Настоящая заявка испрашивает приоритет следующих трех предварительных патентных заявок США: предварительная патентная заявка США № 61/299450, поданная 29 января 2010 г. и озаглавленная «Окислительная система с вторичным реактором для боковой фракции», предварительная патентная заявка США № 61/299453, поданная 29 января 2010 г. и озаглавленная «Окислительная система с вторичным реактором для боковой фракции», и предварительная патентная заявка США № 61/299455, поданная 29 января 2010 г. и озаглавленная «Окислительная система с вторичным реактором для боковой фракции», описания которых во всей своей полноте включены в настоящий документ в качестве ссылки, в такой степени, насколько они не противоречат содержанию настоящего документа.
Уровень техники
1. Область техники, к которой относится изобретение
Настоящее изобретение относится в целом к способу изготовления композиции поликарбоновых кислот. Один аспект настоящего изобретения относится к частичному окислению диалкилароматического соединения (например, пара-ксилола) для получения неочищенной ароматической дикарбоновой кислоты (например, неочищенной терефталевой кислоты), которую можно после этого подвергать очистке и разделению. Еще один аспект настоящего изобретения относится к усовершенствованной реакторной системе, которая обеспечивает более эффективный и экономичный способ окисления.
2. Описание предшествующего уровня техники
Реакции жидкофазного окисления используют в разнообразных существующих промышленных процессах. Например, жидкофазное окисление в настоящее время используют для окисления альдегидов в кислоты (например, пропионового альдегида в пропионовую кислоту), окисления циклогексана в адипиновую кислоту и окисления алкилароматических соединений в спирты, кислоты или дикарбоновые кислоты. Имеющий особое значение в промышленности процесс окисления последней категории (окисление алкилароматических соединений) представляет собой жидкофазное каталитическое частичное окисление пара-ксилола в терефталевую кислоту. Терефталевая кислота является важным соединением, имеющим разнообразные применения. В первую очередь, терефталевую кислоту используют в качестве исходного материала для производства полиэтилентерефталата (PET). PET представляет собой хорошо известную пластмассу, используемую в огромных количествах во всем мире для изготовления изделий, таких как бутылки, волокна и упаковки.
В типичном жидкофазном способе окисления, включая частичное окисление пара-ксилола в терефталевую кислоту, жидкофазный поток исходного материала и газофазный поток окислителя поступают в реактор и образуют многофазную реакционную среду в реакторе. Жидкофазный поток исходного материала, который поступает в реактор, содержит, по меньшей мере, одно окисляемое органическое соединение (например, пара-ксилол), в то время как газофазный поток окислителя содержит молекулярный кислород. По меньшей мере, часть молекулярного кислорода, поступающего в реактор в виде газа, растворяется в жидкой фазе реакционной среды, обеспечивая доступность кислорода для жидкофазной реакции. Если жидкая фаза многофазной реакционной среды содержит недостаточную концентрацию молекулярного кислорода (т.е. если определенные части реакционной среды являются «обедненными кислородом), в нежелательных побочных реакциях могут образовываться примеси, и/или скорость целевых реакций может уменьшаться. Если жидкая фаза реакционной среды содержит чрезмерно малое количество окисляемого соединения, скорость реакции можно оказаться нежелательно медленной. Кроме того, если жидкая фаза реакционной среды содержит избыточную концентрацию окисляемого соединения, в дополнительных нежелательных побочных реакциях могут образовываться примеси.
Традиционные жидкофазные окислительные реакторы оборудованы перемешивающими устройствами для перемешивания содержащейся в них многофазной реакционной среды. Перемешивание реакционной среды осуществляют в целях улучшения растворения молекулярного кислорода в жидкой фазе реакционной среды, поддержания относительно однородных концентраций растворенного кислорода в жидкой фазе реакционной среды и поддержания относительно однородных концентраций окисляемого органического соединения в жидкой фазе реакционной среды.
Перемешивание реакционной среды, подвергаемой жидкофазному окислению, часто осуществляют, используя механические перемешивающие устройства в резервуарах, таких как, например, баковые реакторы с непрерывным перемешиванием (CSTR). Хотя CSTR способны обеспечивать тщательное перемешивание реакционной среды, CSTR обладают рядом недостатков. Например, CSTR отличаются относительно высокими капитальными расходами, поскольку для них требуются дорогостоящие моторы, гидравлически уплотненные подшипники и приводные валы и/или сложные перемешивающие механизмы. Кроме того, для вращающихся и/или вибрационных механических компонентов традиционных CSTR требуется регулярное обслуживание. Трудозатраты и простои, связанные с таким обслуживанием, увеличивают стоимость эксплуатации CSTR. Однако даже при регулярном обслуживании механические перемешивающие системы, используемые в CSTR, склонны к механическим повреждениям и могут требовать замены через относительно короткие периоды времени.
Барботажные колоночные реакторы представляют собой привлекательную альтернативу CSTR и другим окислительным реакторам с механическим перемешиванием. Барботажные колоночные реакторы обеспечивают перемешивание реакционной среды без необходимости дорогостоящего и ненадежного механического оборудования. Барботажные колоночные реакторы, как правило, включают вытянутую вертикальную реакционную зону, в которой содержится реакционная среда. Перемешивание реакционной среды в реакционной зоне обеспечивается, главным образом, естественной выталкивающей силой газовых пузырьков, поднимающихся сквозь жидкую фазу реакционной среды. Это перемешивание под действием естественной выталкивающей силы, создаваемое в барботажных колоночных реакторах, сокращает капитальные и эксплуатационные расходы по сравнению с реакторами, имеющими механическое перемешивание. Кроме того, практическое отсутствие движущихся механических деталей, характерное для барботажных колоночных реакторов, создает окислительную систему, которая является менее склонной к механическим повреждениям, чем реакторы с механическим перемешиванием.
Когда жидкофазное частичное окисление пара-ксилола осуществляют в традиционном окислительном реакторе (CSTR или барботажной колонне), продукт, выводимый из реактора, как правило, представляет собой суспензию, включающую неочищенную терефталевую кислоту (CTA) и маточный раствор. В CTA содержатся относительно высокие уровни примесей (например, 4-карбоксибензальдегид, пара-толуиловая кислота, флуореноны и другие красящие вещества), которые делают ее неподходящей в качестве исходного материала для производства PET. Таким образом, CTA, полученную в традиционных окислительных реакторах, как правило, подвергают очистке способом, который превращает CTA в очищенную терефталевую кислоту (PTA), подходящую для производства PET.
Несмотря на успехи в технологии реакций жидкофазного окисления, для нее все еще требуются усовершенствования.
Сущность изобретения
Один вариант осуществления настоящего изобретения относится к системе для производства поликарбоновой кислоты путем контакта суспензии с газофазным окислителем. Система согласно данному варианту осуществления включает первичный окислительный реактор, включающий первый суспензионный выпуск и вторичный окислительный реактор, включающий впуск суспензии, второй суспензионный выпуск, нормально нижний впуск окислителя, и нормально верхний впуск окислителя. В данном варианте осуществления впуск суспензии находится ниже по потоку в гидравлическом соединении с первым выпуском суспензии, вторичный окислительный реактор представляет собой вторичную реакционную зону, имеющую максимальную длину Ls, расстояние до нормально нижнего впуска окислителя от дна вторичной реакционной зоны составляет менее чем 0,5 Ls, и расстояние до нормально верхнего впуска окислителя от дна вторичной реакционной зоны составляет, по меньшей мере, 0,5 Ls.
Еще один вариант осуществления настоящего изобретения относится к способу изготовления композиции поликарбоновых кислот. Способ согласно данному варианту осуществления включает (a) направление первой многофазной реакционной среды, содержащей окисляемое соединение, на окисление в первичной реакционной зоне, находящейся в первичном окислительном реакторе, в результате чего получается первая суспензия; и (b) контакт, по меньшей мере, части первой суспензии с газофазным окислителем во вторичной реакционной зоне, находящейся во вторичном окислительном реакторе, в результате чего получается вторая суспензия. В данном варианте осуществления, вторичная реакционная зона имеет максимальную длину Ls, первая часть газофазного окислителя поступает во вторичную реакционную зону в первой области впуска окислителя на расстоянии от дна вторичной реакционной зоны составляет, по меньшей мере, 0,5 Ls, где первая часть газофазного окислителя составляет от приблизительно 5 до приблизительно 49% полного объема газофазного окислителя, поступающего во вторичную реакционную зону.
Краткое описание чертежей
Далее варианты осуществления настоящего изобретения подробно описаны со ссылкой на прилагаемые чертежи, в которых:
фиг. 1 представляет вид сбоку окислительного реактора, изготовленного в соответствии с одним вариантом осуществления настоящего изобретения, в частности, иллюстрирующий введение потоков исходного материала, окислителя и оросителя в реактор, присутствие многофазной реакционной среды в реакторе и выведение газа и суспензии из верхней части и нижней части реактора, соответственно;
фиг. 2 представляет вид сбоку барботажного колоночного реактора оборудованного внешним вторичным окислительным реактором, который принимает суспензию из боковой фракции первичного окислительного реактора;
фиг. 3 представляет увеличенный вид снизу сечения реактора для боковой фракции вдоль линии 3-3 на фиг. 2, в частности, иллюстрирующий положение и конфигурацию верхнего окислительного барботера, используемого для введения, по меньшей мере, части потока окислителя в реактор;
фиг. 4 представляет вид сбоку барботажного колоночного реактора, содержащего многофазную реакционную среду, в частности, иллюстрирующий реакционную среду, теоретически разделенную на 30 горизонтальных слоев равного объема для количественной оценки определенных градиентов в реакционной среде;
фиг. 5 представляет вид сбоку барботажного колоночного реактора, содержащего многофазную реакционную среду, в частности, иллюстрирующий первый и второй отдельные 20-процентные непрерывные объемы реакционной среды, которые имеют существенно различные концентрации кислорода и/или скорости расхода кислорода; и
фиг. 6 представляет упрощенную технологическую схему способа производства PTA в соответствии с вариантом осуществления настоящего изобретения.
Подробное описание
Разнообразные варианты осуществления настоящего изобретения относятся к жидкофазному частичному окислению окисляемого соединения. Такое окисление можно осуществлять в жидкой фазе многофазной реакционной среды, содержащейся в одном или нескольких реакторах с перемешиванием. Подходящие реакторы с перемешиванием включают, например, реакторы с барботажным перемешиванием (например, барботажные колоночные реакторы), реакторы с механическим перемешиванием (например, баковые реакторы с непрерывным перемешиванием) и проточные реакторы с перемешиванием (например, струйные реакторы). В одном или нескольких вариантах осуществления жидкофазное окисление можно осуществлять, используя, по меньшей мере, один барботажный колоночный реактор.
При использовании в настоящем документе термин «барботажный колоночный реактор» означает реактор для осуществления химических реакций в многофазной реакционной среде, в котором перемешивание реакционной среды осуществляется, главным образом, за счет восходящего движения газовых пузырьков через реакционную среду. При использовании в настоящем документе термин «перемешивание» означает работу, прилагаемую к реакционной среде, которая вызывает движение и/или перемешивание текучей среды. При использовании в настоящем документе термины «большинство», «главным образом», и «преимущественно» означают более чем 50%. При использовании в настоящем документе термин «механические перемешивание» означает перемешивание реакционной среды, вызываемое физическим движением жестких или гибких элементов (элемента) против или внутри реакционной среды. Например, механическое перемешивание можно осуществлять путем вращения, колебания и/или вибрации внутренних мешалок, лопастей, вибраторов или акустических диафрагм, находящихся в реакционной среде. При использовании в настоящем документе термин «проточное перемешивание» означает перемешивание реакционной среды, вызываемое высокоскоростным введением и/или рециркуляцией одной или нескольких текучих сред в реакционной среде. Например, проточное перемешивание можно осуществлять, используя форсунки, эжекторы и/или эдукторы.
В разнообразных вариантах осуществления часть перемешивания реакционной среды в барботажном колоночном реакторе во время окисления, которую обеспечивает механические и/или проточное перемешивание, может составлять менее чем приблизительно 40%, менее чем приблизительно 20% или менее чем 5%. Кроме того, количество энергии, передаваемое за счет механического и/или проточного перемешивания многофазной реакционной среде во время окисления, может составлять менее чем приблизительно 3 кВт/м3, менее чем приблизительно 2 кВт/м3 или менее чем 1 кВт/м3 реакционной среды.
Рассмотрим теперь фиг. 1, иллюстрирующую барботажный колоночный реактор 20, который включает резервуарный корпус 22, содержащий реакционный отсек 24 и разделительный отсек 26. Реакционный отсек 24 представляет собой реакционную зону 28, в то время как разделительный отсек 26 представляет собой разделительную зону 30. Преимущественно жидкофазный поток исходного материала может поступать в реакционную зону 28 через впуски исходного материала 32a, b, c, d. Преимущественно газофазный поток окислителя может поступать в реакционную зону 28 через окислительный барботер 34, расположенный в нижней части реакционной зоны 28. Жидкофазный поток исходного материала и газофазный поток окислителя совместно образуют многофазную реакционную среду 36 в реакционной зоне 28. В разнообразных вариантах осуществления многофазная реакционная среда 36 может включать жидкую фазу и газовую фазу. В других разнообразных вариантах осуществления многофазная реакционная среда 36 может включать трехфазную среду, содержащую твердофазный, жидкофазный, и газофазный компоненты. Твердофазный компонент реакционной среды 36 можно осаждать в реакционной зоне 28 в результате осуществления реакции окисления в жидкой фазе реакционной среды 36. Барботажный колоночный реактор 20 включает суспензионный выпуск 38, расположенный около дна реакционной зоны 28, и газовый выпуск 40, расположенный около верха разделительной зоны 30. Исходящий поток суспензии, включающий жидкофазный и твердофазный компоненты реакционной среды 36, можно выводить из реакционной зоны 28 через суспензионный выпуск 38, в то время как преимущественно газовый исходящий поток можно выводить из разделительной зоны 30 через газовый выпуск 40.
Жидкофазный поток исходного материала, поступающий в барботажный колоночный реактор 20 через впуски исходного материала 32a, b, c, d, может включать окисляемое соединение, растворитель и каталитическую систему.
Окисляемое соединение, присутствующее в жидкофазном потоке исходного материала, может включать, по меньшей мере, одну углеводородную группу. В разнообразных вариантах осуществления окисляемое соединение может представлять собой ароматическое соединение. Кроме того, окисляемое соединение может представлять собой ароматическое соединение, содержащее, по меньшей мере, одну присоединенную углеводородную группу или, по меньшей мере, один присоединенную замещенную углеводородную группу или, по меньшей мере, один присоединенный гетероатом или, по меньшей мере, одну присоединенную карбоксильную группу (-COOH). В одном или нескольких вариантах осуществления окисляемое соединение может представлять собой ароматическое соединение, содержащее, по меньшей мере, одну присоединенную углеводородную группа или, по меньшей мере, одну присоединенную замещенную углеводородную группу, причем каждая присоединенная группа содержит от 1 до 5 атомов углерода. Кроме того, окисляемое соединение может представлять собой ароматическое соединение, содержащее ровно две присоединенных группы, где каждая присоединенная группа содержит ровно один атом углерода и представляет собой метильную группу и/или замещенную метильную группу, и/или не более чем одну карбоксильную группу. Примеры подходящих соединений для использования в качестве окисляемого соединения включают, но не ограничиваются этим, пара-ксилол, мета-ксилол, пара-толуальдегид, мета-толуальдегид, пара-толуиловую кислоту, мета-толуиловую кислоту и/или ацетальдегид. В одном или нескольких вариантах осуществления окисляемое соединение представляет собой пара-ксилол.
«Углеводородная группа», как определено в настоящем документе, представляет собой, по меньшей мере, один атом углерода, который связан только с атомами водорода или с другими атомами углерода. «Замещенная углеводородная группа», как определено в настоящем документе, представляет собой, по меньшей мере, один атом углерода, который связан, по меньшей мере, с одним гетероатомом и, по меньшей мере, одним атомом водорода. «Гетероатомы», как определено в настоящем документе, представляют собой все остальные атомы, кроме атомов углерода и водорода. Ароматические соединения, как определено в настоящем документе, включают ароматическое кольцо. Такие ароматические соединения могут содержать, по меньшей мере, 6 атомов углерода и в разнообразных вариантах осуществления могут содержать только атомы углерода в качестве элементов кольца. Подходящие примеры таких ароматических колец представляют собой, но не ограничиваются этим, бензол, бифенил, терфенил, нафталин и другие ароматические соединения на основе углерода с конденсированными кольцами.
Если окисляемое соединение, присутствующее в жидкофазном потоке исходного материала, в нормальных условиях представляет собой твердое соединение (т.е. является твердым при стандартных значениях температуры и давления), окисляемое соединение можно в существенной степени растворять в растворителе при введении в реакционную зону 28. Температура кипения окисляемого соединения при атмосферном давлении может составлять, по меньшей мере, приблизительно 50°C, находясь в интервале от приблизительно 80 до приблизительно 400°C или в интервале от 125 до 155°C. Количество окисляемого соединения, присутствующего в жидкофазном исходном материале, может находиться в интервале от приблизительно 2 до приблизительно 40 мас.%, в интервале от приблизительно 4 до приблизительно 20 мас.%, или в интервале от 6 до 15 мас.%.
Здесь следует отметить, что окисляемое соединение, присутствующее в жидкофазном исходном материале, может представлять собой сочетание двух или более различных окисляемых химических соединений. Эти два или более различные химических соединения могут поступать, будучи смешанными в жидкофазном потоке исходного материала, или они могут поступать раздельно во множестве потоков исходных материалов. Например, окисляемые соединения, включающие пара-ксилол, мета-ксилол, пара-толуальдегид, пара-толуиловую кислоту и ацетальдегид, могут поступать в реактор через единый впуск или множество отдельных впусков.
Растворитель, присутствующий в жидкофазном потоке исходного материала, может включать кислотный компонент и водный компонент. Растворитель может присутствовать в жидкофазном потоке исходного материала при концентрации, находящейся в интервале от приблизительно 60 до приблизительно 98 мас.%, в интервале от приблизительно 80 до приблизительно 96 мас.% или в интервале от 85 до 94 мас.%. Кислотный компонент растворителя может представлять собой, главным образом, органическую низкомолекулярную монокарбоновую кислоту, содержащую от 1 до 6 атомов углерода или 2 атома углерода. В разнообразных вариантах осуществления кислотный компонент растворителя может, главным образом, представлять собой уксусную кислоту. Кислотный компонент может составлять, по меньшей мере, приблизительно 75 мас.% растворителя, по меньшей мере, приблизительно 80 мас.% растворителя или находиться в интервале от 85 до 98 мас.% растворителя, причем остальную массу представляет собой вода или преимущественно вода. Растворитель, поступающий в барботажный колоночный реактор 20, может содержать малые количества примесей, таких как, например, пара-толуальдегид, терефталевый альдегид, 4-карбоксибензальдегид (4-CBA), бензойная кислота, пара-толуиловая кислота, пара-толуиловый альдегид, α-бром-пара-толуиловая кислота, изофталевая кислота, фталевая кислота, тримеллитовая кислота, полиароматические соединения и/или суспендированные твердые вещества. В разнообразных вариантах осуществления суммарное количество примесей в растворителе, поступающем в барботажный колоночный реактор 20, может составлять менее чем приблизительно 3 мас.%.
Каталитическая система, присутствующая в жидкофазном потоке исходного материала, может представлять собой гомогенную жидкофазную каталитическую систему, способную ускорять окисление (в том числе частичное окисление) окисляемого соединения. В разнообразных вариантах осуществления каталитическая система может включать, по меньшей мере, один многовалентный переходный металл. В одном или нескольких вариантах осуществления многовалентный переходный металл может включать кобальт. Кроме того, каталитическая система может включать кобальт и бром. Кроме того, каталитическая система может включать кобальт, бром и марганец.
Когда кобальт присутствует в каталитической системе, количество кобальта, присутствующее в жидкофазном потоке исходного материала, может быть таким, что концентрация кобальта в жидкой фазе реакционной среды 36 остается в интервале от приблизительно 300 до приблизительно 6000 массовых частей на миллион (г/т), в интервале от приблизительно 700 до приблизительно 4200 г/т или в интервале от 1200 до 3000 г/т. Когда бром присутствует в каталитической системе, количество брома, присутствующее в жидкофазном потоке исходного материала, может быть таким, что концентрация брома в жидкой фазе реакционной среды 36 остается в интервале от приблизительно 300 до приблизительно 5000 г/т, в интервале от приблизительно 600 до приблизительно 4000 г/т или в интервале от 900 до 3000 г/т. Когда марганец присутствует в каталитической системе, количество марганца, присутствующее в жидкофазном потоке исходного материала, может быть таким, что концентрация марганца в жидкой фазе реакционной среды 36 остается в интервале от приблизительно 20 до приблизительно 1000 г/т, в интервале от приблизительно 40 до приблизительно 500 г/т или в интервале от 50 до 200 г/т.
Концентрации кобальта, брома и/или марганца в жидкой фазе реакционной среды 36, которые представлены выше, выражены на основе усреднения по времени и усреднения по объему. При использовании в настоящем документе термин «усредненный по времени» означает среднее значение, по меньшей мере, 10 измерений, проведенных в равных условиях в течение непрерывного периода времени, составляющего, по меньшей мере, 100 секунд. При использовании в настоящем документе термин «усредненный по объему» означает среднее значение, по меньшей мере, 10 измерений, проведенных в однородном трехмерном пространстве, занимающем весь определенный объем.
Массовое соотношение кобальта и брома (Co:Br) в каталитической системе, поступающей в реакционную зону 28, может находиться в интервале от приблизительно 0,25:1 до приблизительно 4:1, в интервале от приблизительно 0,5:1 до приблизительно 3:1 или в интервале от 0,75:1 до 2:1. Массовое соотношение кобальта и марганца (Co:Mn) в каталитической системе, поступающей в реакционную зону 28, может находиться в интервале от приблизительно 0,3:1 до приблизительно 40:1, в интервале от приблизительно 5:1 до приблизительно 30:1 или в интервале от 10:1 до 25:1.
Жидкофазный поток исходного материала, который поступает в барботажный колоночный реактор 20, может включать небольшие количества примесей, таких как, например, толуол, этилбензол, пара-толуальдегид, терефталевый альдегид, 4-CBA, бензойная кислота, пара-толуиловая кислота, пара-толуиловый альдегид, α-бром-пара-толуиловая кислота, изофталевая кислота, фталевая кислота, тримеллитовая кислота, полиароматические соединения и/или суспендированные твердые вещества. Когда барботажный колоночный реактор 20 используют для производства терефталевой кислоты, мета-ксилол и орто-ксилол также рассматривают в качестве примесей. В разнообразных вариантах осуществления суммарное количество примесей в жидкофазном потоке исходного материала, который поступает в барботажный колоночный реактор 20, может составлять менее чем приблизительно 3 мас.%.
Хотя фиг. 1 иллюстрирует вариант осуществления, где окисляемое соединение, растворитель и каталитическая система смешиваются друг с другом и поступают в барботажный колоночный реактор 20 в виде единого потока исходного материала, в альтернативном варианте осуществления окисляемое соединение, растворитель, и катализатор могут раздельно поступать в барботажный колоночный реактор 20. Например, можно вводить поток чистого пара-ксилола в барботажный колоночный реактор 20 через впуск, отделенный от впуска (впусков) растворителя и катализатора.
Преимущественно газофазный поток окислителя, который поступает в барботажный колоночный реактор 20 через окислительный барботер 34, содержит молекулярный кислород (O2). В разнообразных вариантах осуществления поток окислителя содержит в интервале от приблизительно 5 до приблизительно 40 мол.% молекулярного кислорода, в интервале от приблизительно 15 до приблизительно 30 мол.% молекулярного кислорода или в интервале от 18 до 24 мол.% молекулярного кислорода. Остальную часть потока окислителя могут составлять, главным образом, газы или газы, такие как азот, которые являются инертными к окислению. В одном или нескольких вариантах осуществления поток окислителя может состоять, в основном, из молекулярного кислорода и азота. В разнообразных вариантах осуществления поток окислителя может представлять собой сухой воздух, который содержит приблизительно 21 мол.% молекулярного кислорода и от приблизительно 78 до приблизительно 81 мол.% азота. В других вариантах осуществления газофазный окислитель может представлять собой обогащенный воздух и может содержать 25 мол.%, 30 мол.%, 35 мол.%, 40 мол.%, 50 мол.%, 55 мол.%, 60 мол.%, 70 мол.% или 80 мол.% молекулярного кислорода. В следующих вариантах осуществления поток окислителя может представлять собой практически чистый кислород.
Рассмотрим еще раз фиг. 1, где барботажный колоночный реактор 20 можно оборудовать оросительным распределителем 42, который расположен над верхней поверхностью 44 реакционной среды 36. Оросительный распределитель 42 своим действием направляет капли преимущественно жидкофазного оросительного потока в разделительной зоне 30 любым способом образования капель, который известен в технике. В разнообразных вариантах осуществления оросительный распределитель 42 может осуществлять разбрызгивание капель, направленное вниз к верхней поверхности 44 реакционной среды 36. Это направленное вниз разбрызгивание капель может захватывать (т.е. покрывать и воздействовать), по меньшей мере, приблизительно 50%, по меньшей мере, приблизительно 75%, или, по меньшей мере, 90% максимальной горизонтальной площади поперечного сечения разделительной зоны 30. Это направленное вниз разбрызгивание жидкого орошения может способствовать предотвращению пенообразования на уровне или выше верхней поверхности 44 реакционной среды 36, а также может способствовать разделению капель любой жидкости или суспензии, которые захватывает в своем восходящем движении поток газа, который направляется к газовому выпуску 40. Кроме того, жидкое орошение может служить для уменьшения количества твердых веществ и потенциально осаждающихся соединений (таких как, например, растворенная бензойная кислота, пара-толуиловая кислота, 4-CBA, терефталевая кислота, и металлические соли в качестве катализатора), которые выходят в газовом исходящем потоке, выводимом из разделительной зоны 30 через газовый выпуск 40. Кроме того, введение орошающих капель в разделительной зоне 30 можно, за счет дистилляции, использовать для регулирования состава газового исходящего потока, выводимого через газовый выпуск 40.
Жидкий оросительный поток, поступающий в барботажный колоночный реактор 20 через оросительный распределитель 42, может иметь такой же или приблизительно такой же состав, как компонент растворителя в жидкофазном потоке исходного материала, который поступает в барботажный колоночный реактор 20 через впуски исходного материала 32a, b, c, d. Таким образом, жидкий оросительный поток может включать кислотный компонент и воду. Кислотный компонент оросительного потока может представлять собой низкомолекулярную органическую монокарбоновую кислоту, содержащую от 1 до 6 атомов углерода или 2 атома углерода. В разнообразных вариантах осуществления кислотный компонент оросительного потока может представлять собой уксусную кислоту. Кроме того, кислотный компонент может составлять, по меньшей мере, приблизительно 75 мас.% оросительного потока, по меньшей мере, приблизительно 80 мас.% оросительного потока или в интервале от 85 до 98 мас.% оросительного потока, причем остальную массу представляет собой вода или преимущественно вода. Поскольку оросительный поток, как правило, может иметь такой же или практически такой же состав, как растворитель в жидкофазном потоке исходного материала, и когда в настоящем описании указано, что «суммарный растворитель» поступает в реактор, указанный «суммарный растворитель» включает как оросительный поток, так и компонент растворителя в потоке исходного материала.
Во время жидкофазного окисления в барботажном колоночном реакторе 20 потоки исходного материала, окислителя и орошения могут практически непрерывно поступать в реакционную зону 28, в то время как газ и исходящий поток суспензии практически непрерывно выводятся из реакционной зоны 28. При использовании в настоящем документе термин «практически непрерывно» означает периода времени, составляющий, по меньшей мере, 10 часов и содержащий перерывы, составляющие менее чем 10 минут. Во время окисления окисляемое соединение (например, пара-ксилол) может практически непрерывно поступать в реакционную зону 28 со скоростью, составляющей, по меньшей мере, приблизительно 8000 кг/ч, со скоростью, находящейся в интервале от приблизительно 15000 до приблизительно 200000 кг/ч, в интервале от приблизительно 22000 до приблизительно 150000 кг/ч или в интервале от 30000 до 100000 кг/ч. Хотя скорости потоков поступающего исходного материала, окислителя и орошения могут быть практически постоянными, здесь следует отметить, что один вариант осуществления предусматривает импульсные входящие поток исходного материала, окислителя и/или орошения для улучшения перемешивания и массопереноса. Когда входящие потоки исходного материала, окислителя и/или орошения поступают в импульсном режиме, скорости данных потоков могут изменяться от приблизительно 0 до приблизительно 500% скоростей постоянных потоков, указанных в настоящем документе, от приблизительно 30 до приблизительно 200% скоростей постоянных потоков, указанных в настоящем документе, или от 80 до 120% скоростей постоянных потоков, указанных в настоящем документе.
Средняя по пространству и времени скорость (STR) реакции в барботажном колоночном окислительном реакторе 20 определена как масса окисляемого соединения, поступающего в расчете на единицу объема реакционной среды 36 за единицу времени (например, число килограммов пара-ксилола, поступающего в расчете на кубический метр за час). Согласно принятой традиции, количество окисляемого соединения, которое не конвертируется в продукт, как правило, вычитают из количества окисляемого соединения в потоке исходного материала перед вычислением STR. Однако величины конверсии и выхода, как правило, являются высокими для многих окисляемых соединений, указанных в настоящем документе (включая, например, пара-ксилол), и удобно определять данный термин в настоящем документе, как указано выше. По соображениям капитальных расходов и эксплуатационных запасов, помимо прочих условий, реакцию можно проводить с высокой STR. Однако проведение реакции с возрастающей STR может повлиять на качество или выход частичного окисления. Барботажный колоночный реактор 20 может оказаться особенно полезным, когда STR окисляемого соединения (например, пара-ксилола) находится в интервале от приблизительно 25 килограммов на кубический метр в час (кг/(м3•ч)) до приблизительно 400 кг/(м3•ч), в интервале от приблизительно 30 кг/(м3•ч) до приблизительно 250 кг/(м3•ч), в интервале от приблизительно 35 кг/(м3•ч) до приблизительно 150 кг/(м3•ч) или в интервале от 40 кг/(м3•ч) до 100 кг/(м3•ч).
Кислородная STR в барботажном колоночном окислительном реакторе 20 определена как масса молекулярного кислорода, расходуемого в расчете на единицу объема реакционной среды 36 за единицу времени (например, число килограммов молекулярного кислорода, расходуемого в расчете на кубический метр за час). По соображениям капитальных расходов и расхода растворителя при окислении, помимо прочих условий, реакцию можно проводить при высокой кислородной STR. Однако проведение реакции при возрастающей кислородной STR, в конечном счете, уменьшает качество или выход частичного окисления. Без ограничения теорией, получается, что это, возможно, связано со скоростью переноса молекулярного кислорода из газовой фазы в жидкость на площади межфазной поверхности раздела и затем в объем жидкости. Чрезмерно высокая кислородная STR может приводить к чрезмерно низкому содержанию растворенного кислорода в объеме жидкой фазы реакционной среды.
Общая средняя кислородная STR определена в настоящем документе как масса всего кислорода, расходуемого в полном объеме реакционной среды 36 за единицу времени (например, число килограммов молекулярного кислорода, расходуемого в расчете на кубический метр за час). Барботажный колоночный реактор 20 может оказаться особенно полезным, когда общая средняя кислородная STR находится в интервале от приблизительно 25 кг/(м3•ч) до приблизительно 400 кг/(м3•ч), в интервале от приблизительно 30 кг/(м3•ч) до приблизительно 250 кг/(м3•ч), в интервале от приблизительно 35 кг/(м3•ч) до приблизительно 150 кг/(м3•ч), или в интервале от 40 кг/(м3•ч) до 100 кг/(м3•ч)
Во время окисления в барботажном колоночном реакторе 20 соотношение массовой скорости потока суммарного растворителя (из потоков исходного материала и орошения) и массовой скорости потока окисляемого соединения, поступающего в реакционную зону 28, можно поддерживать в интервале от приблизительно 2:1 до приблизительно 50:1, в интервале от приблизительно 5:1 до приблизительно 40:1 или в интервале от 7,5:1 до 25:1. В разнообразных вариантах осуществления соотношение массовой скорости потока растворителя, поступающего в качестве части потока исходного материала, и массовой скорости потока растворителя, поступающего в качестве части оросительного потока, можно поддерживать в интервале от приблизительно 0,5:1 до полного отсутствия оросительного потока, в интервале от приблизительно 0,5:1 до приблизительно 4:1, в интервале от приблизительно 1:1 до приблизительно 2:1 или в интервале от 1,25:1 до 1,5:1.
Во время жидкофазного окисления в барботажном колоночном реакторе 20 поток окислителя может поступать в барботажный колоночный реактор 20 в количестве, которое обеспечивает молекулярный кислород в некотором избытке по сравнению с требуемым стехиометрическим количеством кислорода. Количество избыточного молекулярного кислорода, требуемого для наилучших результатов в отношении определенного окисляемого соединения, влияет на общие экономические параметры жидкофазного окисления. Во время жидкофазного окисления в барботажном колоночном реакторе 20 соотношение массовой скорости потока окислителя и массовой скорости потока окисляемого органического соединения (например, пара-ксилола), поступающего в реактор 20, можно поддерживать в интервале от приблизительно 0,5:1 до приблизительно 20:1, в интервале от приблизительно 1:1 до приблизительно 10:1 или в интервале от 2:1 до 6:1.
Рассмотрим еще раз фиг. 1, где потоки исходного материала, окислителя и орошения, поступающие в барботажный колоночный реактор 20, могут совместно образовывать, по меньшей мере, часть многофазной реакционной среды 36. Реакционная среда 36 может представлять собой трехфазную среду, включающую твердую фазу, жидкую фазу и газовую фазу. Как упомянуто выше, окисление окисляемого соединения (например, пара-ксилола) может происходить преимущественно в жидкой фазе реакционной среды 36. Таким образом, жидкая фаза реакционной среды 36 может включать растворенный кислород и окисляемое соединение. Экзотермическая природа реакции окисления, которая происходит в барботажном колоночном реакторе 20, может заставлять кипеть/испаряться часть растворителя (например, уксусную кислоту и воду), поступающего через впуски исходного материала 32a, b, c, d. Таким образом, газовая фаза реакционной среды 36 в реакторе 20 может образовываться, главным образом, из испарившегося растворителя и нерастворенной и непререагировавшей части потока окислителя.
В определенных окислительных реакторах предшествующего уровня техники используют теплообменные трубки/пластины для нагревания или охлаждения реакционной среды. Однако такие теплообменные устройства могут оказаться нежелательными в изобретенном реакторе и способе, которые описаны в настоящем документе. Таким образом, в разнообразных вариантах осуществления барботажный колоночный реактор 20 можно сконструировать таким образом, чтобы в он не содержал практически никаких поверхностей, которые вступают в контакт с реакционной средой 36, и обеспечивал усредненный по времени тепловой поток, составляющий более чем 30000 Вт/м2. Кроме того, в разнообразных вариантах осуществления менее чем приблизительно 50%, менее чем приблизительно 30% или менее чем 10% усредненной по времени теплоты реакции в реакционной среде 36 должно отводиться теплообменными поверхностями.
Концентрация растворенного кислорода в жидкой фазе реакционной среды 36 представляет собой динамический баланс между скоростью массопереноса из газовой фазы и скоростью расхода реагентов в жидкой фазе (т.е. она определяется не просто парциальным давлением молекулярного кислорода в поступающей газовой фазе, хотя оно представляет собой один из факторов, определяющих скорость поступления растворенного кислорода, и не влияет на верхнюю предельную концентрацию растворенного кислорода). Количество растворенного кислорода изменяется на местном уровне, увеличиваясь около поверхностей пузырьков. В целом, количество растворенного кислорода зависит от факторов поступления и расхода в различных областях реакционной среды 36. Во времени количество растворенного кислорода зависит от однородности смешивания газа и жидкости по отношению к скорости расхода химических реагентов. Чтобы обеспечивать соответствие поступления и расхода растворенного кислорода в жидкой фазе реакционной среды 36, усредненную по времени и усредненное по объему молярную концентрацию кислорода в жидкой фазе реакционной среды 36 можно поддерживать выше приблизительно 1 м. д., в интервале от приблизительно 4 до приблизительно 1000 м. д., в интервале от приблизительно 8 до приблизительно 500 м. д. или в интервале от 12 до 120 м. д.
Реакция жидкофазного окисления, осуществляемая в барботажном колоночном реакторе 20, может представлять собой реакцию осаждения, в которой образуются твердые вещества. В разнообразных вариантах осуществления жидкофазное окисление, осуществляемое в барботажном колоночном реакторе 20, может приводить к тому, что, по меньшей мере, приблизительно 10 мас.%, по меньшей мере, приблизительно 50 мас.% или, по меньшей мере, 90 мас.% окисляемого соединения (например, пара-ксилола), поступающего в реакционную зону 28, образует твердое соединение (например, частицы неочищенной терефталевой кислоты) в реакционной среде 36. В одном или нескольких вариантах осуществления суммарное количество твердых веществ в реакционной среде 36 может составлять более чем приблизительно 3 мас.%, находиться в интервале от приблизительно 5 до приблизительно 40 мас.%, в интервале от приблизительно 10 до приблизительно 35 мас.% или в интервале от 15 до 30 мас.% в расчете на усредненное по времени и усредненное по объему значение. В разнообразных вариантах осуществления существенная часть продукта окисления (например, терефталевой кислоты), полученного в барботажном колоночном реакторе 20, может присутствовать в реакционной среде 36 в виде твердого вещества, а не оставаться растворенным в жидкой фазе реакционной среды 36. Количество твердофазного продукта окисления, присутствующего в реакционной среде 36, может составлять, по меньшей мере, приблизительно 25% полной массы продукта окисления (твердофазного и жидкофазного) в реакционной среде 36, по меньшей мере, приблизительно 75% полной массы продукта окисления в реакционной среде 36, или, по меньшей мере, 95% полной массы продукта окисления в реакционной среде 36. Численные интервалы, представленные выше для количества твердых веществ в реакционной среде 36, применимы к практически стационарному режиму работы барботажной колонны 20 в течение практически непрерывного периода времени, а не к включению, выключению или работе в субоптимальном режиме барботажного колоночного реактора 20. Количество твердых веществ в реакционной среде 36 определяют гравиметрическим методом. В данном гравиметрическом методе представительный образец суспензии выводят из реакционной среды и взвешивают. При том условии, что эффективно обеспечивается общее разделение твердой и жидкой фаз, присутствующих в реакционной среде, свободную жидкость эффективно отделяют от твердой фазы путем седиментации или фильтрации без потери осажденных твердых веществ, причем менее чем приблизительно 10% исходной массы жидкости остается с твердой фазой. Оставшуюся жидкость на твердой фазе эффективно испаряют досуха без сублимации твердых веществ. Оставшуюся часть твердых веществ взвешивают. Соотношение массы части твердых веществ и массы исходного образца суспензии представляет собой долю твердых веществ, как правило, выражаемую в виде процентного соотношения.
Реакция осаждения, осуществляемая в барботажном колоночном реакторе 20, может вызывать загрязнение (т.е. накопление твердых веществ) на поверхности определенных жестких устройств, которые вступают в контакт с реакционной средой 36. Таким образом, в одном варианте осуществления барботажный колоночный реактор 20 может иметь конструкцию, которая не включает практически никаких внутренних теплообменных, перемешивающих или экранирующих устройств в реакционной зоне 28, поскольку указанные устройства склонны к загрязнению. Если внутренние устройства присутствуют в реакционной зоне 28, желательно не использовать внутренние устройства, имеющие внешние поверхности, которые включают имеющую значительную величину площади обращенной вверх плоской поверхности, поскольку такие обращенные вверх плоские поверхности в высокой степени склонны к загрязнению. Таким образом, если какие-либо внутренние устройства присутствуют в реакционной зоне 28, менее чем приблизительно 20% суммарной площади обращенной вверх внешней плоской поверхности таких внутренних устройств должны составлять практически плоские поверхности, наклоненные к горизонтали под углом, составляющим менее чем приблизительно 15°. Внутренние устройства, имеющие конфигурацию такого типа, упоминаются в настоящем документе как имеющие «незагрязняемую» конфигурацию.
Снова рассмотрим фиг. 1, где физическая конфигурация барботажного колоночного реактора 20 способствует обеспечению оптимизированного окисления окисляемого соединения (например, пара-ксилола) с минимально образованием примесей. В разнообразных вариантах осуществления продолговатый реакционный отсек 24 резервуарного корпуса 22 может включать практически цилиндрическую основную часть 46 и закругленное дно 48. Верхний край реакционной зоны 28 определяет горизонтальный плоскость 50, проходящую через верх цилиндрической основной части 46. Нижний край 52 реакционной зоны 28 определяет наиболее нижняя внутренняя поверхность закругленного дна 48. Как правило, нижний край 52 реакционной зоны 28 расположен рядом с отверстием для суспензионного выпуска 38. Таким образом, продолговатая реакционная зона 28, определенная в барботажном колоночном реакторе 20, имеет максимальную длину Lp, измеряемую от верхнего края 50 до нижнего края 52 реакционной зоны 28 вдоль продольной оси цилиндрической основной части 46. Длина Lp реакционной зоны 28 может находиться в интервале от приблизительно 10 до приблизительно 100 м, в интервале от приблизительно 20 до приблизительно 75 м или в интервале от 25 до 50 м. Реакционная зона 28 имеет максимальный диаметр (ширину) Dp, которая, как правило, равна максимальному внутреннему диаметру цилиндрической основной части 46. Максимальный диаметр Dp реакционной зоны 28 может находиться в интервале от приблизительно 1 до приблизительно 12 м, в интервале от приблизительно 2 до приблизительно 10 м, в интервале от приблизительно 3,1 до приблизительно 9 м или в интервале от 4 до 8 м. В одном или нескольких вариантах осуществления реакционная зона 28 может иметь соотношение длины и диаметра Lp:Dp в интервале от приблизительно 6:1 до приблизительно 30:1, в интервале от приблизительно 8:1 до приблизительно 20:1 или в интервале от 9:1 до 15:1.
Как обсуждается выше, реакционная зона 28 барботажного колоночного реактора 20 принимает многофазную реакционную среду 36. Реакционная среда 36 имеет нижний край, совпадающий с нижним краем 52 реакционной зоны 28, и верхний край, расположенный на верхней поверхности 44. Верхняя поверхность 44 реакционной среды 36 определена вдоль горизонтальной плоскости, которая пересекает реакционную зону 28 в вертикальном положении, где содержимое реакционной зоны 28 переходит из непрерывного газофазного состояния в непрерывное жидкофазное состояние. Верхняя поверхность 44 может находиться в вертикальном положении, где местная усредненная по времени задержка газа тонкого горизонтального слоя содержимого реакционной зоны 28 составляет 0,9.
Реакционная среда 36 имеет максимальную высоту Hp, измеряемую между ее верхним и нижним краями. Максимальная ширина Wp реакционной среды 36, как правило, равна максимальному диаметру Dp цилиндрической основной части 46. Во время жидкофазного окисления в барботажном колоночном реакторе 20 Hp можно поддерживать на уровне от приблизительно 60 до приблизительно 120% Lp, от приблизительно 80 до приблизительно 110% Lp или от 85 до 100% Lp. В разнообразных вариантах осуществления реакционная среда 36 может иметь соотношение высоты и ширины Hp:Wp, составляющее более чем приблизительно 3:1, находящееся в интервале от приблизительно 7:1 до приблизительно 25:1, в интервале от приблизительно 8:1 до приблизительно 20:1 или в интервале от 9:1 до 15:1. В одном варианте осуществления настоящего изобретения Lp=Hp и Dp=Wp, поэтому разнообразные размеры или соотношения, которые представлены в настоящем документе для Lp и Dp, также применяются к Hp и Wp, и наоборот.
Относительно высокие соотношения Lp:Dp и Hp:Wp, обеспечиваемые в соответствии с вариантом осуществления настоящего изобретения, могут придавать несколько важных преимуществ изобретенной системе. Как обсуждается ниже более подробно, было обнаружено, что повышенные соотношения Lp:Dp и Hp:Wp, а также другие определенные характеристики, обсуждаемые ниже, могут создавать благоприятные вертикальные градиенты концентрации молекулярного кислорода и/или окисляемого соединения (например, пара-ксилола) в реакционной среде 36. Вопреки традиционному знанию о благоприятности хорошего перемешивания реакционной среды с относительно однородными концентрациями во всем объеме, было обнаружено, что вертикальные градиенты концентрации кислорода и/или окисляемого соединения способствуют повышению эффективности и экономичности реакции окисления. Сокращение до минимума концентраций кислорода и окисляемого соединения в верхней части реакционной среды 36 может способствовать потере непрореагировавшего кислорода и непрореагировавшего окисляемого соединения через верхний газовый выпуск 40. Однако если концентрации окисляемого соединения и непрореагировавшего кислорода являются низкими во всем объеме реакционной среды 36, то уменьшается скорость и/или селективность окисления. Таким образом, в разнообразных вариантах осуществления концентрации молекулярного кислорода и/или окисляемого соединения могут быть значительно выше в нижней части реакционной среды 36, чем в верхней части реакционной среды 36.
Кроме того, высокие соотношения Lp:Dp и Hp:Wp могут создавать давление в нижней части реакционной среды 36 существенно выше давления в верхней части реакционной среды 36. Этот вертикальный градиент давления образуется в результате высоты и плотности реакционной среды 36. Одно преимущество этого вертикального градиента давления заключается в том, что повышенное давление в нижней части резервуара увеличивает растворимость и массоперенос кислород выше уровня, который достигается при сопоставимых температурах и верхних давлениях в неглубоких реакторах. Таким образом, реакцию окисления можно осуществлять при меньших температурах, чем потребовались бы в неглубоком резервуаре. Когда барботажный колоночный реактор 20 используют для частичного окисления пара-ксилола в неочищенную терефталевую кислоту (CTA), возможность работы при меньших реакционных температурах при таких же или более высоких скоростях массопереноса кислорода предоставляет ряд преимуществ. Например, низкая температура окисления пара-ксилола уменьшает количество растворителя, сгорающего во время реакции. Как обсуждается ниже более подробно, низкая температура окисления также способствует образованию мелких, имеющих высокую удельную поверхность, слабо связанных, легко растворяющихся частиц CTA, которые можно подвергать более экономичным способам очистки, чем крупные, имеющие низкую удельную поверхность плотные частицы CTA, получаемые традиционными высокотемпературными способами окисления.
Во время окисления в реакторе 20 усредненное по времени и усредненное по объему температура реакционной среды 36 можно поддерживать в интервале от приблизительно 125 до приблизительно 200°C, в интервале от приблизительно 140 до приблизительно 180°C, или в интервале от 150 до 170°C. Верхнее манометрическое давление над реакционной средой 36 можно поддерживать в интервале от приблизительно 1 до приблизительно 20 бар (0,1-2 МПа), в интервале от приблизительно 2 до приблизительно 12 бар (0,2-1,2 МПа) или в интервале от 4 до 8 бар (0,4-0,8 МПа). Разность давлений между верхней частью реакционной среды 36 и нижней частью реакционной среды 36 может находиться в интервале от приблизительно 0,4 до приблизительно 5 бар (0,04-0,5 МПа), в интервале от приблизительно 0,7 до приблизительно 3 бар (0,07-0,3 МПа) или в интервале от 1 до 2 бар (0,1-0,2 МПа). Хотя верхнее давление над реакционной средой 36 можно обычно поддерживать на относительно постоянном уровне, один вариант осуществления предусматривает пульсирующее верхнее давление, чтобы обеспечить улучшенное перемешивание и/или массоперенос в реакционной среде 36. Когда верхнее давление является пульсирующим, пульсирующее давление может изменяться от приблизительно 60 до приблизительно 140%, от приблизительно 85 до приблизительно 115% или от 95 до 105% от уровня стационарного верхнего давления, указанного в настоящем документе.
Дополнительное преимущество высокого соотношения Lp:Dp реакционной зоны 28 заключается в том, что это может способствовать повышению средней поверхностной скорости реакционной среды 36. Термины «поверхностная скорость» и «поверхностная скорость газа» при использовании в настоящем документе по отношению к реакционной среде 36 означают объемную скорость потока газовой фазы реакционной среды 36 на подъеме в реакторе, деленную на площадь горизонтального поперечного сечения реактора на данном подъеме. Повышенная поверхностная скорость, обеспечиваемая высоким соотношением Lp:Dp реакционной зоны 28 может способствовать местному перемешиванию и увеличению удерживания газа реакционной среды 36. Усредненные по времени поверхностные скорости реакционной среды 36 на уровне четверти высоты, половины высоты и/или трех четвертей высоты реакционной среды 36 могут составлять более чем приблизительно 0,3 м/с, находиться в интервале от приблизительно 0,8 до приблизительно 5 м/с, в интервале от приблизительно 0,9 до приблизительно 4 м/с или в интервале от 1 до 3 м/с.
Снова рассмотрим фиг. 1, где разделительный отсек 26 барботажного колоночного реактора 20 может представлять собой просто расширенную часть резервуарного корпуса 22, расположенную непосредственно над реакционным отсеком 24. Разделительный отсек 26 уменьшает скорость восходящего потока газовой фазы в барботажном колоночном реакторе 20, когда газовая фаза поднимается над верхней поверхностью 44 реакционной среды 36 и подходит к газовому выпуску 40. Это уменьшение скорости восходящего потока газовой фазы способствует отделению захваченных жидкостей и/или твердых веществ в восходящем потоке газовой фазы, в результате чего уменьшается нежелательная потеря определенных компонентов, присутствующих в жидкой фазе реакционной среды 36.
Разделительный отсек 26 может включать обычно усеченно коническую стенку сопряжения 54, обычно цилиндрическую широкую боковую стенку 56 и верхний купол 58. Узкий нижний край стенки сопряжения 54 присоединен сверху к цилиндрической основной части 46 реакционного отсека 24. Широкий верхний край стенки сопряжения 54 присоединен снизу к широкой боковой стенке 56. Стенка сопряжения 54 может проходить вверх и наружу от своего узкого нижнего края под углом в интервале от приблизительно 10 до приблизительно 70° от вертикали, в интервале от приблизительно 15 до приблизительно 50° от вертикали или в интервале от 15 до 45° от вертикали. Широкая боковая стенка 56 имеет максимальный диаметр X, который обычно составляет более чем максимальный диаметр Dp реакционного отсека 24, хотя когда верхняя часть реакционного отсека 24 имеет меньший диаметр, чем общий максимальный диаметр реакционного отсека 24, X может фактически быть меньше, чем Dp. В разнообразных вариантах осуществления соотношение X:Dp диаметра широкой боковой стенки 56 и максимального диаметра реакционного отсека 24 может находиться в интервале от приблизительно 0,8:1 до приблизительно 4:1 или в интервале от 1,1:1 до 2:1. Верхний купол 58 прикреплен сверху к широкой боковой стенке 56. Верхний купол 58 может обычно представлять собой эллиптический верхний элемент, содержащий центральное отверстие, которое позволяет газу выходить из разделительной зоны 30 через газовый выпуск 40. В качестве альтернативы, верхний купол 58 может иметь любую форму, включая коническую. Разделительная зона 30 имеет максимальную высоту Y, измеряемую от верха 50 реакционной зоны 28 до наиболее верхней части разделительной зоны 30. Соотношение Lp:Y длины реакционной зоны 28 и высоты разделительной зоны 30 может находиться в интервале от приблизительно 2:1 до приблизительно 24:1, в интервале от приблизительно 3:1 до приблизительно 20:1 или в интервале от 4:1 до 16:1.
Продолжим рассматривать фиг. 1, показывающую, что во время работы газофазный окислитель (например, воздух) может поступать в реакционную зону 28 через впуски окислителя 66a, b и окислительный барботер 34. Окислительный барботер 34 может иметь любую форму или конфигурацию, которая обеспечивает поступление газофазного окислителя в реакционную зону 28. Например, окислительный барботер 34 может включать круглый или многоугольный (например, восьмиугольный) кольцевой элемент, содержащий множество отверстий для выпуска окислителя. В разнообразных вариантах осуществления некоторые или все отверстия для выпуска окислителя могут иметь такую конфигурацию, чтобы выпускать газофазный окислитель, в основном, направленный вниз. Независимо от конкретной конфигурации окислительного барботера 34, окислительный барботер может иметь такую физическую конфигурацию и работать таким образом, чтобы сводить к минимуму перепад давления, связанный с выходом потока окислителя через отверстия для выпуска окислителя и в реакционную зону. Такой перепад давления вычисляют как усредненное по времени статическое давление потока окислителя внутри проточного трубопровода на впусках окислителя 66a, b окислительного барботера минус усредненное по времени статическое давление в реакционной зоне на уровне, где половина потока окислителя поступает выше данного вертикального положения, и половина потока окислителя поступает ниже данного вертикального положения. В разнообразных вариантах осуществления усредненный по времени перепад давления, связанный в выпуском потока окислителя из окислительного барботера 34 может составлять менее чем приблизительно 0,3 мегапаскаля (МПа), менее чем приблизительно 0,2 МПа, менее чем приблизительно 0,1 МПа или менее чем 0,05 МПа.
Необязательно непрерывное или периодическое промывание можно обеспечивать для окислительного барботера 34, используя жидкость (например, уксусную кислоту, воду и/или пара-ксилол), чтобы предотвратить загрязнение окислительного барботера твердыми веществами. Когда используют такое жидкостное промывание, эффективное количество жидкости (т.е. не только незначительное количество капель жидкости, которые могут естественно присутствовать в потоке окислителя) можно пропускать через окислительный барботер и выпускать из отверстий для окислителя в течение, по меньшей мере, одного периода времени, составляющего более чем одну минуту ежедневно. Когда жидкость непрерывно или периодически выпускают из окислительный барботер 34, усредненное по времени соотношение массовой скорости потока жидкости через окислительный барботер и массовой скорости потока молекулярного кислорода через окислительный барботер может находиться в интервале от приблизительно 0,05:1 до приблизительно 30:1, в интервале от приблизительно 0,1:1 до приблизительно 2:1 или в интервале от 0,2:1 до 1:1.
Во многих традиционных барботажных колоночных реакторах содержащих многофазную реакционную среду, практически реакционная среда, находящаяся ниже окислительного барботера (или другого механизма для введения потока окислителя в реакционную зону) имеет очень низкое значении удерживание газа. Как известно в технике, термин «удерживание газа» означает просто объемную долю многофазной среды, которая находится в газообразном состоянии. Зоны низкого удерживания газа в среде можно также называть термином «неаэрированные зоны». Во многих традиционных суспензионных барботажных колоночных реакторах значительная часть полного объема реакционной среды находится ниже окислительного барботера (или другого механизма для введения потока окислителя в реакционную зону). Таким образом, значительная часть реакционной среды, которая находится в нижней части традиционных барботажных колоночных реакторов, является неаэрированной.
Было обнаружено, что сведение к минимуму количества неаэрированных зон в реакционной среде, подвергаемой окислению в барботажном колоночном реакторе, может сводить к минимуму образование определенных типов нежелательных примесей. Неаэрированные зоны реакционной среды содержат относительно мало пузырьков окислителя. Этот низкий объем пузырьков окислителя уменьшает количество молекулярного кислорода, доступного для растворения в жидкой фазе реакционной среды. Таким образом, жидкая фаза в неаэрированных зонах реакционной среды содержит относительно низкую концентрацию молекулярного кислорода. Эти обедненные кислородом неаэрированные зоны реакционной среды склонны способствовать нежелательным побочным реакциям, а не желательной реакции окисления. Например, когда пара-ксилол частично окисляется, образуя терефталевую кислоту, недостаточная доступность кислорода в жидкой фазе реакционной среды может вызывать образование нежелательно высоких количеств бензойной кислоты и конденсированных ароматических соединений, из которых следует отметить в высокой степени нежелательные придающие окраску молекулы, известные как флуореноны и антрахиноны.
В соответствии с одним или несколькими вариантами осуществления, жидкофазное окисление можно осуществлять в барботажном колоночном реакторе, имеющем такую конфигурацию и работающем таким образом, что объемная доля реакционной среды с низкими значениями удерживания газа сводится до минимума. Это сведение до минимума неаэрированных зон можно количественно оценить, теоретически разделяя полный объем реакционной среды на 2000 отдельных горизонтальных слоев, имеющих одинаковый объем. За исключением наиболее высокого и наиболее низкого горизонтальных слоев, каждый горизонтальный слой представляет собой отдельный объем, ограниченный по бокам боковой стенкой реактора и ограниченный сверху и снизу воображаемыми горизонтальными плоскостями. Наиболее высокий горизонтальный слой ограничен снизу воображаемой горизонтальной плоскостью и сверху верхней поверхностью реакционной среды. Наиболее нижний горизонтальный слой ограничен сверху воображаемой горизонтальной плоскостью и снизу нижним краем резервуара. Когда реакционная среда теоретически разделена на 2000 отдельных горизонтальных слоев равного объема, можно определить усредненное по времени и усредненное по объему удерживание газа каждого горизонтального слоя. При использовании этого способа количественной оценки числа неаэрированных зон, число горизонтальных слоев, у которых усредненное по времени и усредненное по объему удерживание газа составляет менее чем 0,1, может составлять менее чем 30, менее чем 15, менее чем 6, менее чем 4 или менее чем 2. Кроме того, число горизонтальных слоев, у которых удерживание газа составляет менее чем 0,2, может составлять менее чем 80, менее чем 40, менее чем 20, менее чем 12 или менее чем 5. Кроме того, число горизонтальных слоев, у которых удерживание газа составляет менее чем 0,3, может составлять менее чем 120, менее чем 80, менее чем 40, менее чем 20 или менее чем 15.
Кроме того, в отношении фиг. 1 было обнаружено, что расположение окислительного барботера 34 ниже в реакционной зоне 28 обеспечивает ряд преимуществ, включая уменьшение количества неаэрированных зон в реакционной среде 36. При данной высоте Hp реакционной среды 36, длине Lp реакционной зоны 28 и максимальном диаметре Dp реакционной зоны 28 основная масса потока окислителя может поступать в реакционную зону 28 в пределах, составляющих приблизительно 0,025 Hp, 0,022 Lp и/или 0,25 Dp от нижнего края 52 реакционной зоны 28, составляющих приблизительно 0,02 Hp, 0,018 Lp и/или 0,2 Dp от нижнего края 52 реакционной зоны 28, или составляющих 0,015 Hp, 0,013 Lp и/или 0,15 Dp от нижнего края 52 реакционной зоны 28.
Помимо преимуществ, обеспечиваемых сведением до минимума неаэрированных зон (т.е. зон с низким удерживанием газа) в реакционной среде 36, было обнаружено, что окислению может способствовать увеличение до максимума удерживания газа всей реакционной среды 36. Реакционная среда 36 может иметь усредненное по времени и усредненное по объему удерживание газа, составляющее, по меньшей мере, приблизительно 0,4, находящееся в интервале от приблизительно 0,6 до приблизительно 0,9 или в интервале от 0,65 до 0,85. Несколько физических и технологических характеристик барботажного колоночного реактора 20 способствуют высокому удерживанию газа, обсуждаемому выше. Например, для данного размера реактора и скорости потока окислителя высокое соотношение Lp:Dp реакционной зоны 28 приводит к меньшему диаметру, что увеличивает поверхностную скорость в реакционной среде 36, что, в свою очередь, увеличивает удерживание газа. Кроме того, известно, что фактический диаметр барботажной колонны и соотношение Lp:Dp влияют на среднее удерживание газа даже для данной постоянной поверхностной скорости. Кроме того, сведение до минимума числа неаэрированных зон, особенно в нижней части реакционной зоны 28 способствует повышенному значению удерживания газа. Кроме того, верхнее давление и механическая конфигурация барботажного колоночного реактора могут влиять на устойчивость работы при высоких поверхностных скоростях и значения удерживания газа, обсуждаемые в настоящем документе.
Кроме того, в отношении фиг. 1 было обнаружено, что улучшенное распределение окисляемого соединения (например, пара-ксилола) в реакционной среде 36 можно обеспечивать путем введения жидкофазного потока исходного материала в реакционную зону 28 в нескольких распределенных по вертикали положениях. В разнообразных вариантах осуществления жидкофазный поток исходного материала может поступать в реакционную зону 28 через, по меньшей мере, 3 питающих отверстия или, по меньшей мере, 4 питающих отверстия. При использовании в настоящем документе термин «питающие отверстия» означает отверстия, через которые жидкофазный поток исходного материала поступает в реакционную зону 28 для перемешивания с реакционной средой 36. В одном или нескольких вариантах осуществления, по меньшей мере, 2 питающих отверстия могут быть разделены по вертикали расстоянием, составляющим, по меньшей мере, приблизительно 0,5 Dp, по меньшей мере, приблизительно 1,5 Dp или, по меньшей мере, 3 Dp. Однако наиболее высокое питающее отверстие может быть отделено по вертикали от наиболее нижнего отверстия для окислителя расстоянием, составляющим не более чем приблизительно 0,75 Hp, 0,65 Lp и/или 8 Dp; не более чем приблизительно 0,5 Hp, 0,4 Lp и/или 5 Dp; или не более чем 0,4 Hp, 0,35 Lp и/или 4 Dp.
Хотя желательно вводить жидкофазный поток исходного материала через множеств вертикальных положений, было также обнаружено, что улучшенное распределение окисляемого соединения в реакционной среде 36 обеспечивается, если основная масса жидкофазного потока исходного материала поступает в нижнюю половину реакционной среды 36 и/или реакционной зоны 28. В разнообразных вариантах осуществления, по меньшей мере, приблизительно 75 мас.% или, по меньшей мере, 90 мас.% жидкофазного потока исходного материала может поступать в нижнюю половину реакционной среды 36 и/или реакционной зоны 28. Кроме того, по меньшей мере, приблизительно 30 мас.% жидкофазного потока исходного материала может поступать в реакционную зону 28 в пределах, составляющих приблизительно 1,5 Dp, от наиболее нижнего вертикального положения, где поток окислителя поступает в реакционную зону 28. Это наиболее нижнее вертикальное положение, где поток окислителя поступает в реакционную зону 28, находится, как правило, в нижней части окислительного барботера 34; однако разнообразными вариантами осуществления предусмотрены разнообразные альтернативные конфигурации для введения потока окислителя в реакционную зону 28. В одном или нескольких вариантах осуществления, по меньшей мере, приблизительно 50 мас.% жидкофазного исходного материала может поступать в пределах, составляющих приблизительно 2,5 Dp, от наиболее нижнего вертикального положения, где поток окислителя поступает в реакционную зону 28. В других вариантах осуществления, по меньшей мере, приблизительно 75 мас.% жидкофазного потока исходного материала может поступать в пределах, составляющих приблизительно 5 Dp, от наиболее нижнего вертикального положения, где поток окислителя поступает в реакционную зону 28.
Каждое питающее отверстие представляет собой открытую площадь, через которую поступает исходный материал. В разнообразных вариантах осуществления, по меньшей мере, приблизительно 30% совокупной открытой площади всех впусков исходного материала может находиться в пределах, составляющих приблизительно 1,5 Dp, от наиболее нижнего вертикального положения, где поток окислителя поступает в реакционную зону 28. В других вариантах осуществления, по меньшей мере, приблизительно 50% совокупной открытой площади всех впусков исходного материала может находиться в пределах, составляющих приблизительно 2,5 Dp, от наиболее нижнего вертикального положения, где поток окислителя поступает в реакционную зону 28. В следующих вариантах осуществления, по меньшей мере, приблизительно 75% совокупной открытой площади всех впусков исходного материала может находиться в пределах, составляющих приблизительно 5 Dp, от наиболее нижнего вертикального положения, где поток окислителя поступает в реакционную зону 28.
Продолжим рассматривать фиг. 1, где в одном или нескольких вариантах осуществления впуски исходного материала 32a, b, c, d могут представлять собой просто ряд расположенных по вертикали отверстий вдоль одной стороны резервуарного корпуса 22. Эти питающие отверстия могут иметь практически одинаковые диаметры, составляющие менее чем приблизительно 7 см, находиться в интервале от приблизительно 0,25 до приблизительно 5 см или в интервале от 0,4 до 2 см. Барботажный колоночный реактор 20 можно оборудовать системой для регулирования скорости потока жидкофазного потока исходного материала из каждого питающего отверстия. Такая система регулирования потока может включать отдельные клапаны регулирования потока 74a, b, c, d для каждого соответствующего впуска 32a, b, c, d исходного материала. Кроме того, барботажный колоночный реактор 20 можно оборудовать системой регулирования потока, которая позволяет вводить, по меньшей мере, часть жидкофазного потока исходного материала в реакционную зону 28 при повышенной поверхностной скорости впуска, составляющей, по меньшей мере, приблизительно 2 м/с, по меньшей мере, приблизительно 5 м/с, по меньшей мере, приблизительно 6 м/с или находящейся в интервале от 8 до 20 м/с. При использовании в настоящем документе термин «поверхностная скорость впуска» означает усредненную по времени объемную скорость потока исходного материала из питающего отверстия, деленную на площадь питающего отверстия. В разнообразных вариантах осуществления, по меньшей мере, приблизительно 50 мас.% потока исходного материала может поступать в реакционную зону 28 при повышенной поверхностной скорости впуска. В одном или нескольких вариантах осуществления практически весь поток исходного материала поступает в реакционную зону 28 при повышенной поверхностной скорости впуска.
Теперь рассмотрим фиг. 2, который иллюстрирует реакторную систему 100, включающую первичный окислительный реактор 102 и вторичный окислительный реактор 104. Первичный окислительный реактор 102 может иметь практически такую же конфигурацию и работать практически таким же образом, как барботажный колоночный реактор 20, описанный выше в отношении фиг. 1.
В одном или нескольких вариантах осуществления первичный окислительный реактор 102 и вторичный окислительный реактор 104 представляют собой барботажные колоночные реакторы. Первичный окислительный реактор 102 может включать первичный реакционный резервуар 106 и первичный окислительный барботер 108, в то время как вторичный окислительный реактор 104 может включать вторичный реакционный резервуар 110 и нижний окислительный барботер 112. Как обсуждается ниже более подробно, вторичный окислительный реактор 104 может необязательно включать дополнительно один или более верхний окислительных барботеров. В одном или нескольких вариантах осуществления каждый из первичного и вторичного реакционных резервуаров 106 и 110 может включать соответствующую вертикальную боковую стенку, имеющую, как правило, цилиндрическую конфигурацию. Соотношение максимальной высоты вертикальной боковой стенки вторичного реакционного резервуара 110 и максимальной высоты вертикальной боковой стенки первичного реакционного резервуара 106 может находиться в интервале от приблизительно 0,1:1 до приблизительно 0,9:1, в интервале от приблизительно 0,2:1 до приблизительно 0,8:1 или в интервале от 0,3:1 до 0,7:1.
Первичный реакционный резервуар 106 представляет собой первичную реакционную зону 116, в то время как вторичный реакционный резервуар 110 представляет собой вторичную реакционную зону 118. В разнообразных вариантах осуществления соотношение максимальных площадей горизонтального поперечного сечения вторичной реакционной зоны 118 и первичной реакционной зоны 116 может находиться в интервале от приблизительно 0,01:1 до приблизительно 0,75:1, в интервале от приблизительно 0,02:1 до приблизительно 0,5:1 или в интервале от 0,04:1 до 0,3:1. Кроме того, соотношение объемов первичной реакционной зоны 116 и вторичной реакционной зоны 118 может находиться в интервале от приблизительно 1:1 до приблизительно 100:1, в интервале от приблизительно 4:1 до приблизительно 50:1 или в интервале от 8:1 до 30:1. Кроме того, первичная реакционная зона 116 может иметь соотношение максимально вертикальной высоты и максимального горизонтального диаметра в интервале от приблизительно 3:1 до приблизительно 30:1, в интервале от приблизительно 6:1 до приблизительно 20:1 или в интервале от 9:1 до 15:1.
Как представлено на фиг. 2, вторичная реакционная зона 118 может иметь максимальную вертикальную длину Ls и максимальный горизонтальный диаметр Ds. В одном или нескольких вариантах осуществления вторичная реакционная зона 118 может иметь соотношение максимальной вертикальной длины и максимального горизонтального диаметра Ls:Ds в интервале от приблизительно 14:1 до приблизительно 28:1, в интервале от приблизительно 16:1 до приблизительно 26:1, в интервале от приблизительно 18:1 до приблизительно 24:1, в интервале от приблизительно 20:1 до приблизительно 23:1 или в интервале от 21:1 до 22:1. В разнообразных вариантах осуществления Ds вторичной реакционной зоны 118 может находиться в интервале от приблизительно 0,1 до приблизительно 5 м, в интервале от приблизительно 0,3 до приблизительно 4 м или в интервале от 1 до 3 м. Кроме того, Ls вторичной реакционной зоны 118 может находиться в интервале от приблизительно 1 до приблизительно 100 м, в интервале от приблизительно 3 до приблизительно 50 м или в интервале от 10 до 40 м.
Как и в случае барботажного колоночного реактора 20, описанного выше в отношении фиг. 1, первичная реакционная зона 116 имеет максимальную вертикальную длину Lp и максимальный горизонтальный диаметр Dp. В разнообразных вариантах осуществления соотношение Ds:Dp максимального горизонтального диаметра вторичной реакционной зоны 118 и максимального горизонтального диаметра первичной реакционной зоны 116 может находиться в интервале от приблизительно 0,05:1 до приблизительно 0,8:1, в интервале от приблизительно 0,1:1 до приблизительно 0,6:1 или в интервале от 0,2:1 до 0,5:1. Кроме того, соотношение Ls:Lp максимальной вертикальной длины вторичной реакционной зоны 118 и максимальной вертикальной длины первичной реакционной зоны 116 может находиться в интервале от приблизительно 0,03:1 до приблизительно 1:1, в интервале от приблизительно 0,1:1 до приблизительно 0,9:1 или в интервале от 0,3:1 до 0,8:1.
В разнообразных вариантах осуществления вторичный окислительный реактор 104 может быть расположен сбоку от первичного окислительного реактора 102 (т.е. по меньшей мере, часть первичного и вторичного окислительных реакторов 102 и 104 имеет общую высоту). Как отмечено выше, первичная реакционная зона 116 первичного окислительного реактора 102 имеет максимальный диаметр Dp. В одном или нескольких вариантах осуществления центр объема вторичной реакционной зоны 118 может быть отделен по горизонтали от центра объема первичной реакционной зоны 416 расстоянием, составляющим, по меньшей мере, приблизительно 0,5 Dp, 0,75 Dp или 1,0 Dp и менее чем приблизительно 30 Dp, 10 Dp или 3 Dp.
Любые параметры (например, высота, ширина, площадь, объем, относительное горизонтальное расположение и относительное вертикальное расположение), которые указаны в настоящем документе для первичного реакционного резервуара 106 и его принадлежностей, также считаются относящимися к первичной реакционной зоне 116, которую определяет первичный реакционный резервуар 106, и наоборот. Кроме того, любые параметры, указанные в настоящем документе для вторичного реакционного резервуара 110 и его принадлежностей, также считаются относящимися к вторичной реакционной зоне 118, которую определяет вторичный реакционный резервуар 110, и наоборот.
Во время нормальной работы реакторной системы 100 реакционная среда 120 может сначала подвергаться окислению в первичной реакционной зоне 116 первичного окислительного реактора 102. Реакционная среда 120a может затем выходить из первичной реакционной зоны 116 и поступать во вторичную реакционную зону 118 через трубопровод 105. Во вторичной реакционной зоне 118 жидкая и/или твердая фаза реакционной среды 120b может подвергаться дополнительному окислению. В разнообразных вариантах осуществления, по меньшей мере, приблизительно 50, 75, 95, или 99 мас.% жидкой и/или твердой фазы, выходящей из первичной реакционной зоны, 116 можно обрабатывать во вторичной реакционной зоне 116. Верхние газы могут выходить через верхний газовый выпуск вторичного окислительного реактора 104 и могут поступать обратно в первичный окислительный реактор 102 через трубопровод 107. Суспензионная фаза реакционной среды 120b может выходить через нижний суспензионный выпуск 122 вторичного окислительного реактора 104, и ее можно после этого подвергать дополнительной обработке ниже по потоку.
Впускной трубопровод 105 можно присоединять к первичному окислительному реактору 102 на любой высоте. Хотя это не показано на фиг. 2, реакционную среду 120 можно механически перекачивать во вторичную реакционную зону 118, если это желательно. Однако можно также использовать самотечное (гравитационное) перемещение реакционной среды 120 из первичной реакционной зоны 116 через впускной трубопровод 105 и во вторичную реакционную зону 118. Соответственно, впускной трубопровод 105 можно присоединять одним концом к верхней части, составляющей 50, 30, 20 или 10% полной высоты и/или полного объема первичной реакционной зоны 116. В других разнообразных вариантах осуществления суспензионный выпуск (не обозначен), через который реакционная среда 120a может выходить из первичного окислительного реактора 102 во впускной трубопровод 105, может находиться на расстоянии, составляющем, по меньшей мере, 0,1 Lp, по меньшей мере, 0,2 Lp или, по меньшей мере, 0,3 Lp, от каждого из нормально верхнего и нормально нижнего краев первичной реакционной зоны 116.
В разнообразных вариантах осуществления другой конец впускного трубопровода 105 можно устанавливать в гидравлическом соединении с впуском суспензии (не обозначен), который расположен в верхней части, составляющей 30, 20, 10 или 5% полной высоты и/или полного объема вторичной реакционной зоны 118. В альтернативных вариантах осуществления впуск суспензии во вторичный окислительный реактор 104 может представлять собой средний по уровню впуск суспензии на расстояние от дна вторичной реакционной зоны 118, которое находится в интервале от приблизительно 0,3 Ls до приблизительно 0,9 Ls, в интервале от приблизительно 0,4 Ls до приблизительно 0,8 Ls, в интервале от приблизительно 0,5 Ls до приблизительно 0,8 Ls или в интервале от 0,55 Ls до 0,6 Ls. Кроме того, впуск суспензии во вторичный окислительный реактор 104 может находиться на расстоянии от дна вторичной реакционной зоны, составляющем от приблизительно 9 Ds до приблизительно 15 Ds, в интервале от приблизительно 10 Ds до приблизительно 14 Ds или в интервале от 11 Ds до 13 Ds. В процессе работы, по меньшей мере, часть реакционной среды 120a может поступать во вторичную реакционную зону 118 через находящийся на среднем уровне впуск суспензии. В разнообразных вариантах осуществления, по меньшей мере, 5 об.%, по меньшей мере, 10 об.%, по меньшей мере, 20 об.%, по меньшей мере, 30 об.%, по меньшей мере, 50 об.%, по меньшей мере, 75 об.% или 100 об.% суммарного количества реакционной среды 120a, вводимого во вторичную реакционную зону 118, может поступать через находящийся на среднем уровне впуск суспензии.
В разнообразных вариантах осуществления впускной трубопровод 105 может быть горизонтальным, практически горизонтальным и/или наклоненным вниз по направлению от первичного окислительного реактора 102 к вторичному окислительному реактор 104. В одном или нескольких вариантах осуществления впускной трубопровод 105 является горизонтальным или практически горизонтальным, и он может быть прямолинейным или практически прямолинейным. Соответственно, в одном или нескольких вариантах осуществления выпуск суспензии (не обозначен) из первичного окислительного реактора 102 может находиться на таком же или практически таком же уровне по вертикали, как впуск суспензии (не обозначен) во вторичный окислительный реактор 104.
В разнообразных вариантах осуществления выпускной трубопровод 107 можно присоединять на любом уровне к вторичному окислительному реактору 104. В разнообразных вариантах осуществления выпускной трубопровод 107 можно присоединять к вторичному окислительному реактору 104 выше уровня присоединения впускного трубопровода 105. Кроме того, выпускной трубопровод 107 можно присоединять к верхней части вторичного окислительного реактора 104. Выпускной трубопровод 107 можно присоединять к первичному окислительному реактору 102 выше уровня присоединения впускного трубопровода 105. В разнообразных вариантах осуществления выпускной трубопровод 107 присоединяют к верхней части, составляющей 30, 20, 10 или 5% полной высоты и/или полного объема первичной реакционной зоны 116. Выпускной трубопровод 107 может быть горизонтальным и/или наклоненным вверх от вторичного окислительного реактора 104 по направлению к первичному окислительному реактору 102. Хотя это не показано на фиг. 2, выпускной трубопровод 107 можно также присоединять непосредственно к газовому выпускному трубопроводу, который выводит газовый исходящий поток из верхней части первичного окислительного реактора 102.
Верхний край вторичной реакционной зоны 116 может находиться выше или ниже верхнего края первичной реакционной зоны 118. В разнообразных вариантах осуществления верхний край первичной реакционной зоны 116 может находиться на уровне, составляющем от 10 м выше до 50 м ниже, от 2 м выше до 40 м ниже или от 5 м ниже до 30 м ниже верхнего края вторичной реакционной зоны 118. Нижний край вторичной реакционной зоны 118 может находиться на уровне выше или ниже нижнего края первичной реакционной зоны 116. В разнообразных вариантах осуществления нижний край первичной реакционной зоны 116 может находиться на уровне в пределах, составляющих приблизительно 40, 20, 5, или 2 м выше или ниже нижнего края вторичной реакционной зоны 118.
Нижний суспензионный выпуск 122 может находиться на любом уровне вторичного окислительного реактора 104. В разнообразных вариантах осуществления нижний суспензионный выпуск 122 можно присоединять к вторичному окислительному реактору 104 ниже уровня присоединения впускного трубопровода 105. В разнообразных вариантах осуществления нижний суспензионный выпуск 122 присоединяют к нижней части вторичного окислительного реактора 104 как представлено на фиг. 2.
Вторичный окислительный реактор 104 может включать, по меньшей мере, один впуск окислителя, который обеспечивает дополнительное поступление молекулярного кислорода во вторичную реакционную зону 118. В одном или нескольких вариантах осуществления вторичный окислительный реактор 104 может включать, по меньшей мере, один нормально нижний впуск окислителя и, по меньшей мере, один нормально верхний впуск окислителя. В разнообразных вариантах осуществления нормально нижний впуск окислителя может находиться на расстоянии от дна вторичной реакционной зоны 118, составляющем менее чем 0,5 Ls, менее чем 0,4 Ls, менее чем 0,3 Ls или менее чем 0,2 Ls. Кроме того, нормально верхний впуск окислителя может находиться от дна вторичной реакционной зоны 118 на расстоянии, составляющем, по меньшей мере, 0,5 Ls, по меньшей мере, 0,6 Ls, по меньшей мере, 0,7 Ls, по меньшей мере, 0,8 Ls или, по меньшей мере, 0,9 Ls. В одном или нескольких вариантах осуществления вторичный окислительный реактор 104 может включать, по меньшей мере, два нормально верхних впуска окислителя, причем расстояние до каждого из них от дна вторичной реакционной зоны 118 составляет, по меньшей мере, 0,5 Ls, по меньшей мере, 0,55 Ls, по меньшей мере, 0,6 Ls, по меньшей мере, 0,7 Ls, по меньшей мере, 0,8 Ls или, по меньшей мере, 0,9 Ls. Кроме того, как отмечено выше, вторичный окислительный реактор 104 может включать впуск суспензии, который находится в гидравлическом соединении с впускным трубопроводом 105. В разнообразных вариантах осуществления нормально верхний впуск окислителя может находиться на расстоянии, составляющем менее чем 0,4 Ls, менее чем 0,3 Ls, менее чем 0,2 Ls или менее чем 0,1 Ls, от впуска суспензии во вторичный окислительный реактор 104. В других вариантах осуществления нормально верхний впуск окислителя может находиться выше впуска суспензии на расстоянии, составляющем менее чем 0,4 Ls, менее чем 0,3 Ls, менее чем 0,2 Ls или менее чем 0,1 Ls.
Во время работы первая часть газофазного окислителя, поступающего во вторичную реакционную зону 118 может поступать через нормально верхний впуск окислителя, в то время как вторая часть газофазного окислителя может поступать через нормально нижний впуск окислителя. В разнообразных вариантах осуществления первая часть газофазного окислителя, поступающего через нормально верхний впуск окислителя, может находиться в интервале от приблизительно 5 до приблизительно 49%, в интервале от приблизительно 5 до приблизительно 35%, в интервале от приблизительно 10 до приблизительно 20%, или в интервале от 10 до 15% полного объема газофазного окислителя, поступающего во вторичную реакционную зону 118. Соответственно, нормально верхний впуск окислителя и нормально нижний впуск окислителя могут образовывать между собой полную открытую площадь для введения газофазного окислителя во вторичную реакционную зону 118. В одном или нескольких вариантах осуществления нормально верхний впуск окислителя может определять в интервале от приблизительно 5 до приблизительно 49% полной открытой площади, в интервале от приблизительно 5 до приблизительно 35% полной открытой площади, в интервале от приблизительно 10 до приблизительно 20% полной открытой площади, или в интервале от 10 до 15% полной открытой площади.
Как представлено на фиг. 2, вышеупомянутый нижний впуск окислителя может включать нижний окислительный барботер 112. Кроме того, вышеупомянутый верхний впуск (впуски) окислителя могут включать один или более верхних окислительных барботеров 114a, b, c. Рассмотрим теперь на фиг. 3 поперечное сечение вторичного окислительного реактора 104, представленное вдоль линии 3-3, в частности, иллюстрирующее верхний окислительный барботер 114a. Как видно на фиг. 3, верхний окислительный барботер 114a может включать множество отверстий для выпуска окислителя 124, чтобы вводить газофазный окислитель во вторичную реакционную зону 118. Хотя это не показано, каждый из верхних окислительных барботеров 114b и 114c может также включают множество отверстий для выпуска окислителя. Аналогичным образом, нижний окислительный барботер 112 может также включать множество отверстий для выпуска окислителя. В одном или нескольких вариантах осуществления, по меньшей мере, 50%, по меньшей мере, 60%, по меньшей мере, 70%, по меньшей мере, 80%, по меньшей мере, 90%, по меньшей мере, 95% или, по меньшей мере, 99% отверстий для выпуска окислителя 124, находящихся в верхних окислительных барботерах 114a, b, c, можно ориентировать для выпуска газофазного окислителя в нормальном нисходящем направлении. При использовании в настоящем документе термин «нисходящий» означает любое направление, проходящее вниз нормально верхних окислительных барботеров 114a, b, c под углом в пределах 15° от вертикали. В разнообразных вариантах осуществления, по меньшей мере, 50%, по меньшей мере, 60%, по меньшей мере, 70%, по меньшей мере, 80%, по меньшей мере, 90%, по меньшей мере, 95% или, по меньшей мере, 99% отверстий для выпуска окислителя, расположенных в нижнем окислительном барботере 112, можно ориентировать, чтобы выпускать газофазный окислитель в нормальном нисходящем направлении и/или под углом, составляющим 45° или приблизительно 45° от направленной вниз вертикали.
Как отмечено выше, по меньшей мере, часть газофазного окислителя и реакционная среда 120a, поступающая во вторичную реакционную зону 118, могут соединяться, образуя реакционную среду 120b. В одном или нескольких вариантах осуществления может оказаться желательным, чтобы реакционная среда 120b содержала минимум зон с низкой концентрация кислорода. Это сведение к минимуму зон с низким содержанием кислорода можно количественно оценить теоретическим разделением полного объема реакционной среды 120b на 20 отдельных горизонтальных слоев одинакового объема. За исключением наиболее высокого и наиболее низкого горизонтальных слоев, каждый горизонтальный слой представляет собой отдельный объем, ограниченный по бокам боковой стенкой реактора и ограниченный сверху и снизу воображаемыми горизонтальными плоскостями. Наиболее высокий горизонтальный слой ограничен снизу воображаемой горизонтальной плоскостью и сверху верхней поверхностью реакционной среды или, в случае заполненной жидкостью колонны, верхним краем резервуара. Наиболее низкий горизонтальный слой ограничен сверху воображаемой горизонтальной плоскостью и снизу нижним краем резервуара. В разнообразных вариантах осуществления, когда полный объем реакционной среды 120b теоретически разделен на 20 отдельных горизонтальных слоев равного объема, никакие два соседних горизонтальных слоя не имеют суммарное усредненное по времени и усредненное по объему содержание кислорода, составляющее менее чем 7, менее чем 8, менее чем 9 или менее чем 10 г/т. В других вариантах осуществления никакой из 20 горизонтальных слоев не имеет усредненное по времени и усредненное по объему содержание кислорода, составляющее менее чем 7, менее чем 8, менее чем 9 или менее чем 10 г/т.
Рассмотрим снова на фиг. 2, где, в общем, способ, согласно которому потоки исходного материала, окислителя, и орошения поступают в первичный окислительный реактор 102, и режим работы первичного окислительного реактора 102 являются практически аналогичными тому, что описано выше в отношении барботажного колоночного реактора 20 на фиг. 1. Однако одно различие между первичным окислительным реактором 102 (фиг. 2) и барботажным колоночным реактором 20 (фиг. 1) заключается в том, что первичный окислительный реактор 102 не включают выпуск, который позволяет суспензионной фазе реакционной среды 120a непосредственно выходить из первичного реакционного резервуара 106 для обработки ниже по потоку. Вместо этого для первичного окислительного реактора 102 требуется, чтобы суспензионная фаза реакционной среды 120a сначала проходила через вторичный окислительный реактор 104 перед выпуском из реакторной системы 100. Как упомянуто выше, во вторичной реакционной зоне 118 вторичного окислительного реактора 104, реакционная среда 120b подвергается дополнительному окислению, которое способствует очистке жидкой и/или твердой фазы реакционной среды 120b.
В способе, где пара-ксилол поступает в реакционную зону 116, жидкая фаза реакционной среды 120a, которая выходит из первичной реакционной зоны 116 и поступает во вторичную реакционную зону 118, как правило, содержит, по меньшей мере, некоторое количество пара-толуиловой кислоты. В разнообразных вариантах осуществления существенную часть пара-толуиловой кислоты, которая поступает во вторичную реакционную зону 118, можно окислять во вторичной реакционной зоне 118. Таким образом, усредненная по времени концентрация пара-толуиловой кислоты в жидкой фазе реакционной среды 120b, которая выходит из второй реакционной зоны 118, может составлять менее чем усредненная по времени концентрация пара-толуиловой кислоты в жидкой фазе реакционной среды 120a/b, которая поступает во вторичную реакционную зону 118. В разнообразных вариантах осуществления усредненная по времени концентрация пара-толуиловой кислоты в жидкой фазе реакционной среды 120b, которая выходит из вторичной реакционной зоны 118, может составлять менее чем приблизительно 50, 10 или 5% усредненной по времени концентрации пара-толуиловой кислоты в жидкой фазе реакционной среды 120a/b, которая поступает во вторичную реакционную зону 118. Усредненная по времени концентрация пара-толуиловой кислоты в жидкой фазе реакционной среды 120a/b, которая поступает во вторую реакционную зону 118, может составлять, по меньшей мере, приблизительно 250 г/т, находиться в интервале от приблизительно 500 до приблизительно 6000 г/т или в интервале от 1000 до 4000 г/т. Для сравнения, усредненная по времени концентрация пара-толуиловой кислоты в жидкой фазе реакционной среды 120b, которая выходит из вторичной реакционной зоны 118, может составлять менее чем приблизительно 1000, 250 или 50 г/т.
Поскольку реакционная среда 120b обрабатывается во вторичной реакционной зоне 118 вторичного окислительного реактора 104, удерживание газа реакционной среды 120b может уменьшаться, когда суспензионная фаза реакционной среды 120b движется вниз через вторичную реакционную зону 118. В разнообразных вариантах осуществления соотношение усредненного по времени удерживания газа реакционной среды 120a/b, которая поступает во вторичную реакционную зону 118, и реакционной среды 120b, которая выходит из вторичной реакционной зоны 118, может составлять, по меньшей мере, приблизительно 2:1, 10:1 или 25:1. Кроме того, усредненное по времени удерживание газа реакционной среды 120a/b, которая поступает во вторичную реакционную зону 118, может находиться в интервале от приблизительно 0,4 до приблизительно 0,9, в интервале от приблизительно 0,5 до приблизительно 0,8 или в интервале от 0,55 до 0,7. Кроме того, усредненное по времени удерживание газа реакционной среды 120b, которая выходит из вторичной реакционной зоны 118, может составлять менее чем приблизительно 0,1, 0,05 или 0,02. В одном или нескольких вариантах осуществления соотношение усредненного по времени удерживания газа реакционной среды 120a в первичной реакционной зоне 116 и реакционной среды 120b во вторичной реакционной зоне 118 может составлять более чем приблизительно 1:1, находиться в интервале от приблизительно 1,25:1 до приблизительно 5:1 или в интервале от 1,5:1 до 4:1, где значения удерживания измеряют на любой высоте первичной и вторичной реакционных зон 116 и 118, на любых соответствующий высота первичной и вторичной реакционных зон 116 и 118, на четверти высоты первичной и/или вторичной реакционных зон 116 и 118, на полувысоте первичной и/или вторичной реакционных зон 116 и 118, на трех четвертях высоты первичной и/или вторичной реакционных зон 116 и 118, и/или они используются средние значения по всей высоте первичной и/или вторичной реакционных зон 116 и 118. В разнообразных вариантах осуществления усредненное по времени удерживание газа части реакционной среды 120a в первичной реакционной зоне 116 может находиться в интервале от приблизительно 0,4 до приблизительно 0,9, в интервале от приблизительно 0,5 до приблизительно 0,8 или в интервале от 0,55 до 0,70, где удерживание газа измеряют на любой высоте первичной реакционной зоны 116, на четверти высоты первичной реакционной зоны 116, на полувысоте первичной реакционной зоны 116, на трех четвертях высоты первичной реакционной зоны 116, и/или используется среднее значение по всей высоте первичной реакционной зоны 116. Кроме того, усредненное по времени удерживание газа части реакционной среды 120b во вторичной реакционной зоне 118 может находиться в интервале от приблизительно 0,01 до приблизительно 0,6, в интервале от приблизительно 0,03 до приблизительно 0,3 или в интервале от 0,08 до 0,2, где удерживание газа измеряют на любой высоте вторичной реакционной зоны 118, на четверти высоты вторичной реакционной зоны 118, на полувысоте вторичной реакционной зоны 118, на трех четвертях высоты вторичной реакционной зоны 118, и/или используется среднее значение по всей высоте вторичной реакционной зоны 118.
Температура реакционной среды 120 может быть приблизительно такой же в первичной и вторичной реакционных зонах 116 и 118. В разнообразных вариантах осуществления указанная температура может находиться в интервале от приблизительно 125 до приблизительно 200°C, в интервале от приблизительно 140 до приблизительно 180°C или в интервале от 150 до 170°C. Однако разности температуры могут возникать в первичной реакционной зоне 116, такие как разности, описанные ниже более подробно в отношении фиг. 4. В разнообразных вариантах осуществления разности температуры такой же величины могут также существовать во вторичной реакционной зоне 118, а также между первичной реакционной зоной 116 и вторичной реакционной зоной 118. Эти дополнительные температурные градиенты обусловлены химическими реакциями, которые происходят во вторичной реакционной зоне 118, введением дополнительного окислителя во вторичную реакционную зону 118 и статическими давлениями, сохраняющимися во вторичной реакционной зоне 118, по сравнению с теми, которые существуют в первичной реакционной зоне 116. Как описано выше, в разнообразных вариантах осуществления удерживание пузырьков может быть больше в первичной реакционной зоне 116, чем во вторичной реакционной зоне 118. Таким образом, статическое давление в первичной реакционной зоне 116 может быть больше, чем во вторичной реакционной зоне 118. Величина этой разности давлений зависит от величины плотности жидкости или суспензии и от разности удерживания пузырьков между двумя реакционными зонами. Величина этой разности давлений увеличивается на уровнях, которые находятся значительно ниже верхней границы вторичной реакционной зоны 118.
Как видно на фиг. 2, часть суммарного молекулярного кислорода, поступающего в реакторную систему 100, поступает во вторичную реакционную зону 118 вторичного окислительного реактора 104 через нижний окислительный барботер 112 и необязательно через один или более верхних окислительных барботеров 114a, b, c. В разнообразных вариантах осуществления большинство суммарного молекулярного кислорода, поступающего в реакторную систему 100, может поступать в первичную реакционную зону 116, причем остальная масса поступает во вторичную реакционную зону 118. В одном или нескольких вариантах осуществления, по меньшей мере, приблизительно 70, 90, 95 или 98 мол.% суммарного молекулярного кислорода, поступающего в реакторную систему 100, может поступать в первичную реакционную зону 116. Кроме того, молярное соотношение количества молекулярного кислорода, поступившее в первичную реакционную зону 116, и количества молекулярного кислорода, поступившего во вторичную реакционную зону 118, может находиться, по меньшей мере, приблизительно 2:1, в интервале от приблизительно 4:1 до приблизительно 200:1 или в интервале от 10:1 до 100:1. Хотя возможно, что некоторое количество растворителя и/или окисляемое соединение (например, пара-ксилола) поступает непосредственно во вторичную реакционную зону 118, в разнообразных вариантах осуществления менее чем приблизительно 10, 5 или 1 мас.% суммарного количества растворителя и/или окисляемого соединения, поступающего в реакторную систему, 100 поступает непосредственно во вторичную реакционную зону 118.
Объем, время пребывания и объемная временная скорость реакционной среды 120a в первичной реакционной зоне 116 первичного реакционного резервуара 106 могут, в разнообразных вариантах осуществления, составлять существенно более чем объем, время пребывания и объемная временная скорость реакционной среды 120b во вторичной реакционной зоне 118 вторичного реакционного резервуара 110. Таким образом, большинство окисляемого соединения (например, пара-ксилола), поступающего в реакторную систему 100, можно окислять в первичной реакционной зоне 116. В разнообразных вариантах осуществления, по меньшей мере, приблизительно 80, 90 или 95 мас.% всего окисляемого соединения, которое окисляется в реакторной системе 100, можно окислять в первичной реакционной зоне 116.
В одном или нескольких вариантах осуществления усредненная по времени поверхностная скорость газа реакционной среды 120a в первичной реакционной зоне 116 может составлять, по меньшей мере, приблизительно 0,2, 0,4, 0,8 или 1 м/с, где поверхностную скорость газа измеряют на любой высоте первичной реакционной зоны 116, на четверти высоты первичной реакционной зоны 116, на полувысоте первичной реакционной зоны 116, на трех четвертях высоты первичной реакционной зоны 116, и/или используется среднее значение по всей высоте первичной реакционной зоны 116. Хотя реакционная среда 120b во вторичной реакционной зоне 118 может иметь такую же поверхностную скорость газа, как реакционная среда 120a в первичной реакционной зоне 116, в разнообразных вариантах осуществления усредненное по времени поверхностная скорость газа реакционной среды 120b во вторичной реакционной зоне 118 может составлять менее чем усредненная по времени поверхностная скорость газа реакционной среды 120a в первичной реакционной зоне 116. Эта уменьшенная поверхностная скорость газа во вторичной реакционной зоне 118 становится возможной, например, вследствие уменьшения требуемого количества молекулярного кислорода во вторичной реакционной зоне 118 по сравнению с первичной реакционной зоной 116. Соотношение усредненной по времени поверхностной скорости газа реакционной среды 120a в первичной реакционной зоне 116 и реакционной среде 120b во вторичной реакционной зоне 118 может составлять, по меньшей мере, приблизительно 1,25:1, 2:1 или 5:1, где поверхностные скорости газа измеряют на любой высоте первичной и вторичной реакционных зон 116 и 118, на любых соответствующих высотах первичной и вторичной реакционных зон 116 и 118, на четверти высоты первичной и/или вторичной реакционных зон 116 и 118, полувысоте первичной и/или вторичной реакционных зон 116 и 118, на трех четвертях высоты первичной и/или вторичной реакционных зон 116 и 118, и/или используют средние значения по всем высотам первичной и/или вторичной реакционных зон 116 и 118. В разнообразных вариантах осуществления усредненная по времени и усредненная по объему поверхностный скорость газа реакционной среды 120b во вторичной реакционной зоне 118 может составлять менее чем приблизительно 0,2, 0,1 или 0,06 м/с, где поверхностную скорость газа измеряют на любой высота вторичной реакционной зоны 118, на четверти высоты вторичной реакционной зоны 118, на полувысоте вторичной реакционной зоны 118, на трех четвертях высоты вторичной реакционной зоны 118, и/или используют среднее значение по всей высоте вторичной реакционной зоны 118. При этих уменьшенных поверхностных скоростях газа нисходящий поток суспензионной фазы реакционной среды 120b во вторичной реакционной зоне 118 можно заставить двигаться в режиме, приближенном к идеальному вытеснению. Например, во время окисления пара-ксилола с образованием PTA относительный вертикальный градиент концентрации жидкофазной пара-толуиловой кислоты может быть значительно большим во вторичной реакционной зоне 118, чем в первичной реакционной зоне 116. И это несмотря на то, что вторичная реакционная зона 118 представляет собой барботажную колонну, имеющую аксиальное перемешивание составов жидкости и суспензии. Усредненная по времени поверхностная скорость суспензионной фазы (твердое вещество + жидкий) и жидкой фазы реакционной среды 120b во вторичной реакционной зоне 118 может составлять менее чем приблизительно 0,2, 0,1 или 0,06 м/с, где поверхностную скорость измеряют на любой высоте вторичной реакционной зоны 118, на четверти высоты вторичной реакционной зоны 118, на полувысоте вторичной реакционной зоны 118, на трех четвертях высоты вторичной реакционной зоны 118, и/или используют среднее значение по всей высоте вторичной реакционной зоны 118.
В разнообразных вариантах осуществления жидкая фаза реакционной среды 120b, которая находится во вторичной реакционной зоне 118, может иметь усредненное по массе время пребывания во вторичной реакционной зоне 118, составляющее, по меньшей мере, приблизительно 1 минуту, находящееся в интервале от приблизительно 2 до приблизительно 60 минут или в интервале от 5 до 30 минут.
Как упомянуто выше, определенные физические и технологические характеристики барботажных колоночных реакторов, которые описаны выше со ссылкой на фиг. 1, обеспечивают вертикальные градиенты давления, температуры и концентраций реагентов (т.е. кислорода и окисляемого соединения) обрабатываемой реакционной среды. Как обсуждается выше, эти вертикальные градиенты могут обеспечить более эффективный и экономичный способ окисления по сравнению с традиционными способами окисления, в которых предпочтительной является хорошо перемешанная реакционная среда, имеющая относительно однородное давление, температуру и концентрации реагентов во всем объеме. Вертикальные градиенты концентраций кислорода и окисляемого соединения (например, пара-ксилола), а также температуры, которые стали возможными путем использования окислительной системы в соответствии с вариантом осуществления настоящего изобретения, далее будут описаны более подробно.
Рассмотрим теперь фиг. 4, где для количественной оценки градиентов концентраций реагентов, которые существуют в реакционной среде во время окисления в барботажном колоночном реакторе, полный объем реакционной среды можно теоретически разделять на 30 отдельных горизонтальных слоев равного объема. Фиг. 4 иллюстрирует концепцию разделения реакционной среды на 30 отдельных горизонтальных слоев равного объема. За исключением наиболее высокого и наиболее низкого горизонтальных слоев, каждый горизонтальный слой представляет собой отдельный объем, ограниченный сверху и снизу воображаемыми горизонтальными плоскостями и ограниченный с боковой стороны стенкой реактора. Наиболее высокий горизонтальный слой ограничен сверху воображаемой горизонтальной плоскостью и сверху верхней поверхностью реакционной среды. Наиболее низкий горизонтальный слой ограничен сверху воображаемой горизонтальной плоскостью и снизу дном резервуарного корпуса. Когда реакционную среду теоретически разделяют на 30 отдельных горизонтальных слоев равного объема, можно затем определять усредненную по времени и усредненную по объему концентрацию для каждого горизонтального слоя. Индивидуальный горизонтальный слой, имеющий максимальную концентрацию из всех 30 горизонтальных слоев, можно определить как «горизонтальный слой C-max». Индивидуальный горизонтальный слой, расположенный выше горизонтального слоя C-max и имеющий минимальную концентрацию из всех горизонтальных слоев, расположенных выше горизонтального слоя C-max, можно определить как «горизонтальный слой C-min». Вертикальный градиент концентрации можно затем вычислить как соотношение концентрации в горизонтальном слое C-max и концентрации в горизонтальном слое C-min.
Что касается количественной оценки градиента концентрации кислорода, когда реакционная среда теоретически разделена на 30 отдельных горизонтальных слоев равного объема, горизонтальный слой O2-max определен как имеющий максимальную концентрацию кислорода из всех 30 горизонтальных слоев, и горизонтальный слой O2-min определен как имеющий минимальную концентрацию кислорода из горизонтальных слоев, расположенных выше горизонтального слоя O2-max. Концентрации кислорода горизонтальных слоев измеряют в газовой фазе реакционной среды на молярной влажной основе усреднения по времени и усреднения по объему. В разнообразных вариантах осуществления соотношение концентрации кислорода горизонтального слоя O2-max и концентрации кислорода горизонтального слоя O2-min может находиться в интервале от приблизительно 2:1 до приблизительно 25:1, в интервале от приблизительно 3:1 до приблизительно 15:1 или в интервале от 4:1 до 10:1.
Как правило, горизонтальный слой O2-max расположен вблизи к нижней части реакционной среды, в то время как горизонтальный слой O2-min расположен вблизи к верхней части реакционной среды. В одном или нескольких вариантах осуществления горизонтальный слой O2-min может представлять собой один из 5 наиболее верхних горизонтальных слоев в числе 30 отдельных горизонтальных слоев. Кроме того, горизонтальный слой O2-min может представлять собой наиболее верхний слой из 30 отдельных горизонтальных слоев, как проиллюстрировано на фиг. 4. В разнообразных вариантах осуществления горизонтальный слой O2-max может представлять собой один из 10 наиболее нижний из горизонтальных слоев в числе 30 отдельных горизонтальных слоев. Кроме того, горизонтальный слой O2-max может представлять собой один из 5 наиболее нижних горизонтальных слоев в числе 30 отдельных горизонтальных слоев. Например, фиг. 4 иллюстрирует горизонтальный слой O2-max как третий горизонтальный слой от дна реактора. В одном или нескольких вариантах осуществления вертикальное расстояние между горизонтальными слоями O2-min и O2-max может составлять, по меньшей мере, приблизительно 2 Wp, по меньшей мере, приблизительно 4 Wp или, по меньшей мере, 6 Wp. Кроме того, вертикальное расстояние между горизонтальными слоями O2-min и O2-max может составлять, по меньшей мере, приблизительно 0,2 Hp, по меньшей мере, приблизительно 0,4 Hp или, по меньшей мере, 0,6 Hp.
Усредненная по времени и усредненная по объему концентрация кислорода, на влажной основе, горизонтального слоя O2-min может находиться в интервале от приблизительно 0,1 до приблизительно 3 мол.%, в интервале от приблизительно 0,3 до приблизительно 2 мол.%, или в интервале от 0,5 до 1,5 мол.%. усредненное по времени и усредненное по объему концентрация кислорода горизонтального слоя O2-max может находиться в интервале от приблизительно 4 до приблизительно 20 мол.%, в интервале от приблизительно 5 до приблизительно 15 мол.%, или в интервале от 6 до 12 мол.%. Усредненная по времени концентрация кислорода, на сухой основе, в газовом исходящем потоке, который выходит из реактора через газовый выпуск, может находиться в интервале от приблизительно 0,5 до приблизительно 9 мол.%, в интервале от приблизительно 1 до приблизительно 7 мол.% или в интервале от 1,5 до 5 мол.%.
Поскольку концентрация кислорода уменьшается в такой значительной степени по направлению к верхней части реакционной среды, потребность в кислороде можно уменьшать в верхней части реакционной среды. Это уменьшение потребности в кислороде вблизи верхней части реакционной среды можно осуществлять путем создания вертикального градиента концентрации окисляемого соединения (например, пара-ксилола), где минимальная концентрация окисляемого соединения находится вблизи верхней части реакционной среды.
Что касается количественной оценки окисляемое соединение градиента концентрации (например, пара-ксилола), когда реакционная среда теоретически разделена на 30 отдельных горизонтальных слоев равного объема, горизонтальный слой OC-max определяют как имеющий максимальную концентрацию окисляемого соединения всех 30 горизонтальных слоев, и горизонтальный слой OC-min определяют как имеющий минимальную концентрацию окисляемого соединения из горизонтальных слоев, расположенных выше горизонтального слоя OC-max. Концентрации окисляемого соединения горизонтальных слоев измеряют в жидкой фазе на основе усредненной по времени и усредненной по объему массовой доли. В разнообразных вариантах осуществления соотношение окисляемого соединения концентрация горизонтального слоя OC-max и концентрация окисляемого соединения горизонтального слоя OC-min может составлять более чем приблизительно 5:1, более чем приблизительно 10:1, более чем приблизительно 20:1, или оно находится в интервале от 40:1 до 1000:1.
Как правило, горизонтальный слой OC-max расположен вблизи нижней части реакционной среды, в то время как горизонтальный слой OC-min расположен вблизи верхней части реакционной среды. В одном или нескольких вариантах осуществления горизонтальный слой OC-min может представлять собой один из 5 наиболее верхних горизонтальных слоев в числе 30 отдельных горизонтальных слоев. Кроме того, горизонтальный слой OC-min может представлять собой наиболее верхний слой из 30 отдельных горизонтальных слоев, как проиллюстрировано на фиг. 4. В разнообразных вариантах осуществления горизонтальный слой OC-max может представлять собой один из 10 наиболее нижних горизонтальных слоев в числе 30 отдельных горизонтальных слоев. Кроме того, горизонтальный слой OC-max может представлять собой один из 5 наиболее нижних горизонтальных слоев в числе 30 отдельных горизонтальных слоев. Например, фиг. 4 иллюстрирует горизонтальный слой OC-max как пятый горизонтальный слой от дна реактора. В разнообразных вариантах осуществления вертикальное расстояние между горизонтальными слоями OC-min и OC-max может составлять, по меньшей мере, приблизительно 2 Wp (где Wp представляет собой максимальную ширину реакционной среды), по меньшей мере, приблизительно 4 Wp или, по меньшей мере, 6 Wp. При данной высоте Hp реакционной среды вертикальное расстояние между горизонтальными слоями OC-min и OC-max может составлять, по меньшей мере, приблизительно 0,2 HP, по меньшей мере, приблизительно 0,4 Hp или, по меньшей мере, 0,6 Hp.
Усредненная по времени и усредненная по объему концентрация окисляемого соединения (например, пара-ксилола) в жидкой фазе горизонтального слоя OC-min может составлять менее чем приблизительно 5000 г/т, менее чем приблизительно 2000 г/т, менее чем приблизительно 400 г/т, или она находится в интервале от 1 г/т до 100 г/т. Усредненная по времени и усредненная по объему концентрация окисляемого соединения в жидкой фазе горизонтального слоя OC-max может находиться в интервале от приблизительно 100 г/т до приблизительно 10000 г/т, в интервале от приблизительно 200 г/т до приблизительно 5000 г/т или в интервале от 500 г/т до 3000 г/т.
Хотя барботажный колоночный реактор может обеспечивать вертикальные градиенты концентрации окисляемого соединения, можно также сводить до минимума объемную процентную долю реакционной среды, имеющей концентрацию окисляемого соединения в жидкой фазе выше 1000 г/т. В разнообразных вариантах осуществления усредненная по времени объемная процентная доля реакционной среды, имеющей концентрацию окисляемого соединения в жидкой фазе выше 1000 г/т, может составлять менее чем приблизительно 9%, менее чем приблизительно 6% или менее чем 3%. Кроме того, усредненная по времени объемная процентная доля реакционной среды, имеющей концентрацию окисляемого соединения в жидкой фазе выше 2500 г/т, может составлять менее чем приблизительно 1,5%, менее чем приблизительно 1% или менее чем 0,5%. Кроме того, усредненная по времени объемная процентная доля реакционной среды, имеющей концентрацию окисляемого соединения в жидкой фазе выше 10000 г/т, может составлять менее чем приблизительно 0,3%, менее чем приблизительно 0,1% или менее чем 0,03%. Кроме того, усредненная по времени объемная процентная доля реакционной среды, имеющей концентрацию окисляемого соединения в жидкой фазе выше 25000 г/т, может составлять менее чем приблизительно 0,03%, менее чем приблизительно 0,015% или менее чем 0,007%. Авторы настоящего изобретения отмечают, что объем реакционной среды, содержащий повышенные уровни окисляемого соединения, не обязательно должен представлять собой единый связанный объем. Во многих случаях хаотические движения потоков в барботажном колоночном реакционном резервуаре образуют одновременно два или более непрерывных, но разделенных частей реакционной среды, имеющих повышенные уровни окисляемого соединения. В каждый момент времени, который используют для усреднения по времени, все такие непрерывные, но разделенные объемы, составляющие более чем 00001% суммарного объема реакционной среды, совместно суммируют, чтобы определить полный объем, имеющий повышенные уровни концентрации окисляемого соединения в жидкой фазе.
Помимо градиентов концентраций кислорода и окисляемого соединения, которые обсуждаются выше, в реакционной среде может существовать градиент температуры. Рассмотрим снова фиг. 4, где данный градиент температуры можно количественно оценивать способом, аналогичным способу для градиентов концентраций, путем теоретического разделения реакционной среды на 30 отдельных горизонтальных слоев равного объема и измерения усредненной по времени и усредненной по объему температуры каждого слоя. Горизонтальный слой с наиболее низкой температурой из нижних 15 горизонтальных слоев можно затем определить как горизонтальный слой T-min, и горизонтальный слой, расположенный выше горизонтального слоя T-min и имеющий максимальную температуру из всех слоев выше горизонтального слоя T-min, можно затем определить как горизонтальный слой T-max. В разнообразных вариантах осуществления температура горизонтального слоя T-max может составлять, по меньшей мере, приблизительно на 1°C выше температуры горизонтального слоя T-min, превышать температуру горизонтального слоя T-min с превышением, находящимся в интервале от приблизительно 1,25 до приблизительно 12°C или в интервале от 2 до 8°C. Температура горизонтального слоя T-max может находиться в интервале от приблизительно 125 до приблизительно 200°C, в интервале от приблизительно 140 до приблизительно 180°C или в интервале от 150 до 170°C.
Как правило, горизонтальный слой T-max расположен вблизи центра реакционной среды, в то время как горизонтальный слой T-min расположен вблизи нижней части реакционной среды. В разнообразных вариантах осуществления горизонтальный слой T-min может представлять собой один из 10 наиболее нижних горизонтальных слоев в числе 15 нижних горизонтальных слоев или один из 5 наиболее нижних горизонтальных слоев в числе 15 нижних горизонтальных слоев. Например, фиг. 4 иллюстрирует горизонтальный слой T-min как второй горизонтальный слой от дна реактора. В разнообразных вариантах осуществления горизонтальный слой T-max может представлять собой один из 20 средних горизонтальных слоев в числе 30 отдельных горизонтальных слоев или один из 14 средних горизонтальных слоев в числе 30 отдельных горизонтальных слоев. Например, фиг. 4 иллюстрирует горизонтальный слой T-max как двадцатый горизонтальный слой от дна реактора (т.е. один из средних 10 горизонтальных слоев). Вертикальное расстояние между горизонтальными слоями T-min и T-max может составлять, по меньшей мере, приблизительно 2 Wp, по меньшей мере, приблизительно 4 Wp или, по меньшей мере, 6 Wp. Вертикальное расстояние между горизонтальными слоями T-min и T-max может составлять, по меньшей мере, приблизительно 0,2 Hp, по меньшей мере, приблизительно 0,4 Hp или, по меньшей мере, 0,6 Hp.
Как обсуждается выше, когда в реакционной среде существует вертикальный градиент температуры, может оказаться преимущественным выведение реакционной среды в более высоком положении, где температура реакционной среды является наиболее высокой, особенно когда выводимый продукт подвергают дополнительной обработке ниже по потоку при повышенных температурах. Таким образом, когда реакционную среду 120 выводят из реакционной зоны через один или более выпусков на повышенных уровнях, как проиллюстрировано на фиг. 2, повышенный выпуск (выпуски) можно располагать вблизи горизонтального слоя T-max. В разнообразных вариантах осуществления повышенный выпуск может находиться в пределах 10 горизонтальных слоев, содержащих горизонтальный слой T-max, в пределах 5 горизонтальных слоев, содержащих горизонтальный слой T-max, или в пределах 2 горизонтальных слоев, содержащих горизонтальный слой T-max.
Здесь следует отметить, что многие из отличительных признаков изобретения, которые описаны в настоящем документе, можно использовать в содержащих множество окислительных реакторов системах, а не только в системах, где используют единственный окислительный реактор. Кроме того, определенные отличительные признаки изобретения, которые описаны в настоящем документе, можно использовать в механически перемешиваемых и/или проточно перемешиваемых окислительных реакторах, а не только в реакторах с барботажным перемешиванием (т.е. барботажных колоночных реакторах). Например, авторы настоящего изобретения обнаружили определенные преимущества, связанные с градиентом/изменением концентрации кислорода и/или скоростью расхода кислорода во всем объеме реакционной среды. Преимущества, обеспечиваемые градиентом концентрации кислорода/расхода в реакционной среде, можно осуществлять, независимо от того, что полный объем реакционной среды содержится в единственном резервуаре или во множестве резервуаров. Кроме того, преимущества, обеспечиваемые градиентом концентрации кислорода/расхода в реакционной среде, можно осуществлять, независимо от того, что в реакционном резервуаре (резервуарах) используют механическое перемешивание, проточное перемешивание или барботажное перемешивание.
Один способ количественной оценки величины градиента концентрации кислорода и/или скорости его расхода в реакционной среде заключается в том, чтобы сравнивать два или более отдельных 20-процентных непрерывных объемов реакционной среды. Эти 20-процентные непрерывные объемы не обязательно ограничивать какой-либо определенной формой. Однако каждый 20-процентный непрерывный объем должен представлять собой связанный объем реакционной среды (т.е. каждый объем является «непрерывным»), и 20-процентные непрерывные объемы не должны перекрывать друг друга (т.е. объемы являются «отдельными»). Эти отдельные 20-процентные непрерывные объемы могут находиться в одном и том же реакторе или во множестве реакторов. Рассмотрим теперь фиг. 5, иллюстрирующий барботажный колоночный реактор как содержащий реакционную среду, которая включает первый отдельный 20-процентный непрерывный объем 37 и второй отдельный 20-процентный непрерывный объем 39.
Градиент доступности кислорода в реакционной среде можно количественно оценивать по отношению к 20-процентному непрерывному объему реакционной среды, содержащему наибольшую молярную долю кислорода в газовой фазе и по отношению к 20-процентному непрерывному объему реакционной среды, содержащему наименьшую молярную долю кислорода в газовой фазе. В газовой фазе отдельного 20-процентного непрерывного объема реакционной среды, содержащего наиболее высокую концентрацию кислорода, усредненная по времени и усредненная по объему концентрация кислорода, на влажной основе, может находиться в интервале от приблизительно 3 до приблизительно 18 мол.%, в интервале от приблизительно 3,5 до приблизительно 14 мол.% или в интервале от 4 до 10 мол.%. В газовой фазе отдельного 20-процентного непрерывного объема реакционной среды, содержащего наиболее низкую концентрацию кислорода, усредненная по времени и усредненная по объему концентрация кислорода, на влажной основе, может находиться в интервале от приблизительно 0,3 до приблизительно 5 мол.%, в интервале от приблизительно 0,6 до приблизительно 4 мол.% или в интервале от 0,9 до 3 мол.%. Кроме того, соотношение усредненной по времени и усредненной по объему концентрации кислорода, на влажной основе, в наиболее обогащенном 20-процентном непрерывном объеме реакционной среды и в наиболее обедненном 20-процентном непрерывном объеме реакционной среды может находиться в интервале от приблизительно 1,5:1 до приблизительно 20:1, в интервале от приблизительно 2:1 до приблизительно 12:1 или в интервале от 3:1 до 9:1.
Градиент скорости расхода кислорода в реакционной среде можно количественно оценить, используя кислородную STR, которая описана выше. Кислородная STR первоначально описана в общем смысле (т.е. с точки зрения средней кислородной STR всей реакционной среды); однако кислородную STR можно также рассматривать в местном смысле (т.е. в части реакционной среды) для количественной оценки градиента скорости расхода кислорода во всем объеме реакционной среды.
Авторы настоящего изобретения обнаружили, что может оказаться полезным обеспечивать изменение кислородной STR в объеме реакционной среды в общем соответствии с желательными градиентами, которые описаны в настоящем документе в отношении давления в реакционной среде и молярной доли молекулярного кислорода в газовой фазе реакционной среды. Таким образом, в разнообразных вариантах осуществления соотношение кислородной STR первого отдельного 20-процентного непрерывного объема реакционной среды и кислородной STR второго отдельного 20-процентного непрерывного объема реакционной среды может находиться в интервале от приблизительно 1,5:1 до приблизительно 20:1, в интервале от приблизительно 2:1 до приблизительно 12:1 или в интервале от 3:1 до 9:1. В одном варианте осуществления, «первый отдельный 20-процентный непрерывный объем» может находиться ближе, чем «второй отдельный 20-процентный непрерывный объем», к положению, где молекулярный кислород первоначально поступает в реакционную среду. Эти большие градиенты кислородной STR могут оказаться желательными, независимо от того, что частичное окисление реакционной среды осуществляется в барботажном колоночном окислительном реакторе или в любом другом типе реакционного резервуара, в котором создаются градиенты давления и/или молярной доли молекулярного кислорода в газовой фазе реакционной среды (например, в имеющем механическое перемешивание резервуаре, содержащем множество вертикально расположенных зон перемешивания, что достигается с использованием множества лопастных мешалок, создающих сильный радиальный поток, возможно усиливаемый, как правило, горизонтальными блоками перегородок, где поток окислителя, как правило, находится в восходящем движении от ввода вблизи нижней части реакционного резервуара, несмотря на то, что значительное противоточное перемешивание потока окислителя может происходить в каждой вертикально расположенной зоне перемешивания, и что некоторое противоточное перемешивание потока окислителя может происходить между соседними вертикально расположенными зонами перемешивания). Таким образом, когда существует градиент давления и/или молярной доли молекулярного кислорода в газовой фазе реакционной среды, авторы настоящего изобретения обнаружили, что может оказаться желательным создание аналогичного градиента требуемых химических соединений для растворенного кислорода.
Один способ обеспечения местного изменения кислородной STR заключается в том, чтобы регулировать положения впуска окисляемого соединения и регулировать перемешивание жидкой фазы реакционной среды для регулирования градиентов концентрации окисляемого соединения согласно другим условиям, описанным в настоящем документе. Другие полезные способы обеспечения местного изменения кислородной STR включают создание изменения реакционной активности путем местного изменения температуры и местного изменения состава смеси компонентов катализатора и растворителя (например, путем введения дополнительного газа, чтобы обеспечить испарительное охлаждение в определенной части реакционной среды и/или путем введения потока растворителя, содержащего повышенное количество воды для уменьшения активности в определенной части реакционной среды).
Рассмотрим теперь фиг. 6, иллюстрирующий способ производства очищенной терефталевой кислоты (PTA) с использованием окислительной реакторной системы 200, которая включает первичный окислительный реактор 200a и вторичный окислительный реактор 200b. В конфигурации, проиллюстрированной на фиг. 6, исходную суспензию можно получать из первичного окислительного реактора 200a, и ее можно после этого подвергать очистке в очистительной системе 202, часть которой представляет собой вторичный окислительный реактор 200b. Исходная суспензия, выходящая из первичного окислительного реактора 200a, может включать твердые частицы неочищенной терефталевой кислоты (CTA) и жидкий маточный раствор. Как правило, исходная суспензия может содержать твердые частицы CTA в интервале от приблизительно 10 до приблизительно 50 мас.%, причем остальную массу представляет собой жидкий маточный раствор. Твердые частицы CTA, присутствующие в исходной суспензии, выходящей из первичного окислительного реактора 200a, могут содержать, по меньшей мере, приблизительно 400 г/т 4-карбоксибензальдегида (4-CBA), по меньшей мере, приблизительно 800 г/т 4-CBA, или содержание 4-CBA может находиться в интервале от 1000 до 15000 г/т.
Очистительная система 202 принимает исходную суспензию, выходящую из первичного окислительного реактора 200a, и уменьшает концентрацию 4-CBA и других примесей, присутствующих в CTA. Более чистую/очищенную суспензию можно получать из очистительной системы 202, и ее можно подвергать разделению и сушке в разделительной системе 204, в результате чего получаются твердые частицы более чистой терефталевой кислоты, включающие менее чем приблизительно 400 г/т of 4-CBA, менее чем приблизительно 250 г/т of 4-CBA, или содержание 4-CBA находится в интервале от 10 до 200 г/т.
Очистительная система 202 включает вторичный окислительный реактор 200b, автоклав 206 и единственный кристаллизатор 208. Во вторичном окислительном реакторе 200b исходную суспензию подвергают окислению в таких условиях, которые описаны выше в отношении вторичного окислительного реактора 104 на фиг. 2. Суспензия, выходящая из вторичного окислительного реактора 200b, поступает into автоклав 206. В автоклаве 206 можно осуществлять дополнительную реакцию окисления при слегка повышенных температурах, чем были использованы в первичном окислительном реакторе 200a.
Высокая удельная поверхность, малый размер частиц и низкая плотность частиц CTA, получаемых в первичном окислительном реакторе 200a могут приводить к тому, что определенные примеси проникают в частицы CTA, которые подвергаются окислению в автоклаве 206, без необходимости полного растворения частиц CTA в автоклаве 206. Таким образом, температура в автоклаве 206 может быть ниже, чем во многих аналогичных способах предшествующего уровня техники. Кроме того, окисление, осуществляемое в автоклаве 206, может уменьшать концентрацию 4-CBA в CTA, и это уменьшение составляет, по меньшей мере, 200 г/т, по меньшей мере, приблизительно 400 г/т или находится в интервале от 600 до 6000 г/т. Температура обработки в автоклаве 206 может составлять, по меньшей мере, приблизительно на 10°C выше, чем температура первичного окисления в реакторе 200a, причем это превышение температуры первичное окисление в реакторе 200a может составлять от приблизительно 20 до приблизительно 80°C или от 30 до 50°C. Температура обработки в автоклаве может находиться в интервале от приблизительно 160 до приблизительно 240°C, в интервале от приблизительно 180 до приблизительно 220°C или в интервале от 190 до 210°C. В разнообразных вариантах осуществления очищенный продукт из автоклава 206 нуждается только в одной стадии кристаллизации в кристаллизаторе 208 перед разделением в разделительной системе 204. Подходящие способы вторичного окисления/обработки в автоклаве обсуждаются более подробно в патенте США № 7132566, полное описание которого определенно включено в настоящий документ посредством ссылки.
Терефталевая кислота (например, PTA), полученная в системе, которая проиллюстрирована на фиг. 6, может состоять из частиц PTA, где средний размер частиц составляет, по меньшей мере, приблизительно 40 микрон (мкм), находится в интервале от приблизительно 50 до приблизительно 2000 мкм или в интервале от 60 до 200 мкм. Частицы PTA могут иметь среднюю удельную поверхность, определенную методом BET, которая составляет менее чем приблизительно 0,25 м2/г, в интервале от приблизительно 0,005 до приблизительно 0,2 м2/г или в интервале от 0,01 до 0,18 м2/г. Полученная в системе, которая проиллюстрирована на фиг. 6, PTA является подходящей для использования в качестве исходного материала в производстве PET. Как правило, PET получают в реакции этерификации из терефталевой кислоты и этиленгликоля, за которой следует поликонденсация. В разнообразных вариантах осуществления терефталевую кислоту, полученную согласно варианту осуществления настоящего изобретения, можно использовать в качестве исходного материала для получения PET в трубчатом реакторе способом, описанным в патенте США № 6861494, полное описание которого включено в настоящий документ посредством ссылки.
Частицы CTA, морфология которых описана в настоящем документе, могут оказаться особенно полезными в описанном выше способе окислительной обработки в автоклаве для уменьшения содержания 4-CBA. Кроме того, эти частицы CTA могут обеспечивать преимущества для широкого круга других способов последующей обработки, включая растворение и/или химические реакции частиц. Эти способы дополнительной последующей обработки включают, но не ограничиваются этим, взаимодействие, по меньшей мере, с одним гидроксилсодержащим соединением для получения сложноэфирных соединений, в частности, реакцию CTA и метанола с образованием диметилтерефталата и примесных сложных эфиров; взаимодействие, по меньшей мере, с одним диолом для получения сложноэфирного мономера и/или полимерных соединений, в частности, реакцию CTA и этиленгликоля с образованием полиэтилентерефталата (PET); и полное или частичное растворение в растворителях, включая, но не ограничиваясь этим, воду, уксусную кислоту и N-метил-2-пирролидон, что может включать дополнительную обработку, включая, но не ограничиваясь этим, переосаждение более чистой терефталевой кислоты и/или селективное химическое восстановление других карбонильных групп, помимо карбоксильных групп. В частности, включено существенное растворение CTA в растворителе, содержащем воду, в сочетании с частичным гидрированием, которое уменьшает количество альдегидов, особенно 4-CBA, флуоренонов, фенонов и/или антрахинонов.
Определения
Следует понимать, что следующий раздел не предназначен в качестве исключительного списка определенных терминов. В предшествующем описании можно использовать и другие определения, такие как, например, которые сопровождают использование определенного термина в контексте.
При использовании в настоящем документе определенный и неопределенные артикли означают один или более.
При использовании в настоящем документе термин «и/или», когда он встречается в списке из двух или более предметов, означает, что любой из перечисленных предметов можно использовать индивидуально, или можно использовать любое сочетание двух или более из перечисленных предметов. Например, если композиция описана как содержащая компоненты A, B и/или C, композиция может содержать только A, только B, только C, A и B в сочетании; A и C в сочетании, B и C в сочетании или A, B и C в сочетании.
При использовании в настоящем документе термины «включающий», «включает» и «включают» представляют собой неограниченные переходные термины, используемые для перехода от предшествующего им предмета к одному или более следующих за ними элементам, где элемент или элементы, перечисленные после переходного термина, не обязательно представляют собой исключительные элементы, которые составляют данный предмет.
При использовании в настоящем документе термины «содержащий», «содержит» и «содержат» обладают таким же неограничительным значением, как приведенные выше термины «включающий», «включает» и «включают».
При использовании в настоящем документе термины «имеющий», «имеет» и «имеют» обладают таким же неограничительным значением, как приведенные выше термины «включающий», «включает» и «включают».
Численные интервалы
В настоящем описании используются численные интервалы для количественной оценки определенных параметров, имеющих отношение к настоящему изобретению. Следует понимать, что когда приведены численные интервалы, указанные интервалы следует истолковывать как обеспечивающие буквальную основу для заявляемых ограничений, которые только определяют нижний предел интервала, а также для заявляемых ограничений, которые только определяют верхний предел интервала. Например, описанный численный интервал от 10 до 100 обеспечивает буквальную основу заявления «более чем 10» (без верхнего предела) и заявления «менее чем 100» (без нижнего предела).
В настоящем описании использованы конкретные численные значения для количественной оценки определенных параметров, имеющих отношение к настоящему изобретению, где конкретные численные значения не представлены определенно в качестве части численного интервала. Следует понимать, что каждое конкретное численное значение, приведенное в настоящем документе, следует истолковывать как обеспечивающее буквальную основу для широкого, среднего и узкого интервала. Широкий интервал, связанный с каждым конкретным численным значением, представляет собой данное численное значение плюс-минус 60% данного численного значения с округлением до двух значащих цифр. Средний интервал, связанный с каждым конкретным численным значением, представляет собой данное численное значение плюс-минус 30% данного численного значения с округлением до двух значащих цифр. Узкий интервал, связанный с каждым конкретным численным значением, представляет собой данное численное значение плюс-минус 15% данного численного значения с округлением до двух значащих цифр. Например, если в описании приведена конкретная температура 62°F, такое описание обеспечивает буквальную основу для широкого численного интервала от 25°F до 99°F (62°F+/-37°F), среднего численного интервала от 43°F до 81°F (62°F+/-19°F) и узкого численного интервала от 53°F до 71°F (62°F+/-9°F). Эти широкие, средние и узкие численные интервалы следует применять не только к конкретным значениям, но также их следует применять к разностям между данными конкретными значениями. Таким образом, если в описании приведено первое абсолютное давление 110 фунтов на кв. дюйм и второе абсолютное давление 48 фунтов на кв. дюйм (разность составляет 62 фунта на кв. дюйм), то широкий, средний и узкий интервалы для разности давлений между этими двумя потоками составят от 25 до 99, от 43 до 81 и от 53 до 71 фунтов на кв. дюйм, соответственно.
Заявляемые требования не ограничены описанными вариантами осуществления
Описанные выше формы настоящего изобретения следует использовать исключительно в качестве иллюстрации, и их не следует использовать в ограничительном смысле при интерпретации объема настоящего изобретения. Модификации примерных вариантов осуществления, которые представлены выше, смогут легко сделать специалисты в данной области техники без отклонения от идеи настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОКИСЛИТЕЛЬНАЯ СИСТЕМА С ВТОРИЧНЫМ РЕАКТОРОМ ДЛЯ БОКОВОЙ ФРАКЦИИ | 2010 |
|
RU2579452C2 |
| ОКИСЛИТЕЛЬНАЯ СИСТЕМА С ВТОРИЧНЫМ РЕАКТОРОМ ДЛЯ БОКОВОЙ ФРАКЦИИ | 2010 |
|
RU2578663C2 |
| СИСТЕМА ПОЛУЧЕНИЯ ПОЛИКАРБОНОВОЙ КИСЛОТЫ, ИСПОЛЬЗУЮЩАЯ ОХЛАЖДЕННЫЙ МАТОЧНЫЙ РАСТВОР ИЗ ОКИСЛИТЕЛЬНОГО СЖИГАНИЯ В КАЧЕСТВЕ ЗАГРУЗКИ СИСТЕМЫ ОЧИСТКИ ОТ ЗАГРЯЗНЕНИЙ | 2007 |
|
RU2458907C2 |
| СИСТЕМА ОКИСЛЕНИЯ С ВТОРИЧНЫМ РЕАКТОРОМ ДЛЯ БОКОВОЙ ФРАКЦИИ | 2007 |
|
RU2457197C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ | 2005 |
|
RU2388738C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ | 2005 |
|
RU2384563C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ | 2005 |
|
RU2381212C2 |
| СОСТАВ СЫРОЙ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2005 |
|
RU2388744C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ В БАРБОТАЖНОЙ КОЛОННЕ РЕАКТОРНОГО ТИПА | 2005 |
|
RU2363534C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ | 2005 |
|
RU2363535C2 |
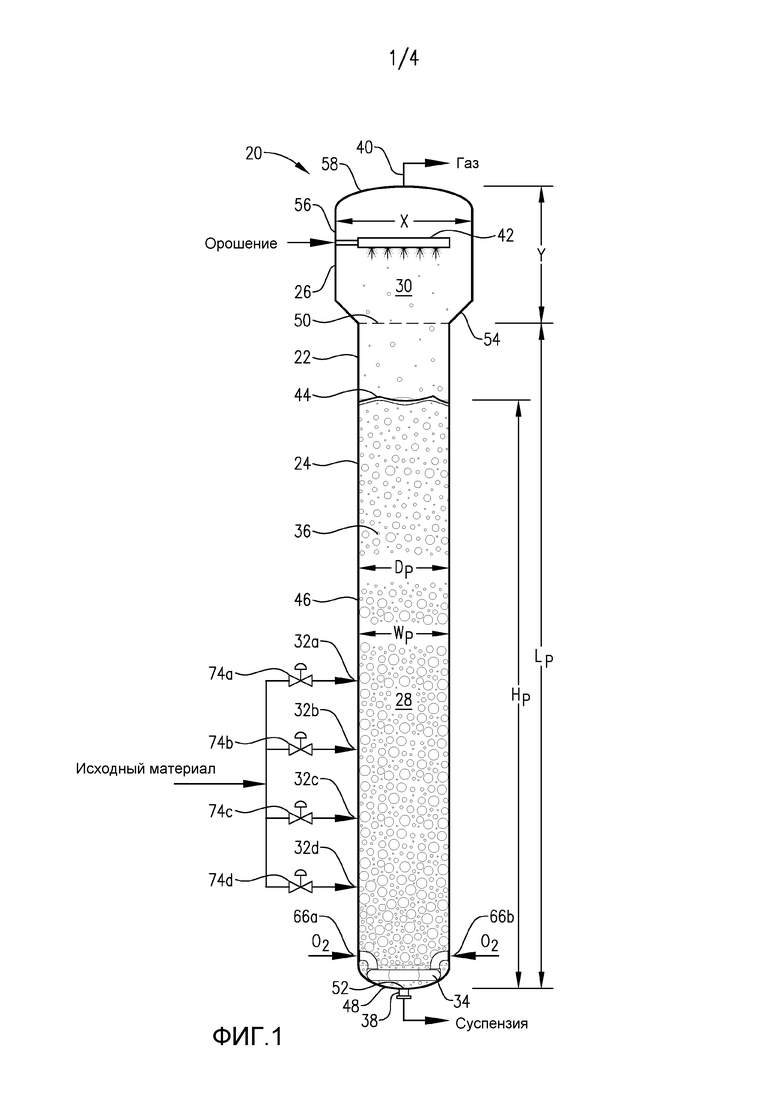
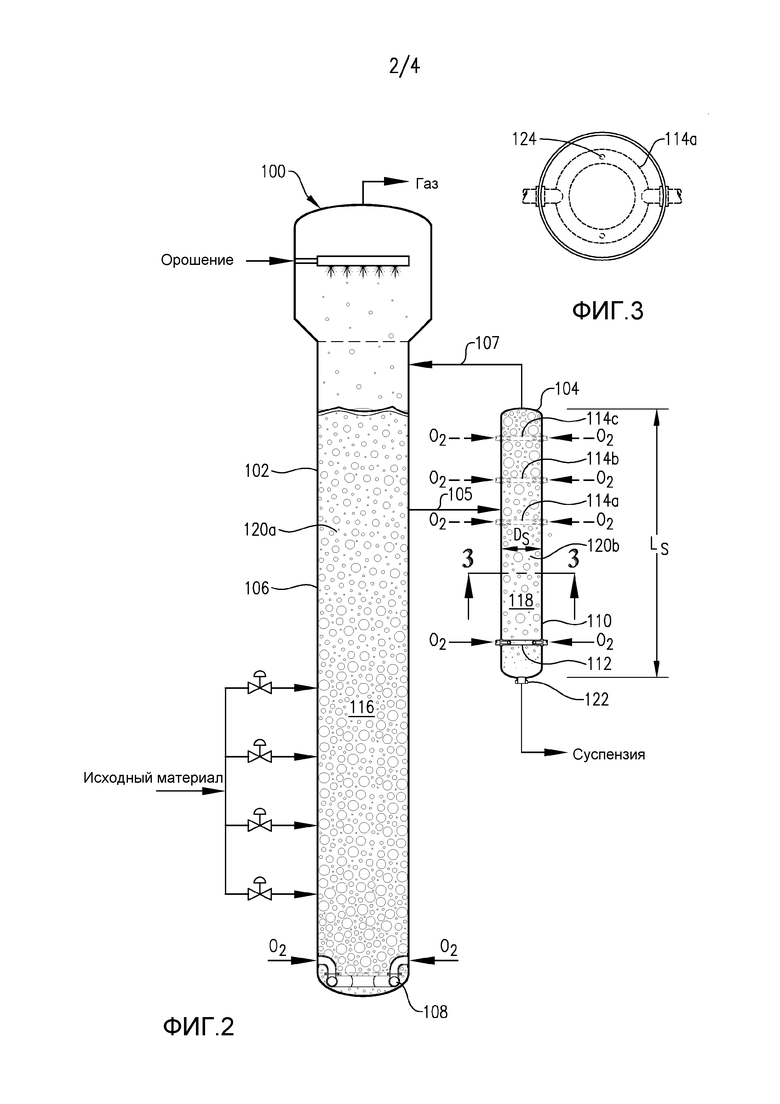
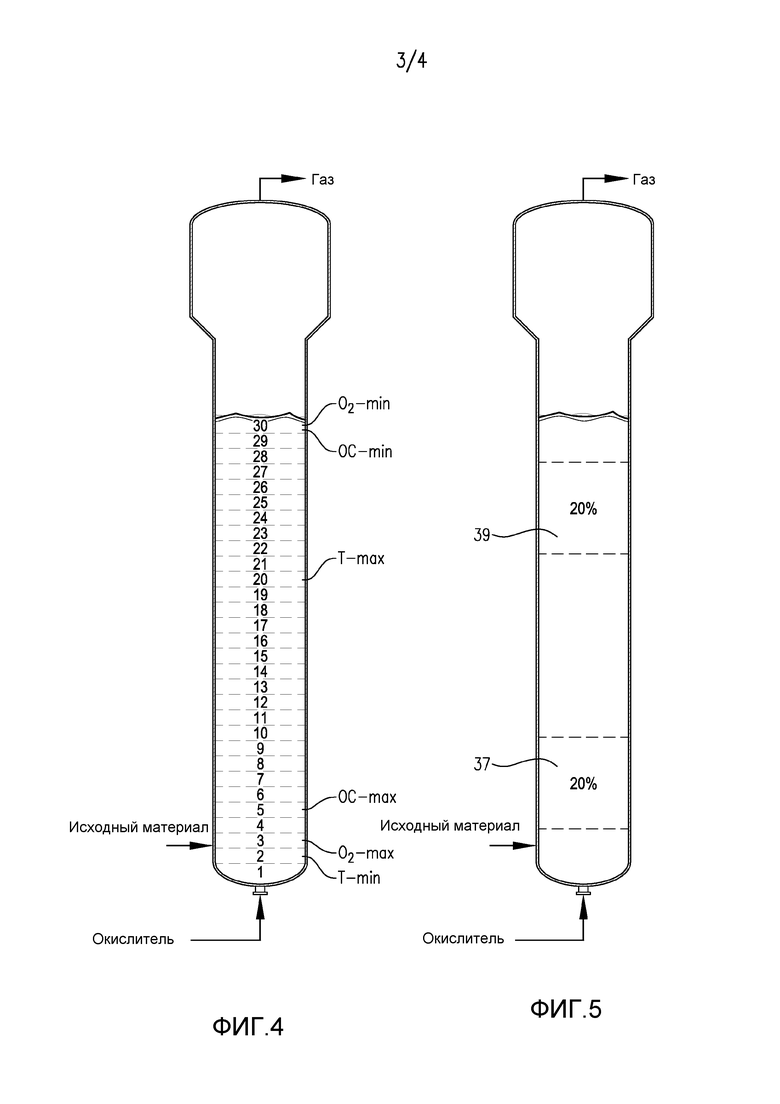
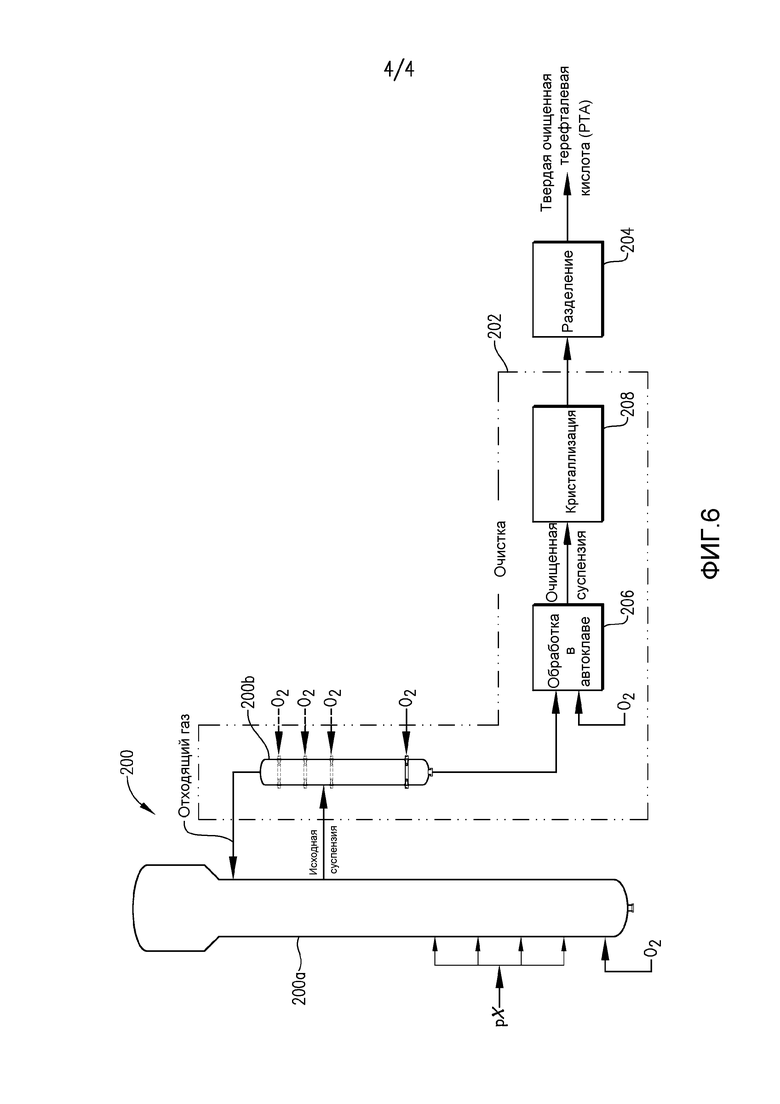
Изобретение относится к усовершенствованной системе для производства терефталевой кислоты путем контакта суспензии, содержащей п-ксилол с газофазным окислителем, содержащим воздух, причем указанная система включает: первичный окислительный реактор, включающий первый суспензионный выпуск, и вторичный окислительный реактор, включающий впуск суспензии, второй суспензионный выпуск, нормально нижний впуск окислителя и нормально верхний впуск окислителя, в которой указанный впуск суспензии находится ниже по потоку в гидравлическом соединении с указанным первым выпуском суспензии, в которой указанный вторичный окислительный реактор представляет собой вторичную реакционную зону, имеющую максимальную длину Ls, в которой расстояние до указанного нормально нижнего впуска окислителя от дна указанной вторичной реакционной зоны составляет менее чем 0,5 Ls, в которой расстояние до указанного верхнего впуска окислителя от дна указанной вторичной реакционной зоны составляет, по меньшей мере, 0,5 Ls; и где первичный окислительный реактор представляет собой барботажный колоночный реактор и указанный вторичный окислительный реактор представляет собой барботажный колоночный реактор. Изобретение также относится к способу изготовления композиции терефталевой кислоты, причем указанный способ включает: (a) направление первой многофазной реакционной среды, содержащей окисляемое соединение, на окисление в первичной реакционной зоне, находящейся в первичном окислительном реакторе, в результате чего получается первая суспензия, причем окисляемое соединение содержит п-ксилол; и (b) контакт, по меньшей мере, части указанной первой суспензии с газофазным окислителем во вторичной реакционной зоне, находящейся во вторичном окислительном реакторе, в результате чего получается вторая суспензия, причем газофазный окислитель содержит воздух, в котором указанная вторичная реакционная зона имеет максимальную длину Ls, в котором первая часть указанного газофазного окислителя поступает в указанную вторичную реакционную зону в первой области впуска окислителя на расстоянии от дна указанной вторичной реакционной зоны, составляющем, по меньшей мере, 0,5 Ls, в котором указанная первая часть указанного газофазного окислителя составляет от 5 до 49% полного объема указанного газофазного окислителя, введенного в указанную вторичную реакционную зону, и указанный первичный окислительный реактор представляет собой барботажный колоночный реактор, в котором указанный вторичный окислительный реактор представляет собой барботажный колоночный реактор и где указанная вторичная реакционная зона содержит вторую область впуска окислителя. Такое устройство и способ могут способствовать уменьшению содержания кислорода во всем реакторе дополнительного окисления. 2 н. и 13 з.п. ф-лы, 6 ил.
1. Система для производства терефталевой кислоты путем контакта суспензии, содержащей п-ксилол с газофазным окислителем, содержащим воздух, причем указанная система включает:
первичный окислительный реактор, включающий первый суспензионный выпуск, и
вторичный окислительный реактор, включающий впуск суспензии, второй суспензионный выпуск, нормально нижний впуск окислителя и нормально верхний впуск окислителя,
в которой указанный впуск суспензии находится ниже по потоку в гидравлическом соединении с указанным первым выпуском суспензии,
в которой указанный вторичный окислительный реактор представляет собой вторичную реакционную зону, имеющую максимальную длину Ls,
в которой расстояние до указанного нормально нижнего впуска окислителя от дна указанной вторичной реакционной зоны составляет менее чем 0,5 Ls,
в которой расстояние до указанного верхнего впуска окислителя от дна указанной вторичной реакционной зоны составляет, по меньшей мере, 0,5 Ls; и где первичный окислительный реактор представляет собой барботажный колоночный реактор и указанный вторичный окислительный реактор представляет собой барботажный колоночный реактор.
2. Система по п. 1, в которой указанный нормально верхний впуск окислителя и указанный нижний впуск окислителя образуют между собой полную открытую площадь для введения указанного газофазного окислителя в указанную вторичную реакционную зону, в которой указанный нормально верхний впуск окислителя составляет от 5 до 49% указанной полной открытой площади.
3. Система по п. 1, в которой расстояние до указанного верхнего впуска окислителя от дна указанной вторичной реакционной зоны составляет, по меньшей мере, 0,55 Ls.
4. Система по п. 1, в которой указанный верхний впуск окислителя включает барботер, в которой указанный барботер включает множество отверстий для выпуска окислителя.
5. Система по п. 4, в которой большинство указанных отверстий для выпуска окислителя ориентируют, чтобы выпускать указанный газофазный окислитель в нисходящем направлении.
6. Система по п. 1, в которой расстояние от указанного верхнего впуска окислителя составляет менее чем 0,4 Ls от указанного впуска суспензии.
7. Система по п. 1, в которой указанный вторичный окислительный реактор включает, по меньшей мере, два верхних впуска окислителя, расстояние до каждого из которых от дна указанной вторичной реакционной зоны составляет, по меньшей мере, 0,5 Ls.
8. Система по п. 1, в которой указанная вторичная реакционная зона имеет максимальный диаметр Ds, в которой указанная реакционная зона имеет соотношение Ls:Ds в интервале от 14:1 до 28:1.
9. Система по п. 1, в которой указанный первичный окислительный реактор представляет собой первичную реакционную зону, имеющую максимальную длину Lp, в которой указанный первый суспензионный выпуск находится на расстоянии, составляющем, по меньшей мере, 0,1 Lp от каждого из верхнего и нижнего краев указанной первичной реакционной зоны, в которой объемное соотношение указанной первичной реакционной зоны и указанной вторичной реакционной зоны находится в интервале от приблизительно 4:1 до приблизительно 50:1.
10. Способ изготовления композиции терефталевой кислоты, причем указанный способ включает:
(a) направление первой многофазной реакционной среды, содержащей окисляемое соединение, на окисление в первичной реакционной зоне, находящейся в первичном окислительном реакторе, в результате чего получается первая суспензия, причем окисляемое соединение содержит п-ксилол; и
(b) контакт, по меньшей мере, части указанной первой суспензии с газофазным окислителем во вторичной реакционной зоне, находящейся во вторичном окислительном реакторе, в результате чего получается вторая суспензия, причем газофазный окислитель содержит воздух,
в котором указанная вторичная реакционная зона имеет максимальную длину Ls,
в котором первая часть указанного газофазного окислителя поступает в указанную вторичную реакционную зону в первой области впуска окислителя на расстоянии от дна указанной вторичной реакционной зоны, составляющем, по меньшей мере, 0,5 Ls,
в котором указанная первая часть указанного газофазного окислителя составляет от 5 до 49% полного объема указанного газофазного окислителя, введенного в указанную вторичную реакционную зону, и
указанный первичный окислительный реактор представляет собой барботажный колоночный реактор,
в котором указанный вторичный окислительный реактор представляет собой барботажный колоночный реактор и где
указанная вторичная реакционная зона содержит вторую область впуска окислителя.
11. Способ по п. 10, в котором указанная первая часть указанного газофазного окислителя составляет от 5 до 35% полного объема указанного газофазного окислителя, введенного в указанную вторичную реакционную зону, в котором указанная первая область впуска окислителя находится на расстоянии от дна указанной вторичной реакционной зоны, составляющем, по меньшей мере, 0,55 Ls, в котором вторая часть указанного газофазного окислителя поступает в указанную вторичную реакционную зону во второй области впуска окислителя на расстоянии от дна указанной вторичной реакционной зоны, составляющем менее чем 0,3 Ls.
12. Способ по п. 10, в котором, по меньшей мере, часть указанной первой суспензии поступает в указанный вторичный окислительный реактор в области впуска суспензии, в котором указанная первая область впуска окислителя находится в пределах 0,4 Ls указанной области впуска суспензии.
13. Способ по п. 10, в котором, по меньшей мере, часть указанного газофазного окислителя и, по меньшей мере, часть указанной первой суспензии соединяются в указанной вторичной реакционной зоне с образованием второй многофазной реакционной среды, в котором, когда полный объем указанной второй многофазной реакционной среды теоретически разделен на 20 отдельных горизонтальных слоев равного объема, никакие два соседних горизонтальных слоя не имеют суммарное усредненное по времени и усредненное по объему содержание кислорода менее чем 7 массовых частей на миллион (г/т).
14. Способ по п. 10, в котором каждая из указанных первой и второй суспензий содержит пара-толуиловую кислоту в жидкой фазе, в котором указанный вторая суспензия имеет усредненную по времени и усредненную по объему концентрацию жидкофазной пара-толуиловой кислоты, которая составляет менее чем 50% усредненной по времени и усредненной по объему концентрации жидкофазной пара-толуиловой кислоты в указанной первой суспензии.
15. Способ по п. 10, в котором указанная вторичная реакционная зона имеет максимальный диаметр Ds, в котором указанная реакционная зона имеет соотношение Ls:Ds в интервале от приблизительно 14:1 до приблизительно 28:1.

