Область техники
Изобретение относится к впитывающему изделию, содержащему проницаемый для текучей среды верхний лист, не проницаемый для текучей среды нижний лист и впитывающую сердцевину, выполненную между верхним листом и нижним листом, причем впитывающая сердцевина содержит первый впитывающий слой и отверстие, проходящее через первый впитывающий слой.
Уровень техники
Впитывающие изделия такого типа, которые носят внутри обычных трусов, включают в себя защитные средства при недержании и гигиенические прокладки. Поскольку такие изделия должны подбираться по размеру и конфигурации, чтобы помещаться в ограниченном пространстве, имеющемся в промежностной области нижнего белья, в силу необходимости изделия производят с относительно небольшой шириной. По этой причине особая проблема, связанная с такими изделиями, заключается в том, что они могут протекать у боковых краев до того, как будет использована вся всасывающая способность изделия.
Боковая протечка может возникать в результате того, что поглощенная текучая среда распространяется одинаково быстро во всех направлениях от того места, где текучая среда поступает на изделие. Это будет приводить к вытеканию текучей среды из изделия у боковых краев до того, как текучая среда достигнет концов изделия. Еще одной причиной боковой протечки может являться недостаточная всасывающая способность изделия, не позволяющая всей текучей среде, которая вытекает на изделие, попадать непосредственно внутрь изделия. На самом деле текучая среда будет растекаться по верхнему листу и вытекать через боковые края изделия, где она может просачиваться наружу и пачкать одежду пользователя. Дополнительный недостаток, связанный с растеканием текучей среды по наружной поверхности верхнего листа, заключается в том, что большой участок верхнего листа, контаткирующего с телом, будет увлажняться. Это конечно весьма неудобно, поскольку делает прокладку негигиеничной и неприятной при ношении.
Защитные средства при недержании и гигиенические прокладки предназначаются для того, чтобы, имея достаточно большую общую всасывающую способность, впитывать всю текучую среду, которая, как ожидается, будет высвобождаться на впитывающую прокладку во время периода носки. Однако текучая среда обычно вытекает не в виде постоянного потока, а в виде внезапных струй относительно большого объема под высоким давлением и в течение очень короткого периода времени. Соответственно было бы желательно, чтобы впитывающее изделие было способно принимать и вмещать выделяемую текучую среду с соответствующей скоростью.
Ранее были предприняты большие усилия, чтобы преодолеть проблему боковых протечек применительно к впитывающим изделиям одноразового использования, таким как защитные средства при недержании и гигиенические прокладки. Однако до сих пор такие усилия не стали эффективными в полной мере.
В международной публикации WO 2009/105000 описан слоистый волокнистый материал, содержащий углубления с площадью поперечного сечения, уменьшающейся в направлении толщины материала. Такой материал можно применять в качестве материала, всасывающего текучую среду, и приспособить для улучшения протекания текучей среды через материал.
Несмотря на то, что слоистый материал согласно известному уровню техники в известной степени может уменьшать проблему боковых протечек, по-прежнему существует большая потребность в дополнительных усовершенствованиях защиты от боковых протечек для того типа впитывающих изделий, которые носят в промежностной области нижнего белья.
Сущность изобретения
В соответствии с изобретением предлагается впитывающее изделие с улучшенной всасывающей способностью, улучшенными характеристиками распределения текучей среды и защитой от протечек.
Впитывающее изделие согласно изобретению имеет продольное направление и поперечное направление, боковые края, проходящие в продольном направлении, и торцевые края, проходящие в поперечном направлении, и содержит проницаемый для текучей среды верхний лист, не проницаемый для текучей среды нижний лист и впитывающую сердцевину, выполненную между верхним листом и нижним листом, причем впитывающая сердцевина содержит первый впитывающий слой, и первый впитывающий слой содержит проходящее через него отверстие. Структура, управляющая потоком текучей среды, выполнена между первым впитывающим слоем и нижним листом, причем структура, управляющая потоком текучей среды, представляет собой слоистую структуру, содержащую неперфорированный волокнистый полимерный слой и первый перфорированный полимерный слой, причем первый перфорированный полимерный слой имеет основную массу от 50 г/м2 до 150 г/м2, предпочтительно основную массу от 60 г/м2 до 100 г/м2.
Структура, управляющая потоком текучей среды, обеспечивает изделие с высокой всасывающей способностью.
Кроме того, изделие согласно изобретению обеспечивает большой объем пор для временного хранения текучей среды. Объем пор создается как полым пространством внутри пористой структуры, управляющей потоком текучей среды, так и лунками, образованными у отверстий во впитывающем слое. После того, как текучая среда попала в структуру, управляющую потоком текучей среды, она может протекать в открытопористую структуру неперфорированного слоя и распределяться вдали от изначально смоченной области впитывающего изделия. Структура, управляющая потоком текучей среды, не только увеличивает перенос текучей среды далеко от изначально смоченной поверхности, но также повышает уровень распределения текучей среды по всей впитывающей сердцевине как в направлении длины, так и в направлении толщины изделия. Ширина структуры, управляющей потоком текучей среды, может быть меньше ширины первого впитывающего слоя, в результате чего скорость рассредоточения текучей среды меняется у края структуры, управляющей потоком текучей среды. Структура, управляющая потоком текучей среды, предпочтительно представляет собой высокопористую структуру с меньшим сопротивлением потоку текучей среды, чем у первого впитывающего слоя, что подразумевает, что текучая среда будет предпочтительно продолжать двигаться в структуру, управляющую потоком текучей среды. Соответственно края структуры, управляющей потоком текучей среды, могут действовать как барьеры на пути распределения текучей среды перпендикулярно боковым краям впитывающего изделия, уменьшая риск боковой протечки.
Отверстие, проходящее через первый впитывающий слой, предпочтительно находится в смачиваемой области изделия. Смачиваемая область изделия представляет собой ту часть изделия, которая изначально предназначена для смачивания изделия выделяемой текучей средой во время ношения и расположена в промежностной области впитывающего изделия. Благодаря размещению отверстия в смачиваемой области в первом впитывающем слое выделяемая текучая среда может протекать непосредственно в отверстие, собираться и временно содержаться в пространстве, образованном отверстием и примыкающими слоями впитывающего изделия.
Первый впитывающий слой впитывающего изделия согласно изобретению может иметь одно или несколько отверстий. Отверстие или отверстия могут иметь любую подходящую форму или комбинацию форм, такую как круглая, овальная, прямоугольная, квадратная форма, звездообразная форма, форма цветка, форма сердца, H-образная форма, T-образная форма, I-образная форма и т.д. Соответственно расположение, форма и размер отверстия или отверстий могут варьироваться в пределах объема изобретения.
Благодаря своей высокой плотности и сочетанию перфорированного слоя и неперфорированного слоя структура, управляющая потоком текучей среды, предпочтительно будет иметь относительно высокую жесткость при изгибе. Высокая жесткость при изгибе обеспечивает впитывающую прокладку с улучшенной способностью сопротивляться поперечному сжатию между бедрами пользователя (владельца) изделия и препятствует нежелательной деформации изделия во время носки, благодаря чему отверстие в первом впитывающем слое остается открытым для приема текучей среды на протяжении всего использования изделия. Жесткость при изгибе или сопротивление изгибу слоистого материала в структуре, управляющей потоком текучей среды, определяемые согласно модифицированной процедуре круглого изгиба по стандарту ASTM D 4032-82 CIRCULAR BEND PROCEDURE, могут составлять 0,5-5 Н, предпочтительно 1-4 Н. Может оказаться желательным, чтобы жесткость при изгибе какой-либо части впитывающего изделия, проходящей с боковой наружной стороны структуры, управляющей потоком текучей среды, имела более низкую жесткость при изгибе, чем структура, управляющая потоком текучей среды, в результате чего такие менее жесткие боковые участки впитывающего изделия могут действовать как амортизирующее средство между структурой, управляющей потоком текучей среды и ногами пользователя.
Впитывающее изделие согласно изобретению может содержать второй впитывающий слой, выполненный между структурой, управляющей потоком текучей среды, и нижним листом.
Первый перфорированный полимерный слой может представлять собой нетканый материал, пленку или ламинат пленки/нетканого материала. Предпочтительно первый перфорированный полимерный слой представляет собой нетканый материал. Подходящие полимеры для первого перфорированного полимерного слоя могут представлять собой полиолефины, сложные полиэфиры, полиамиды, причем предпочтительными являются смеси и комбинации таких полимеров с полипропиленом. Нетканые материалы могут представлять собой материалы из пряжи кардного прочеса, скрепленные с помощью смолы, материалы из пряжи кардного прочеса, скрепленные с помощью аэродинамического скрепления, материалы спанбонд-мелтбонд-спанбонд (SMS), гидросплетенные материалы из пряжи кардного прочеса или термоскрепленные материалы из пряжи кардного прочеса.
Первый перфорированный полимерный слой может представлять собой объемно-формованный слой с проходящими внутри отверстиями, причем отверстия проходят от первой поверхности слоя ко второй поверхности слоя, образуют выступы на второй поверхности и предпочтительно имеют воронкообразную форму. Под отверстием воронкообразной формы в данном контексте подразумевается отверстие, имеющее коническую форму в направлении своего углубления, так что площадь поперечного сечения отверстия уменьшается по мере движения вдоль отверстия.
Первый перфорированный полимерный слой можно помещать таким образом, чтобы его вторая поверхность была обращена к неперфорированному волокнистому полимерному слою, или можно помещать таким образом, чтобы его вторая поверхность была обращена в сторону, противоположную неперфорированному волокнистому полимерному слою.
Первый перфорированный полимерный слой можно помещать в качестве первого слоя структуры, управляющей потоком текучей среды, то есть в качестве слоя структуры, который расположен ближе других к верхнему листу.
Отверстия в первом перфорированном полимерном слое могут иметь средний размер 0,5-5 мм, исходя из измерения самого маленького диаметра отверстий.
Открытая область первого перфорированного полимерного слоя может составлять 5-30%, предпочтительно 10-25%.
Неперфорированный волокнистый полимерный слой может представлять собой материал Хай-Лофт с основной массой 20-120 г/м2, предпочтительно 60-100 г/м2. Полимер для неперфорированного волокнистого полимерного слоя может представлять собой сложный полиэфир.
Структура, управляющая потоком текучей среды может представлять собой трехслойную структуру, состоящую из неперфорированного волокнистого полимерного слоя, первого перфорированного полимерного слоя и второго перфорированного полимерного слоя, причем неперфорированный волокнистый полимерный слой зажат между первым перфорированным полимерным слоем и вторым перфорированным полимерным слоем.
Второй перфорированный полимерный слой может представлять собой объемно-формованный слой с отверстиями, проходящими от первой поверхности материала ко второй поверхности материала и образующими выступы на второй поверхности.
Слои в структуре, управляющей потоком текучей среды, можно скреплять друг с другом с помощью адгезива. Однако для соединения слоев можно применять другие средства, такие как термоскрепление путем горячего тиснения или ультразвуковая сварка, также слои соединяют без применения каких-либо скрепляющих средств. Структура, управляющая потоком текучей среды, согласно изобретению в общем имеет плоскую форму. В частности, неперфорированный волокнистый полимерный слой предпочтительно должен иметь одинаковую толщину и равномерную пористую структуру. Скрепление слоев предпочтительно следует осуществлять таким образом, чтобы оказывать минимальное воздействие на форму и пористую структуру неперфорированного волокнистого полимерного слоя.
Полимерные материалы структуры, управляющей потоком текучей среды, могут представлять собой не впитывающие материалы, которые не удерживают какую-либо текучую среду в самом материале. Функция структуры, управляющей потоком текучей среды заключается в обеспечении впитывающего изделия со способностью временно удерживать текучую среду и в распределении текучей среды в изделии. Поскольку полимерные материалы в структуре, управляющей потоком текучей среды, могут быть гидрофобными и иметь краевой угол смачивания (θ), равный 90° или близкий к 90°, это означает, что они не обладают способностью смачиваться или обладают очень низкой способностью смачиваться при контакте с текучими средами на водной основе, что может быть выгодно, если компоненты структуры, управляющей потоком текучей среды, подвергают обработке для уменьшения краевого угла смачивания и превращения их в гидрофильные, то есть смачиваемые биологическими текучими средами. Идеально смачивающийся материал имеет краевой угол смачивания (θ)0°. Можно применять любой общеизвестный способ превращения гидрофобного материала в гидрофильный, такой как обработка поверхностно-активными веществами, плазменная обработка или обработка коронным разрядом и т.д.
Один из аспектов типичного варианта осуществления изобретения относится к трехслойной структуре, управляющей потоком текучей среды, в котором как первый перфорированный полимерный слой, так и второй перфорированный полимерный слой могут представлять собой объемно-формованный слой с проникающими отверстиями предпочтительно воронкообразной формы, проходящими от первой поверхности слоя до второй поверхности слоя и образующими выступы на второй поверхности. Оба перфорированных полимерных слоя можно помещать таким образом, чтобы вторая поверхность была обращена в сторону неперфорированного волокнистого полимерного слоя, выполненного между перфорированными полимерными слоями.
Отверстия в первом и втором перфорированных полимерных слоях могут не совпадать друг с другом. Когда отверстия в первом и втором перфорированных полимерных слоях не совпадают друг с другом, текучая среда, наткнувшись на один из слоев, не может проходить напрямую через толщу структуры, управляющей потоком текучей среды, а вынуждена проходить через структуру, управляющую потоком текучей среды по более извилистому пути. Кроме того, когда текучая среда поступает в структуру, управляющую потоком текучей среды, через первый перфорированный полимерный слой, который помещен лицевой поверхностью к верхнему листу изделия, по меньшей мере, некоторое количество текучей среды проходит вниз к нижнему листу. Когда текучая среда достигнет второго перфорированного полимерного слоя в неперфорированном месте, она будет растекаться по второму перфорированному полимерному слою и распределяться внутри структуры, управляющей потоком текучей среды, прежде чем она, в конце концов, сможет вытекать через отверстие во втором перфорированном полимерном слое. Второй перфорированный полимерный слой может представлять собой объемно-формованный материал с отверстиями, образующими выступы на стороне второго перфорированного полимерного слоя, которая обращена к неперфорированному волокнистому полимерному слою структуры, управляющей потоком текучей среды. В таком случае между выступами образуется сеть связанных между собой каналов, в которой текучая среда может улавливаться и протекать на значительном расстоянии от изначально смоченной поверхности перед тем, как покинуть структуру, управляющую потоком текучей среды.
Объемно-формованные первый и второй перфорированные полимерные слои могут быть направлены верхушками отверстий, то есть выступы, непосредственно к неперфорированному волокнистому полимерному слою или в сторону, противоположную неперфорированному волокнистому полимерному слою. Объемно-формованные первый и второй перфорированные полимерные слои и неперфорированный волокнистый полимерный слой из материала Хай-Лофт вместе вносят вклад в объем пор структуры, управляющей потоком текучей среды и в способность структуры вмещать текучую среду и перемещать ее через структуру.
Когда структура, управляющая потоком текучей среды, представляет собой трехслойную структуру, состоящую из неперфорированного волокнистого полимерного слоя, который зажат между первым перфорированным полимерным слоем и вторым перфорированным полимерным слоем, второй перфорированный полимерный слой может отличаться от первого перфорированного полимерного слоя по химическому составу, физическому составу, объемности, размеру открытой области, размеру отверстий и т.д. Альтернативно второй перфорированный полимерный слой может быть идентичен первому перфорированному полимерному слою. При этом второй перфорированный полимерный слой может иметь основную массу, размер открытой области и размер отверстий согласно первому перфорированному полимерному слою.
Оба перфорированных полимерных слоя могут представлять собой объемно-формованные слои, которые описаны в настоящем документе. Каждый слой может содержать проникающие отверстия, которые начинаются на первой поверхности слоя и проходят до второй поверхности слоя с верхушками отверстий, образующими выступы на второй поверхности слоя. Отверстия могут иметь трубчатые структуры и предпочтительно имеют воронкообразную форму с площадью поперечного сечения, уменьшающейся по мере движения в направлении от первой поверхности ко второй поверхности перфорированного слоя.
Альтернативно один или оба перфорированных полимерных слоя могут представлять собой плоские (двухмерные) слои. Когда, по меньшей мере, один из перфорированных полимерных слоев представляет собой объемно-формованный слой, такой объемно-формованный перфорированный слой может быть выполнен таким образом, чтобы его первая поверхность была обращена в сторону, противоположную неперфорированному полимерному слою, или его первая поверхность была обращена к неперфорированному полимерному слою. Во впитывающем изделии согласно изобретению объемно-формованный перфорированный полимерный слой, ориентированный таким образом, что его сторона с выступами обращена к верхнему листу изделия, обычно будет способствовать распределению текучей среды в плоскости X-Y, то есть в продольном и поперечном направлениях изделия в большей степени, чем объемно-формованный перфорированный полимерный слой, ориентированный таким образом, что его сторона с выступами обращена к нижнему листу изделия, и который обычно будет способствовать переносу текучей среды в Z-направлении изделия, то есть в направлении толщины.
Первый и второй перфорированные полимерные слои могут пропускать через себя текучую среду, но действуют как защитные барьеры, которые предотвращают попадание частиц и волокон в структуру, управляющую потоком текучей среды, препятствующих переносу текучей среды внутри структуры, управляющей потоком текучей среды. Частицы и волокна могут представлять собой впитывающие материалы, такие как частицы впитывающих полимеров, общеизвестных как “суперабсорбенты”, целлюлозные волокна распушенной целлюлозы и т.д.
Структура, управляющая потоком текучей среды, может иметь высокое сопротивление сжатию, определяемое в описанном здесь испытании на сжатие. Соответственно толщина структуры, управляющей потоком текучей среды, при 5 кПа может составлять 60-80% от толщины при 0,5 кПа при первом, втором и третьем сжатии, осуществляемом согласно описанному здесь испытанию на сжатие.
Во впитывающем изделии согласно изобретению первый впитывающий слой может иметь более одного проходящего через него отверстия. Отверстия могут находиться в одной и той же центральной области впитывающего изделия, например в промежностной области изделия, или могут находиться на разных участках изделия, например на двух или более участках промежностной области и на концевых участках изделия. Промежностная область в данном контексте представляет собой участок изделия, который должен находиться в промежности пользователя и контактировать с пудендальной областью пользователя. Промежностная область включает в себя смачиваемую область изделия и может быть асимметрично расположена в продольном направлении изделия. Концевые участки находятся по обе стороны промежностной области в продольном направлении изделия. Можно производить изделие с концевыми участками, которые специально выполнены с возможностью размещения в направлении живота или ягодиц пользователя, и в таком случае они могут отличаться по размеру, форме и т.д., чтобы дать возможность пользователю применять изделие подходящим образом внутри нижнего белья.
Впитывающее изделие согласно изобретению может быть снабжено средством для крепления изделия внутри обычного нижнего белья или другой поддерживающей одежды в виде трусов. Крепежные средства могут представлять собой адгезивные крепежные средства, фрикционные крепежные средства, механические крепежные средства, такие как часть контактной ленты типа “липучка”, содержащая крючки, или комбинации разных типов средств крепления, которые известны в данной области техники.
Впитывающее изделие может представлять собой подгузник открытого типа, который крепится вокруг нижней части туловища пользователя с помощью застежки-липучки, ремней или подобных средств, или может представлять собой подгузник-трусы закрытого типа. Альтернативно впитывающее изделие может представлять собой тот тип, который носят внутри поддерживающих трусов или с удерживающим приспособлением, таким как гигиеническая прокладка, прокладка на каждый день, или защитное средство при недержании. Предпочтительно впитывающее изделие представляет собой защитное средство при недержании.
Впитывающее изделие согласно изобретению может содержать проницаемый для текучей среды верхний лист, расположенный на поверхности защитного средства при недержании, которая, как предполагается, будет обращена к телу пользователя защитного средства при недержании; нижний лист, расположенный на поверхности защитного средства при недержании, которая, как предполагается, обращена к нижнему белью пользователя; и впитывающую сердцевину, выполненную между верхним листом и нижним листом.
Оболочка может представлять собой тот тип оболочки, при котором верхний лист и нижний лист защитного средства при недержании проходят вместе по всему периметру впитывающей сердцевины с ее наружной стороны и соединяются друг с другом с помощью краевого соединения по периметру впитывающему сердцевины. Краевое соединение можно образовывать любым подходящим способом, который известен в данной области техники, таким как скрепление с помощью адгезива, ультразвуковая сварка, термоскрепление, сшивание и т.д. Также в пределах объема изобретения возможны альтернативные схемы оформления оболочки, такие как оболочки в виде обертки.
Верхний лист может состоять из любого материала, который подходит для такой цели. Примерами широко используемых материалов для верхнего листа являются нетканые материалы, перфорированные полимерные пленки, полимерные или текстильные сетки и пропускающие текучую среду слои пены. Также широко используются ламинаты, состоящие из двух или более материалов для верхнего листа, верхние листы, сами по себе состоящие из разных материалов в разных частях пропускающей текучую среду поверхности, которая обращена к пользователю. Предпочтительно верхний лист представляет собой нетканый материал без отверстий.
Нижний лист предпочтительно не проницаем для текучей среды. Однако материалы для нижнего листа, которые исключительно стабильны по отношению к проникновению текучей среды, можно применять, прежде всего, в тех случаях, когда, как предполагается, защитное средство при недержании будет поглощать относительно небольшие количества мочи. Нижний лист может представлять собой тонкую, гибкую, непроницаемую для текучей среды полимерную пленку, но в пределах объема изобретения также предусматриваются не проницаемые для текучей среды нетканые материалы, не проницаемые для текучей среды пены и не проницаемые для текучей среды ламинаты. Нижний лист может быть способен пропускать воздух, что означает, что через нижний лист могут проходить воздух и пар. Кроме того, нижний лист может иметь наружную поверхность, обращенную к одежде, из текстильного материала, такого как нетканый материал.
Впитывающую сердцевину можно изготавливать из любого подходящего впитывающего или поглощающего текучую среду материала, который известен в данной области техники, такого как один или несколько слоев распушенной целлюлозы, целлюлозного пенопласта, волокнистых набивок и т.д. Впитывающая сердцевина может содержать волокна или частицы высоковпитывающего полимерного материала, общеизвестного как суперабсорбенты, которые представляют собой материалы, обладающие способностью впитывать и удерживать большие количества текучей среды в результате образования гидрогеля. Суперабсорбенты можно смешивать с распушенной целлюлозой и/или можно выполнять в полостях или слоях впитывающей сердцевины. Впитывающая сердцевина дополнительно может включать в себя компоненты для улучшения характеристик впитывающей сердцевины. Некоторыми примерами таких компонентов являются связующие волокна, материалы для диспергирования текучей среды, материалы для накопления текучей среды и т.д., которые известны в данной области техники.
Впитывающее изделие может содержать более одной впитывающей сердцевины. Сердцевины могут представлять собой верхнюю более крупную сердцевину и нижнюю более мелкую сердцевину.
Изделие может дополнительно содержать такие компоненты, как эластичные элементы. Эластичные элементы можно выполнять вдоль боковых краев впитывающего изделия. Эластичные элементы, выполненные вдоль боковых краев впитывающего изделия, улучшают анатомическую подгонку изделия путем создания продольного изгиба изделия в соответствии с изгибом области промежности пользователя.
Когда впитывающая сердцевина содержит первый впитывающий слой и второй впитывающий слой, структуру, управляющую потоком текучей среды, можно выполнять между первым впитывающим слоем и вторым впитывающим слоем. Первый впитывающий слой может находиться ниже верхнего листа и непосредственно контактировать с верхним листом. Альтернативно первый впитывающий слой может находиться в косвенном контакте с верхним листом через один или несколько промежуточных компонентов, таких как тканевые слои, накопительные слои или дополнительные впитывающие слои. Аналогично второй впитывающий слой может находиться непосредственно ниже структуры, управляющей потоком текучей среды и непосредственно контактировать со структурой, управляющей потоком текучей среды, и нижним листом, хотя альтернативно может находиться в косвенном контакте с одним из них или с обоими из указанных компонентов через промежуточные компоненты.
Впитывающие слои сердцевины могут представлять собой однородные структуры или сами по себе могут представлять собой слоистые структуры, такие как впитывающие ламинаты из одинаковых или разных материалов. Впитывающие слои могут иметь одинаковую толщину или могут отличаться по толщине в разных частях слоев. Аналогично могут отличаться основная масса и состав внутри впитывающих слоев. В качестве примера впитывающий слой может содержать смесь впитывающих и/или не впитывающих волокон и материала-суперабсорбента, где отношение материала-суперабсорбента к волокну может варьироваться в слое.
Структура, управляющая потоком текучей среды, может быть прямоугольной формы и может быть закруглена в продольном и поперечном направлениях около участков впитывающей сердцевины. Хотя можно применять другие формы и конфигурации структуры, управляющей потоком текучей среды, обычно предпочтительно, если структура, управляющая потоком текучей среды, имеет ту же самую или меньшую ширину, чем впитывающая сердцевина, и также ту же самую или меньшую длину, чем впитывающая сердцевина. Структура, управляющая потоком текучей среды, обладает высокопористой внутренней структурой с меньшим сопротивлением потоку текучей среды, чем у традиционных впитывающих материалов. Это означает, что до того, как текучая среда впитается материалом сердцевины, скорость рассредоточения текучей среды меняется у края структуры, управляющей потоком текучей среды, таким образом, что текучая среда, достигшая края, будет продолжать двигаться, главным образом, в структуре, управляющей потоком текучей среды, где сопротивление потоку низкое. Следовательно, края структуры, управляющей потоком текучей среды, действуют в качестве барьеров на пути распределения текучей среды перпендикулярно боковым краям впитывающего изделия, тем самым, уменьшая риск боковой протечки. Традиционные впитывающие материалы, такие как распушенная целлюлоза и суперабсорбенты, имеют сравнительно меньше капиллярных каналов, чем структура, управляющей потоком текучей среды. Волокнистая структура с тонкими капиллярными каналами обладает низкой способностью поглощать текучую среду, но высокой способностью удерживать текучую среду, как только текучая среда попадает в структуру. Материал-суперабсорбент имеет еще более низкую интенсивность поглощения и более высокую удерживающую способность, чем волокнистые впитывающие структуры, благодаря тому, что поглощение текучей среды в таких материалах обусловлено в основном осмотическим давлением.
Компоненты впитывающего изделия можно соединять друг с другом с помощью традиционного средства, такого как высокопрочный адгезив, термоскрепление, ультразвуковая сварка и т.д. Может не быть необходимости в соединении внутренних компонентов впитывающего изделия друг с другом с помощью специального скрепляющего средства. Соответственно, может быть достаточным, чтобы такие компоненты удерживались вместе с помощью сил трения.
Способы испытаний
Модифицированная процедура круглого изгиба
согласно стандарту ASTM D 4032-82
(ASTM D 4032-82 CIRCULAR BEND PROCEDURE)
Измерительный прибор
Измерительный прибор представляет собой модифицированный измерительный прибор для определения жесткости при круглом изгибе, содержащий следующие части:
- Гладко полированную подставку в виде стальной плиты с размерами 102,0×102,0×6,35 мм, имеющую отверстие с диаметром 18,75 мм. Перекрываемый край отверстия должен быть выполнен под углом 45° до глубины 4,75 мм.
- Плунжер, имеющий полную длину 72,2 мм, диаметр 6,25 мм, сферический передний конец с радиусом 2,97 мм и острие, проходящее на 0,88 мм от него, имеющее диаметр основания 0,33 мм и заострение с радиусом менее 0,5 мм, причем плунжер установлен концентрично относительно отверстия и с одинаковым зазором со всех сторон. Следует отметить, что острие предназначено просто для предотвращения бокового перемещения испытываемого образца во время испытания. Следовательно, если острие оказывает значительное отрицательное воздействие на испытываемый образец (например, прокалывает надувное устройство), то острие не следует использовать. Нижняя часть плунжера должна быть установлена на достаточном расстоянии над верхней стороной плиты с отверстием. Ход сферического переднего конца вниз осуществляется из данного положения точно до нижней части отверстия плиты.
- Динамометр и, более точно, динамометрический датчик Инстрон (Instron) с инверсным сжатием. Динамометрический датчик имеет диапазон нагружения от 0,0 до 10 Н.
- Исполнительный механизм и, более точно, измерительный прибор InstronTM, имеющий динамометрический датчик с инверсным сжатием. Измерительный прибор InstronTM изготовлен корпорацией Инстрон (“Instron Engineering Corporation”, Кантон, Массачусетс).
Число образцов и их получение
Для выполнения процедуры данного испытания из испытываемого слоистого материала вырезают 10 испытываемых образцов размером 37,5×37,5 мм.
Процедура
Процедура “CIRCULAR BEND PROCEDURE” состоит в следующем. Образцы приводят в соответствующее состояние, оставляя их в помещении, в котором температура составляет 21±1° и относительная влажность 50±2% в течение 2 ч. Выравнивают плиту для испытаний. Скорость плунжера устанавливают на уровне 50,0 см/мин на полной длине хода. Образец помещают в центре подставки с отверстием под плунжером так, чтобы обращенная к телу поверхность образца была обращена к плунжеру, а поверхность, обращенная к одежде, была обращена к подставке. Ноль индикатора устанавливают и при необходимости регулируют. Плунжер приводят в действие. Следует избегать касания образца во время испытания. Записывают показание, соответствующее максимальной силе с точностью до ближайшего деления в граммах. Вышеуказанные стадии повторяют до тех пор, пока не будут испытаны все пять идентичных образцов.
Способность к сжатию
Процедура
Принцип данного способа состоит в медленном сжатии материала с помощью металлического стержня с усилием 5 Н с одновременным измерением толщины материала в непрерывном режиме. Результат заключается в получении экспериментальных точек для построения зависимости величины усилия от углубления. Усилие переводится в давление с учетом площади контактной поверхности стержня. Металлический стержень является цилиндрическим и имеет диаметр плоского основания 10 мм. Стержень устанавливают в динамометрический датчик с диапазоном нагружения до 10 Н в верхнем зажиме измерительного прибора Инстрон (Instron). В нижнем зажиме устанавливается плоская плита и центрируется относительно стержня таким образом, что образец может находиться сверху плиты и подвергаться сжатию без перемещения плиты. Скорость движения стержня составляет 5 мм/мин. Указанные параметры предварительно запрограммированы в программном обеспечении управления и обработки данных Bluehill корпорации Инстрон (Instron), называемом “New Mecano 5 N”, но перед осуществлением испытания параметры программы следует проверять, чтобы удостовериться, что все ограничения установлены на их соответствующие значения. Выполнение модифицированной версии могло бы привести к поломке оборудования, а именно чувствительного динамометрического датчика.
Выполнение испытания
Первое испытание представляет собой холостой эксперимент без образца. Такой эксперимент применяют для установления положения нулевой толщины, которое соответствует положению, в котором стальная плита останавливает стержень. В холостом эксперименте обычно развиваются более высокие усилия, чем максимальное предельное значение, установленное до остановки стержня, из-за быстрого увеличения усилия, которое возникает, когда стержень ударяется о металл, и которое прибор не может компенсировать достаточно быстро. Следует принять меры и убедиться, что динамометрический датчик может выдержать удар без поломки. В холостом эксперименте можно применять специальные установочные параметры, чтобы уменьшить максимальное предельное усилие и скорость стержня.
Когда стержень останавливается, оборудование Инстрон (Instron) дожидается входной информации от пользователя. Затем величина углубления вручную устанавливается на нуль. Это гарантирует, что величина углубления установлена на нуле в точно заданной точке, где стержень касается основания, и величина углубления измеряется относительно нижней плиты. После чего стержень можно поднимать вручную, чтобы на нижнюю плиту можно было поместить образец.
Для испытания образца стержень вручную перемещают таким образом, чтобы он был выше поверхности образца, и запускают программу. Стержень опускается со скоростью 5 мм/мин пока не достигнет предельного усилия.
Образцы
Образцы представляли собой квадраты со сторонами 50 мм, вырезанные из подвергаемого испытанию материала. Если материал имел переменную толщину, образцы получали из самых толстых частей материала. Стержень оказывает давление в центре образца, и каждый образец испытывают три раза без смещения образца между экспериментами. Использовали десять образцов каждого испытываемого материала, проведя всего тридцать измерений.
Результаты
В результате получают полную серию экспериментальных точек для построения зависимости величины усилия от величины углубления. Усилие обычно пересчитывают в давление, используя измеренное усилие, деленное на площадь нижней части стержня. Результат можно представлять графически и публиковать или можно выбирать удельное давление и обнаруженную толщину таким образом, чтобы результат представлял собой толщину в зависимости от заданного давления.
Измерение открытой области и диаметра отверстий
Чтобы в материале с отверстиями определить открытую область и диаметр отверстий, можно применять следующий способ.
Оборудование
- Микроскоп Nikon
- Персональный компьютер
- Программное обеспечение NIS-Elements BR 3.10
Процедура:
- отобрать образец материала c отверстиями;
- поместить образец на считывающую поверхность микроскопа;
- запустить программное обеспечение;
- зафиксировать репрезентативное изображение образца;
- провести анализ параметров методом контрастирования, включая высвечивание областей, занятых отверстиями.
Программное обеспечение рассчитывает диаметры высвеченных отверстий в виде большой диагонали и малой диагонали ромба, вписанного в отверстие. Отношение диаметров применяется для определения соответствия фактической усредненной формы отверстий круглой форме, где отношение, равное 1, подразумевает идеально круглую форму.
Среднее значение площади отверстий, полученное с помощью программного обеспечения, применяют для расчета процентного содержания открытой области.
Можно применять альтернативные способы определения открытой области и диаметра отверстий, такие как способы определения вручную и способы на основе сканирующей электронной микроскопии.
Краткое описание чертежей
Ниже изобретение будет более подробно описано со ссылкой на чертежи.
На фиг. 1 показано защитное средство при недержании согласно изобретению, наблюдаемое со стороны, которая во время носки защитного средства при недержании обращена к нижнему белью;
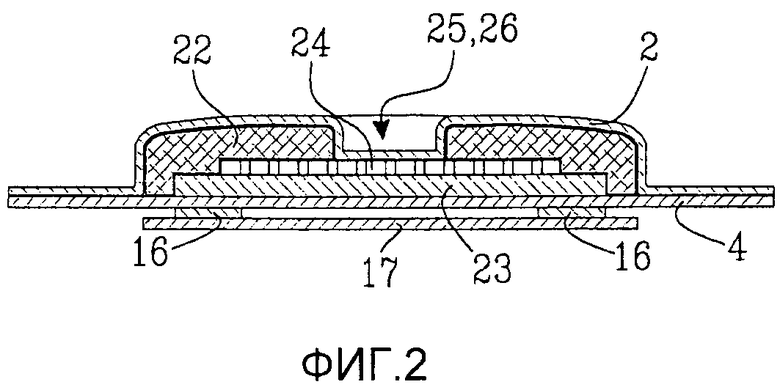
На фиг. 2 показано сечение защитного средства при недержании, показанного на фиг. 1, сделанное по линии II-II;
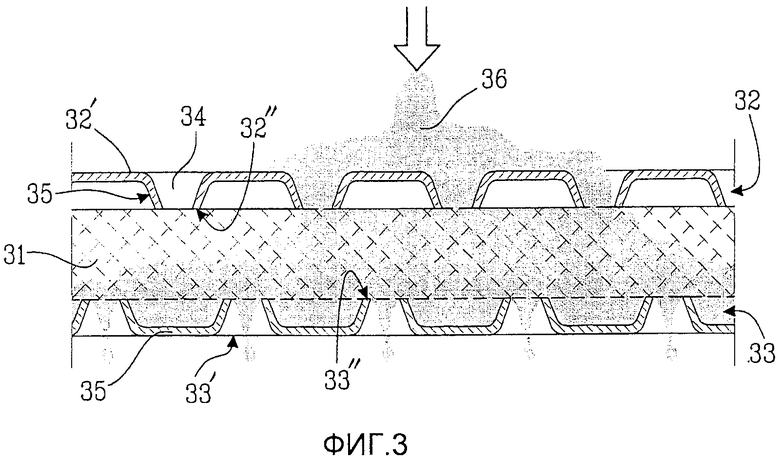
На фиг. 3 показано сечение структуры, управляющей потоком текучей среды согласно изобретению;
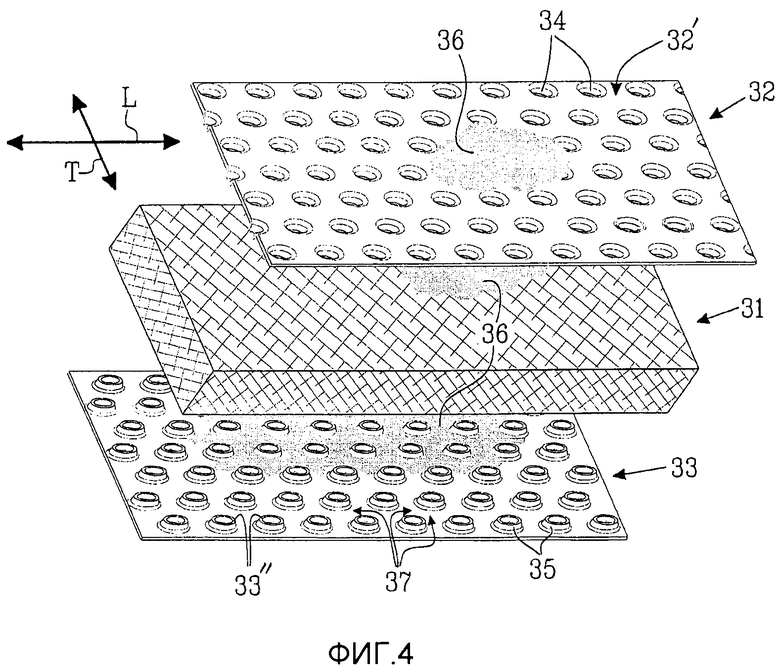
На фиг. 4 показан вид в перспективе структуры, управляющей потоком текучей среды текучей среды согласно изобретению в разобранном виде;
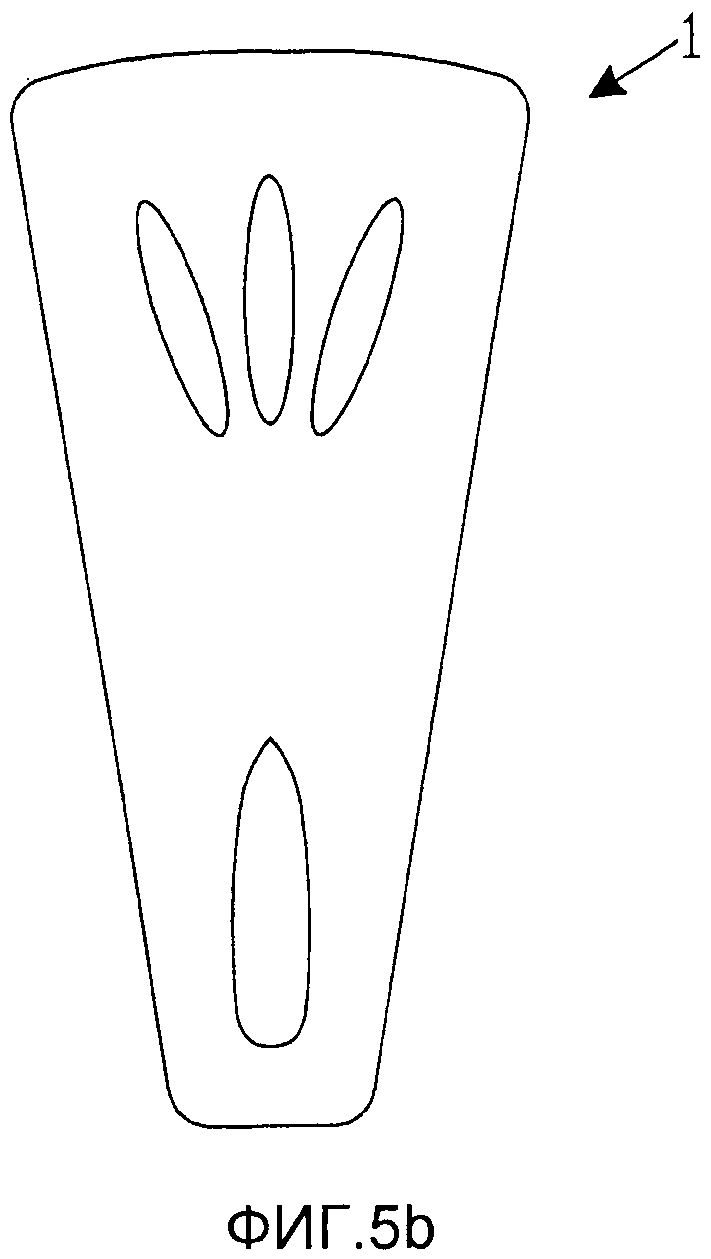
На фиг. 5 показаны впитывающие слои с отверстиями в них.
Описание вариантов осуществления изобретения
Примером впитывающего изделия согласно изобретению является защитное средство при недержании, которое показано на фиг. 1 и 2. Следует понимать, что изобретение одинаково применимо к любому типу гигиенических впитывающих изделий. Такие изделия включают в себя защитные средства при недержании, гигиенические прокладки, прокладки на каждый день, подгузники с застежками на липучках, подгузники в виде трусов или подгузники ленточного типа.
На фиг. 1 показано защитное средство 1 при недержании мочи, наблюдаемое со стороны защитного средства 1 при недержании, которая, как предполагается, при ношении обращена к телу, когда защитное средство 1 при недержании носится.
Защитное средство 1 при недержании содержит проницаемый для текучей среды верхний лист 2, нижний лист 4 и впитывающую сердцевину 6, выполненную между верхним листом 2 и нижним листом 4.
Как показано на фиг. 1, верхний лист 2 и нижний лист 4 защитного средства при недержании 1 проходят вместе за пределы впитывающей сердцевины 6 по всему периметру впитывающей сердцевины 6 и соединяются друг с другом с помощью краевого соединения 7 по периметру впитывающей сердцевины 6.
Верхний лист 2 и нижний лист 4 могут состоять из любого материала, подходящего для конкретной цели, описанной в настоящем документе.
Когда защитное средство 1 при недержании, которое показано на фиг. 1 и 2, полностью развернуто во всех направлениях, оно имеет удлиненную, обычно прямоугольную форму. Слово “обычно” в данном контексте означает, например, что углы защитного средства 1 при недержании могут быть закруглены, или что края защитного средства 1 при недержании могут быть не полностью прямолинейными, как проиллюстрировано на фиг. 1. Не следует считать форму защитного средства 1 при недержании, показанную на фиг. 1, ограничивающей изобретение. Соответственно можно применять любую другую подходящую форму, такую как форма песочных часов, трапециевидная форма, треугольная форма, овальная форма и т.д. Форма изделия согласно изобретению может быть симметричной относительно вертикальной осевой линии, проходящей через изделие, как показано на фиг. 1, или может быть асимметричной с концами, отличающимися друг от друга по форме и/или отличающимися друг от друга по размеру.
Защитное средство 1 при недержании на фиг. 1 и 2 имеет два продольных боковых края 8, 9 одинаковой длины, проходящих обычно в том же направлении, что и продольная осевая линия 10 через защитное средство 1 при недержании. Передний и задний торцевые края 11, 12 проходят перпендикулярно к продольной осевой линии 10 на концах защитного средства при недержании. Во время применения защитного средства при недержании 1 задний торцевой край 12, как предполагается, будет направлен назад, и передний торцевой край 11, как предполагается, будет обращен вперед к животу пользователя.
Защитное средство 1 при недержании имеет передний конец 13, задний конец 14 и промежностную область 15, расположенную между концами 13, 14. Промежностная область 15 представляет собой тот участок защитного средства при недержании 1, который, как предполагается, будет располагаться вплотную к промежности пользователя во время носки защитного средства 1 и будет формировать основную зону поглощения биологической текучей среды, которая достигает защитного средства 1.
Защитное средство 1 при недержании дополнительно содержит крепежное средство 16 для крепления защитного средства 1 при недержании внутри поддерживающего предмета одежды типа трусов, такого как трусы (кальсоны). Крепежное средство 16 находится в форме двух проходящих в продольном направлении полос из адгезива, восприимчивого к давлению, помещенных на поверхности нижнего листа 4, обращенной к предмету одежды. Как показано на фиг. 2, крепежное средство 16 должно быть покрыто съемным защитным слоем 17. Защитный слой может представлять собой силиконизированную бумагу, нетканый материал или любой другой съемный материал, который известен в данной области техники. Перед укладкой защитного средства при недержании в поддерживающую одежду типа трусов, защитный слой удаляется с крепежного средства 16, чтобы обнажить адгезив и сделать его доступным для фиксации на предмете одежды типа трусов.
Крепежное средство 16 является необязательным для изобретения и при желании может быть исключено. При применении адгезивного крепежного средства можно применять любую подходящую схему нанесения адгезива, такую как полное покрытие нижнего листа, одна или несколько продольных полос адгезива, пересекающиеся полосы, точки, круги, кривые, звездочки и т.д. Кроме того, крепежное средство 16 может представлять собой механическое средство креплении, такое как средства крепления типа крючков, зажимов, кнопок и т.д., или может представлять собой средства крепления фрикционного типа, такие как фрикционное покрытие или открытоячеистая пена. Также возможны комбинации разных типов средств фиксации.
Впитывающая сердцевина 6 защитного средства 1 при недержании, показанного на фиг. 1 и 2, содержит первый впитывающий слой 22 и второй впитывающий слой 23. Структура 24, управляющая потоком текучей среды, выполнена между первым впитывающим слоем 22 и вторым впитывающим слоем 23. В защитном средстве при недержании 1 на фиг. 1 и 2 первый впитывающий слой 22 помещается ниже верхнего листа 2 и непосредственно контактирует с верхним листом 2. Можно применять альтернативные схемы размещения, как описано в настоящем документе.
Первый впитывающий слой 22 и второй впитывающий слой 23, как показано на фиг. 2, обычно имеют прямоугольные формы. Второй впитывающий слой 23 выполняется ниже первого впитывающего слоя 22. Второй впитывающий слой 23 немного меньше первого впитывающего слоя 22, так что первый впитывающий слой 22 выходит за пределы второго впитывающего слоя 23 на переднем и заднем конце защитного средства 1 при недержании. Размер и форма впитывающих слоев могут отличаться от размера и формы, показанных на фигурах, без отступления от изобретения. Кроме того, второй впитывающий слой 23 может быть исключен из впитывающего изделия согласно изобретению или изделие может содержать один или несколько дополнительных впитывающих слоев.
Первый впитывающий слой 22 содержит отверстие 25, полностью проходящее через слой 22 в промежностной области 15 защитного средства 1 при недержании. Отверстие 25 имеет удлиненную форму. Без отступления от изобретения форма, размер и расположение отверстия 25 в первом впитывающем слое 22 могут отличаться от формы, размера и расположения, показанных на фиг. 1, которая описана в настоящем документе.
Верхний лист 2, как показано на фиг. 1, продолжается вниз внутрь полости 26, которая образована отверстием 25 в первом впитывающем слое 22 и поверхностью верхнего листа, обращенной к структуре, управляющей потоком текучей среды 24. Полость 26 расположена в смачиваемой области защитного средства 1 при недержании и при использовании будет находиться непосредственно под мочеиспускательным каналом и вагинальным отверстием пользователя женского пола. Любая биологическая текучая среда, которая высвобождается в защитное средство 1 при недержании, будет собираться непосредственно в полости 26 и временно содержаться в нем, прежде чем она в дальнейшем распределится во впитывающую сердцевину 6 и по всей впитывающей сердцевине 6.
Часть текучей среды, которая собирается в полости 26, может впитываться первым впитывающим слоем через стенки полости 26. Однако большая часть текучей среды будет продолжать опускаться в защитное средство 1 при недержании через нижнюю часть полости 26 и в структуру, управляющую потоком текучей среды 1, где она распределяется в продольном и поперечном направлениях структуры 24, управляющей потоком текучей среды, как более подробно описано со ссылкой на фиг. 3 и 4.
Структура 24, управляющая текучей средой, показанная на фиг. 1, имеет прямоугольную форму и обрамлена в продольном и поперечном направлениях участками впитывающей сердцевины 6. Обычно предпочтительно, если структура 24, управляющая потоком текучей среды имеет меньшую ширину, чем впитывающая сердцевина 6, и также предпочтительно, если оно короче впитывающей сердцевины 6.
Компоненты защитного средства 1 при недержании могут соединяться друг с другом с помощью традиционного средства, такого как высокопрочный адгезив, термоскрепление, ультразвуковая сварка и т.д. Скрепление внутренних компонентов защитного средства при недержании друг с другом с помощью специального скрепляющего средства может не потребоваться. Следовательно, возможно, будет достаточно того, чтобы такие компоненты удерживались вместе с помощью сил трения.
Теперь со ссылкой на фиг. 3 и 4 будет описана функция структуры, управляющей потоком текучей среды 24 согласно изобретению, и ее применение во впитывающем изделии, таком как защитное средство при недержании 1 на фиг. 1 и 2. Структура, управляющая потоком текучей среды 24 на фиг. 3 и 4, представляет собой трехслойную структуру, состоящую из неперфорированного волокнистого полимерного слоя 31, который зажат между первым перфорированным полимерным слоем 32 и вторым перфорированным полимерным слоем 33.
Перфорированные полимерные слои 32, 33 представляют собой объемно-формованные слои. Каждый слой 32, 33 имеет проходящие внутрь отверстия 34, которые начинаются на первой поверхности 32', 33' слоя и проходят ко второй поверхности 32”, 33” слоя с верхушками отверстий 34, образующими выступы 35 на второй поверхности 32”, 33”. Как видно на фиг. 3, отверстия представляют собой трубчатые структуры предпочтительно воронкообразной формы. Расстояние между первой поверхностью 32', 33' и второй поверхностью 32”, 33” представляет собой видимую толщину соответствующих слоев 32, 33.
Как показано на фиг. 3, когда текучая среда 36 достигает первой поверхности 32' первого перфорированного полимерного слоя 32, она практически не разливается на поверхности 32' перед тем, как пройти через отверстия 34 в неперфорированный волокнистый полимерный слой 31. Неперфорированный волокнистый полимерный слой 31 оказывает очень незначительное сопротивление потоку текучей среды, в результате чего текучая среда относительно свободно сливается в слой 31, прежде чем под действием силы тяжести окончательно опустится во второй перфорированный слой 33, где дальнейшее перемещение вниз ограничивается второй поверхностью 33” второго перфорированного слоя 33. Небольшое количество текучей среды может вытекать из структуры, управляющей потоком текучей среды 24 путем попадания в отверстия на верхушках выступов 35 на втором перфорированном слое 33. Однако большая часть текучей среды будет растекаться далее по второй поверхности 33” второго слоя 33 благодаря попаданию в сеть связанных между собой каналов 37, которая образуется между выступами 35, как проиллюстрировано на фиг. 4.
Текучая среда, которая улавливается в сеть связанных между собой каналов 37, обычно не будет вытекать из структуры, управляющей потоком текучей среды 24 до тех пор, пока она не достигнет краев структуры, управляющей потоком текучей среды 24, или до тех пор, пока сеть каналов 37 не пропитается текучей средой так, что уровень текучей среды поднимется выше выступов 35. Соответственно из исходной точки попадания текучей среды текучая среда 36 будет распределяться по второй поверхности 33” во всех направлениях. Отверстия 34 могут распределяться в перфорированных полимерных слоях 32, 33 таким образом, чтобы рассредоточение текучей среды происходило в большей степени в направлении, соответствующем продольному направлению впитывающего изделия, в которой помещается структура, управляющая потоком текучей среды 24, чем в перпендикулярном ему направлении. Как показано на фиг. 4, перфорированные полимерные слои 32, 33 содержат отверстия 34, размещенные в шахматном порядке таким образом, что обычно прямолинейные каналы образуются между отверстиями 34 в продольном направлении L слоев 32, 33, а в перпендикулярном направлении T образуются непрямолинейные каналы. Такое расположение отверстий 34 во втором перфорированном полимерном слое 33 способствует ускорению потока текучей среды в продольном направлении структуры, управляющей потоком текучей среды и ограничивает поток текучей среды в перпендикулярном направлении.
На фиг. 5a-5d иллюстрируется, что первый впитывающий слой впитывающего изделия согласно изобретению может иметь одно или несколько отверстий разных форм и конфигураций. Конкретные конфигурации, показанные на фиг. 5a-d, не следует рассматривать как ограничивающие изобретение, а только в качестве примеров многочисленных вариаций, которые возможны в рамках объема изобретения. На фиг. 5a показан первый впитывающий слой с многочисленными круглыми отверстиями в промежностной области слоя. На фиг. 5b показан первый впитывающий слой с тремя удлиненными отверстиями на переднем участке слоя и одним удлиненным отверстием на заднем участке слоя. На фиг. 5c показан первый впитывающий слой с отверстием в форме утиной лапы, и на фиг. 5d показан первый впитывающий слой с отверстием H-формы. Слой, показанный на фиг. 5a, например, может быть подходящим, когда требуется большая общая площадь отверстий, но не в ущерб желанию иметь прочный слой, который не будет разваливаться или иным образом деформироваться во время производства впитывающего изделия согласно изобретению. Такой слой, как показанный на фиг. 5b и 5c, с большой открытой областью, расположенной спереди, можно, в частности, применять в гигиенических изделиях для применения в дневное время. Слой согласно фиг. 5b мог бы в дополнение к сказанному хорошо работать во впитывающих изделиях, предназначенных для применения в ночное время, когда текучая среда может протекать назад, между ягодицами пользователя. Слой согласно фиг. 5d может, в частности, подходить для защитных средств при недержании, когда может потребоваться быстро направить текучую среду из промежностной области впитывающего изделия к его концам.
Фиг. 5a-d также предназначены показать, что первый впитывающий слой, а также впитывающее изделие в общем могут иметь любую подходящую форму, которая известна в данной области техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2742091C1 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ | 2012 |
|
RU2604021C2 |
| УСТРОЙСТВО ИССЛЕДОВАНИЯ ВЫДЕЛЯЕМЫХ ОРГАНИЗМОМ ТЕКУЧИХ СРЕД ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2012 |
|
RU2613868C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ДИСТАНЦИОНИРУЮЩИМ ПОЛОТНОМ В КАЧЕСТВЕ ЭЛЕМЕНТА ДЛЯ РЕГУЛИРОВАНИЯ ПОТОКА ЖИДКОСТИ | 2012 |
|
RU2611490C2 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2599239C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ДЕЗОДОРИРУЮЩИЙ МАТЕРИАЛ | 2013 |
|
RU2642030C1 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С БОЛЕЕ ВЫСОКОЙ СТЕПЕНЬЮ НЕЗАМЕТНОСТИ | 2003 |
|
RU2313323C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ВПУСКАЮЩИЙ МАТЕРИАЛ | 2015 |
|
RU2667580C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ВСПЕНЕННЫЙ МАТЕРИАЛ | 2015 |
|
RU2670383C1 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ | 2005 |
|
RU2393831C2 |


Впитывающее изделие (1), содержащее проницаемый для текучей среды верхний лист (2), не проницаемый для текучей среды нижний лист (4) и впитывающую сердцевину (6), выполненную между верхним листом (2) и нижним листом (4). Впитывающая сердцевина (6) содержит первый впитывающий слой (22) с отверстием (25), проходящим через нее. Структура (24), управляющая потоком текучей среды, выполнена между первым впитывающим слоем (22) и нижним листом (4). Структура, управляющая потоком текучей среды (24), представляет собой слоистую структуру, содержащую неперфорированный волокнистый полимерный слой (31) и первый перфорированный полимерный слой (32) с основной массой от 50 г/м2 до 150 г/м2. 20 з.п. ф-лы, 8 ил.
1. Впитывающее изделие (1), имеющее продольное направление и поперечное направление, боковые края (8, 9), продолжающиеся в продольном направлении, и торцевые края (11, 12), продолжающиеся в поперечном направлении, и содержащее проницаемый для текучей среды верхний лист (2), не проницаемый для текучей среды нижний лист (4) и впитывающую сердцевину (6), заключенную между упомянутым верхним листом (2) и упомянутым нижним листом (4), причем упомянутая впитывающая сердцевина (6) содержит первый впитывающий слой (22), имеющий отверстие (25), продолжающееся через него, отличающееся тем, что между упомянутым первым впитывающим слоем (22) и упомянутым нижним листом (4) выполнена структура (24), управляющая потоком текучей среды, причем упомянутая структура (24), управляющая потоком текучей среды представляет собой слоистую структуру, содержащую неперфорированный волокнистый полимерный слой (31) и первый перфорированный полимерный слой (32), причем полимеры в первом перфорированном полимерном слое выбраны из полиолефинов, полиэфиров, полиамидов и их смесей и комбинаций, причем упомянутый первый перфорированный полимерный слой (32) имеет основную массу от 50 г/м2 до 150 г/м2.
2. Впитывающее изделие по п. 1, в котором первый перфорированный полимерный слой (32) имеет основную массу от 60 г/м2 до 100 г/м2.
3. Впитывающее изделие по п. 1 или 2, в котором упомянутый первый перфорированный полимерный слой (32) представляет собой нетканый материал, пленку или ламинат пленки/нетканого материала, причем упомянутый первый перфорированный полимерный слой (32) предпочтительно представляет собой нетканый материал.
4. Впитывающее изделие по п. 1 или 2, в котором упомянутый первый перфорированный полимерный слой (32) представляет собой объемно-формованный слой, имеющий проникающие отверстия (34), причем отверстия (34) предпочтительно имеют воронкообразную форму и проходят от первой поверхности (32' ) упомянутого слоя ко второй поверхности (32") упомянутого слоя и образуют выступы (35) на упомянутой второй поверхности (32").
5. Впитывающее изделие по п. 4, в котором упомянутый первый перфорированный полимерный слой (32) выполнен таким образом, чтобы его упомянутая вторая поверхность (32") была обращена к упомянутому неперфорированному волокнистому полимерному слою (31).
6. Впитывающее изделие по п. 4, в котором упомянутый первый перфорированный полимерный слой (32) выполнен таким образом, чтобы его упомянутая вторая поверхность (32") была обращена в сторону, противоположную упомянутому неперфорированному волокнистому полимерному слою (31).
7. Впитывающее изделие по п. 1 или 2, в котором средний размер отверстий (34) в упомянутом первом перфорированном полимерном слое (32) составляет 0,5-5 мм.
8. Впитывающее изделие по п. 1 или 2, в котором открытая область в упомянутом первом перфорированном полимерном слое (32) составляет 5-30%, предпочтительно 10-25%.
9. Впитывающее изделие по п. 1 или 2, в котором упомянутая структура, управляющая потоком текучей среды (24) представляет собой трехслойную структуру, состоящую из упомянутого неперфорированного волокнистого полимерного слоя (31), упомянутого первого перфорированного полимерного слоя (32) и второго перфорированного полимерного слоя (33), причем упомянутый неперфорированный волокнистый полимерный слой (31) зажат между упомянутым первым перфорированным полимерным слоем (32) и упомянутым вторым перфорированным полимерным слоем (33).
10. Впитывающее изделие по п. 9, в котором упомянутые отверстия (34) в упомянутом первом и упомянутом втором перфорированных полимерных слоях (32, 33) не совпадают друг с другом.
11. Впитывающее изделие по п. 9, в котором упомянутый второй перфорированный полимерный слой (33) имеет основную массу от 50 г/м2 до 150 г/м2, предпочтительно имеет основную массу от 60 г/м2 до 100 г/м2.
12. Впитывающее изделие по п. 9, в котором упомянутый второй перфорированный полимерный слой (33) представляет собой объемно-формованный слой с отверстиями (34), проходящими от первой поверхности (33') упомянутого слоя ко второй поверхности (33") упомянутого слоя и образующими выступы (35) на упомянутой второй поверхности (33").
13. Впитывающее изделие по п. 12, в котором упомянутый второй перфорированный полимерный слой (33) выполнен таким образом, чтобы его упомянутая вторая поверхность (33") была обращена к упомянутому неперфорированному волокнистому полимерному слою (31).
14. Впитывающее изделие по п. 12, в котором упомянутый второй перфорированный полимерный слой (33) выполнен таким образом, чтобы его упомянутая вторая поверхность (32") была обращена в сторону, противоположную упомянутому неперфорированному волокнистому полимерному слою (31).
15. Впитывающее изделие по п. 9, в котором средний размер отверстий (34) в упомянутом втором перфорированном полимерном слое (33) составляет 0,5-5 мм.
16. Впитывающее изделие по п. 9, в котором открытая область второго перфорированного полимерного слоя (33) составляет 5-30%, предпочтительно 10-25%.
17. Впитывающее изделие по п. 1 или 2, в котором упомянутый второй перфорированный полимерный слой (33) представляет собой нетканый материал, пленку или ламинат пленки/нетканого материала, причем упомянутый второй перфорированный полимерный слой (33) предпочтительно представляет собой нетканый материал.
18. Впитывающее изделие п. 1 или 2, в котором второй впитывающий слой (23) выполнен между упомянутой структурой, управляющей потоком текучей среды (24) и упомянутым нижним листом (4).
19. Впитывающее изделие по п. 1 или 2, в котором толщина структуры (24), управляющей потоком текучей среды, при 5 кПа составляет 60-80% от его толщины при 0,5 кПа при первом, втором и третьем сжатии, осуществляемом согласно испытанию на сжатие, раскрытому в данном документе.
20. Впитывающее изделие по п. 1 или 2, в котором жесткость при изгибе слоистого материала в упомянутой структуре, управляющей потоком текучей среды, определяемая согласно модифицированной процедуре осуществления круглого изгиба по стандарту ASTM D 4032-82 CIRCULAR BEND PROCEDURE (Процедура круглого изгиба по стандарту ASTM D 4032-82), составляет 0,5-5 Н, предпочтительно 1-4 Н.
21. Впитывающее изделие по п. 1 или 2, в котором основная масса неперфорированного, волокнистого полимерного слоя (31) составляет от 20 до 120 г/м2, предпочтительно от 60 до 100 г/м2.
| US 6241714 B1, 05.06.2001 | |||
| Видоизменение станка для полировки шеек вагонных осей, охарактеризованного в п. № 9895 | 1928 |
|
SU19955A1 |
| БОРТОВОЙ РЕДУКТОР ТРАНСПОРТНОГО СРЕДСТВА | 1991 |
|
RU2011554C1 |
| WO 2005079542 A1, 01.09.2005. | |||

