Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления прямоугольных или квадратных стеновых элементов из листового металла, а также к стеновым элементам, полученным таким способом.
Уровень техники
Стеновые элементы из листового металла известны на протяжении длительного времени. Они используются, например, в качестве наружных стенок корпусов и шкафов, в частности шкафов для инструментов, электрораспределительных шкафов и т.п., а также электроприборов, например холодильников, стиральных машин, морозильных камер. Стеновые элементы из листового металла используются также при строительстве зданий, например, в качестве облицовочных элементов в заводских цехах. Под стеновыми элементами в рамках настоящего описания понимаются, в частности, также элементы дверей или целые двери из листового металла, которые могут использоваться, например, в стальных шкафах всех типов.
Стеновые элементы из листового металла указанного типа являются недорогостоящими в производстве, однако, поскольку для их изготовления используются относительно тонкие листы, они имеют низкую жесткость при кручении. Эта низкая жесткость при кручении является особенно существенным недостатком, если стеновой элемент представляет собой дверной элемент, поскольку дверь с малой жесткостью при кручении не только создает ощущение нестабильности, но и имеет плохие предпосылки для безукоризненного уплотнения вдоль ее периметра. Жесткость при кручении стеновых элементов из листового металла можно увеличить при помощи отдельных усилительных элементов, например при помощи двух стержней, предпочтительно прикрепленных к внутренней стороне стенового элемента и проходящих от одного угла стенового элемента к диагонально противоположному углу, или - особенно в случае дверей - при помощи рамы, расположенной по периметру, выполненной из отдельных трубок и усиливающей кромки двери, однако такие усилительные элементы увеличивают вес стенового элемента и производственные расходы, поскольку эти усилительные элементы приходится изготавливать отдельно и соединять со стеновым элементом.
Раскрытие изобретения
Задачей настоящего изобретения является обеспечение улучшенного стенового элемента из листового металла и способа изготовления такого элемента, который при простой технологичности и низком весе имеет повышенную жесткость при кручении по сравнению с традиционными стеновыми элементами указанного типа.
Эта задача решена согласно изобретению при помощи способа, который содержит операции, указанные в пункте 1 или в пункте 2 формулы изобретения, а также при помощи стенового элемента с признаками, указанными в пункте 8 формулы изобретения.
Для осуществления способа согласно изобретению прежде всего определяют длину и ширину, которую должен иметь требуемый стеновой элемент после его изготовления. Затем изготавливают плоскую листовую заготовку из листового металлического материала с требуемой толщиной, которая имеет две продольные кромки и две поперечные кромки, проходящие под прямым углом к продольным кромкам, при этом вдоль каждой продольной кромки и каждой поперечной кромки выступает поле предварительно заданного размера, образующее два противолежащих продольных краевых участка и два противолежащих поперечных краевых участка с предварительно заданной шириной кромки. При этом короткие боковые кромки как продольных, так и поперечных краевых участков имеют ширину предварительно заданного размера, в то время как внутренние длинные боковые кромки продольных краевых участков имеют предварительно определенную длину, а внутренние боковые кромки поперечных краевых участков - предварительно определенную ширину.
Оба продольных краевых участка надрезают вблизи каждой из коротких боковых кромок параллельно поперечной кромке на длину, меньшую, чем ширина кромки, для того, чтобы получить на каждом продольном краевом участке по два язычка, которые отделены надрезом от остальной части продольного краевого участка и имеют определенный поперечный размер, параллельный длинной боковой кромке продольного краевого участка. Длина надреза соответствует надрезанному участку. Между обоими язычками продольного краевого участка в результате двух надрезов образуется полоса, проходящая параллельно продольной кромке. Эти полосы каждого продольного краевого участка затем сгибают параллельно продольной кромке под прямым углом в одном и том же направлении таким образом, чтобы каждая отогнутая полоса имела ширину, максимальный размер которой соответствует длине надреза за вычетом толщины материала. Иными словами, линия сгиба, проходящая параллельно внутренней продольной кромке продольного краевого участка, расположена на расстоянии от соответствующей свободной наружной продольной кромки продольного краевого участка, при этом максимальная величина этого расстояния соответствует длине надреза минус толщина материала листового металла, т.е. меньше, чем длина надреза, по меньшей мере на толщину материала. Смысл этой операции будет более понятным из приведенных ниже пояснений.
Затем оба язычка, полученные в результате надрезов в каждом продольном краевом участке, загибают под прямым углом параллельно внутренней продольной кромке соответствующего продольного краевого участка в том же самом направлении, в котором ранее была загнута полоса продольного краевого участка. При этом линия сгиба язычков проходит на уровне основания соответствующих надрезов. Иными словами, линия сгиба язычков лежит ближе к внутренней продольной кромке продольного краевого участка, чем линия сгиба полосы, по меньшей мере на величину толщины материала.
Далее оба продольных краевых участка снова загибают под прямым углом вдоль линии сгиба, образованной внутренней продольной кромкой продольного краевого участка, в том же самом направлении, в котором ранее были загнуты язычки и полосы. В результате двукратного сгиба под прямым углом каждого продольного краевого участка язычки и полосы снова устанавливаются параллельно остальной части незагнутой плоской листовой заготовки, однако в плоскости, расположенной на расстоянии от нее.
Затем также под прямым углом двукратно загибают поперечные краевые участки, при этом первый сгиб под прямым углом поперечных краевых участков осуществляют вдоль линии сгиба, которая проходит параллельно внутренней длинной боковой кромке поперечного краевого участка и находится от него на таком расстоянии, которое обеспечивает получение после процесса гибки наружной полосы, загнутой под прямым углом и имеющей ширину, которая соответствует поперечному размеру язычков. Второй сгиб под прямым углом поперечных краевых участков осуществляют вдоль линии сгиба, которая образуется внутренней длинной боковой кромкой поперечного краевого участка, соответствующей установленной вначале поперечной кромке стенового элемента. Оба процесса гибки поперечных краевых участков осуществляют в том же самом направлении, что и описанные выше процессы гибки продольных краевых участков. Двукратный сгиб под прямым углом поперечных краевых участков приводит к тому, что наружные полосы поперечных краевых участков оказываются также параллельными незагнутой части плоской листовой заготовки и накладываются на язычки продольных краевых участков. При этом язычки и полосы продольных краевых участков удалены от плоскости незагнутой плоской листовой заготовки на такое расстояние, при котором язычки лежат по меньшей мере на толщину материала листового металла "глубже", чем полосы, т.е. находятся по меньшей мере на толщину листового металла ближе к плоскости незагнутой плоской листовой заготовки. При этом полосы поперечных краевых участков, которые накладываются на язычки и имеют такую же толщину, как остальная часть плоской листовой заготовки, располагаются в плоскости, в которой также расположены наружные полосы продольных краевых участков. Таким образом, полосы продольных краевых участков и полосы поперечных краевых участков соединены встык, плотно прилегая друг к другу, или, даже если они не соединены встык, то по меньшей мере образуют ровную, т.е., находящуюся на одном уровне, плоскую поверхность.
Описанный способ согласно изобретению обеспечивает получение стенового элемента, который по периферии вдоль всего периметра имеет U-образный кромочный профиль, значительно увеличивающий стабильность и прочность стенового элемента, в частности его жесткость при кручении, без повышения веса и применения отдельных усилительных элементов. Внутренняя кромка стенового элемента, образованная полосами продольных краевых участков и поперечных краевых участков, расположена, как описано выше, в одной плоскости и поэтому обеспечивает наилучшие предпосылки для нанесения уплотнения по периметру. Язычки, полученные при помощи надрезов, служат в качестве несущей опоры для полос поперечных краевых участков, в то время как кромки поперечных краевых участков и продольных краевых участков, благодаря их расположению в одной и той же плоскости, могут опираться друг на друга, поэтому возможно лишь очень незначительное перекашивание стенового элемента.
Следует понимать, что надрезы вместо продольных краевых участков могут быть также сделаны на поперечных краевых участках. В этом случае на обоих поперечных краевых участках соответственно получают по два язычка, которые аналогично вышеописанной технологии загибают под прямым углом таким образом, чтобы они были расположены примерно на толщину материала листового металла ниже, чем наружные полосы поперечных краевых участков. При повторном загибе под прямым углом продольных краевых участков наружные полосы продольных краевых участков накладывают на язычки поперечных краевых участков. Так или иначе, в квадратном стеновом элементе невозможно отличить продольные краевые участки от поперечных краевых участков, поскольку те и другие имеют одинаковые размеры.
Для дополнительного повышения жесткости при кручении на следующем этапе можно прочно соединить язычки, образованные надрезами, с наложенной на них областью поперечного или продольного краевого участка. Такое соединение не обязательно выполнять для всех язычков, даже один прикрепленный таким образом язычок в значительной степени повышает жесткость при кручении, а каждый последующий соединенный язычок усиливает это действие. Операцию соединения язычка с расположенной на нем областью поперечного или продольного краевого участка предпочтительно осуществляют путем склеивания, сварки, клепки, пуклевки или свинчивания. В случае применения сварки предпочтительной является точечная сварка.
Согласно усовершенствованному варианту осуществления способа согласно изобретению по меньшей мере вдоль наружных полос продольных краевых участков или поперечных краевых участков выполняют сетку отверстий, которая не ухудшает жесткость при кручении. Такая сетка отверстий имеет шаг, предпочтительно равный 25 мм, и может быть использована, например, для того, чтобы надежно прикреплять к стеновому элементу из листового металла различные конструктивные детали.
Стеновой элемент согласно изобретению изготовлен из листового металлического материала с требуемой, как правило, постоянной толщиной и имеет прямоугольную или квадратную основную плоскость, которая определяет две продольные кромки и две поперечные кромки. Листовой металлический материал имеет двукратные загибы внутрь под прямым углом параллельно каждой продольной кромке и каждой поперечной кромке для получения краевых областей с U-образным поперечным сечением кромки. Листовой металлический материал является цельным и содержит параллельные основной плоскости, выступающие внутрь свободные полки краевых областей в виде продольных и поперечных кромок. Свободные полки, образованные поперечными или продольными кромками, имеют боковые концевые участки, образованные соответствующими язычками, проходящими параллельно соответствующим полкам в плоскости, которая расположена по меньшей мере на толщину материала листового металла ближе к основной плоскости. Боковые концевые участки свободных полок, не имеющих язычки, перекрывают язычки. Это перекрытие предпочтительно является полным, т.е. боковые концевые участки свободных полок, не имеющих язычков, полностью покрывают язычки.
Как указано выше, в предпочтительных вариантах осуществления боковые концевые участки свободных полок, не имеющих язычки, прочно соединены с язычками, например склеены, сварены, склепаны, свинчены или соединены при помощи пуклевки.
Вдоль свободных полок предусмотрен ряд отверстий, которые предпочтительно расположены с определенным шагом.
Краткое описание чертежей
Ниже приведено более подробное описание примера осуществления способа согласно изобретению и стенового элемента, изготовленного указанным способом, со ссылками на прилагаемые схематические чертежи, на которых показаны:
фигура 1 - вид сверху плоской листовой заготовки, которая подготовлена для применения в способе согласно изобретению,
фигура 2 - вид сверху под углом плоской листовой заготовки с фигуры 1 после первой операции гибки,
фигура 3 - вид с фигуры 2 после проведения второй операции гибки,
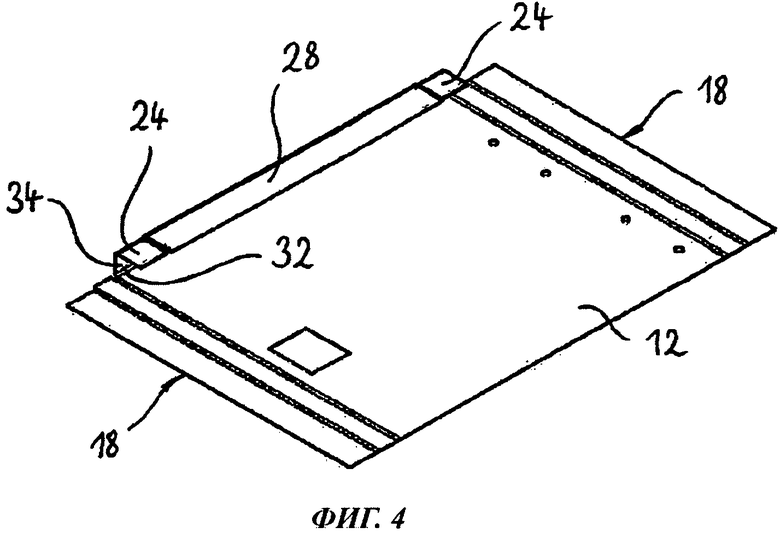
фигура 4 - вид с фигуры 2 после проведения третьей операции гибки,
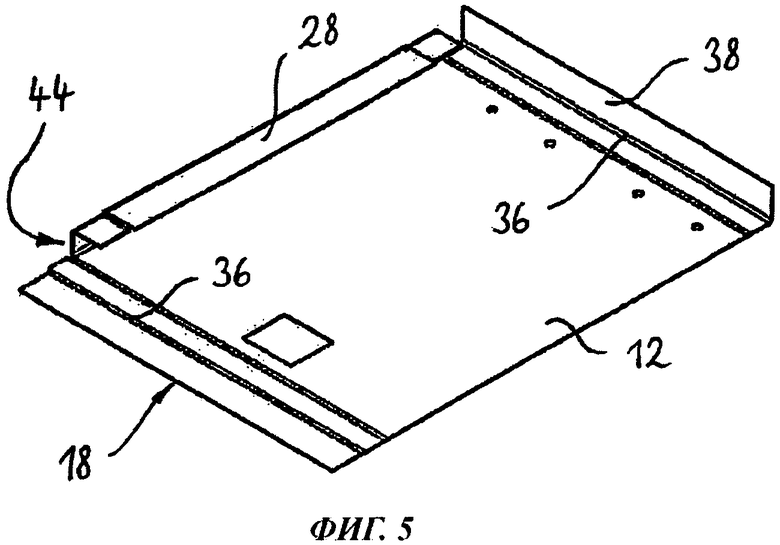
фигура 5 - вид с фигуры 2 после проведения четвертой операции гибки,
фигура 6 - вид с фигуры 2 после проведения пятой операции гибки;
фигура 7 - вид с фигуры 2 после проведения шестой операции гибки,
фигура 8 - вид с фигуры 2 после проведения седьмой операции гибки,
фигура 9 - вид сверху под углом угловой части плоской листовой заготовки с фигуры 1,
фигура 10 - пространственное изображение угловой части с фигуры 9 после проведения всех операций гибки, и
фигура 11 - другое пространственное изображение угловой части с фигуры 10 в готовом виде.
Осуществление изобретения
На фиг.1 показан вид сверху обозначенной в целом ссылочным номером 10 плоской листовой заготовки из стального листа, которая на всем протяжении имеет одинаковую толщину d материала (см. фиг.9). Плоская листовая заготовка 10 имеет основную плоскость 12, которая содержит две продольные кромки 14 и две поперечные кромки 16, при этом на фиг.1 видна только одна поперечная кромка 16, поскольку на фиг.1 показана только половина всей плоской листовой заготовки 10.
Каждая продольная кромка 14 имеет длину L, а каждая поперечная кромка 16 имеет ширину W, при этом длина L и ширина W имеют такие размеры, которые впоследствии должен иметь стеновой элемент 11, изготовленный из плоской листовой заготовки 10.
На каждой продольной кромке 14 материал листового металла 10 выступает из основной плоскости 12, чтобы образовать продольный краевой участок 18 с длиной L и шириной В кромки. Аналогичным образом материал листового металла 10 выступает из основной плоскости 12 на каждой поперечной кромке 16, с образованием поперечного краевого участка 20 с длиной, соответствующей ширине W, и шириной В кромки. Продольные краевые участки 18 и поперечные краевые участки 20, из которых на фиг.1 показан только один, соединяются с плоской листовой заготовкой 10 как единое целое и лежат, в основном, в той же самой плоскости, что и основная плоскость 12. В основной плоскости 12, например, при помощи гидроабразивной резки или лазерной резки, изготавливается прямоугольный вырез 21, которые позже может быть использован для установки дверного замка (не показан) или т.п. Этот вырез 21 не является обязательным и, разумеется, его изготовление может быть также опущено.
Одинаковая толщина d материала не является условием для осуществления описанного способа, более того, толщина плоской листовой заготовки 10 может местами отличаться. Так, например, для повышения прочности продольные краевые участки 18 и поперечные краевые участки 20 могут иметь большую толщину материала, чем основная плоскость 12. С другой стороны, в случае необходимости основная плоскость 12 может иметь большую толщину материала, чем продольные краевые участки 18 и поперечные краевые участки 20, поскольку последние в процессе осуществления описанного способа в результате операций гибки, так или иначе, получают повышенную прочность на скручивание.
Как хорошо видно на фиг.1 и фиг.9, в показанном примере осуществления каждый поперечный краевой участок 20 снабжен двумя надрезами 22, которые проходят параллельно продольной кромке 14 (и, таким образом, в представленном примере осуществления также параллельно короткой боковой кромке поперечного краевого участка 20) и имеют длину l надреза. Благодаря этим двум надрезам 22 на каждом поперечном краевом участке 20 рядом с каждой наружной боковой кромкой образуются два язычка 24, имеющие ширину, т.е. поперечный размер w. Таким образом, язычки 24 имеют длину l и ширину w.
На фиг.1 и 9 на плоской листовой заготовке 10 можно видеть несколько штрихпунктирных линий, которые представляют собой линии сгиба и вдоль которых, как описано ниже, в результате нескольких операций осуществляется гибка плоской листовой заготовки 10.
Первая линия 26 сгиба или загиба проходит на одном или каждом поперечном краевом участке 20 параллельно поперечной кромке 16 от одного надреза 22 до другого надреза 22. Первая линия 26 сгиба образует между двумя надрезами 22 полосу 28 с шириной b1.
Вторая линия 30 сгиба проходит также параллельно поперечной кромке 16 перпендикулярно язычку 24, точнее - от основания каждого надреза 22 до соседней короткой боковой кромки поперечного краевого участка 20. По причинам, которые будут более понятными позднее, каждая вторая линия 30 сгиба по меньшей мере на величину толщины d материала расположена ближе к поперечной кромке 16, чем первая линия 26 сгиба.
Третья линия 32 сгиба проходит по всей длине поперечной кромки 16. При этом между первой линией 26 сгиба и третьей линией 32 сгиба образуется полоса 34, которая имеет ширину b2.
Четвертая линия 36 сгиба проходит на каждом продольном краевом участке 18 параллельно продольной кромке 14 и образует на каждом продольном краевом участке 18 полосу 38 шириной b1.
Пятая и последняя линия 40 сгиба проходит по внутренней длинной боковой кромке каждого продольного краевого участка 18 по всей длине соответствующей продольной кромки 14 основной плоскости 12. Между пятой линией 40 сгиба и четвертой линией 36 сгиба на каждом продольном краевом участке 18 образуется полоса 42 шириной b2.
На фиг.2-8 показаны различные операции гибки. Вначале плоскую листовую заготовку 10 сгибают вверх под прямым углом вдоль первой линии 26 сгиба, как показано на фиг.2. Иными словами, полоса 28 поперечного краевого участка 20 выступает под прямым углом из основной плоскости 12.
Затем, как показано на фиг.3, оба язычка 24 также загибают под прямым углом вверх вдоль второй линии 30 сгиба. После этого весь поперечный краевой участок 20 еще раз загибают под прямым углом вверх вдоль третьей линии 32 сгиба (см. фиг.4), вследствие чего полоса 34 поперечного краевого участка 20 теперь устанавливается под прямым углом к основной плоскости 12, в то время как полоса 28 и оба язычка 24 оказываются в плоскостях, параллельных основной плоскости 12 (оба язычка 24 находятся в одной плоскости). Таким образом, в результате двукратного сгиба под прямым углом поперечных краевых участков 20 вдоль поперечной кромки 16 образуется краевая область 44 с U-образным поперечным сечением.
Далее каждый продольный краевой участок 18 вначале сгибают под прямым углом вверх вдоль четвертой линии 36 сгиба, т.е. полосы 38 продольных краевых участков 18 поднимаются под прямым углом вверх из основной плоскости 12 (см. фиг.5 и 6).
И, наконец, на последней операции гибки продольные краевые участки 18 еще раз сгибают под прямым углом вверх (см. фиг.7 и 8) вдоль пятой линии 40 сгиба, таким образом, вдоль продольных кромок 14 также образуются краевые области 46 с U-образным поперечным сечением.
Поскольку вторые линии 30 сгиба расположены ближе к поперечной кромке 16 примерно на величину толщины d материала листового металла, чем первая линия 26 сгиба, в готовом согнутом состоянии поперечного краевого участка 20 оба язычка 24 лежат в одной плоскости, которая по меньшей мере, по существу, параллельна основной плоскости и которая лежит ближе к основной плоскости 12 на величину толщины d материала, чем та плоскость, в которой находится полоса 28. Исходя из уровня полосы 28, язычки 24 также лежат ниже примерно на величину толщины d материала, чем полоса 28. Поэтому при второй гибке продольных краевых участков 18 полосы 38 продольных краевых участков 18 накладываются на язычки 24 и образуют с полосами 28 поперечных краевых участков 20 сплошную внутреннюю краевую поверхность, на которой можно разместить, например, не показанное здесь уплотнение. Поскольку полосы 34 поперечных краевых участков 20 и полосы 42 продольных краевых участков 18 имеют одну и ту же ширину b2, после двукратной гибки поперечных краевых участков и продольных краевых участков полосы 28 и 38 лежат в одной плоскости (см., в частности, фиг.11). При этом язычки 24 служат в качестве опор дл я соответствующих частей полос 38 продольных краевых участков 18.
Для дополнительного увеличения прочности на кручение стенового элемента 11, изготовленного вышеописанным способом, те части полос 38, которые накладываются на язычки 24, могут быть прочно соединены с язычками 24. Такое прочное соединение можно осуществить при помощи склеивания, сварки (в частности, точечной сварки), свинчивания или пуклевки. Если такое прочное соединение выполнено на всех четырех углах стенового элемента, то, благодаря возникающей фиксации и образованию краевых областей 44 и 46 с U-образным поперечным сечением, получается стеновой элемент 11, обладающий чрезвычайно высокой прочностью на скручивание.
Как показано на фиг.9 и 10, вдоль наружных кромок продольных краевых участков 18 и поперечных краевых участков 20 предусмотрены отверстия 48, которые предпочтительно расположены с определенным шагом, примерно составляющим 25 мм. После двукратной гибки продольных краевых участков 18 и поперечных краевых участков 20 эти отверстия 48 оказываются на внутренней стороне стенового элемента (см. фиг.10) и могут служить в качестве точек крепления для внутренних и наружных конструкционных частей, которые должны быть прикреплены к стеновому элементу 11.
В вышеописанном варианте осуществления способа изготовления стенового элемента из листового металлического материала надрезы 22 выполнены на поперечном краевом участке 20. Однако следует понимать, что эти надрезы могут быть также выполнены на продольных краевых участках 18. В этом случае язычки 24 являются составной частью продольных краевых участков 18, а полосы 28 поперечных краевых участков 20 после двукратной гибки поперечных краевых участков накладываются на язычки 24.








Изобретение относится к способу изготовления прямоугольных или квадратных стеновых элементов из листового металла, содержащему следующие операции: определение длины и ширины стенового элемента; обеспечение заготовки из листового металлического материала определенной толщины, которая имеет две продольные кромки заданной длины и две поперечные кромки заданной ширины, при этом вдоль каждой продольной кромки и поперечной кромки выступает поле определенного размера, образующее два противолежащих продольных краевых участка и два противолежащих поперечных краевых участка с предварительно заданной шириной кромки, при этом размер коротких боковых кромок продольных краевых участков и поперечных краевых участков соответствует ширине кромки; прорезание обоих продольных краевых участков параллельно поперечной кромке вблизи каждой короткой боковой кромки для получения двух надрезов, длина которых меньше, чем ширина кромки, для того, чтобы получить на каждом продольном краевом участке по два язычка, которые отделены надрезом от остальной части продольного краевого участка и имеют определенный поперечный размер; гибка под прямым углом полосы остальной части продольного краевого участка, образованной надрезами, параллельно продольной кромке, при этом указанная полоса имеет ширину, максимальный размер которой соответствует длине надреза за вычетом толщины материала; гибка под прямым углом язычков параллельно продольной кромке на уровне основания соответствующего надреза; гибка под прямым углом продольных краевых участков вдоль продольной кромки; гибка под прямым углом поперечных краевых участков параллельно поперечной кромке для получения полосы с шириной, соответствующей поперечному размеру язычков; повторная гибка под прямым углом поперечных краевых участков вдоль поперечной кромки. Также описаны вариант способа изготовления прямоугольных или квадратных стеновых элементов из листового материала и стеновой элемент, полученный этим способом. Технический результат состоит в повышенной жесткости при кручении по сравнению с традиционными стеновыми элементами из листового металла. 3 н. и 8 з.п. ф-лы, 11 ил.
1. Способ изготовления прямоугольных или квадратных стеновых элементов из листового металла, содержащий следующие операции:
- определение длины и ширины стенового элемента,
- обеспечение плоской листовой заготовки из листового металлического материала определенной толщины, которая имеет две продольные кромки заданной длины и две поперечные кромки заданной ширины, при этом вдоль каждой продольной кромки и поперечной кромки выступает поле предварительно заданного размера, образующее два противолежащих продольных краевых участка и два противолежащих поперечных краевых участка с предварительно заданной шириной кромки, при этом размер коротких боковых кромок продольных краевых участков и поперечных краевых участков соответствует ширине кромки,
- прорезание обоих продольных краевых участков параллельно поперечной кромке вблизи каждой короткой боковой кромки для получения двух надрезов, длина которых меньше, чем ширина кромки, для того, чтобы получить на каждом продольном краевом участке по два язычка, которые отделены надрезом от остальной части продольного краевого участка и имеют определенный поперечный размер,
- гибка под прямым углом полосы остальной части продольного краевого участка, образованной надрезами, параллельно продольной кромке, при этом указанная полоса имеет ширину, максимальный размер которой соответствует длине надреза за вычетом толщины материала,
- гибка под прямым углом язычков параллельно продольной кромке на уровне основания соответствующего надреза,
- гибка под прямым углом продольных краевых участков вдоль продольной кромки,
- гибка под прямым углом поперечных краевых участков параллельно поперечной кромке для получения полосы с шириной, соответствующей поперечному размеру язычков, и
- повторная гибка под прямым углом поперечных краевых участков вдоль поперечной кромки.
2. Способ изготовления прямоугольных или квадратных стеновых элементов из листового металла, содержащий следующие операции:
- определение длины и ширины стенового элемента,
- обеспечение плоской листовой заготовки из листового металлического материала определенной толщины, которая имеет две продольные кромки заданной длины и две поперечные кромки заданной ширины, при этом вдоль каждой продольной кромки и поперечной кромки выступает поле определенного размера, образующее два противолежащих продольных краевых участка и два противолежащих поперечных краевых участка с предварительно заданной шириной кромки, при этом размер коротких боковых кромок продольных краевых участков и поперечных краевых участков соответствует ширине кромки,
- прорезание обоих поперечных краевых участков параллельно продольной кромке вблизи каждой короткой боковой кромки для получения двух надрезов, длина которых меньше, чем ширина кромки, для того, чтобы получить на каждом поперечном краевом участке по два язычка, которые отделены надрезом от остальной части поперечного краевого участка и имеют определенный поперечный размер,
- гибка под прямым углом полосы остальной части поперечного краевого участка, образованной надрезами, параллельно поперечной кромке, при этом указанная полоса имеет ширину, максимальный размер которой соответствует длине надреза за вычетом толщины материала,
- гибка под прямым углом язычков параллельно поперечной кромке на уровне основания соответствующего надреза,
- гибка под прямым углом поперечных краевых участков вдоль поперечной кромки,
- гибка под прямым углом продольных краевых участков параллельно продольной кромке для получения полосы с шириной, соответствующей поперечному размеру язычков, и
- повторная гибка под прямым углом продольных краевых участков вдоль продольной кромки.
3. Способ по п.1 или 2, отличающийся тем, что указанный способ содержит также операцию соединения по меньшей мере одного язычка с расположенной на нем частью поперечного или продольного краевого участка.
4. Способ по п.3, отличающийся тем, что операцию соединения осуществляют путем склеивания, сварки, клепки, пуклевки или свинчивания.
5. Способ по п.4, отличающийся тем, что сварка представляет собой точечную сварку.
6. Способ по п.1 или 2, отличающийся тем, что указанный способ содержит операцию изготовления сетки отверстий, по меньшей мере вдоль полосы продольных краевых участков или поперечных краевых участков.
7. Способ по п.6, отличающийся тем, что сетка отверстий имеет шаг, равный 25 мм.
8. Стеновой элемент из листового металлического материала толщиной (d), содержащий прямоугольную или квадратную основную плоскость (12), которая имеет две продольные кромки (14) и две поперечные кромки (16), при этом листовой металлический материал имеет двукратные загибы внутрь под прямым углом параллельно каждой продольной кромке и каждой поперечной кромке для получения краевых областей (46, 44) с U-образным поперечным сечением кромки,
отличающийся тем, что
- листовой металлический материал является цельным,
- параллельные основной плоскости (12) выступающие внутрь свободные полки краевых областей (46) продольных кромок (14) или краевых областей (44) поперечных кромок (16) имеют боковые концевые участки, образованные соответствующими язычками (24), которые проходят параллельно соответствующим полкам в плоскости, которая расположена ближе к основной плоскости (12) по меньшей мере на толщину материала (d) листового металлического материала, при этом
- боковые концевые участки свободных полок краевых областей (44) поперечных кромок (16) или краевых областей (46) продольных кромок (14), не содержащих язычки (24), перекрывают язычки (24).
9. Стеновой элемент по п.8, отличающийся тем, что боковые концевые участки свободных полок, не содержащих язычки (24), полностью перекрывают язычки (24).
10. Стеновой элемент по п.8 или 9, отличающийся тем, что боковые концевые участки свободных полок, не содержащих язычки (24), соединены с язычками (24) посредством склеивания, сварки, клепки, свинчивания или пуклевки.
11. Стеновой элемент по п.8 или 9, отличающийся тем, что вдоль свободных полок предусмотрен ряд отверстий (48), которые расположены предпочтительно с определенным шагом.
| WO 9105925 A1, 02.05.1991 | |||
| US 2010000157 A1, 07.01.2010 | |||
| ЗДАНИЕ, ПОСТРОЕННОЕ С ИСПОЛЬЗОВАНИЕМ СТРОИТЕЛЬНОЙ ОБЛИЦОВКИ | 2000 |
|
RU2239030C2 |
| RU 92064 U1, 10.03.2010 | |||
| Панель из листового металла | 1990 |
|
SU1828482A3 |

