Изобретение относится к машиностроению и может быть использовано, например, в установках погружных электроцентробежных насосов для добычи нефти.
Известен погружной электроцентробежный насос со ступнями, состоящими из направляющих аппаратов и рабочих колес, выполненных из лигированного чугуна нирезиста (Вихман Р.Г., Филиппов В.Н. Погружные центробежные износостойкие насосы для добычи нефти/ Экспресс-информация: ЦИНТИХИМНЕФТЕМАШ, №6, 1989). Недостатком данной ступени является высокая стоимость и недостаточная износостойкость в пластовых жидкостях с высоким содержанием абразивных частиц.
Известна ступень погружного многоступенчатого центробежного насоса и способ ее изготовления, где деталь выполняют из литой чугунной заготовки и подвергают упрочняющей обработке с целью повышения ее износостойкости (см. патент РФ №2116515, F04D 1/06, опубл. 27. 07.1998).
Недостатком насоса с данными ступенями является то, что упрочняющая обработка, заключающаяся в закалке заготовки из перлитного или перлитно-ферритного чугуна, модифицированного редкоземельными металлами, на мартенситную структуру с последующим низким отпуском, не обеспечивает комплексного повышения надежности и долговечности ступени за счет повышения защиты от солеотложения, коррозионной и абразивной износостойкости и обеспечения высоких эксплуатационных и технических характеристик погружного центробежного насоса.
Известен многоступенчатый центробежный насос, содержащий ступень, состоящую из рабочего колеса, установленного на валу и выполненного в виде ведущего диска, ведомого покрывного диска и лопастей, которые закреплены между передней поверхностью ведущего диска и ведомым покрывным диском, и из направляющего аппарата, выполненного в виде лопаточного покрывного диска, цилиндрической обоймы и лопаток, причем лопаточный покрывной диск направляющего аппарата установлен со стороны задней поверхности ведущего диска рабочего колеса, цилиндрическая обойма направляющего аппарата выполнена с кольцеобразной стенкой, расположенной поперечно, внутри цилиндрической обоймы установлены рабочее колесо и лопаточный покрывной диск, лопатки закреплены в направляющем аппарате между кольцеобразной стенкой цилиндрической обоймы и лопаточным покрывным диском, выбраны определенные соотношения параметров и геометрических размеров лопастей и лопаток. В конструкции применяются шайбы (кольца) из антифрикционного материала, выполняющие роль индивидуальных опор (см. Патент РФ №2161737, МПК7 F04D 1/06, F04D 13/10, опубл. 10.01.2001 г.).
Недостатком данного насоса является то, что индивидуальные осевые опоры из шайб (колец), изготовленных из антифрикционных материалов, в процессе работы насоса подвергаются значительному износу. Причем они особенно интенсивному износу подвергаются при работе насоса в среде с повышенным содержанием механических примесей. Также значительному износу подвержены буртики направляющих аппаратов, контактирующих с шайбами рабочих колес. Это приводит к необходимости частого подъема насосной установки из скважины для замены антифрикционных шайб (колец), к снижению межремонтного периода насосной установки, приводит к неремонтопригодности направляющих аппаратов, все это снижает напорные характеристики, КПД, надежность, долговечность и эффективность насоса. С увеличением частоты вращения рабочих колес резко возрастает износ и повреждаемость осевых опор рабочих колес и направляющих аппаратов. Использование твердосплавных и керамических колец в качестве осевых опор рабочих колец и направляющих аппаратов ступеней насосов приводит к увеличению габаритов насоса, увеличивает стоимость и снижает надежность насоса вследствие того, что материалы ступени (рабочего колеса и направляющего аппарата) имеют большую разность коэффициентов линейного термического расширения. Вследствие этого нагрев при работе рабочих колес и направляющих аппаратов с твердосплавными и керамическими шайбами (кольцами) приводит к выпадению их из мест запрессовки. Другие способы крепления, такие как завальцовка, зачеканка, твердосплавных и керамических шайб неэффективны из-за хрупкости твердосплавных и керамических шайб и материала ступеней.
Известна ступень многоступенчатого центробежного центробежного насоса [RU 2450888 С2 (ООО "СТУПЕНЬ"), 10.08.2012], содержащая рабочее колесо и направляющий аппарат, выполненные литьем из чугуна следующего химического состава, мас.%: углерод 3,2-3,8, кремний 0,2-1,0, марганец 0,5-0,7, хром 0,3-0,5, медь 0,8-1,3, алюминий 1,8-4, фосфор не более 0,3, сера не более 0,02, железо остальное. При данном химическом составе материала ступени ее поверхность при кристаллизации покрывается химически инертной твердой оксидной пленкой, которая препятствует коррозии и солеотложению и имеет сорбитную структуру.
Недостатком насоса с приведенными выше ступенями является то, что поверхности данной ступени, рабочего колеса и направляющего аппарата не обладают повышенной твердостью, повышенной износостойкостью и повышенной коррозионной стойкостью, поверхности трения не обладают необходимой твердостью. При прохождении рабочей жидкости с повышенным содержанием твердых частиц и химически агрессивных компонентов по каналам рабочего колеса и направляющего аппарата по RU 2450888 будет нарушена оксидная пленка воздействием твердых частиц, далее будет происходить интенсивный эрозионный износ и коррозионный износ, которые усиливают друг друга в процессе работы насоса и способствуют быстрому выходу его из строя. Ступени по RU 2450888 не имеют сверхвысокие твердости поверхностей трения осевых опор рабочего колеса и направляющего аппарата. При работе насоса с рабочей жидкостью с повышенным содержанием твердых частиц и химически агрессивных компонентов поверхности осевых опор подвергнутся интенсивному эрозионному и коррозионному износу. Оксидная пленка позволит сдержать процесс износа на незначительное время.
Указанные недостатки ступени по RU 2450888 С2 снижают надежность, долговечность, межремонтный период насосной установки.
Задачей изобретения является повышение надежности, долговечности погружного многоступенчатого центробежного насоса, снижение его себестоимости и повышение межремонтного периода.
Техническим результатом заявляемого изобретения является повышение износостойкости и коррозионной стойкости насоса путем создания на поверхностях рабочего колеса и направляющего аппарата износостойкого и коррозионностойкого азотированного слоя, твердого износостойкого и коррозионностойкого твердосплавного покрытия на осевых опорах.
Данная техническая задача решается тем, что погружной многоступенчатый центробежный насос, содержащий корпус, вал, ступени, состоящие из рабочего колеса и направляющего аппарата, выполненные литьем из чугуна следующего состава, масс. %: углерода - 3,2-3,9; кремния - 0,2-1,0; марганца - 0,5-0,8; хрома - 0,1-0,5; меди - 0,8-1,5; алюминия - 1,7-4,0; фосфора - не более 0,2; серы - не более 0,02; железо - остальное, а поверхности рабочего колеса и направляющего аппарата содержат азотированный низкотемпературным азотированием слой, рабочие колеса установлены на валу посредством ступицы с возможностью вращения и содержат нижнюю осевую опору колеса с опорной поверхностью, лопасти, ступицу с наружной радиальной опорной поверхностью, верхнюю осевую опору с опорной поверхностью, а направляющие аппараты установлены в корпусе насоса посредством цилиндрической обоймы, содержат опорный бурт с опорной поверхностью, ступицу с внутренней радиальной опорной поверхностью, цилиндрическую обойму, лопатки, нижнюю опорную поверхность, при этом опорная поверхность нижней осевой опоры рабочего колеса и опорная поверхность опорного бурта направляющего аппарата содержат твердосплавное покрытие, причем рабочее колесо твердосплавным покрытием опорной поверхности нижней осевой опоры контактирует с твердосплавным покрытием опорной поверхности опорного бурта направляющего аппарата, образуя пару трения, а наружная радиальная опорная поверхность ступицы рабочего колеса азотированным слоем контактирует с азотированным слоем внутренней радиальной опорной поверхности ступицы направляющего аппарата, образуя радиальную опору вала насоса.
Кроме того, в состав чугуна входит титан в мас.% не более 0,3 масс.
Кроме того, в качестве твердосплавного покрытия поверхности пар трения рабочего колеса и направляющего аппарата содержат твердосплавное покрытие из карбида вольфрама со связкой из кобальта или карбида вольфрама со связкой из никеля.
Кроме того, опорная поверхность верхней осевой опоры рабочего колеса выполнена с возможностью контакта азотированным слоем с азотированным слоем нижней опорной поверхности направляющего аппарата, образуя пару трения.
Кроме того, опорная поверхность верхней осевой опоры рабочего колеса и нижняя опорная поверхность направляющего аппарата могут содержать твердосплавное покрытие, при этом опорная поверхность верхней осевой опоры рабочего колеса выполнена с возможностью контакта твердосплавным покрытием с твердосплавным покрытием нижней опорной поверхности направляющего аппарата, образуя пару трения.
Азотированный низкотемпературным азотированием слой выполнен толщиной от 0,03 мм до 0,5 мм, а твердосплавное покрытие поверхностей пар трения выполнено толщиной 0,03 мм - 1,0 мм.
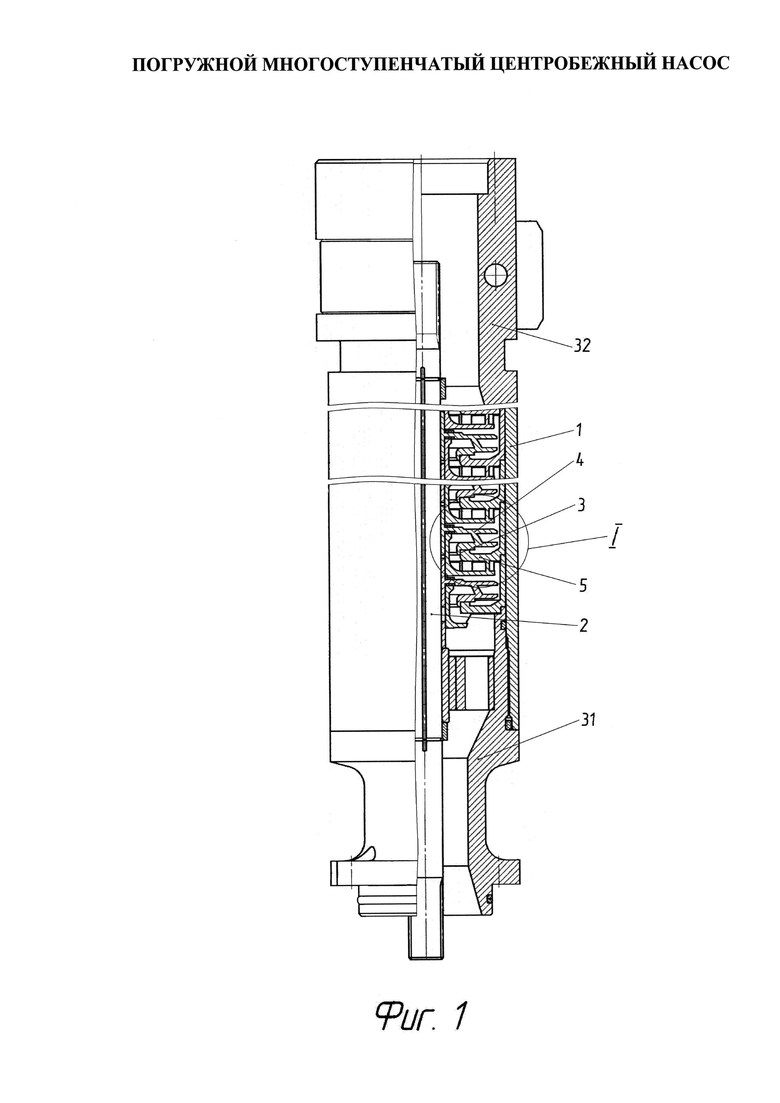
На фиг. 1 представлен продольный разрез заявляемого погружного многоступенчатого насоса.
На фиг. 2 представлен элемент I фиг. 1, на котором изображен фрагмент насоса со ступенями в увеличенном масштабе, где рабочее колесо твердосплавным покрытием опорной поверхности нижней осевой опоры контактирует с твердосплавным покрытием опорной поверхности опорного бурта направляющего аппарата, образуя пару трения, а наружная радиальная опорная поверхность ступицы рабочего колеса азотированным слоем контактирует с азотированным слоем внутренней радиальной опорной поверхности ступицы направляющего аппарата, образуя радиальную опору вала насоса.
На фиг. 3 представлен элемент I фиг. 1, на котором изображен фрагмент насоса со ступенями в увеличенном масштабе, где опорная поверхность верхней осевой опоры рабочего колеса выполнена с возможностью контакта азотированным слоем с азотированным слоем нижней опорной поверхности направляющего аппарата, образуя пару трения.
На фиг. 4 представлен элемент I фиг. 1, на котором изображен фрагмент насоса со ступенями в увеличенном масштабе, где опорная поверхность верхней осевой опоры рабочего колеса выполнена с возможностью контакта твердосплавным покрытием с твердосплавным покрытием нижней опорной поверхности направляющего аппарата, образуя пару трения.
Погружной многоступенчатый центробежный насос содержит корпус 1, вал 2, ступени 3, состоящие из рабочего колеса 4 и направляющего аппарата 5. Рабочие колеса 4 и направляющие аппараты 5 выполнены литьем из чугуна следующего состава, масс. %: углерода - 3,2-3,9; кремния - 0,2-1,0; марганца - 0,5-0,8; хрома - 0,1-0,5; меди - 0,8-1,5; алюминия - 1,7-4,0; фосфора - не более 0,2; серы - не более 0,02; железо - остальное. В состав чугуна может входить титан в мас.% не более 0,3. Поверхности рабочего колеса 4 содержат азотированный низкотемпературным азотированием слой 6 и поверхности направляющего аппарата 5 содержат азотированный низкотемпературным азотированием слой 7. Рабочие колеса 4 установлены на валу 2 посредством ступицы 8 с возможностью вращения и содержат нижнюю осевую опору 9 колеса 4 с опорной поверхностью 10, лопасти 11, ступицу 8 с наружной радиальной опорной поверхностью 12, верхнюю осевую опору 13 с опорной поверхностью 14. Направляющие аппараты 5 установлены в корпусе 1 насоса посредством цилиндрической обоймы 15, содержат опорный бурт 16 с опорной поверхностью 17, ступицу 18 с внутренней радиальной опорной поверхностью 19, цилиндрическую обойму 15, лопатки 20, нижнюю опорную поверхность 21. Опорная поверхность 10 нижней осевой опоры 9 рабочего колеса 4 и опорная поверхность 17 опорного бурта 16 направляющего аппарата 5 содержат твердосплавные покрытия 22 и 23, соответственно. Рабочие колеса 4 твердосплавным покрытием 22 опорной поверхности 10 нижней осевой опоры 9 контактируют с твердосплавным покрытием 23 опорной поверхности 17 опорного бурта 16 направляющего аппарата 5, образуя пару трения.
Наружная радиальная опорная поверхность 12 ступицы 8 рабочего колеса 4 азотированным слоем 24 контактирует с азотированным слоем 25 внутренней радиальной опорной поверхности 19 ступицы 18 направляющего аппарата 5, образуя радиальную опору вала 2 насоса, т.е. пары трения опорных поверхностей 12 и 19 ступиц 8 и 18 рабочего колеса 4 и направляющего аппарата 5 образуют радиальный подшипник вала насоса. Ступени с радиальными опорами вала могут чередоваться в насосе со ступенями без радиальных опор в различных сочетаниях, комбинациях и вариантах в зависимости от условий эксплуатации насоса.
Опорная поверхность 14 верхней осевой опоры 13 рабочего колеса 4 выполнена с возможностью контакта азотированным слоем 26 с азотированным слоем 27 нижней опорной поверхности 21 направляющего аппарата 5, образуя пару трения.
Как правило, рабочие колеса насосов коррозионноизносостойкого варианта имеют три осевые опоры: верхнюю 13 от "всплытия" ступеней и две основные - нижнюю 9 и среднюю 28 (для двухопорных ступеней). В таких насосах обеспечивается повышенная защита вала 2 насоса от коррозии и износа ступицей 18 направляющего аппарата 5, одновременно являющейся опорой для средней осевой опоры 28 рабочего колеса 4.
Кроме того, опорная поверхность 14 верхней осевой опоры 13 рабочего колеса 4 и нижняя опорная поверхность 21 направляющего аппарата 5 могут содержать твердосплавные покрытия 29 и 30, соответственно, при этом опорная поверхность 14 верхней осевой опоры 13 рабочего колеса 4 выполнена с возможностью контакта твердосплавным покрытием 29 с твердосплавным покрытием 30 нижней опорной поверхности 21 направляющего аппарата 5, образуя пару трения.
Твердосплавные покрытия могут быть выполнены из карбида вольфрама со связкой из кобальта или карбида вольфрама со связкой из никеля,
Азотированный низкотемпературным азотированием слой выполнен толщиной от 0,03 мм до 0,5 мм, а твердосплавное покрытие поверхностей пар трения выполнено толщиной 0,03 мм - 1,0 мм. При необходимости азотированный слой и твердосплавные покрытия могут быть выполнены и большей толщины.
В процессе работы насоса вследствие вращения расположенных на валу 2 и скрепленных посредством ступиц 8 рабочих колес 4 относительно неподвижных направляющих аппаратов 5 перекачиваемая жидкость поступает в основание 31 секции насоса, проходит через основание 31 и направляется в ступени насоса 3. Перекачиваемая жидкость поступает в тракты между лопастями 11 вращающегося рабочего колеса 4 и движется от его центра к периферии. При этом рабочее колесо 4 создает напор перекачиваемой жидкости. Далее жидкость поступает в каналы направляющего аппарата 5, в которых осуществляется разворот и направление потока на рабочее колесо 4 следующей ступени. Проходя через ступени насосов, головку 32 секции насоса, перекачиваемая жидкость продолжает движение вверх.
При прохождении пластовой жидкости с содержанием твердых частиц в трактах между лопастями 11 рабочего колеса 4 и лопатками 17 направляющего аппарата 5 происходит механическое и коррозионное изнашивание каналов рабочих колес и направляющих аппаратов. С увеличением содержания химически агрессивных компонентов и твердых частиц в пластовой жидкости увеличивается коррозионное и механическое изнашивание ступеней и насоса в целом. Причем рабочие колеса 4 и направляющие аппараты 5 особенно интенсивному износу подвергаются при совместном воздействии на них повышенного содержания механических примесей и агрессивных компонентов пластовой жидкости. Азотированный низкотемпературным азотированием слой поверхностей рабочего колеса и направляющего аппарата, изготовленных из приведенного выше состава чугуна, имеет повышенную твердость и высокую коррозионную стойкость даже в пластовой жидкости с повышенным содержанием химически агрессивных компонентов и твердых частиц. Повышение твердости и корозионностойкости поверхностей рабочего колеса и направляющего аппарата ступеней повышает надежность, долговечность и межремонтный период насосов.
При работе насоса рабочие колеса 4 создают усилия, которые передаются опорной поверхностью 10 нижней осевой опоры 9 рабочего колеса 4 на опорную поверхность 17 и воспринимаются опорным буртом 16 направляющего аппарата 5. При этом рабочее колесо 4 твердосплавным покрытием 22 опорной поверхности 10 осевой опоры 9 опирается на твердосплавное покрытие 23 опорной поверхности 17 опорного бурта 16, образуя пару трения. Усилие от опорного бурта 16 посредством цилиндрической обоймы 15 передается на корпус 1 насоса.
Радиальные нагрузки от вала 2 насоса передаются ступицей 8 рабочего колеса ступице 18 направляющего аппарата 5 посредством контакта азотированного слоя 24 наружной радиальной опорной поверхности 12 ступицы 8 рабочего колеса 4 с азотированным слоем 25 внутренней радиальной опорной поверхности 19 ступицы 18 направляющего аппарата 5. Усилие от ступицы 18 направляющего аппарата 5 посредством лопаток 20 направляющего аппарата 5, цилиндрической обоймы 15 передается на корпус 1 насоса. При этом радиальная опорная поверхность 12 ступицы 8 рабочего колеса 4 азотированным слоем 24 контактирует с азотированным слоем 25 внутренней радиальной опорной поверхности 19 ступицы 18 направляющего аппарата 5, образуя радиальную опору вала 2 насоса. При этом азотированный слой 24 и азотированный слой 25 образуют пару трения.
При работе насоса в режиме "всплытия" рабочих колес осевые силы направлены снизу вверх. При этом рабочие колеса 4 создают усилия, которые передаются опорной поверхностью 14 верхней осевой опоры 13 рабочего колеса 4 на нижнюю опорную поверхность 21 направляющего аппарата 5. При этом рабочее колесо 4 азотированным слоем 26 опирается на азотированный слой 27 нижней опорной поверхности 21 направляющего аппарата 5, образуя пару трения. Усилие от опорной поверхности 21 посредством лопаток 20, цилиндрической обоймы 15 направляющего аппарата 5 передается на корпус 1 насоса.
Кроме того, опорная поверхность 14 верхней осевой опоры 13 рабочего колеса 4 и нижняя опорная поверхность 21 направляющего аппарата 5 могут содержать твердосплавные покрытия 29 и 30, соответственно. При этом рабочее колесо 4 твердосплавным покрытием 29 может опираться на твердосплавное покрытие 30 нижней опорной поверхности 21 направляющего аппарата 5, образуя пару трения. Усилие от опорной поверхности 21 посредством лопаток 20, цилиндрической обоймы 15 направляющего аппарата 5 передается на корпус 1 насоса. На опорную поверхность 14 верхней осевой опоры 13 рабочего колеса 4 и на нижнюю опорную поверхность 21 направляющего аппарата 5 твердосплавное покрытие наносится для насосов, работающих при высоких частотах вращения вала насоса в пластовых жидкостях с высоким содержанием высокой твердости твердых частиц.
При попадании твердых частиц на опорные поверхности пары трения твердосплавное покрытие - твердосплавное покрытие или азотированный слой - азотированный слой, частицы разрушаются или края частиц округляются за счет того, что твердосплавное покрытие и азотированный слой тверже частиц механических примесей пластовой жидкости. Это приводит к снижению износа узлов и деталей насоса, в первую очередь ступеней насоса. Высокая твердость и коррозионная стойкость опорных поверхностей из твердосплавного покрытия и азотированного слоя увеличивают срок службы пары трения осевых опор ступеней и радиальных опор как направляющих аппаратов, так и рабочих колес, приводит к повышению надежности, долговечности, снижению себестоимости насосной установки и к увеличению межремонтного периода эксплуатации насоса, соответственно и насосной установки в целом. Малая толщина твердосплавного покрытия и азотированного слоя по сравнению с шайбами из антифрикционных материалов позволяет уменьшить длину ступени, соответственно уменьшить длину насоса, или увеличить количество ступеней, соответственно повысить напор.
Добавление в состав чугуна легирующих элементов алюминия, титана, хрома, в указанных выше пропорциях, где каждый из перечисленных химических элементов занимает свою нишу в кристаллической решетке железа, при азотировании увеличивает скорость азотирования в глубину детали и значительно повышает твердость азотированного слоя. Заливку расплава в литейную форму проводят через литниковую чашу. После остывания из формы извлекают отливку, отделяют литниковую систему, удаляют облой и проводят термическую обработку отливок с нагревом до температуры 550°C-600°C. После термообработки производится механическая обработка деталей ступени в соответствии с размерами чертежа. Обработка поверхностей пар трения проводится с учетом последующего нанесения твердосплавного покрытия и с учетом того, что опорная поверхность верхней осевой опоры рабочего колеса может быть выполнена с возможностью контакта азотированным слоем с азотированным слоем нижней опорной поверхности направляющего аппарата, образуя пару трения.
После механической обработки рабочие колеса и направляющие аппараты ступени поступают на участок низкотемпературного азотирования. При азотировании происходит процесс диффузионного насыщения поверхностного слоя рабочих колес и направляющих аппаратов азотом при нагреве в азотосодержащей среде. При этом происходит повышение твердости поверхности изделия, выносливости и износостойкости, стойкости к кавитационным воздействиям, повышение коррозионной стойкости в водосодержащих средах, в атмосфере, в кислотных и щелочных средах. Процесс низкотемпературного азотирования проводят, в основном, в газовых средах - смеси азота и аммиака, диссоциированного аммиака. Для активации процесса в насыщенную среду вводится кислород или воздух. Также для ускорения процесса насыщения азотом поверхностей деталей ступени азотонасыщенные среды могут дополняться углерод-насыщенными средами, т.е., кроме диссоциированного аммиака, могут присутствовать природный газ, светильный газ, эндогаз, пары спирта или керосина. Температура процесса азотирования не превышает 600°C и, как правило, составляет 540°C-600°C. Нагрев до 600°C не вызывает структурных и геометрических изменений в деталях ступеней, изготовленных выше указанным способом. Низкотемпературное азотирование ступеней погружного многоступенчатого центробежного насоса придает деталям ступени высокую поверхностную твердость и прочность, не изменяющуюся при нагреве до 400-450°C.
Низкотемпературное азотирование может проводиться в печах для газового азотирования с использованием установок управления газонапуском.
При эксплуатации насоса в пластовой жидкости с повышенным содержанием механических примесей и агрессивных компонентов величины износа у ступени из нирезиста, наиболее часто применяемый материал ступеней для коррозионноизносостойких насосов, даже несколько больше, чем у ступени из чугуна приведенного состава с азотированными низкотемпературным азотированием поверхностями.
Максимальная глубина азотирования 0,5 мм с максимальным содержанием титана выполняется для наиболее сложных условий работы: для работы в пластовых жидкостях с повышенным содержанием твердых частиц с высокой твердостью, массовая концентрация твердых частиц до 1,0 г/л и более с твердостью до 7 баллов по шкале Маосса, и с высокой частотой вращения колес, частотой вращения колес до 10000 об/мин и более. Легирующие добавки хрома (0,1-0,5)%, алюминия (1,7-4,0)%, титана (0,0-0,3)% являются нитридообразующими. В поверхностном слое при низкотемпературном азотировании чугуна с приведенным выше составом они образуют на глубине до 0,5 мм и более высокотвердые химические соединения: нитриды хрома, нитриды алюминия и нитриды титана, в результате чего твердость поверхности чугуна после азотирования повышается примерно в 2-2,5 раза относительно исходной до азотирования и достигает до HV, равной 850-1000 кгс/мм2, также резко повышается коррозионная стойкость поверхностного слоя за счет повышения плотности поверхностного слоя детали, что затрудняет доступ кислорода и других агрессивных элементов к элементам чугуна. Приведенный выше чугун с низкотемпературным азотированием обладает твердостью поверхностного слоя в 2-2,5 раза большей, чем наиболее часто применяемый для этих условий легированный чугун нирезист, коррозионной стойкостью не уступает нирезисту, по цене дешевле примерно в два раза.
После низкотемпературного азотирования проводится подготовка поверхностей пар трения рабочего колеса и направляющего аппарата к нанесению на них твердосплавного покрытия. Подготовка поверхностей пар трения рабочего колеса и направляющего аппарата к нанесению на них твердосплавного покрытия может включать в себя снятие не менее 0,03 мм верхней части азотированного слоя. Это улучшает шероховатость поверхностей и создает условия для повышенной адгезии твердосплавного покрытия к подложке, т.е. к опорным поверхностям рабочего колеса и направляющего аппарата. Это повышает надежность, долговечность и межремонтный период насоса. Далее проводится нанесение необходимой толщины на поверхности пар трения твердосплавного покрытия, в частности из карбида вольфрама со связкой из кобальта или карбида вольфрама со связкой из никеля.
Твердосплавное покрытие на опорные поверхности может наноситься, например, методом газовоздушного сверхзвукового напыления. При этом обеспечивается повышенная адгезия твердосплавного покрытия к опорным поверхностям за счет диффузии расплавленного сплава в материал опорной поверхности, механического сцепления с неровностями опорной поверхности, химического соединения сплава с материалом опорной поверхности. После нанесения покрытия поверхности трения обрабатываются с шероховатостью, необходимой для поверхностей трения подшипников скольжения. Высокая твердость опорных поверхностей из твердосплавных покрытий увеличивает срок службы пары трения ступени как рабочего колеса, так и направляющего аппарата, приводит к повышению надежности, снижению себестоимости насоса и к увеличению межремонтного периода эксплуатации насоса, соответственно и всей насосной установки. Высокая температурная стойкость, высокая теплопроводность твердосплавного покрытия, высокая прочность и плотность сцепления с основным металлом (подложкой) способствуют повышенному отводу тепла из зоны трения пар трения, что повышает надежность и долговечность работы пары трения, соответственно и ступени.
При попадании твердых частиц на опорные поверхности пары трения твердый сплав - твердый сплав, азотированный слой - азотированный слой частицы разрушаются или края частиц округляются за счет того, что твердосплавное покрытие и азотированный слой тверже частиц механических примесей пластовой жидкости. Это приводит к снижению износа узлов и деталей насоса, в том числе и ступеней насоса, приводит к повышению надежности, долговечности погружного многоступенчатого центробежного насоса, снижению ее себестоимости и повышению межремонтного периода эксплуатации насоса.
Высокая твердость опорных поверхностей из твердосплавных покрытий и азотированного слоя увеличивают срок службы пары трения осевых опор ступеней как направляющих аппаратов, так и рабочих колес, приводит к повышению надежности, снижению себестоимости насосной установки и к увеличению межремонтного периода эксплуатации насосной установки. Малая толщина твердосплавного покрытия по сравнению с шайбами из антифрикционных материалов позволяет уменьшить длину ступени, соответственно уменьшить длину насоса или увеличить количество ступеней, соответственно повысить напор. Твердосплавное покрытие на опорную поверхность верхней осевой опоры рабочего колеса и опорную поверхность направляющего аппарата наносится для наиболее сложных условий работы.
Толщина твердосплавного покрытия так же, как и толщина азотированного низкотемпературным азотированием слоя поверхностей рабочего колеса и направляющего аппарата, выполняется исходя из параметров пластовой жидкости и условий работы насосной установки. Для работы в пластовых жидкостях с незначительным содержанием твердых частиц с невысокой твердостью, массовая концентрация твердых частиц до 0,2 г/л с твердостью до 5 баллов по шкале Маосса, и со средней частотой вращения колес, частотой вращения колес до 3000 об/мин, толщина твердого сплава на опорных поверхностях выполняется в пределах 0,03-0,2 мм. Для работы в пластовых жидкостях со средним содержанием твердых частиц с твердостью до 7 баллов по шкале Маосса и со средней частотой вращения колес, до 5000 об/мин, толщина твердого сплава на опорных поверхностях выполняется в пределах 0,2-0,35 мм. Для работы в пластовых жидкостях с повышенным содержанием твердых частиц с высокой твердостью, массовая концентрация твердых частиц до 1,0 г/л и более с твердостью до 7 баллов по шкале Маосса, и с высокой частотой вращения колес, частотой вращения колес до 10000 об/мин и более, толщина твердого сплава на опорных поверхностях выполняется в пределах 0,35-0,5 мм и более.
Выполнение таким образом насоса позволяет повысить надежность, долговечность погружного многоступенчатого центробежного насоса, снизить его себестоимость и повысить межремонтный период.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОГРУЖНОЙ МНОГОСТУПЕНЧАТЫЙ ЦЕНТРОБЕЖНЫЙ НАСОС И СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА И НАПРАВЛЯЮЩЕГО АППАРАТА СТУПЕНИ НАСОСА | 2014 |
|
RU2580611C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА И НАПРАВЛЯЮЩЕГО АППАРАТА СТУПЕНИ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2014 |
|
RU2578921C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА И НАПРАВЛЯЮЩЕГО АППАРАТА СТУПЕНИ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2014 |
|
RU2589566C2 |
| СТУПЕНЬ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО ЦЕНТРОБЕЖНОГО НАСОСА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2570277C2 |
| Модуль-секция погружного многоступенчатого центробежного насоса с интегрированными износостойкими подшипниками скольжения | 2020 |
|
RU2748009C1 |
| УПОРНЫЙ ПОДШИПНИК | 2014 |
|
RU2558406C1 |
| ОПОРНЫЙ УЗЕЛ | 2014 |
|
RU2573150C1 |
| ПОГРУЖНОЙ МНОГОСТУПЕНЧАТЫЙ МОДУЛЬНЫЙ НАСОС И СТУПЕНЬ НАСОСА | 2010 |
|
RU2520797C2 |
| ПАРА ТРЕНИЯ В СТУПЕНИ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2004 |
|
RU2274774C2 |
| ПОГРУЖНОЙ МНОГОСТУПЕНЧАТЫЙ ЦЕНТРОБЕЖНЫЙ НАСОС | 2014 |
|
RU2564742C1 |



Изобретение относится к машиностроению и может быть использовано, например, в установках погружных электроцентробежных насосов для добычи нефти. Погружной многоступенчатый центробежный насос содержит корпус (1), вал (2), ступени (3), состоящие из рабочего колеса (4) и направляющего аппарата (5), выполненные литьем из чугуна следующего состава, масс. %: углерода - 3,2-3,9; кремния - 0,2-1,0; марганца - 0,5-0,8; хрома - 0,1-0,5; меди - 0,8-1,5; алюминия - 1,7-4.0; титана - 0,0-0,3; фосфора - не более 0,2; серы - не более 0,02; железо - остальное. Поверхности колеса (4) и аппарата (5) содержат азотированный низкотемпературным азотированием слой. Колеса (4) установлены на валу (3) и содержат нижнюю осевую опору колеса с опорной поверхностью, лопасти, ступицу с наружной радиальной опорной поверхностью, верхнюю осевую опору с опорной поверхностью. Аппараты (5) установлены в корпусе (1) посредством цилиндрической обоймы, содержат опорный бурт с опорной поверхностью, ступицу с внутренней радиальной опорной поверхностью, цилиндрическую обойму, лопатки, нижнюю опорную поверхность. Опорные поверхности нижней осевой опоры колеса (4) и опорного бурта аппарата (5) содержат твердосплавное покрытие. Твердосплавные покрытия опорных поверхностей нижней осевой опоры колеса (4) и опорного бурта аппарата (5) контактируют, образуя пару трения. Наружная и внутренняя радиальные опорные поверхности ступиц соответственно колеса (4) и аппарата (5) контактируют азотированными слоями, образуя радиальную опору вала (3). Изобретение направлено на повышение надежности, долговечности и межремонтного периода насоса и снижение его стоимости. 5 з.п. ф-лы, 4 ил.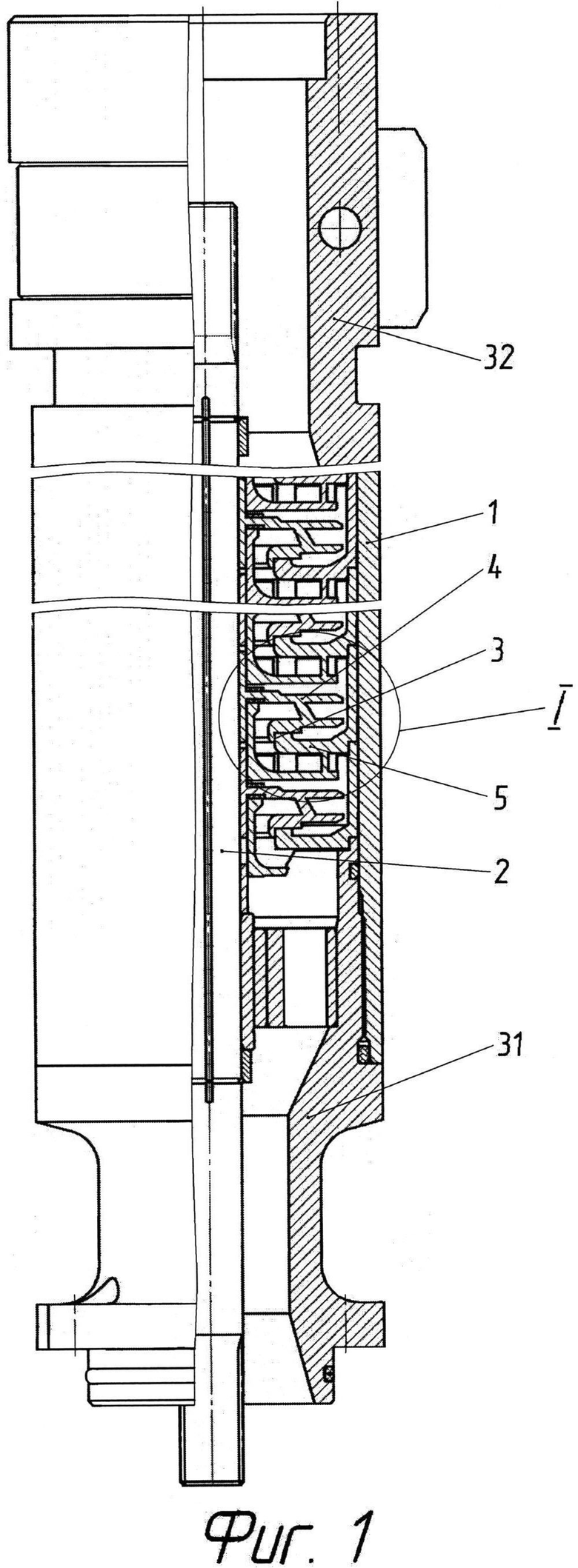
1. Погружной многоступенчатый центробежный насос, содержащий корпус, вал, ступени, состоящие из рабочего колеса и направляющего аппарата, выполненные литьем из чугуна следующего состава, мас.%:
а поверхности рабочего колеса и направляющего аппарата содержат азотированный низкотемпературным азотированием слой, рабочие колеса установлены на валу посредством ступицы с возможностью вращения и содержат нижнюю осевую опору колеса с опорной поверхностью, лопасти, ступицу с наружной радиальной опорной поверхностью, верхнюю осевую опору с опорной поверхностью, а направляющие аппараты установлены в корпусе насоса посредством цилиндрической обоймы, содержат опорный бурт с опорной поверхностью, ступицу с внутренней радиальной опорной поверхностью, цилиндрическую обойму, лопатки, нижнюю опорную поверхность, при этом опорная поверхность нижней осевой опоры рабочего колеса и опорная поверхность опорного бурта направляющего аппарата содержат твердосплавное покрытие, причем рабочее колесо твердосплавным покрытием опорной поверхности нижней осевой опоры контактирует с твердосплавным покрытием опорной поверхности опорного бурта направляющего аппарата, образуя пару трения, а наружная радиальная опорная поверхность ступицы рабочего колеса азотированным слоем контактирует с азотированным слоем внутренней радиальной опорной поверхности ступицы направляющего аппарата, образуя радиальную опору вала насоса.
2. Насос по п. 1, отличающийся тем, что в состав чугуна входит титан в мас.% не более 0,3.
3. Насос по п. 1, отличающийся тем, что в качестве твердосплавного покрытия поверхности пар трения рабочего колеса и направляющего аппарата содержит твердосплавное покрытие из карбида вольфрама со связкой из кобальта или карбида вольфрама со связкой из никеля.
4. Насос по п. 1, отличающийся тем, что опорная поверхность верхней осевой опоры рабочего колеса выполнена с возможностью контакта азотированным слоем с азотированным слоем нижней опорной поверхности направляющего аппарата, образуя пару трения.
5. Насос по пп. 1, 2, 3, отличающийся тем, что опорная поверхность верхней осевой опоры рабочего колеса и нижняя опорная поверхность направляющего аппарата содержат твердосплавное покрытие, при этом опорная поверхность верхней осевой опоры рабочего колеса выполнена с возможностью контакта твердосплавным покрытием с твердосплавным покрытием нижней опорной поверхности направляющего аппарата, образуя пару трения.
6. Насос по пп. 1, 2, отличающийся тем, что азотированный низкотемпературным азотированием слой выполнен толщиной от 0,03 мм до 0,5 мм, а твердосплавное покрытие поверхностей пар трения выполнено толщиной 0,03 мм - 1,0 мм.
| СТУПЕНЬ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО ЦЕНТРОБЕЖНОГО НАСОСА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2450888C2 |
| Способ изготовления текстолатов | 1937 |
|
SU55901A1 |
| Газогенератор высокого давления со взвешенным слоем топлива | 1947 |
|
SU72228A1 |
| МНОГОСТУПЕНЧАТЫЙ ЦЕНТРОБЕЖНЫЙ НАСОС | 1996 |
|
RU2116515C1 |
| ВОЛНОВАЯ УСТАНОВКА | 2021 |
|
RU2775945C1 |
| US 4741668 A, 03.05.1988. | |||

