого с его помощью устройства - гидроамортизатора автомобильного типа) косвенно проверена авторами, с положительным результатом, в упомянутом в преамбуле эксперименте. Поскольку нагрев масла с 20 до 100°С удаляет из него порядка (10-20)% газа, эффективность амортизатора по предварительным оценкам должна повыситься ориентировочно не менее чем на 30-45%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ СТАБИЛИЗАТОР ПОПЕРЕЧНОЙ УСТОЙЧИВОСТИ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2023 |
|
RU2807559C1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ГИДРАВЛИЧЕСКОЙ АМОРТИЗАТОРНОЙ ЖИДКОСТИ | 2007 |
|
RU2355741C1 |
| СПОСОБ ПАРАШЮТНОГО ДЕСАНТИРОВАНИЯ | 2012 |
|
RU2524875C2 |
| Способ штамповки сложнопрофильных деталей | 1988 |
|
SU1616751A1 |
| МОТОРНО-РЕДУКТОРНОЕ МАСЛО | 2010 |
|
RU2441058C2 |
| АНТИСЕПТИК НЕФТЯНОЙ ДЛЯ ПРОПИТКИ ДРЕВЕСИНЫ (ВАРИАНТЫ) | 2006 |
|
RU2331512C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОЦИКЛИРОВАНИЯ БАЛЛОНОВ-КОМПРЕССОРОВ | 2007 |
|
RU2347134C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ ВСПЫШКИ СМАЗОЧНЫХ МАСЕЛ | 2017 |
|
RU2640318C1 |
| УСТРОЙСТВО ЛОКАЛЬНОГО ОБОГРЕВА ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 2013 |
|
RU2547666C1 |
| ТЕРМОКОМПРЕССИОННОЕ УСТРОЙСТВО | 2011 |
|
RU2488738C2 |
Изобретение относится к области машиностроения. При изготовлении гидравлический амортизатор заправляют маслом в качестве амортизаторной жидкости. Непосредственно перед заправкой масло обезгаживают, нагрев его до температуры выше максимальной рабочей и ниже температуры вспышки. Герметизацию амортизатора осуществляют до остывания масла. Предпринимают меры по снижению газовыделения из масла в процессе работы амортизатора. Достигается повышение эффективности и ремонтопригодности амортизатора. 4 з.п. ф-лы, 1 ил., 1 табл.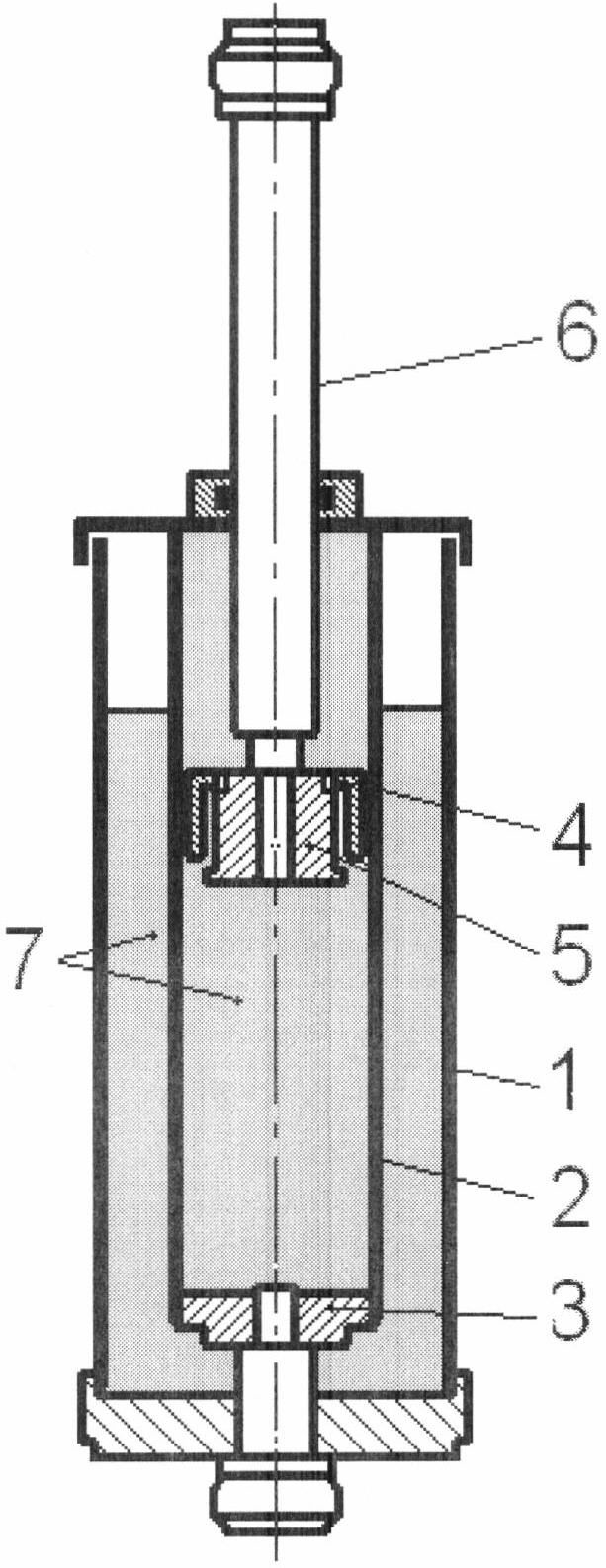
1. Способ изготовления гидравлического амортизатора, при котором амортизатор заправляют маслом в качестве амортизаторной жидкости и, предприняв меры по снижению газовыделения из масла в процессе работы амортизатора, герметизируют его, отличающийся тем, что непосредственно перед заправкой масло обезгаживают, нагрев его до температуры выше максимальной рабочей и ниже температуры вспышки, а герметизацию амортизатора осуществляют до остывания масла в нем, по крайней мере, до максимальной рабочей температуры.
2. Способ по п. 1, отличающийся тем, что амортизаторную жидкость марки АМГ-10 перед заправкой амортизатора нагревают до температуры (70-80)°C.
3. Способ по п. 1, отличающийся тем, что амортизаторную жидкость марок МГП-12 и ГРЖ-12 перед заправкой амортизатора нагревают до температуры (100-130)°С.
4. Способ по п. 1, отличающийся тем, что амортизаторную жидкость марки MOTUL Shock Oil Factory Line VI 400 перед заправкой амортизатора нагревают до температуры (130-145)°C.
5. Способ по п. 1, отличающийся тем, что амортизаторную жидкость марки АЖ-12Т перед заправкой амортизатора нагревают до температуры (130-150)°C.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ГАЗОМАСЛЯНЫХ АМОРТИЗАТОРОВ | 2011 |
|
RU2500547C2 |
| CN 101456111 A, 17.06.2009 | |||
| US 5902524 A, 11.05.1999. | |||

