Изобретение относится к устройству в соответствии с родовым понятием пункта 1 формулы изобретения.
Из уровня техники известны многочисленные аналогичные устройства разной конструкции, включающие в себя приемный бункер или режущий уплотнитель для измельчения, нагрева, размягчения и переработки рециклируемого полимерного материала, а также присоединенный к нему транспортер или экструдер для расплавления переработанного таким образом материала. При этом целью является получение максимально высококачественного конечного продукта, в большинстве случаев в виде гранулята.
Так, например, в ЕР 123771 или ЕР 303929 описаны устройства с приемным бункером и присоединенным к нему экструдером, причем подаваемый в приемный бункер полимерный материал измельчается за счет вращения измельчающих и смесительных инструментов, подвергается циркуляции и за счет ввода энергии одновременно нагревается. В результате образуется смесь с достаточно хорошей термической однородностью. После соответствующего времени пребывания эта смесь выгружается из приемного бункера в шнековый экструдер, транспортируется и при этом пластифицируется или расплавляется. При этом шнековый экструдер находится приблизительно на высоте измельчающих инструментов. Таким образом, размягченные полимерные частицы активно вдавливаются или набиваются смесительными инструментами в экструдер.
Большинство этих давно известных устройств не удовлетворяют в отношении получаемого на выходе шнека качества обработанного полимерного материала и/или в отношении его количественного выхода из шнека.
Важное значение для конечного качества продукта имеют качество поступающего из режущего уплотнителя в транспортер или экструдер, предварительно обработанного или размягченного полимерного материала и ситуация при затягивании и транспортировке или возможной экструзии. Здесь релевантными являются в том числе длина отдельных участков или зон шнека, а также его параметры, например толщина, глубина витков и т.д.
У имеющихся здесь комбинаций режущий уплотнитель-транспортер возникают, следовательно, особые условия, поскольку материал, поступающий в транспортер, загружается не непосредственно, необработанным и холодным, а будучи предварительно обработанным в режущем уплотнителе, т.е. нагретым, размягченным и/или частично кристаллизованным и т.д. Это также имеет решающее значение для затягивания и качества материала.
Обе системы, т.е. режущий уплотнитель и транспортер, оказывают влияние друг на друга, а результаты затягивания и дальнейшей транспортировки или возможного уплотнения сильно зависят от предварительной обработки и консистенции материала.
Важной зоной является, следовательно, место сопряжения между режущим уплотнителем и транспортером, т.е. зоной, в которой гомогенизированный, предварительно обработанный материал передается с режущего уплотнителя в транспортер или экструдер. С одной стороны, это чисто механическое проблемное место, поскольку здесь приходится связывать между собой два по-разному работающих устройства. К тому же это место сопряжения является «щекотливым» также для полимерного материала, поскольку он здесь в большинстве случаев находится вблизи области плавления в сильно размягченном состоянии, однако не должен расплавляться. Если температура слишком низкая, то падают производительность и качество, а если она слишком высокая и в некоторых местах происходит нежелательное расплавление, то зона питания забивается.
Кроме того, сложным делом являются точное дозирование и питание транспортера, поскольку речь идет о замкнутой системе и к зоне питания отсутствует прямой доступ, а подача материала происходит из режущего уплотнителя, т.е. на нее нельзя воздействовать непосредственно, например через гравиметрический дозатор.
Следовательно, решающим является выполнение этого перехода продуманным как с механической точки зрения, так и с пониманием свойств полимера и одновременным принятием во внимание рентабельности всего процесса, т.е. высокой производительности и соответствующего качества. Здесь следует обратить внимание на противоположные условия.
Этим вышеупомянутым, известным из уровня техники устройствам присуще то, что направление транспортировки или вращения смесительных и измельчающих инструментов и тем самым направление, в котором частицы материала циркулируют в приемном бункере, и направление транспортировки экструдера, в основном, одинаковые. Такое сознательно выбранное расположение было вызвано желанием максимально набивать материалом шнек или принудительным образом снабжать его. Эта мысль набивать транспортирующий шнек или шнек экструдера частицами в направлении транспортировки шнека была вполне очевидной и отвечала распространенным представлениям специалиста, поскольку частицам за счет этого не приходится реверсировать направление своего движения и тем самым не приходится прикладывать дополнительное усилие для реверсирования направления. На основе исходящих из этого дальнейших разработок постоянно наблюдалось стремление как можно больше заполнить шнек и усилить этот эффект набивки. Например, предпринимались также попытки конусообразно расширить зону питания экструдера или придать серповидную кривизну измельчающим инструментам, чтобы они могли набивать шнек размягченным материалом по типу шпателя. За счет смещения экструдера со стороны входа относительно бункера из радиального положения в тангенциальное эффект набивки был еще больше усилен, а полимерный материал еще сильнее вдавливался в экструдер вращающимся инструментом.
Такие устройства, в принципе, способны к функционированию и работают удовлетворительно, хотя и с периодическими проблемами.
Так, например, в случае материалов с небольшой энергоемкостью, таких как ПЭТ-волокна или пленки, или в случае материалов с низкой температурой липкости или размягчения, таких как полимолочная кислота, постоянно наблюдается тот эффект, что намеренная в одном направлении набивка под давлением зоны питания экструдера полимерным материалом приводит к его преждевременному расплавлению непосредственно после зоны питания или в зоне питания экструдера. Из-за этого уменьшается, с одной стороны, транспортирующее действие экструдера, а кроме того, может произойти частичное обратное течение этого расплава в зону режущего уплотнителя или приемного бункера, а это приводит к тому, что еще нерасплавившиеся хлопья пристают к расплаву, вследствие чего он снова охлаждается и частично застывает, и, таким образом, возникает образование или конгломерат в виде нароста из частично застывшего расплава и твердых полимерных частиц. За счет этого забивается зона питания экструдера и слипаются смесительные и измельчающие инструменты. Кроме того, уменьшается производительность экструдера, поскольку шнек недостаточно заполнен. К тому же при этом смесительные и измельчающие инструменты могут застревать. Как правило, в таких случаях установку приходится отключать и полностью очищать.
Кроме того, возникают проблемы у таких полимерных материалов, которые в режущем уплотнителе уже были нагреты почти до области своего плавления. Если при этом зона питания переполнена, то материал расплавляется и питание уменьшается.
Проблемы возникают также у вытянутых в большинстве случаев, полосовидных, волокнистых материалов определенной протяженности по длине и небольшой толщины или жесткости, т.е., например, у разрезанных на полосы полимерных пленок. Это происходит, в первую очередь, из-за того, что продолговатый материал на выходном конце питающего отверстия шнека повисает, причем один конец полосы направлен в приемный бункер, а другой - в зону питания. Поскольку как смесительные инструменты, так и шнек вращаются в одном направлении или оказывают на материал одинаковую составляющую направления транспортировки и сжатия, оба конца полосы нагружаются на растяжение и сжатие в одном направлении и полоса больше не может отделиться. В свою очередь, это приводит к скоплению материала в этой зоне, сужению сечения питающего отверстия, ухудшению характера загрузки и снижению производительности. Кроме того, из-за повышенного давления загрузки в этой зоне может произойти расплавление, вследствие чего возникают вышеупомянутые проблемы.
К таким вращающимся в одном направлении режущим уплотнителям присоединялись различные экструдеры, причем результаты были, в принципе, вполне приемлемыми. Однако заявитель провел обширные исследования, чтобы еще более улучшить всю систему.
Задача изобретения состоит в создании такого устройства для переработки полимерного материала, с помощью которого помимо обычных материалов могут без проблем затягиваться шнеком также восприимчивые или полосовидные материалы, а также перерабатываться или обрабатываться при высоком качестве, с энергосбережением и с высокой и постоянной производительностью. Достигаемый при этом технический результат заключается в повышении эффективности эксплуатации, увеличении интервала техобслуживания и сокращении времени простоя из-за возможных ремонтных и очистительных работ.
Эта задача решается в устройстве описанного выше рода посредством отличительных признаков пункта 1 формулы изобретения.
При этом, прежде всего, предусмотрено, что воображаемое продолжение центральной продольной оси транспортера, в частности экструдера, если он содержит только один шнек, или продольная ось ближайшего к питающему отверстию шнека, если он содержит более одного шнека, проходит против направления транспортировки транспортера мимо оси вращения, не пересекая ее, причем продольная ось транспортера, если он содержит только один шнек, или продольная ось ближайшего к питающему отверстию шнека со стороны выхода смещена на некоторое расстояние относительно радиали бункера, параллельной продольной оси и направленной наружу от оси вращения смесительного и/или измельчающего инструмента в направлении транспортировки транспортера.
Таким образом, направление транспортировки смесительных инструментов и направление транспортировки транспортера по сравнению с уровнем техники являются не одинаковыми, а, по меньшей мере, незначительно встречными, что уменьшает вышеупомянутый эффект набивки. За счет намеренного реверсирования направления вращения смесительных и измельчающих инструментов по сравнению с известными до сих пор устройствами снижается давление нагрузки на зону питания и уменьшается риск переполнения. Лишний материал больше не набивается с чрезмерным давлением в зону питания транспортера, а напротив, липший материал, даже как тенденция, снова удаляется оттуда, так что в зоне питания всегда имеется достаточно материала, однако он почти лишен давления или нагружается лишь небольшим давлением. Таким образом, шнек может достаточно заполняться и всегда питаться достаточным количеством материала без своего переполнения и возникновения локальных пиков давления, при которых материал мог бы расплавиться.
Таким образом, предотвращено расплавление материала в зоне питания экструдера, в результате чего повышается эффективность эксплуатации, увеличиваются интервалы техобслуживания и сокращается время простоя из-за возможных ремонтных работ и мер по очистке.
За счет снижения давления загрузки шиберы, с помощью которых известным образом можно регулировать степень заполнения шнека, реагируют заметно более чувствительно, а степень заполнения шнека можно регулировать еще точнее. В частности, в случае тяжелых материалов, например измельчаемого полиэтилена высокого давления или ПЭТ, можно легче найти оптимальный режим установки.
Кроме того, неожиданно оказалось предпочтительным, что материалы, которые уже были размягчены почти до расплава, лучше загружаются во встречном режиме. В частности, тогда, когда материал уже находится в тестообразном или размягченном состоянии, шнек нарезает материал из тестообразного кольца, которое находится близко к стенке бункера. При вращении в направлении транспортировки шнека экструдера это кольцо, скорее всего, было бы продвинуто дальше и шнек не смог бы соскрести его, вследствие чего загрузка уменьшилась бы. Предложенное реверсирование направления вращения позволяет устранить этот недостаток.
Кроме того, при обработке описанных выше полосовидных или волокнистых материалов образовавшиеся свисания или скопления легче отделить, или они вообще не образуются, поскольку на лежащей в направлении вращения смесительных инструментов выходной или вниз по потоку кромке отверстия вектор направления смесительных инструментов и вектор направления транспортера почти противоположные или, по меньшей мере, незначительно встречные, благодаря чему продолговатая полоса не может согнуться вокруг этой кромки и застрять, а снова подхватывается тромбом в приемном бункере.
В целом за счет предложенного выполнения улучшается характер питания и заметно повышается расход. Вся система из режущего уплотнителя и транспортера становится за счет этого стабильнее и производительнее.
Далее заявитель обнаружил, что особое выполнение смесительных и измельчающих инструментов относительно стенки бункера и особые расстояния между ножами позволяют достичь неожиданных предпочтительных эффектов, которые оказывают непосредственное влияние на характер питания транспортера или экструдера.
Так, согласно изобретению, кроме того, предусмотрено, что радиальное расстояние mb инструмента, измеренное от радиально крайней точки ближайшего к дну смесительного и/или измельчающего инструмента, или инструмента, и/или ножа, или от описываемой этой точкой окружности до внутренней поверхности боковой стенки бункера, составляет от 15 до 120 мм, преимущественно от 20 до 80 мм.
Кроме того, радиальное расстояние mb соответствует отношению
mb=k·DB,
где DB - внутренний диаметр в мм бункера в форме кругового цилиндра или внутренний диаметр в мм пересчитанного на ту же вместимость виртуального бункера в форме кругового цилиндра такой же высоты, k - постоянная или коэффициент в диапазоне 0,006-0,16.
Расстояние инструментов до стенки бункера должно предпочтительно поддерживаться небольшим, поскольку это улучшает характер питания и позволяет избежать «защемления» материала при затягивании. Тем не менее, должны соблюдаться достаточные допустимые расстояния. Если расстояние слишком велико, то это приводит к ухудшению загрузки.
Неожиданным оказалось то, что за счет вызванного встречным направлением вращения смесительных инструментов щадящего характера набивки в режущем уплотнителе могут использоваться более агрессивные инструменты, которые вводят в материал больше энергии. Следовательно, режущий уплотнитель может эксплуатироваться при более высокой температуре, что, в свою очередь, вызывает лучшую однородность при сокращении времени пребывания. Согласно изобретению, особенно хороший и эффективный ввод энергии происходит за счет особых соотношений расстояний в комбинации с обратным направлением вращения инструментов.
К тому же такая комбинация из режущего уплотнителя и экструдера неожиданно вызывает повышение производительности расплавления материала в присоединенном экструдере, поскольку в шнек поступают уже сильно подогретые частицы. За счет этого выравниваются возможные неоднородности, а поступающий из бункера в корпус шнека и затем уплотненный и расплавленный материал имеет высокую термическую и механическую однородность. За счет этого очень высоким является также конечное качество пластификата или агломерата на конце шнека экструдера или агломерирующего шнека, при этом могут использоваться шнеки, которые за счет предварительной обработки и подачи полимера щадящим образом обрабатывают его и вводят в него особенно мало мощности сдвига, чтобы расплавить его.
Кроме того, постоянство расхода по времени выше или пропускная способность более равномерная, а затягивание работает надежно без проблем при наполнении шнека.
Другие предпочтительные варианты осуществления изобретения описаны следующими признаками.
Согласно одному предпочтительному варианту, предусмотрено, что в бункере с возможностью вращения вокруг оси вращения установлен, по меньшей мере, один инструментодержатель, на/в котором расположен/расположены или выполнен/выполнены смесительный/смесительные и/или измельчающий/измельчающие инструмент/инструменты.
Предпочтительно, если инструментодержатель представляет собой расположенный, в частности, параллельно дну несущий диск. На нем могут легко и просто монтироваться инструменты.
В этой связи предпочтительно, если смесительный и/или измельчающий инструмент и/или инструментодержатель включает в себя инструменты и/или ножи, которые в направлении вращения или движения оказывают на полимерный материал измельчающее, режущее и/или нагревающее действие.
Вариант, в котором ножи очень просто заменять, предусматривает, что смесительный и/или измельчающий инструмент, или инструменты, и/или ножи расположены или выполнены на верхней стороне инструментодержателя.
Предпочтительным образом может быть также предусмотрено, что инструменты и/или ножи расположены, разъемно закреплены или выполнены на лежащей радиально дальше всего наружу, направленной к внутренней поверхности боковой стенки, в большинстве случаев вертикальной внешней кромке инструментодержателя.
В одном предпочтительном варианте предусмотрено, что радиальное расстояние mc инструментодержателя, измеренное от радиально крайней точки ближайшего к дну инструментодержателя или от описываемой этой точкой окружности до внутренней поверхности боковой стенки бункера, составляет от 30 до 210 мм, преимущественно от 40 до 150 мм.
Особенно предпочтительно, если соотношение между внутренним диаметром DB бункера и диаметром DW описываемой радиально крайней точкой ближайшего к дну инструментодержателя окружности отвечает следующему отношению:
DB=k2·DW,
где DB - внутренний диаметр бункера в мм, DW - диаметр описываемой радиально крайней точкой инструментодержателя окружности в мм, а k2 - постоянная или коэффициент в диапазоне от 1,01 до 1,5.
Согласно одному предпочтительному варианту, предусмотрено, что постоянная k2 у бункеров с внутренним диаметром DB≥1300 мм составляет от 1,01 до 1,12. Здесь воздействие инструментов оказалось особенно эффективным, а расход может поддерживаться очень постоянным.
Предпочтительным образом предусмотрено, что радиальное расстояние mc инструментодержателя больше или равно радиальному расстоянию mb инструмента. Выступающие или отстоящие за счет этого от инструментодержателя инструменты дополнительно способствуют воздействию на материал.
Согласно одному предпочтительному варианту, предусмотрено, что транспортер расположен на приемном бункере так, что скалярное произведение вектора направления (вектора направления вращения), ориентированного по касательной к окружности, описываемой радиально крайней точкой смесительного и/или измельчающего инструмента, или к проходящему мимо отверстия полимерному материалу и перпендикулярно радиали приемного бункера и указывающего в направлении вращения и/или движения смесительного и/или измельчающего инструмента, и вектора направления транспортировки транспортера в каждой отдельной точке или во всей зоне отверстия или в каждой отдельной точке или во всей зоне непосредственно радиально перед отверстием равно нулю или отрицательное. Зона непосредственно радиально перед отверстием определяется как та зона перед отверстием, в которой материал находится вплотную перед самым прохождением через отверстие, но еще не прошел через него. Таким образом, достигаются упомянутые выше преимущества и эффективно предотвращаются любые вызванные эффектами набивки образования агломератов в зоне питающего отверстия. В частности, речь не идет при этом также о пространственном расположении смесительных инструментов и шнека по отношению друг к другу, а, например, ось вращения не должна быть ориентирована перпендикулярно к дну или к продольной оси транспортера или шнека. Реверсирование направления вращения и вектор направления транспортировки лежат в одной, преимущественно горизонтальной, плоскости или в плоскости, ориентированной перпендикулярно оси вращения.
Другой предпочтительный вариант возникает за счет того, что вектор направления вращения смесительного и/или измельчающего инструмента заключает с вектором направления транспортировки транспортера угол ≥90°≤180°, причем угол в точке пересечения обоих векторов направления измеряется на лежащем вверх по потоку относительно направления вращения или движения краю отверстия, в частности в наиболее удаленной вверх по потоку точке на этом краю или отверстии. За счет этого описан тот угловой диапазон, в котором транспортер должен быть расположен на приемном бункере для достижения предпочтительных эффектов. При этом во всей зоне отверстия или в каждой его точке происходит, по меньшей мере, незначительная встречная ориентация действующих на материал усилий или, в крайнем случае, нейтральная в отношении давления поперечная ориентация. Ни в одной точке отверстия скалярное произведение векторов направления смесительных инструментов и шнека не является положительным, даже на участке отверстия не возникает тем самым слишком большого действия набивки.
В другом предпочтительном варианте осуществления изобретения предусмотрено, что вектор направления вращения или движения заключает с вектором направления транспортировки угол от 170 до 180°, измеренный в точке пересечения обоих векторов направления в середине отверстия. Такое расположение оправдано в том случае, если транспортер расположен на режущем уплотнителе по касательной.
Чтобы предотвратить возникновение слишком большого действия набивки, может быть предпочтительно предусмотрено, что расстояние или смещение продольной оси от радиали больше или равно половине внутреннего диаметра корпуса транспортера или шнека.
Далее в этом смысле может быть предпочтительным рассчитать расстояние или смещение продольной оси от радиали ≥7%, еще предпочтительнее ≥20% радиуса приемного бункера. У транспортеров с удлиненной зоной питания или шлицевой втулкой или расширенным карманом предпочтительно это расстояние или смещение больше или равно радиусу приемного бункера. В частности, это относится к тем случаям, когда транспортер присоединен по касательной к приемному бункеру или проходит по касательной к его сечению.
При этом, в частности, предпочтительно, если продольная ось транспортера или шнека, или продольная ось ближайшего к зоне питания шнека, или внутренняя стенка корпуса, или огибающая шнека проходит по касательной к внутренней стороне боковой стенки бункера, причем шнек преимущественно соединен на своей торцевой стороне с приводом, а на своем противоположном торцевом конце транспортирует материал к расположенному на торцевом конце корпуса выходному отверстию, в частности головке экструдера.
В случае радиально смещенных, однако расположенных не по касательной транспортеров предпочтительно предусмотрено, что воображаемое продолжение продольной оси транспортера против направления транспортировки проходит через внутреннее пространство приемного бункера, по меньшей мере, на отдельных участках в виде секущей.
Предпочтительно предусмотрено, что отверстие непосредственно и напрямую и без большого промежутка или передающего участка, например транспортирующего шнека, соединено с питающим отверстием. Таким образом, возможна эффективная и щадящая передача материала.
Реверсирование направления вращения смесительных и измельчающих инструментов в бункере не может происходить ни в коем случае произвольно или по ошибке, и ни в известных устройствах, ни в предложенном устройстве нельзя просто так заставить вращаться смесительные инструменты во встречном направлении, в частности, также потому, что смесительные и измельчающие инструменты определенным образом расположены асимметрично или ориентированными по направлению так, что они действуют только на одну сторону или в одном направлении. Если удалось бы придать такому агрегату вращение в неправильном направлении, то тогда не образовался бы хороший тромб, достаточно не измельчился бы или не нагрелся материал. Любой режущий уплотнитель имеет тем самым жестко заданное направление вращения смесительных и измельчающих инструментов.
В этой связи особенно предпочтительно, если воздействующие на полимерный материал, указывающие в направлении вращения или движения передние участки или передние кромки смесительных и/или измельчающих инструментов по-разному выполнены, искривлены, установлены или расположены по сравнению с задними или догоняющими в направлении вращения или движения участками.
Инструменты и/или ножи могут закрепляться непосредственно на валу или располагаться преимущественно на расположенном, в частности, параллельно дну вращающемся инструментодержателе или на несущем диске, или выполняться в нем, или отформовываться на нем, при необходимости, за одно целое.
В принципе, упомянутые эффекты являются существенными не только для компрессионных экструдеров или агломераторов, но и для некомпрессионных или малокомпрессионных транспортирующих шнеков. Также в этом случае предотвращаются локальные переполнения.
В другом, особенно предпочтительном варианте предусмотрено, что приемный бункер выполнен, в основном, цилиндрическим с плоским дном и ориентированной вертикально к нему боковой стенкой в форме боковой поверхности цилиндра. Конструктивно просто далее, если ось вращения совпадает с центральной средней осью приемного бункера. В другом предпочтительном варианте предусмотрено, что ось вращения или центральная средняя ось бункера ориентирована вертикально и/или перпендикулярно дну. За счет этой особой геометрии в устройстве со стабильной и конструктивно простой конструкцией оптимизирован характер питания.
В этой связи также предпочтительно предусмотреть, чтобы смесительный и/или измельчающий инструмент или в случае нескольких расположенных друг над другом смесительных и/или измельчающих инструментов самый нижний, ближайший к дну смесительный и/или измельчающий инструмент и отверстие располагались на небольшом расстоянии от дна, в частности в зоне самой нижней четверти высоты приемного бункера. При этом расстояние определяется и измеряется от самой нижней кромки отверстия или питающего отверстия до дна бункера в зоне края последнего. Поскольку угловая кромка выполнена в большинстве случаев закругленной, расстояние измеряется от самой нижней кромки отверстия вдоль воображаемых продолжений боковой стенки вниз до воображаемого продолжения дна бункера наружу. Подходящие расстояния составляют от 10 до 400 мм.
Бункер необязательно должен иметь форму кругового цилиндра, хотя такая форма является предпочтительной по практическим и технологическим соображениям. Вместимость отличающихся от формы кругового цилиндра бункеров, например бункеров в форме усеченного конуса или цилиндрических бункеров эллиптической или овальной в плане формы, следует пересчитать равной вместимости бункеров в форме кругового цилиндра, предположив, что высота этого условного бункера равна его диаметру. Высота бункеров, существенно превышающая образующийся тромб (с учетом безопасного расстояния), остается неучтенной, поскольку такая чрезмерная высота не используется и поэтому не оказывает больше никакого влияния на переработку материала.
Под термином «транспортер» следует понимать в данном случае как установки с некомпрессионными или декомпрессионными шнеками, т.е. чисто транспортирующими шнеками, так и установки с компрессионными шнеками, т.е. шнеки экструдеров агломерирующего или пластифицирующего действия.
Под терминами «экструдер» и «шнек экструдера» в данном случае следует понимать как экструдеры и шнеки, с помощью которых материал полностью или частично расплавляется, так и экструдеры, с помощью которых размягченный материал лишь агломерируется, однако не расплавляется. В случае агломерирующих шнеков материал лишь на короткое время сильно уплотняется и режется, но не пластифицируется. Поэтому агломерирующий шнек выдает на своем выходе материал, который полностью не расплавлен, а состоит из оплавленных лишь на своей поверхности частиц, которые как бы спечены. Однако в обоих случаях шнек оказывает давление на материал и уплотняет его.
В представленных примерах описаны только экструдеры с единственным шнеком, например одновальные или одношнековые экструдеры. Однако в качестве альтернативы возможны также транспортеры более чем с одним шнеком, например двух- или многовальные транспортеры или экструдеры, в частности, с несколькими одинаковыми шнеками, имеющими, по меньшей мере, одинаковые диаметры d.
Другие признаки и преимущества изобретения приведены в описании нижеследующих примеров осуществления его объекта, которые не следует понимать как ограничивающие его и которые схематично и не в масштабе изображены на чертежах, на которых:
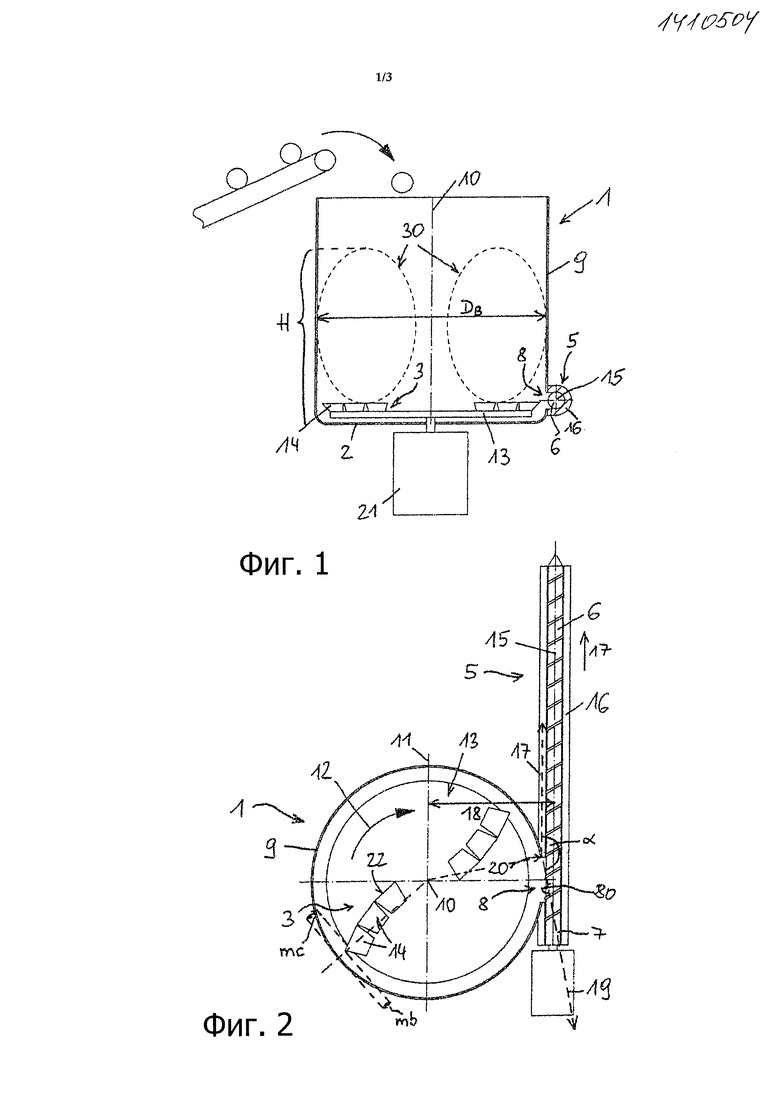
фиг. 1 - сечение устройства с присоединенным приблизительно по касательной экструдером;
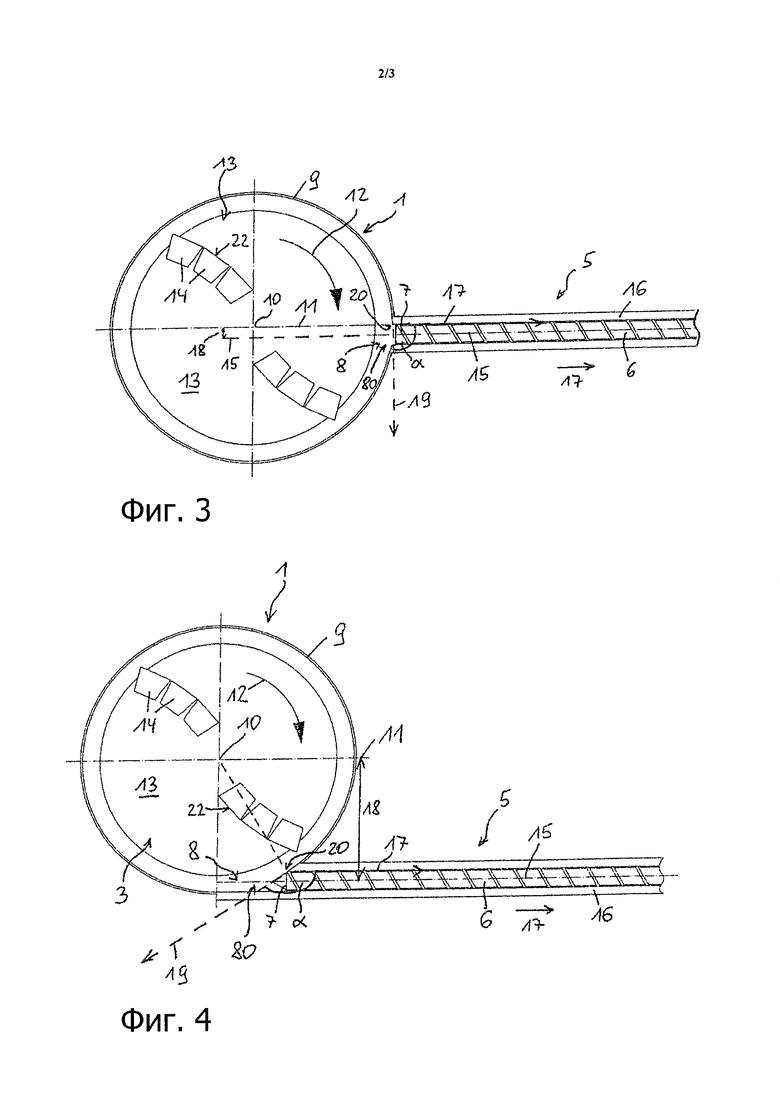
фиг. 2 - разрез варианта из фиг. 1;
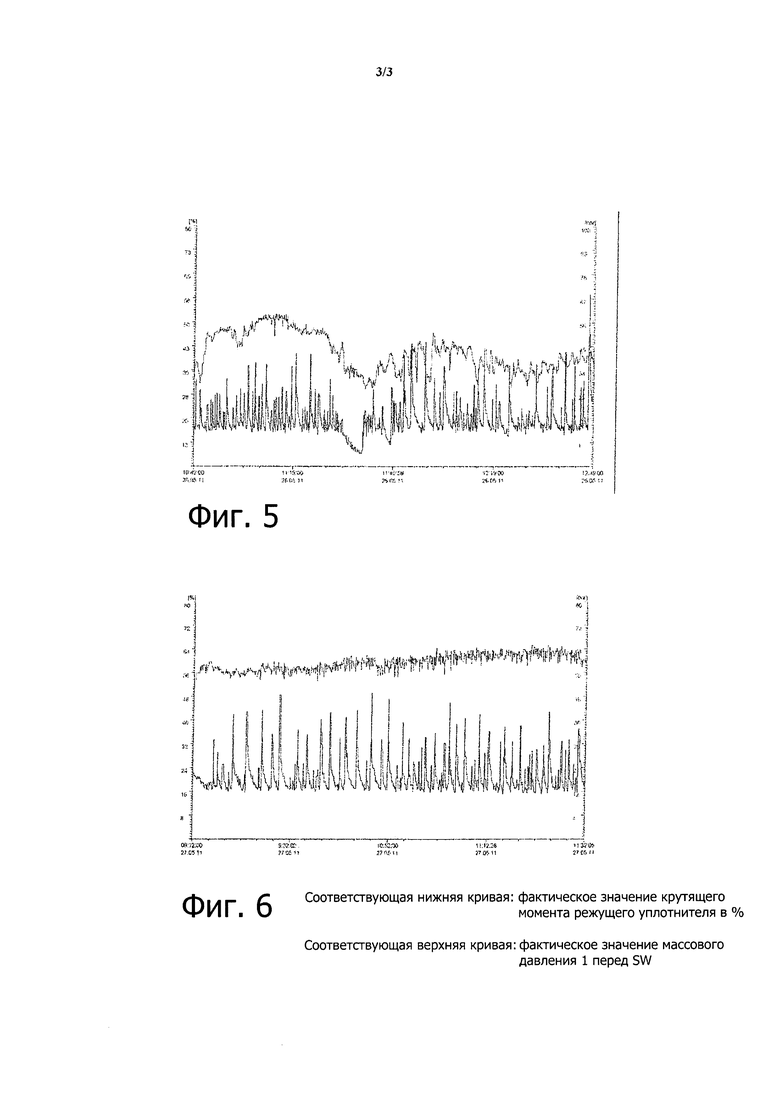
фиг. 3 - другой вариант с минимальным смещением;
фиг. 4 - другой вариант с большим смещением;
фиг. 5 и 6 - результаты испытаний.
Ни бункеры, ни шнеки или смесительные инструменты не показаны в масштабе ни как таковые, ни в соотношении между собой. Так, например, в действительности бункеры в большинстве случаев больше или шнеки длиннее, чем показано.
Изображенная на фиг. 1 и 2 предпочтительная комбинация режущего уплотнителя и экструдера для подготовки или рециклирования полимерного материала содержит бункер или режущий уплотнитель или разрыватель 1 в форме кругового цилиндра с плоским горизонтальным дном 2 и ориентированной перпендикулярно к нему, вертикальной боковой стенкой 9 в форме боковой поверхности цилиндра.
На небольшом расстоянии от дна 2, максимум в пределах от 10 до 20%, при необходимости, менее высоты боковой стенки 9, измеренном от дна 2 до ее самого верхнего края, расположен ориентированный параллельно дну плоский несущий диск или инструментодержатель 13, который вращается вокруг центральной оси 10 вращения, являющейся одновременно центральной средней осью бункера 1, в обозначенном стрелкой направлении 12 вращения или движения. Несущий диск 13 приводится во вращение двигателем 21, находящимся под бункером 1. На верхней стороне несущего диска 13 расположены ножи или инструменты, например режущие ножи 14, которые вместе с ним образуют смесительный и/или измельчающий инструмент 3.
Как схематично показано, ножи 14 расположены на несущем диске 13 не симметрично, а на своих указывающих в направлении 12 вращения или движения передних кромках 22 выполнены, установлены или расположены по-особому, с возможностью механического воздействия на полимерный материал характерным образом. Радиально крайние кромки смесительных и/или измельчающих инструментов 3 подходят относительно близко, примерно на 5% радиуса 11 бункера 1, к внутренней поверхности боковой стенки 9.
Бункер 1 имеет вверху загрузочное отверстие, через которое в бункер 1, например, посредством транспортирующего устройства, по указанной стрелке загружается перерабатываемый материал, например порции полимерных пленок. В качестве альтернативы может быть предусмотрено, что контейнер 1 закрыт и воздух откачивается из него, по меньшей мере, до технического вакуума, причем материал загружается через шлюзовую систему. Этот материал захватывается вращающимися смесительными и/или измельчающими инструментами 3 и завихряется в виде тромба 30, причем материал поднимается вверх вдоль вертикальной боковой стенки 9, а затем приблизительно в зоне активной высоты Η бункера 1 под действием силы тяжести снова падает внутрь и вниз в зону его середины. Активная высота Η бункера 1 приблизительно равна его внутреннему диаметру D. Следовательно, в бункере 1 образуется тромб, материал которого завихряется как сверху вниз, так и в направлении 12 вращения. Тем самым такое устройство вследствие особого расположения смесительных и измельчающих инструментов 3 или ножей 14 может эксплуатироваться только с заданным направлением 12 вращения или движения, а направление 12 вращения нельзя реверсировать просто так или без дополнительных изменений.
Загруженный полимерный материал измельчается смесительными и измельчающими инструментами 3, смешивается и при этом за счет введенной механической энергии трения нагревается и размягчается, однако не расплавляется. После определенного времени пребывания в бункере 1 гомогенизированный, размягченный, тестообразный, но не расплавленный материал выгружается из бункера 1 через отверстие 8, подается в зону питания экструдера 5, захватывается там шнеком 9 и расплавляется, что подробно поясняется ниже.
На высоте единственного в данном случае измельчающего и смесительного инструмента 3 в боковой стенке 9 бункера 1 выполнено упомянутое отверстие 8, через которое из бункера 1 выгружается предварительно обработанный полимерный материал. Он передается на расположенный по касательной на бункере 1 одношнековый экструдер 5, причем его корпус 16 имеет в своей боковой стенке питающее отверстие 80 для захватываемого шнеком 6 материала. Такой вариант имеет то преимущество, что шнек 6 может приводиться во вращение от нижнего согласно чертежу торцевого конца схематично показанным приводом, так что верхний согласно чертежу торцевой конец шнека 6 может быть свободен от привода. Это позволяет расположить на этом верхнем торцевом конце выходное отверстие для подаваемого шнеком 6 пластифицированного или агломерированного полимерного материала, например, в виде головки экструдера (не показана). Поэтому полимерный материал, не отклоняясь шнеком 6, может подаваться через выходное отверстие, что невозможно осуществлять в вариантах, представленных на фиг. 3 и 4.
Питающее отверстие 80 связано по подаче или передаче материала с отверстием 8 и в данном случае напрямую, непосредственно и без длинной промежуточной детали. Предусмотрена лишь очень короткая зона передачи.
В корпусе 16 с возможностью вращения вокруг своей продольной оси 15 установлен компрессионный шнек 6. Продольная ось 15 шнека 6 и экструдера 5 совпадают. Экструдер 5 подает материал в направлении стрелки 17. Экструдер 5 представляет собой известный сам по себе традиционный экструдер, в котором размягченный полимерный материал уплотняется и за счет этого расплавляется, а расплав выходит затем с противоположной стороны на головке экструдера.
Смесительные и/или измельчающие инструменты 3 или ножи 14 лежат почти на той же высоте или в той же плоскости, что и центральная продольная ось 15 экструдера 5. Крайние концы ножей 14 достаточно отстоят от гребней шнека 6.
Как уже сказано, в варианте, представленном на фиг. 1 и 2, экструдер 5 присоединен по касательной к бункеру 1 или проходит по касательной к его сечению. Воображаемое продолжение центральной продольной оси 15 экструдера 5 или шнека 6 против направления 17 транспортировки экструдера 5 назад проходит на чертеже мимо оси 10 вращения, не пересекая ее. Продольная ось 15 экструдера 5 или шнека 6 смещена со стороны выхода на расстояние 18 относительно радиали 11 бункера 1, которая параллельна продольной оси 15 и направлена наружу от оси 10 вращения смесительного и/или измельчающего инструмента 3 в направлении 17 транспортировки экструдера 5. В данном случае воображаемое продолжение назад продольной оси 15 экструдера 5 не проходит через внутреннее пространство бункера 1, а проходит вплотную мимо него.
Расстояние 18 немного больше радиуса бункера 1. Экструдер 5 смещен тем самым незначительно наружу, или зона питания немного глубже.
Под термином «встречно направленный», «встречный» или «противоположный» следует понимать здесь любую ориентацию векторов по отношению друг к другу не под острым углом, как это подробно поясняется ниже.
Иначе говоря, скалярное произведение вектора 19 направления 12 вращения, который ориентирован по касательной к окружности, описываемой крайней точкой смесительного и/или измельчающего инструмента 3, или по касательной к проходящему мимо отверстия 8 материалу и который указывает в направлении 12 вращения или движения смесительных и/или измельчающих инструментов 3, и вектора 17 направления транспортировки экструдера 5, проходящего в направлении транспортировки параллельно центральной продольной оси 15, в каждой отдельной точке отверстия 8 или в зоне радиально непосредственно перед отверстием 8 везде равно нулю или является отрицательным, но никогда положительным.
У питающего отверстия на фиг. 1 и 2 скалярное произведение вектора 19 направления 12 вращения и вектора направления 17 транспортировки в каждой точке отверстия 8 отрицательное.
Угол α между векторами 17 и 19, измеренный в наиболее удаленной вверх по потоку от направления 12 вращения точке 20 отверстия 8 или на наиболее удаленном вверх по потоку краю отверстия 8, составляет почти максимально около 170°.
Если переместиться вдоль отверстия 8 дальше вниз, т.е. в направлении 12 вращения, то тупой угол α будет увеличиваться. В середине отверстия 8 угол между векторами направлений составляет около 180°, а скалярное произведение максимально отрицательное, дальше влево угол становится даже больше 180°, а скалярное произведение снова немного уменьшается, однако остается всегда отрицательным. Однако эти углы больше не называются углами α, поскольку они не измерены в точке 20.
Не показанный на фиг. 2, измеренный в середине или в центре отверстия 8 угол β между вектором 19 направления 12 вращения и вектором 17 направления транспортировки составляет от 178 до 180°.
Устройство, представленное на фиг. 2, представляет собой первый предельный случай или экстремальное значение. При таком расположении возможно очень щадящее действие набивки, или возможна очень предпочтительная загрузка, и такое устройство предпочтительно, в частности, для восприимчивых материалов, обрабатываемых близко к области плавления, или для длиннополосного материала.
Радиальное расстояние mb инструмента, измеренное от радиально крайней точки, или от лежащего дальше всего наружу острия ножа 14, или от описываемой им окружности до внутренней поверхности боковой стенки 9 бункера 1, обозначено на фиг. 2 в качестве примера. Оно соответствует отношению mb=k·DB.
Точно так же обозначено радиальное расстояние mc инструмента, измеренное от радиально крайней точки круглого несущего диска 13 до внутренней поверхности боковой стенки 9 бункера 1. Оно соответствует отношению DB=k2·DW.
Расстояние mc больше расстояния mb, т.е. инструменты или ножи 14 выступают или выдаются за несущий диск 13.
На фиг. 3 и 4 расстояния mc и mb не обозначены. Эти чертежи служат, в первую очередь, для иллюстрации возможностей присоединения экструдера.
На фиг. 3 изображен альтернативный вариант, в котором экструдер 5 присоединен к бункеру 1 не по касательной, а своей торцевой стороной 7. Шнек 6 и корпус 16 экструдера 5 в зоне отверстия 8 приведены в соответствие с контуром внутренней стенки бункера 1 и заподлицо смещены назад. Ни одна часть экструдера 5 не проходит через отверстие 8 во внутреннее пространство бункера 1.
Расстояние 18 соответствует здесь 5-10% радиуса 11 бункера 1 и примерно половине внутреннего диаметра d корпуса 16. Таким образом, этот вариант представляет собой второй предельный случай или экстремальное значение с минимально возможным смещением или расстоянием 18, когда направление 12 вращения или движения смесительных и/или измельчающих инструментов 3, по меньшей мере, незначительно встречно направлено направлению 17 транспортировки экструдера 5, а именно по всей площади сечения отверстия 8.
На фиг. 3 скалярное произведение равно точно нулю в той наиболее удаленной вверх по потоку точке 20, которая лежит на наиболее удаленном вверх по потоку краю отверстия 8. Угол α между вектором направления 17 транспортировки и вектором 19 направления 12 вращения, измеренный в точке 20 на фиг. 3, составляет точно 90°. Если переместиться вдоль отверстия 8 дальше вниз, т.е. в направлении 12 вращения, то угол между векторами направлений будет увеличиваться и станет тупым углом, который больше 90°, а скалярное произведение будет одновременно отрицательным. Ни в одной точке или ни в одной зоне отверстия 8 скалярное произведение не является, однако, положительным, или угол не меньше 90°. За счет этого локальная избыточная загрузка не может произойти даже на одном участке отверстия 8 или ни в одной зоне отверстия 8 не может произойти опасного превышения действия набивки.
В этом и заключается существенное отличие от чисто радиального расположения, поскольку точка 20 или кромка 20′ при радиальном расположении экструдера имела бы угол α меньше 90°, а зоны отверстия 8, лежащие согласно чертежу выше радиали 11, или вверх по потоку, или со стороны входа, имели бы положительное скалярное произведение. Следовательно, в этих зонах мог бы скапливаться локально расплавленный полимерный материал.
На фиг. 4 изображен другой альтернативный вариант, в котором экструдер 5 со стороны выхода смещен немного дальше, чем на фиг. 3, однако еще не по касательной, как на фиг. 1 и 2. В данном случае, как и на фиг. 3, воображаемое продолжение назад продольной оси 15 экструдера 5 проходит через внутреннее пространство бункера 1 по типу секущей. Вследствие этого при измерении в направлении периферии бункера 1 отверстие 8 шире, чем в варианте на фиг. 3. Также расстояние 18 соответственно больше, чем на фиг. 3, однако меньше радиуса 11. Угол α, измеренный в точке 20, составляет около 150°, благодаря чему по сравнению с фиг. 3 действие набивки уменьшается, что предпочтительнее для определенных восприимчивых полимеров. Правый от бункера 1 внутренний край или внутренняя стенка корпуса 16 примыкает к бункеру 1 по касательной, благодаря чему в отличие от фиг. 3 отсутствует тупая переходная кромка. В этой наиболее удаленной вниз по потоку точке отверстия 8, на фиг. 4 слева, угол составляет около 180°.
Пример
Показано сравнительное испытание установки из уровня техники (фиг. 5) и предложенной установки (фиг. 6).
Обе установки содержали режущий уплотнитель диаметром 1100 мм с присоединенным к нему по касательной экструдером (конструкция, в принципе, как на фиг. 1 и 2). Эксплуатационные параметры были одинаковыми. В качестве материала применялась неизмельченная полипропиленовая пленка.
В отличие от известной установки в предложенной установке направление вращения инструментов в режущем уплотнителе было реверсировано, как на фиг. 2. Кроме того, расстояние выступающих за несущий диск инструментов до стенки было определено в 35 мм.
Соответствующие нижние кривые обозначают крутящий момент режущего уплотнителя, отображающий работу резания и уплотнения.
Соответствующие верхние кривые обозначают давление расплава перед фильтрующим устройством. Это давление отображает расход или его постоянство.
Хорошо видно, что в установке из уровня техники постоянство расхода в зависимости от времени меньше, чем в предложенной системе. Кроме того, можно видеть, что в системе из уровня техники, по меньшей мере, один раз (примерно в 12:30) возникала проблема с наполнением шнека.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА | 2012 |
|
RU2578292C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА | 2012 |
|
RU2586700C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА | 2012 |
|
RU2585030C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА | 2012 |
|
RU2575233C2 |
| УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА | 2012 |
|
RU2584733C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА | 2012 |
|
RU2583260C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА | 2012 |
|
RU2592789C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА | 2012 |
|
RU2577382C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА | 2012 |
|
RU2591143C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА | 2012 |
|
RU2577383C2 |
Изобретение относится к устройству для предварительной обработки и последующей транспортировки или пластифицирования полимеров. Устройство содержит бункер (1) с установленным в нем с возможностью вращения вокруг оси (10) смесительным и/или измельчающим инструментом (3), причем в боковой стенке (9) бункера (1) выполнено отверстие (8), через которое выгружается полимерный материал, и предусмотрен транспортер (5) с вращающимся в корпусе (16) шнеком (6). Воображаемое продолжение продольной оси (15) транспортера (5) проходит против направления (17) транспортировки транспортера (5) мимо оси вращения (10). Продольная ось (15) со стороны выхода смещена на расстояние (18) от параллельной продольной оси (15) радиальной линии (11). Радиальное расстояние (mb) инструмента до внутренней поверхности боковой стенки (9) бункера (1) составляет 15-120 мм и отвечает отношению mb=k·DB, где DB - внутренний диаметр бункера (1), мм, а k - постоянная в диапазоне 0,006-0,16. Технический результат, достигаемый при использовании устройства по изобретению, заключается в том, чтобы обеспечить затягивание шнеком без проблем восприимчивых или полосообразных материалов для переработки или обработки при высоком качестве. 18 з.п. ф-лы, 6 ил.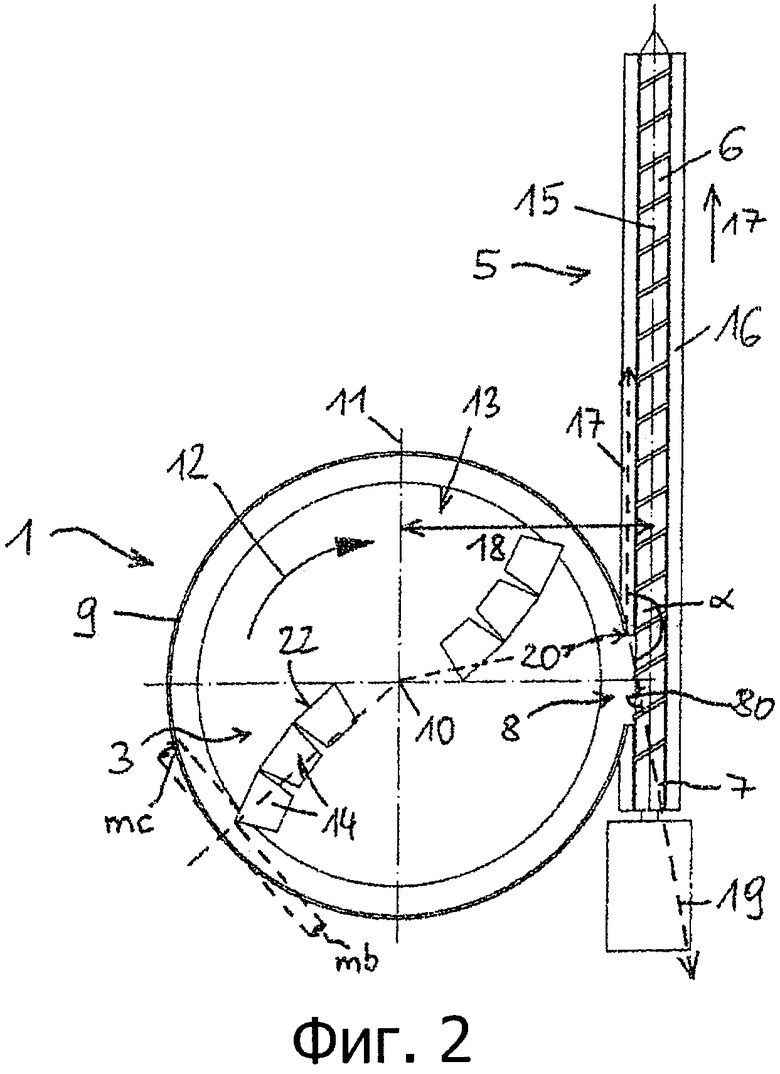
1. Устройство для предварительной обработки и последующих транспортировки, пластификации или агломерирования полимеров, в частности термопластичных полимерных отходов, с целью рециклирования, содержащее бункер (1) для перерабатываемого материала, причем в бункере (1) с возможностью вращения вокруг оси (10) установлен смесительный и/или измельчающий инструмент (3) для смешивания, нагрева и, при необходимости, измельчения полимерного материала, причем в боковой стенке (9) бункера (1) в зоне высоты смесительного и/или измельчающего инструмента (3) или ближайшего к дну смесительного и/или измельчающего инструмента (3) выполнено отверстие (8), через которое предварительно обработанный полимерный материал выгружается из бункера (1), причем предусмотрен, по меньшей мере, один транспортер (5), в частности экструдер (5), для приема предварительно обработанного материала, по меньшей мере, с одним установленным в корпусе (16) с возможностью вращения, в частности, пластифицирующим или агломерирующим шнеком (6), причем корпус (16) имеет на своей торцевой стороне (7) или в своей боковой стенке питающее отверстие (80) для захватываемого шнеком (6) материала, которое сообщено с отверстием (8), отличающееся тем, что при воображаемом продолжении центральная продольная ось (15) транспортера (5) или ближайшего к питающему отверстию (80) шнека (6) проходит против направления (17) транспортировки транспортера (5) мимо оси (10) вращения, не пересекая ее, причем продольная ось (15) транспортера (5) или ближайшего к питающему отверстию (80) шнека (6) со стороны выхода и в направлении (12) вращения или движения смесительного и/или измельчающего инструмента (3) смещена на расстояние (18) от радиальной линии (11) бункера (1), которая параллельна продольной оси (15) и направлена наружу от оси (10) вращения смесительного и/или измельчающего инструмента (3) в направлении (17) транспортировки транспортера (5), при этом радиальное расстояние (mb) инструмента, измеренное от радиальной самой внешней точки ближайшего к дну смесительного и/или измельчающего инструмента (3) или предусмотренных там инструментов и/или ножей (14) или от описываемой этой точкой окружности до внутренней поверхности боковой стенки (9) бункера (1), составляет от 15 до 120 мм, преимущественно от 20 до 80 мм, и отвечает следующему отношению:
mb=k·DB,
где DB - внутренний диаметр бункера в форме кругового цилиндра или внутренний диаметр пересчитанного на ту же вместимость виртуального бункера в форме кругового цилиндра такой же высоты, мм, k - постоянная в диапазоне от 0,006 до 0,16.
2. Устройство по п. 1, отличающееся тем, что в бункере (1) с возможностью вращения вокруг оси (10) вращения установлен, по меньшей мере, один инструментодержатель (13), на/в котором расположен/расположены или выполнен/выполнены смесительный/смесительные и/или измельчающий/измельчающие инструмент/инструменты (3), причем инструментодержатель (13) представляет собой преимущественно расположенный, в частности, параллельно дну (12) несущий диск (13).
3. Устройство по п. 2, отличающееся тем, что смесительный и/или измельчающий инструмент (3) и/или инструментодержатель (13) включает в себя инструменты и/или ножи (14), которые в направлении вращения или движения оказывают на полимерный материал измельчающее, режущее и/или нагревающее действие, причем смесительный и/или измельчающий инструмент (3), или инструменты, и/или ножи (14) расположены или выполнены преимущественно на верхней стороне инструментодержателя (13).
4. Устройство по п. 1, отличающееся тем, что радиальное расстояние (mc) инструментодержателя, измеренное от радиальной самой внешней точки ближайшего к дну инструментодержателя (13) или от описываемой этой точкой окружности до внутренней поверхности боковой стенки (9) бункера (1), составляет от 30 до 210 мм, преимущественно от 40 до 150 мм.
5. Устройство по любому из пп. 1-4, отличающееся тем, что соотношение между внутренним диаметром (DB) бункера (1) и диаметром (DW) описываемой радиальной самой внешней точкой ближайшего к дну инструментодержателя (13) окружности соответствует следующему отношению:
DB=k2·DW,
где DB - внутренний диаметр бункера (1), мм, DW - диаметр описываемой радиально крайней точкой инструментодержателя (13) окружности, мм, а k2 - постоянная в диапазоне от 1,01 до 1,5.
6. Устройство по п. 5, отличающееся тем, что постоянная k2 у бункеров (1) с внутренним диаметром DB≥1300 мм составляет от 1,01 до 1,12.
7. Устройство по любому из пп. 1-4, 6, отличающееся тем, что радиальное расстояние (mc) инструментодержателя больше или равно радиальному расстоянию (mb) инструмента.
8. Устройство по п. 1, отличающееся тем, что инструменты и/или ножи (14) расположены, разъемно закреплены или выполнены на лежащей радиально дальше всего наружу, направленной к внутренней поверхности боковой стенки (9), в большинстве случаев вертикальной внешней кромке инструментодержателя (13).
9. Устройство по п. 1, отличающееся тем, что для соединенного с бункером (1) транспортера (5) скалярное произведение вектора направления (19) вращения, который ориентирован по касательной к окружности, описываемой радиальной самой внешней точкой смесительного и/или измельчающего инструмента (3), или к проходящему мимо отверстия (8) полимерному материалу и перпендикулярно радиальной линии (11) бункера (1) и который указывает в направлении (12) вращения и/или движения смесительного и/или измельчающего инструмента (3), и вектора (17) направления транспортировки транспортера (5) в каждой отдельной точке или во всей зоне отверстия (8) или непосредственно радиально перед отверстием (8) равно нулю или отрицательное.
10. Устройство по п. 9, отличающееся тем, что вектор направления (19) вращения радиальной самой внешней точки смесительного и/или измельчающего инструмента (3) и вектор (17) направления транспортировки транспортера (5) образуют угол 90°≤α≤180°, измеренный в точке пересечения обоих векторов (17, 19) на лежащем вверх по потоку относительно направления (12) вращения или движения смесительного и/или измельчающего инструмента (3) краю отверстия (8) со стороны входа, в частности в наиболее удаленной вверх по потоку точке (20) на этом краю или отверстии (8).
11. Устройство по п. 10, отличающееся тем, что вектор (19) направления (12) вращения или движения и вектор (17) направления транспортировки транспортера (5) образуют угол β от 170 до 180°, измеренный в точке пересечения обоих векторов (17, 19) в центре отверстия (8).
12. Устройство по п. 1, отличающееся тем, что расстояние (18) больше или равно половине внутреннего диаметра корпуса (16) транспортера (5) или шнека (6) и/или больше или равно 7%, преимущественно больше или равно 20% радиуса бункера (1), или расстояние (18) больше или равно радиусу бункера (1).
13. Устройство по любому из пп. 1-4, 6, 8-11, отличающееся тем, что при воображаемом продолжении продольная ось (15) транспортера (5) против направления транспортировки расположена по типу секущей к сечению бункера (1) и, по меньшей мере, частично проходит через внутреннее пространство бункера (1).
14. Устройство по любому из пп. 1-4, 6, 8-11, отличающееся тем, что транспортер (5) присоединен по касательной к бункеру (1) или проходит по касательной к его сечению или продольная ось (15) транспортера (5) или шнека (6) или продольная ось ближайшего к питающему отверстию (80) шнека (6) проходит по касательной к внутренней стороне боковой стенки (9) бункера (1), причем преимущественно шнек (6) соединен на своей торцевой стороне (7) с приводом, а на противоположном торцевом конце выполнен с возможностью транспортировки материала к расположенному на торцевом конце корпуса (16) выходному отверстию, в частности головке экструдера.
15. Устройство по п. 1, отличающееся тем, что отверстие (8) непосредственно и напрямую и без промежутка, в частности без передающего участка или транспортирующего шнека, соединено с питающим отверстием (80).
16. Устройство по п. 1, отличающееся тем, что воздействующие на полимерный материал, указывающие в направлении (12) вращения или движения передние участки или передние кромки (22) смесительных и/или измельчающих инструментов (3) или ножей (14) по-разному выполнены, установлены, искривлены и/или расположены по сравнению с задними или догоняющими в направлении (12) вращения или движения участками.
17. Устройство по п. 1, отличающееся тем, что бункер (1) выполнен в виде кругового цилиндра с плоским дном (2) и ориентированной вертикально к нему боковой стенкой (9), и/или ось (10) вращения смесительных и/или измельчающих инструментов (3) совпадает с центральной средней осью бункера (1), и/или ось (10) вращения или центральная средняя ось ориентирована вертикально и/или перпендикулярно дну (2).
18. Устройство по п. 1, отличающееся тем, что самый нижний инструментодержатель (13), или самый нижний из смесительных и/или измельчающих инструментов (3), и/или отверстие (8) расположено на незначительном расстоянии от дна (2), в частности в зоне нижней четверти высоты бункера (1), преимущественно на расстоянии от 10 до 400 мм от дна (2).
19. Устройство по п. 1, отличающееся тем, что транспортер (5) представляет собой одношнековый экструдер (6) с единственным компрессионным шнеком (6) или двух- или многошнековый экструдер, причем диаметры d отдельных шнеков (6) одинаковы.
| Аналого-цифровой преобразователь в системе остаточных классов | 1983 |
|
SU1181141A1 |
| Бесконтактный датчик положения | 1979 |
|
SU911131A1 |
| US 5102326 A, 07.04.1992 | |||
| Устройство для кручения и наматывания нити на текстильной машине | 1985 |
|
SU1273412A1 |
| Челнок со вставной катушкой к автомату для обвязки колбасных изделий | 1954 |
|
SU98971A1 |

