Изобретение относится к обработке металлов давлением и может быть использовано при горячем деформировании металлов, в частности в изотермических условиях, а также в режиме сверхпластичности.
Целью изобретения является повышение качества получаемых деталей.
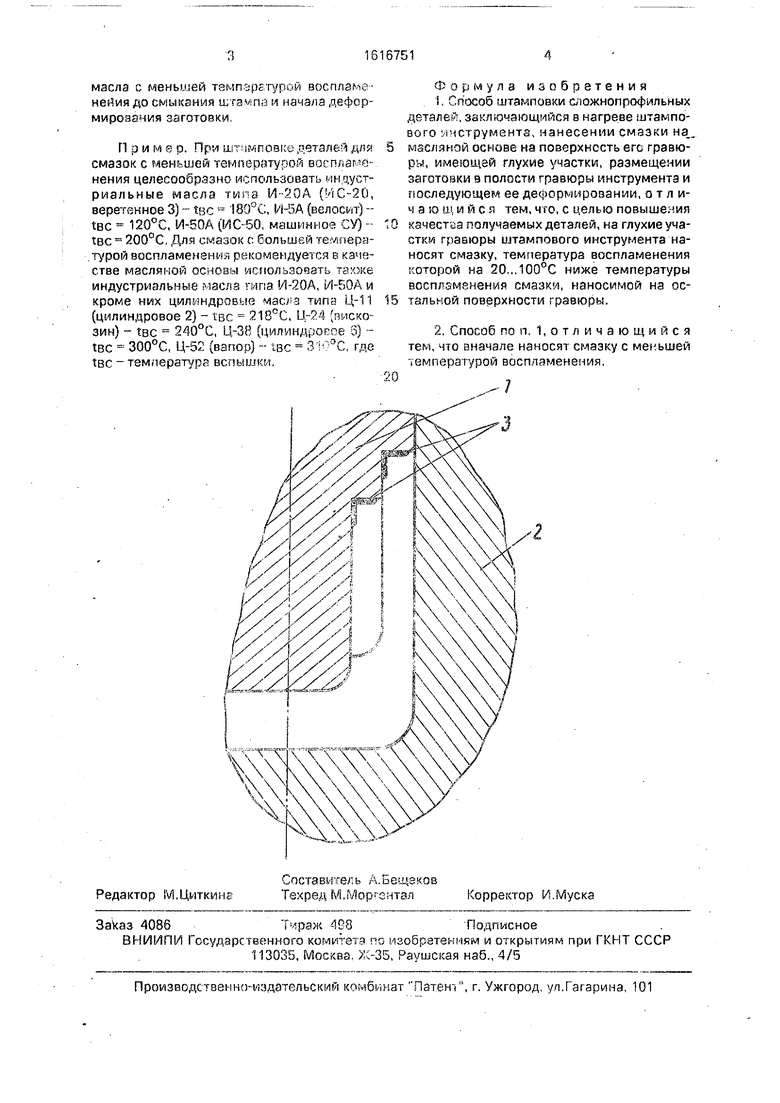
На чертеже показана схема осуществления предлагаемого способа.
Способ штамповки сложнопрофильных деталей осуществляется следующим Ьбра- зом.
На нагретую оснастку (пуансон 2 и матрицу 2) наносят смазку вначале: с меньшей температурой воспламенения на участки 3, затем смазывают остальную часть гравюры смазкой с большей температурой воспламенения масла, укладывают заготовку в матрицу и производят деформирование.
Экспериментально установлено, что для получения высокоточных сложнопрофильных деталей разность температур воспламенения масел двух применяемых типов смазок должна составлять от 20 до 100°С.
При разности температур менее 20°С не обеспечиваестя полное сгорание масла и не завершается процесс газовыделения, что значительно снижает эффективность смазки, а следовательно, и процесса формообразования в целом.
При разности температур свыше 100°С трудно обеспечить сплошность покрытия даже на небольших глухих участках гравюры рабочего инструмента из-за быстрого сгорания масла.
В данном способе за счет комбинированного нанесения смазки значительно повышается качество штампованных деталей вследствие устранения газовой подушки в глухих участках штампа, образующейся в процессе сгорания масляной основы смазки. Газовыделение из глухих участков штампа завершается в случае использования
сл
с
о
0s
ел
масла с меньшей тампзр турой воспла - 1е- нейия до смыкания штамша и начала дефор- мироэаний заготовки,
П р и м е р. При штя /1пов1се деталей для смазок с меньшей температурой воспла.е- нения целесообразно использовать мидуст- риальные масла типа И--20А (ИС-20, веретенное 3) - tsc , И--5А (велосит) -- tBC 120 С, И-50А (ИС-50, машинное СУ) - tec 200°С, Для смазок с большей resvinepa- .туром воспламенения рекомендуется в качестве масляной основы использовать также индустриальные масла гипа 1Л-20А, И-БОА и кроме них цилиндровые /)аслз типа Ц-11 (цилиндровое 2) - tec 218°С, Ц--24 (вискозин) - tBC 240°С, Ц-38 Гцилмндровое 6) - tBC , Ц-52 (вэпор) -- tec , где tBC - тeмпepaт фa вспышки,
5
Формула изобретения
1,Способ штамповки сложнопрофильных деталей, заключающийся в нагреве штампо- вого инструмента, нанесении смазки на масляной основе на позерхность его гравюры, имеющей глухие участки, размещении заготовки 3 полости гравюры инструмента и последующем ее деформировании, отличающийся тем, что, с целью повышения качества получаемых деталей, на глухие уча- гравюры штар пового инструмента наносят смазку, температура воспламенения которой на 20...100°С ниже температуры воспламенения смазки, наносимой на остальной поверхности гравюры.
2.Способ по п. 1, о т л и ч а ю щ и и с я тем, что вначале наносят смазку с меньшей
температурой воспламенения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2785111C1 |
| Способ смазывания штампов перед объемной штамповкой | 1985 |
|
SU1278090A1 |
| Смазка для горячей обработки металлов | 1981 |
|
SU1004459A1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЯ В ВАКУУМЕ НА ПОВЕРХНОСТЬ ГРАВЮРЫ ШТАМПА ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2010 |
|
RU2478139C2 |
| Способ горячей изотермической штамповки | 1986 |
|
SU1430167A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2017 |
|
RU2661524C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ГРАВЮРЫ ШТАМПА ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2016 |
|
RU2631573C1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456112C2 |
| Способ изотермической штамповки поковок из алюминиевых сплавов | 1984 |
|
SU1248714A1 |
Изобретение относится к обработке металлов давлением, в частности к изотермической штамповке сложнопрофильных деталей. Цель изобретения - повышение качества получаемых деталей. После нагрева штампового инструмента на глухие участки его гравюры наносят смазку с температурой воспламенения ее масляной основы - меньшей,чем температура воспламенения масляной основы смазки, наносимой на остальную поверхность гравюры штампа. Затем размещают заготовку в штампе и производят ее штамповку. 1 з.п. ф-лы, 1 ил.
