Изобретение относится к машиностроению, а именно к технологии сверхточной обработки оптической поверхности офтальмологических имплантатов.
Как известно, интраокулярная линза (ИОЛ) предназначена для оптической коррекции зрения путем хирургической имплантации внутрь глаза. Оптический элемент представляет собой формирующую изображение линзу с диаметром, как правило, порядка 6 мм и толщиной около 0,7 мм. Оптический элемент ИОЛ непосредственно граничит с опорной периферической частью - гаптическим элементом (гаптикой), выполняющим функцию крепления ИОЛ в определенном месте глаза. Гаптика современных ИОЛ может быть выполнена как из того же самого, что и оптический элемент ИОЛ, материала, так и из отличающегося от оптического элемента материала. Главной функцией гаптики является надежная и устойчивая фиксация ИОЛ при ее имплантации. Кроме механической надежности, биосовместимости и необходимых упругих свойств, никаких особых требований к гаптике не предъявляется.
В отличие от гаптики, требования к качеству оптического элемента ИОЛ существенно выше. Особое внимание уделяется качеству полировки ИОЛ при сохранении заданной формы и, естественно, биосовместимости как самого материала линзы, так и всего процесса изготовления. В настоящий момент наиболее перспективным методом, используемым ведущими производителями ИОЛ, является точение на станке оптического элемента ИОЛ с дальнейшим вырезанием линзы и гаптики из заготовки. Недостатком этого метода является остаточная шероховатость оптического элемента ИОЛ, являющаяся неизбежным результатом точения резцом. После такой обработки на поверхности линзы остаются «концентрические ступеньки», высота которых даже у лучших мировых производителей может достигать 50-70 нм. Указанная шероховатость не влияет на оптические свойства линзы, т.к. длина волны видимого света в несколько раз больше, но является крайне нежелательной с точки зрения биологической совместимости имплантата. В настоящий момент самым распространенным среди производителей ИОЛ методом дальнейшей (после точения) обработки поверхности является формовка-полировка мелкими абразивными частицами. При этом усредненная шероховатость оптической части ИОЛ может быть снижена до величины Ra, равной 15-20 нм. Недостатком формовки является «скругление» краев ИОЛ, приводящее к изменению оптических параметров линзы и увеличению частоты развития такого осложнения как помутнение задней капсулы (вторичная катаракта), что является крайне нежелательным. Другим потенциально негативным фактором процесса формовки может оказаться химическое взаимодействие абразивных частиц с материалом линзы. Современные ИОЛ изготовляются из сложных многокомпонентных полимеров, требующих исключительно «тонких» воздействий с целью достижения желаемых свойств поверхности, которые не должны приводить к деградации оптических (коэффициент преломления/отражения), механических (шероховатость и эластичность) и химических (биосовместимость, стерильность) параметров. Поэтому особенно перспективным является использование высокотехнологических методов, отвечающих обозначенным критериям.
Известно, что для целей финишной обработки оптических элементов (например, стеклянных или пластиковых линз в очках) может быть использована полировка в пучке кластеризованного газа - gas cluster ion beam (GCIB) (JPH08120470 (A), JAPAN RES DEV CORP, 14.05.1996). Метод предполагает обработку оптического элемента кластерами газообразной двуокиси углерода - достаточно химически активным реагентом. Утверждается, что метод позволяет получить поверхность с исключительно низкой шероховатостью, однако не касается биологической совместимости поверхности после финишной обработки, что является принципально важным элементом производства ИОЛ.
В патенте US 7250197 (В2), Rastogi et al., 31.07.2007, описаны конструктивные элементы устройства для ненаправленной двухсторонней плазмохимической обработки множества ИОЛ тлеющим газовым разрядом: различные крепления, системы транспортировки ИОЛ. Однако эти решения принципиально не могут быть использованы для обработки направленным ионным пучком. Кроме того, отсутствуют средства поддержания заданной температуры ИОЛ при обработке.
В заявке (WO 0204196 (A1), Kirkpatrick, 17.01.2002) описана обработка ИОЛ при помощи GCIB с целью уменьшения краевых эффектов и прочих нежелательных оптических искажений. В качестве сопутствующего результата отмечается полировка поверхности ИОЛ на «атомарном уровне», что, по словам авторов, улучшает прилегание поверхности имплантата к капсуле хрусталика и, как следствие, уменьшает вероятность развития вторичной катаракты. Полировка поверхности посредством GCIB уменьшает воспалительную реакцию за счет удаления посторонних микрочастиц с поверхности, оставшихся от предыдущих этапов производства ИОЛ, и снижения ее шероховатости.
Следует заметить, что в заявках JPH08120470 (А) и WO 0204196 (А1) обработка GCIB производится под малыми углами ±15° к нормали поверхности мишени, и ее движение во время ионной полировки не является принципиально важным. Не конкретизируется температура обрабатываемой линзы, по умолчанию считается равной температуре окружающей среды.
Очевидно, что производительность установки возможно увеличить, т.е. сократить время на изготовление одной ИОЛ, если подвергать обработке сразу обе стороны ИОЛ в одном цикле вакуумной откачки, а также использовать большое число одновременно загруженных изделий, которые последовательно перемещают на позицию обработки. Такие решения известны для обработки других оптических элементов, но не касаются производства ИОЛ. Так, описано устройство для двусторонней лазерной обработки пластин в защитном газе (RU 2198082 С2, Пензенский технологический институт, 10.02.2003). Из патента (RU 2157061 С1, ИПТМ РАН, 27.09.2000) известна установка для двусторонней СВЧ-плазменной обработки пластин, реализуемая в одном цикле откачки, однако при этом обработка ведется ненаправленной плазмой, не позволяющей обеспечить низкую шероховатость поверхности. В патенте (US 6750460 В2, Greer, 15.06.2004) описана установка для обработки GCIB серии элементов на подложке, которые по одному последовательно перемещают на позицию обработки для тонкой подстройки параметров этих элементов за счет удаления (или нанесения) материала.
Наиболее близким к патентуемой установке является устройство для обработки поверхности ИОЛ ионным пучком, описанное в вышеуказанной заявке (WO 0204196 (A1), Kirkpatrick, 17.01.2002 - прототип), содержащее установленные в вакуумной камере источник ионного пучка, держатель ИОЛ, размещенный на пути пучка и механизм, обеспечивающий перемещение держателя ИОЛ относительно пучка. Перемещение включает вращение держателя вокруг оси пучка и сканирование держателя ИОЛ и ионного пучка по отношению к друг другу. Направление оси ионного пучка составляет угол в пределах ±15° к нормали к плоскости ИОЛ. Обработка состоит в сглаживании задней и/или передней поверхности и внешнего края ИОЛ с использованием GCIB, чтобы уменьшить «эффект края» и в итоге блики, а также предотвратить развитие вторичной катаракты.
Недостатки устройства сводятся к следующему. Низка производительность, т.к., во-первых, в отличие от стандартных источников единично заряженных ионов, полировка при помощи кластерных пучков GCIB происходит медленно. Во-вторых, в камеру загружается только одна ИОЛ и держатель ИОЛ не приспособлен для фиксирования нескольких ИОЛ. В заявке также не обсуждается алгоритм контроля процесса полировки ИОЛ и ионной дозы. Однако к главному недостатку можно отнести обработку ИОЛ при комнатной температуре, поскольку надежно установлено, что при комнатных температурах обработка ИОЛ, например во время точения резцом, приводит к необратимой деградации поверхности за счет процесса полимеризации тонкого приповерхностного слоя, стимулированного локальным разогревом. Собственно, сама идея сверхтонкой полировки ИОЛ после процесса точения отчасти связана именно с необходимостью избавиться от этого негативного явления.
Таким образом, из уровня техники не известно устройство, позволяющее выполнить двустороннюю финишную обработку поверхности ИОЛ, выполненных из полимерного материала, посредством полировки сканирующим пучком заряженных ионов инертного газа (аргона) при одновременной загрузке большого числа ИОЛ в одном цикле откачки и исключении тепловой деструкции полимера.
Настоящее изобретение направлено на устранение указанных недостатков - создание высокопроизводительной установки для финишной обработки поверхности оптического элемента ИОЛ из полимерного материала пучком заряженных ионов инертного газа с обеспечением широкого диапазона угла атаки ионного пучка по отношению к поверхности образца, при обеспечении сложного колебательного движения мишени по отношению к ионному пучку, контроле дозы облучения, нейтрализации зарядов ионов и поддержании оптимальной отрицательной температуры ИОЛ в процессе обработки, что и является техническим результатом изобретения.
Патентуемая установка для полировки ионным пучком поверхности оптического элемента ИОЛ содержит размещенные в вакуумной камере первый источник направленного ионного пучка, держатель ИОЛ с механизмом сканирования, установленный на пути ионного пучка, и средства управления.
Отличия состоят в том, что установка содержит второй источник направленного ионного пучка, установленный в вакуумной камере встречно и соосно с первым источником, связанные со средствами сканирования пучков в двух взаимно перпендикулярных направлениях, и холодильное устройство с тепловым экраном. Тепловой экран представляет собой пластину «П»-образной формы с соосными сквозными отверстиями в широких стенках, закрепленную неподвижно относительно стенок вакуумной камеры и размещенную на одной оси с источниками ионных пучков и упомянутыми сквозными отверстиями в стенках, а держатель ИОЛ выполнен в виде разъемной кассеты, имеющей ячейки для крепления единичных ИОЛ со средствами маскирования периметра ИОЛ.
Кассета выполнена с возможностью воздействия ионными пучками на обе оптические поверхности ИОЛ, расположена между широкими стенками теплового экрана с зазором и связана с приводом. Привод выполнен с возможностью перемещения подлежащей полировке ИОЛ в зону воздействия ионных пучков, последующего колебательно-вращательного сканирования кассеты вокруг вертикальной оси в процессе воздействия ионных пучков, и по достижении заданной интегральной дозы воздействия ионов - перемещения в зону воздействия ионными пучками следующей подлежащей полировке ИОЛ.
Установка может характеризоваться тем, что содержит связанные с вакуумной камерой шлюзовую камеру для загрузки и предварительного охлаждения кассеты с ИОЛ и разгрузочную камеру, разделенные между собой вакуумными затворами, и двух манипуляторов с держателями для транспортирования кассеты с ИОЛ через упомянутые камеры.
Установка может характеризоваться и тем, что средства управления включают контроллер, блок контроля температуры кассеты, блок контроля дозы облучения электрометрического типа с интегратором, выходами связанные с контроллером, первый, второй и третий входы-выходы которого связаны с приводом, блоком управления вакуумным трактом и контроля вакуума, блоком формирования ионных пучков и контроля плотности тока, вход-выход которого связан с блоком сканирования ионных пучков, выходы которого связаны с источниками ионных пучков, а выход контроллера - с блоком нейтрализации заряда на поверхности ИОЛ.
Установка может характеризоваться также тем, что разъемная кассета состоит из двух ответных скрепляемых между собой металлических пластин, ячейки имеют сквозные отверстия по размеру подлежащей полировке центральной части ИОЛ и выточки в указанных отверстиях для маскирования периферии ИОЛ и гаптики.
Установка может характеризоваться, кроме того, тем, что указанные пластины выполнены из электропроводящего материала с высокой теплопроводностью, преимущественно меди, и покрыты слоем материала с низкой работой выхода электронов, преимущественно платиной.
Установка может характеризоваться и тем, что ячейки размещены рядами и столбцами при количестве ячеек 50-200, а также тем, что полка пластины «П»-образной формы сообщена через теплопровод с холодильным устройством, установленным вне вакуумной камеры, и представляющим собой сосуд Дюара для жидкого азота.
Установка может характеризоваться, кроме того, тем, что блок нейтрализации заряда на поверхности ИОЛ выполнен в виде источника электронов, связанного с накаливаемой нитью, размещенной в вакуумной камере вблизи кассеты, а также тем, что в качестве инертного газа используют аргон и/или гелий и/или неон и/или ксенон, при плотности ионного потока не более 150 мкА/cм2.
Установка может характеризоваться также тем, что кассета установлена через электроизолирующую диэлектрическую прокладку на заземленном столике, связанном с приводом, при этом кассета присоединена проводником к входу блока контроля дозы облучения электрометрического типа с интегратором, который содержит средства вычисления интегральной дозы облучения и сравнения с одноименным параметром, определенным предварительно в процессе настройки на эталонных ИОЛ, и выработки сигнала соответствия указанных параметров.
Установка может характеризоваться тем, что привод выполнен с возможностью периодического поступательного перемещения кассеты в вертикальной и горизонтальной плоскостях относительно нормали к оси ионного пучка, и одновременного колебательно-вращательного перемещения кассеты вокруг вертикальной оси на угол, равный ±10-30°, с частотой около 1 Гц.
В основе изобретения лежат предпосылки и экспериментальные данные установленные заявителем, а также ранее описанные применительно к обработке наноструктур для исследовательских задач (FI122010(B), ARUTYUNOV, 15.07.2011), Appl. Phys. А 79, 1769, (2004); Nanotechnology 19, 055301 (2008). Авторами настоящего изобретения также установлено, что при ионной полировке ИОЛ при подобранных отрицательных температурах деградации поверхности не происходит, что реализуется при помощи глубокого предварительного охлаждения ИОЛ в загрузочной камере и использованиии теплового экрана, окружающего кассету в процессе ионной полировки в основной камере.
В дальнейшем описании установки не приводятся конструкции вакуумных загрузочных и разгрузочных шлюзовых камер, и связанной с ними основной камеры, а также компонентов вакуумных систем - затворов, насосов, а также вакууметров, поскольку они не характеризуют существа изобретения, и известны из уровня техники. Так, например, из патента RU 2471015 С2, Эрликон Солар АГ, 27.12.2012, известна вакуумная установка, включающая последовательно размещенные загрузочную, основную и разгрузочную шлюзовые камеры, средства перемещения, обработки и/или транспортирования изделий через камеры, а также средства регулирования расхода газа, давления и пр., однако используемые для иных целей. В заявке (US 6368051 (В2) RAAIJMAKERS, 09.04.2002) описывается вакуумная установка для изготовления устройств, фиксируемых в перемещаемом кассетном держателе.
Сущность изобретения поясняется на чертежах, где:
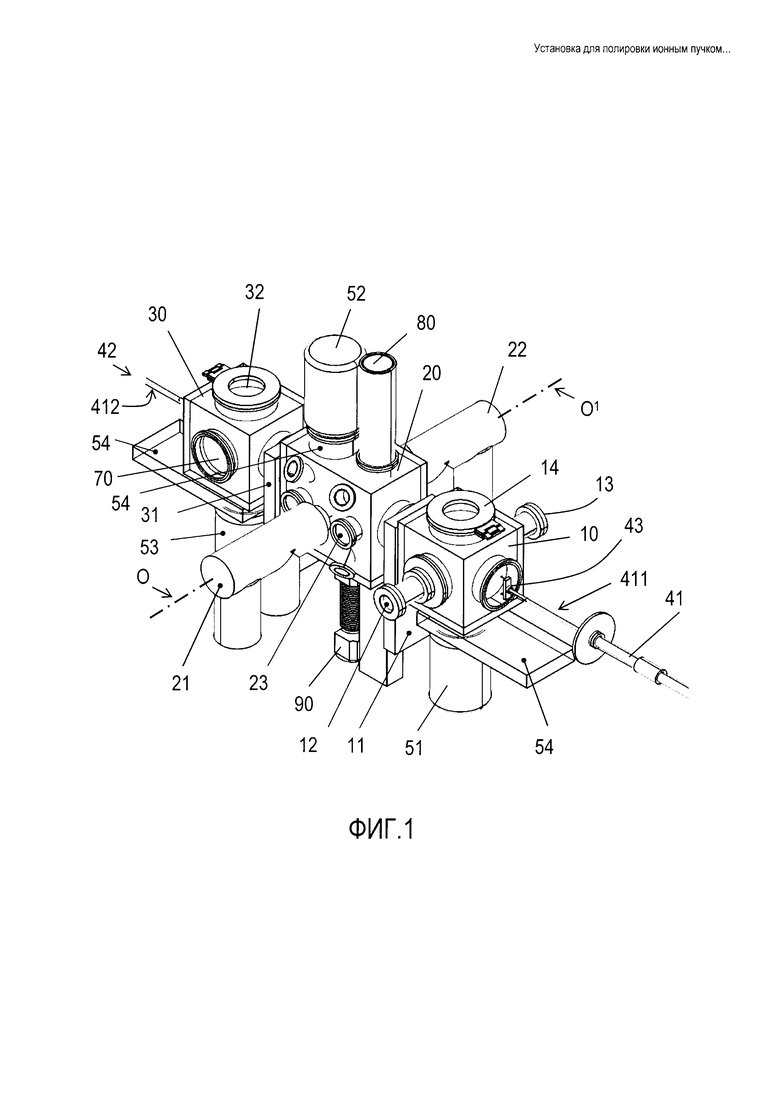
фиг. 1 - общий вид установки;
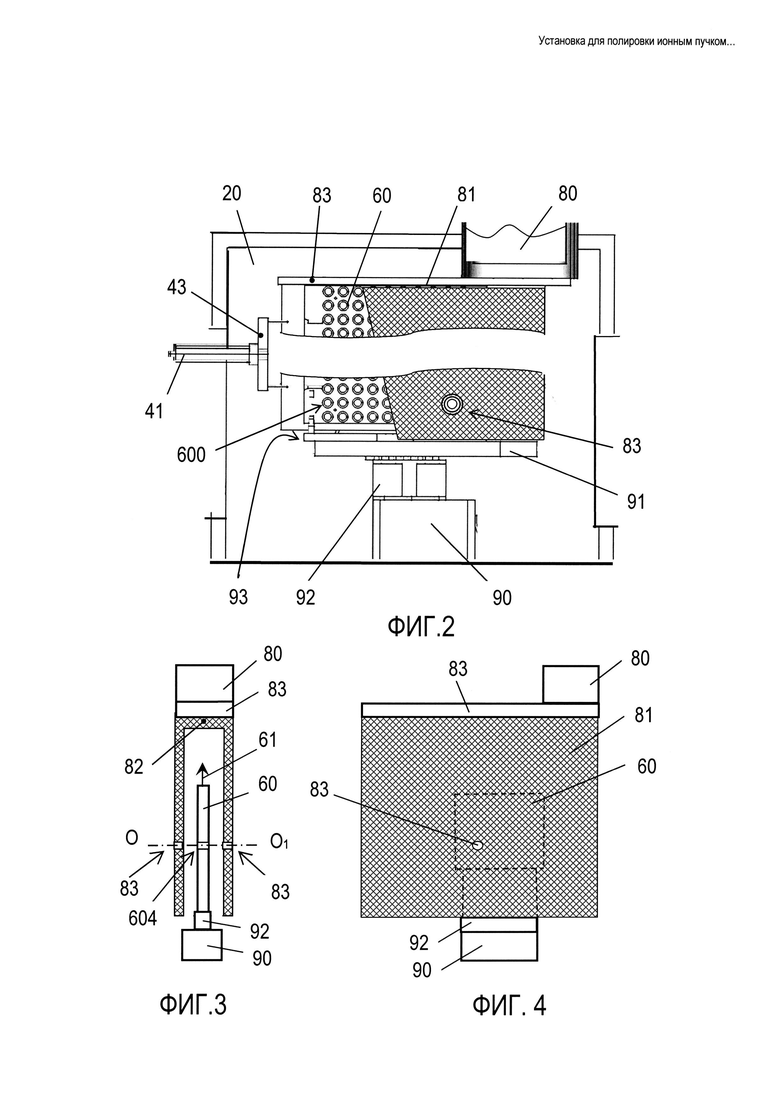
фиг. 2 - конструкция основной камеры;
фиг. 3 - схема перемещения кассеты с ИОЛ относительно экрана, вид сбоку;
фиг. 4 - то же, что на фиг. 3, вид спереди;
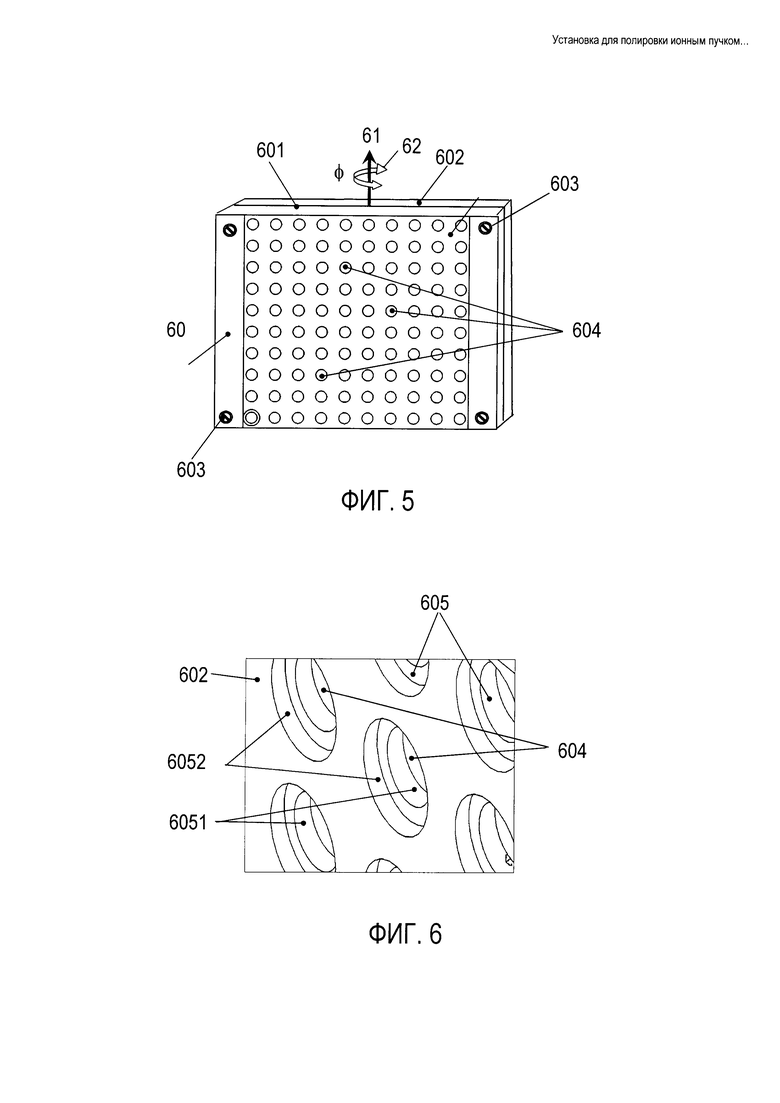
фиг. 5 - конструкция разъемной кассеты;
фиг. 6 - то же, что на фиг. 5, вид пластины с внутренней стороны;
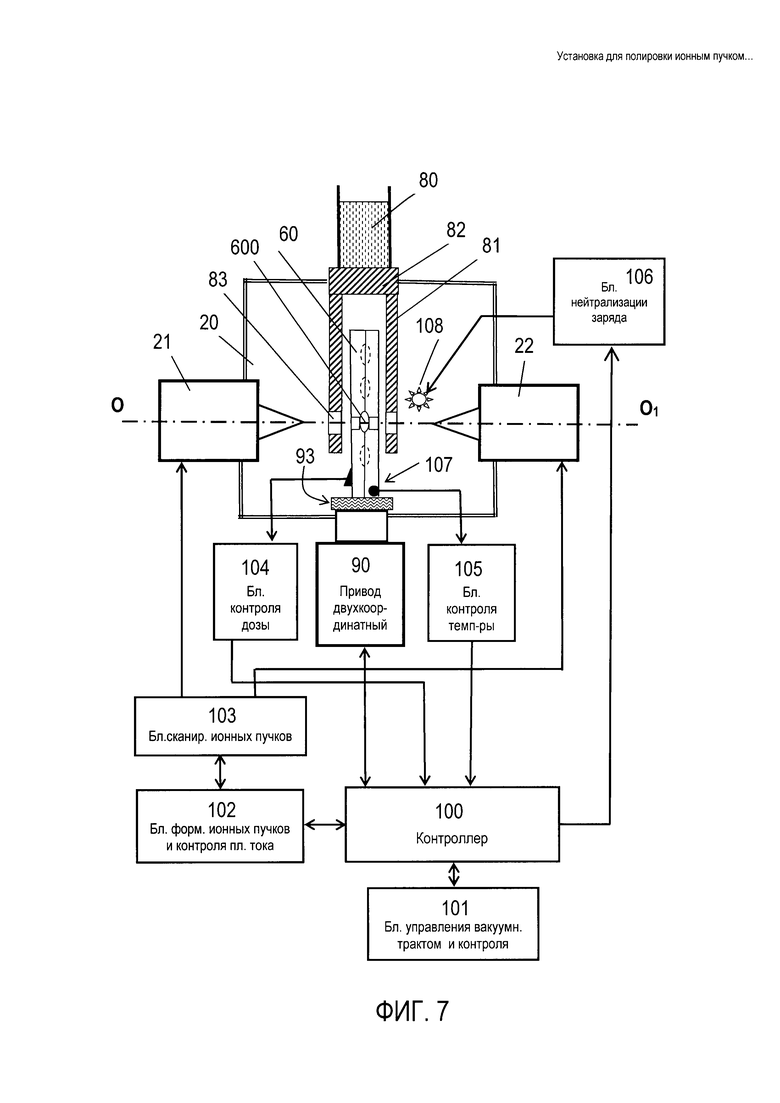
фиг. 7 - блок-схема установки;
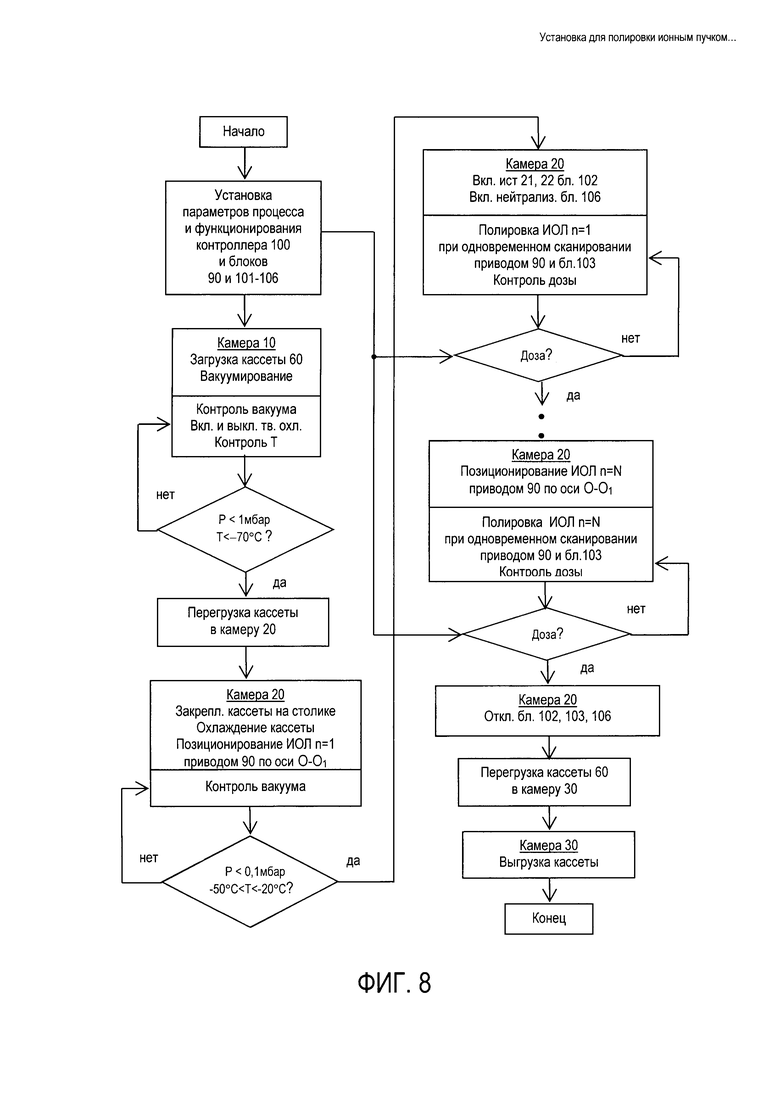
фиг. 8 - блок-схема алгоритма функционирования установки.
Установка для полировки поверхности оптического элемента ИОЛ (фиг. 1-3) содержит шлюзовую камеру 10 для загрузки кассеты с ИОЛ и их предварительного охлаждения, основную камеру 20 для ионной обработки, и разгрузочную камеру 30. Все три камеры разделены между собой вакуумными затворами 11 и 31, через которые кассета с ИОЛ может загружаться или выгружаться при помощи двух манипуляторов 41 и 42.
Каждая камера 10, 20, 30 подключена к индивидуальным турбомолекулярным насосам 51, 52, 53 через соответствующие вакуумные затворы 54. Ручные манипуляторы 41 и 42 соединены со штангами 411 и 421, заканчивающимися держателями 43 кассеты 60 с ИОЛ.
Камера 10 содержит вакуумные вводы 12 и 13 для крепления твердотельных охлаждающих элементов для охлаждения кассеты 60 с ИОЛ перед загрузкой в основную камеру 20 и загрузочный люк 14. Камера 30 содержит разгрузочный люк 32 для выгрузки кассеты 60. Камеры могут содержать вакуумные вводы и окна 70 для визуализации, диагностики и сервисных работ, конструкция которых известна специалистам.
Камера 20 включает два соосно установленных по оси O-O1 источника 21 и 22 пучков ускоренных ионов. На корпусе камеры 20 установлено холодильное устройство 80 и привод 90 для синхронного перемещения кассеты 60 относительно источников 21 и 22. Привод 90 предназначен для обеспечения колебательно-вращательного перемещения кассеты 60 в вертикальной плоскости по отношению к ионным пучкам от источников 21 и 22.
На фиг. 2 показана конструкция элементов, находящихся в основной камере 20 ионной обработки. Кассета 60 посредством держателя 43, передаваемая из шлюзовой камеры 10, фиксируется на столике 91, который кинематически связан с приводом 90 посредством передаточного механизма 92. Столик 91 заземлен, а кассета 60 крепится к столику через электроизолирующие диэлектрические прокладки 93 для целей последующего измерения потока ионов.
Кассета 60 по широким плоскостям охвачена тепловым экраном 81, связанным с холодильным устройством 80. На фиг. 2 левая часть экрана 81 условно снята, чтобы показать вид кассеты 60 для ИОЛ 600 со стороны ее широких плоскостей.
Кассета 60 механически не связана с экраном 81 и выполнена с возможностью линейного перемещения внутри указанного экрана (см. фиг. 3, 4), а также колебательного движения вокруг вертикальной оси 61 кассеты. Экран 81 «П»-образной формы выполнен из высокотеплопроводного металла, например меди. Горизонтальная полка 82 экрана имеет тепловой контакт через теплопровод 83 с холодильным устройством 80, которое в простейшем случае представляет дюар, заполняемый жидким азотом. Весь тракт (поз. 80, 81, 82, 83) установлен неподвижно относительно стенок камеры 20. Ширина теплового экрана 81 в горизонтальном направлении выбирается примерно в 4 раза больше, чем ширина кассеты 60, а высота (по вертикали) - примерно в 1,5 раза больше. Экран 81 может иметь толщину 2-3 мм, кассета 60 - толщину 5 мм, зазор между кассетой и экраном - 20-30 мм и подбирается экспериментально из условия, чтобы при колебательно-вращательном перемещении вокруг вертикального направления кассета 60 не соприкасалась с экраном 81.
Экран 81 в середине обеих широких стенок имеет два соосных сквозных отверстия 83, размещенные на одной оси O-O1, проходящей через области вывода излучения от источников 21 и 22 пучков ускоренных ионов.
На фиг. 5, 6 показана конструкция кассеты 60. Она состоит из двух ответных частей: пластин 601 и 602, скрепляемых между собой болтами 603. Каждая пластина 601 и 602 содержит множество ячеек 604, образованных сквозными отверстиями 605, в каждой из которых фиксируется единичная ИОЛ 600. Отверстия 605 профилированы и могут иметь два размера: один для центральной части, которая подлежит полировке пучками ионов, а другой - для маскирования периферии ИОЛ и гаптики, которые не предполагается подвергать обработке. Пластины 601 и 602 выполнены из теплопроводного материала с тем, чтобы отвести тепло от ИОЛ в процессе воздействия пучками ионов. Для снижения эффекта накапливаемого на мишени положительного заряда поверхности пластин 601 и 602 могут быть покрыты материалом с низкой работой выхода электронов, например выполнены из меди и покрыты платиной. Учитывая необходимость полирования только центральной части ИОЛ, диаметр отверстий 605 должен соответствовать диаметру указанной центральной части ИОЛ.
Ячейки 604 целесообразно размещать рядами и столбцами для удобства позиционирования приводом с использованием шагового двигателя.
На фиг. 7 показана блок-схема системы управления установкой. Контроллер 100 подключен с возможностью обмена информацией к блоку 101 управления вакуумным трактом и контроля величины вакуума, к блоку 102 формирования ионных пучков и контроля плотности тока. Блок 102 подключен к блоку 103 сканирования ионных пучков, выход блока 103 подключен к источникам 21 и 22 пучков ускоренных ионов.
К сигнальным входам контроллера 100 подключен информационный выход блока 104 контроля дозы облучения, выполненный в виде электрометра с интегратором, вход которого через проводник гальванически связан с кассетой 60. Регистрируется ионный ток от положительного заряда, накапливающегося на кассете 60 в процессе ионной обработки, стекающий через электрометр на землю. Блок 104 контролирует плотность потока ионов инертного газа в процессе обработки, его величина порядка 100 мкА/см2, и вычисляет соответствие дозы облучения заданному значению, равному общему заряду ионов инертного газа, определенному в процессе калибровки, для формирования сигнала об окончании обработки единичной ИОЛ.
При поступлении сигнала об окончании обработки единичной ИОЛ контроллер 100 выдает управляющий сигнал на двухкоординатный привод 90 для перемещения кассеты 60 в новое положение для экспонирования под ионным пучком следующей ИОЛ.
Для измерения температуры кассеты 60 загруженной ИОЛ 600, служит блок 105 контроля температуры, к входу которого подключен датчик 107 температуры.
Для нейтрализации накапливающегося на поверхности ИОЛ положительного заряда, переносимого ионами в процессе функционирования источников 21 и 22, служит блок 106 нейтрализации заряда, вход которого подключен к контроллеру 100, а выход блока 106 - к источнику 108 электронов, выполненному, например, в виде накаливаемой нити, создающей облако отрицательных зарядов. Для этой же цели - устранения положительного заряда - металлический корпус разъемной кассеты может быть покрыт материалом с низкой работой выхода электронов с целью создания облака отрицательных зарядов, нейтрализующих положительный заряд, накапливающийся на кассете в процессе ионной обработки.
В качестве источников 21 и 22 пучков ускоренных ионов могут использоваться коммерческие ионные пушки, аналогичные, например, описанным в патенте (FI122010(B), ARUTYUNOV, 15.07.2011). В их состав входят упомянутые в данном описании блоки 102 и 103, в связи с чем их структурная схема не раскрывается, а указывается лишь функции. Сечение ионного пучка может варьироваться: в устройствах такого типа гауссова полуширина пучка в области мишени (в данном случае поверхности ИОЛ) обычно составляет от 10 мм до 30 мм.
Установка функционирует следующим образом (см. фиг. 8).
Кассета 60 наполняется ИОЛ 600 и загружается в шлюзовую камеру 10 через люк 14. Камера 10 вакуумируется (Р<1 мбар) и проводится охлаждение кассеты до температуры не выше -70°С посредством твердотельных охлаждающих элементов. Затем кассета 60 транспортируется в основную камеру 20 посредством манипулятора 41, соединенного с держателем 43, и закрепляется на столике 91 через прокладки 93. Проводится совмещение оси O-O1 ионных пучков источников 21, 22 с отверстиями 83 в экране 81 и, соответственно, с отверстиями 605 в кассете 60 для воздействия на обе стороны единичной ИОЛ 600.
Далее, производится собственно полировка каждой ИОЛ 600, для чего контроллер 100 выдает команды на блок 102 формирования ионных пучков и контроля плотности тока, а также на блок 103 сканирования ионных пучков, осуществляющий электронное управление.
В процессе ионной полировки ИОЛ, выполненная из полимерного материала, не должна нагреваться выше определенной температуры, зависящей от вида полимера. В противном случае будет наблюдаться недопустимая деструкция материала ИОЛ. Желательно, чтобы в процессе ионной полировки температура ИОЛ не поднималась выше обозначенной оптимальной температуры. Для исключения нагрева ИОЛ в кассете она окружена «П»-образным тепловым экраном 81, термически связанным с холодильным устройством 80, содержащим жидкий азот. Предварительное глубокое охлаждение в загрузочной камере и наличие холодного экрана в основной камере позволяют обеспечить температуру кассеты 60 в диапазоне от -50°С до -20°С, а текущее значение температуры регистрируется датчиком 107 в блоке 105.
В процессе полировки каждой единичной ИОЛ кассета 60 посредством механизма 92 привода 90 совершает колебательное вращательное перемещение вокруг вертикального направления 61, показанного стрелкой 62 на фиг. 5, на угол φ, равный ±10-30°, с частотой ~1 Гц в плоскости, перпендикулярной оси O-O1 ионного пучка. Сканирование в двух взаимно перпендикулярных направлениях по отношению к оси О-О1 пучка осуществляется посредством электронного управления отклонением пучка в блоке 103 сканирования.
Процесс полирования ИОЛ непрерывно сопровождается контролем дозы облучения в блоке 104, использующем измерение ионного тока, стекающего с кассеты 60 через электрометр на землю, и интегрированием измеренного ионного тока во времени для определения интегральной дозы ионов. Полировка производится до того момента, пока не будет достигнуто оптимальное значение дозы воздействия, определенное предварительно в процессе настройки установки.
По сигналу от блока 104 контроллер 100 подает сигнал управления на привод 90, который перемещает кассету 60 от n-й ИОЛ на следующую позицию к (n+1) ИОЛ, совмещая отверстие 83 в тепловом экране 81 с (n+1) ИОЛ. «П»-образный тепловой экран 81 позволяет избежать повторной «засветки» уже обработанных ИОЛ, а также нежелательного теплового воздействия на полимерное тело самих ИОЛ.
После обработки всех N ИОЛ, число которых может достигать 50-200, находящихся в охлаждаемой кассете 60, блок 102 выключает источники 21, 22, кассета 60 транспортируется манипулятором 42 в разгрузочную камеру 30. В камере 30 температура кассеты 60 поднимается до комнатной температуры за счет теплового излучения от стенок камеры и напуска теплообменного газа. Затем кассета 60 выгружается через люк 32, пластины 601 и 602 кассеты разъединяются и полированные ИОЛ переносятся на следующий этап производства.
Блок 101 управления вакуумным трактом и контроля величины вакуума посредством вакуумметров осуществляет управление турбомолекулярными насосами 51, 52, 53, выполняет рутинные операции по перекрытию вакуумных магистралей посредством вакуумных затворов 11, 31 и 54 в заданной последовательности технологических операций полировки ИОЛ при поддержании определенного вакуума и измерении его величины. Каких-либо особенностей, не известных специалисту по вакуумной технике, в этой части установка не имеет.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ИНТРАОКУЛЯРНОЙ ЛИНЗЫ | 2014 |
|
RU2562360C1 |
| Способ получения гибридной двухфазной системы доставки малорастворимых и нерастворимых в воде биологически активных веществ с контролируемой кинетикой выделения | 2015 |
|
RU2607598C1 |
| СПОСОБ ОБРАБОТКИ ПУЧКОМ НЕЙТРАЛЬНЫХ ЧАСТИЦ, ОСНОВАННЫЙ НА ТЕХНОЛОГИИ ОБРАБОТКИ ПУЧКОМ ГАЗОВЫХ КЛАСТЕРНЫХ ИОНОВ, И ПОЛУЧЕННЫЕ ТАКИМ ОБРАЗОМ ИЗДЕЛИЯ | 2013 |
|
RU2648961C2 |
| СИСТЕМА ДОСТАВКИ ЛЕКАРСТВЕННОГО ВЕЩЕСТВА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2642979C2 |
| ДИАГНОСТИЧЕСКИЙ СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК НЕЙТРАЛЬНОГО ПУЧКА И УПРАВЛЕНИЯ ПРОЦЕССОМ С ИХ ПОМОЩЬЮ | 2012 |
|
RU2610462C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ПУЧКА НЕЙТРАЛЬНЫХ ЧАСТИЦ | 2014 |
|
RU2653581C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТЕПЕНИ РАЗРУШЕНИЯ КРИСТАЛЛИЧЕСКОЙ СТРУКТУРЫ ОБРАЗЦА В ПРОЦЕССЕ ЕГО ОБЛУЧЕНИЯ УСКОРЕННЫМИ ЧАСТИЦАМИ | 2021 |
|
RU2792256C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ПУЧКА КЛАСТЕРНЫХ ИЛИ АТОМАРНЫХ ИОНОВ ГАЗА | 2022 |
|
RU2796652C1 |
| СПОСОБ И УСТРОЙСТВО ОБРАБОТКИ НЕЙТРАЛЬНЫМ ПУЧКОМ, ОСНОВАННЫЕ НА ТЕХНОЛОГИИ ПУЧКА ГАЗОВЫХ КЛАСТЕРНЫХ ИОНОВ | 2011 |
|
RU2579749C2 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОЙ ФОКУСИРОВКИ ИОННОГО ПУЧКА В УСКОРИТЕЛЕ ПЛАЗМЫ С АЗИМУТАЛЬНЫМ ДРЕЙФОМ ЭЛЕКТРОНОВ | 2010 |
|
RU2465749C2 |
Изобретение относится к машиностроению, а именно к технологии сверхточной обработки оптической поверхности офтальмологических имплантатов. Техническим результатом изобретения является повышение производительности установки для финишной обработки поверхности оптического элемента ИОЛ из полимерного материала. Технический результат достигается установкой для полировки ионным пучком поверхности оптического элемента интраокулярной линзы (ИОЛ), содержащей размещенные в вакуумной камере первый источник направленного ионного пучка, держатель ИОЛ с механизмом сканирования, установленный на пути ионного пучка, и средства управления. При этом установка содержит второй источник направленного ионного пучка, установленный в вакуумной камере встречно и соосно с первым источником, связанные со средствами сканирования пучков в двух взаимно перпендикулярных направлениях, и холодильное устройство с тепловым экраном. Причем тепловой экран представляет собой пластину «П»-образной формы с соосными сквозными отверстиями в широких стенках, закрепленную неподвижно относительно стенок вакуумной камеры и размещенную на одной оси с источниками ионных пучков и упомянутыми сквозными отверстиями в стенках. Держатель ИОЛ выполнен в виде разъемной кассеты, имеющей ячейки для крепления единичных ИОЛ со средствами маскирования периметра ИОЛ. При этом кассета выполнена с возможностью воздействия ионными пучками на обе оптические поверхности ИОЛ, расположена между широкими стенками теплового экрана с зазором и связана с приводом. Привод выполнен с возможностью перемещения подлежащей полировке ИОЛ в зону воздействия ионных пучков, последующего колебательно-вращательного сканирования кассеты вокруг вертикальной оси в процессе воздействия ионных пучков, и по достижении заданной интегральной дозы воздействия ионов - перемещения в зону воздействия ионными пучками следующей подлежащей полировке ИОЛ. 10 з.п. ф-лы, 8 ил.
1. Установка для полировки ионным пучком поверхности оптического элемента интраокулярной линзы (ИОЛ), содержащая размещенные в вакуумной камере первый источник направленного ионного пучка, держатель ИОЛ с механизмом сканирования, установленный на пути ионного пучка, и средства управления,
отличающаяся тем, что
содержит второй источник направленного ионного пучка, установленный в вакуумной камере встречно и соосно с первым источником, связанные со средствами сканирования пучков в двух взаимно перпендикулярных направлениях, и холодильное устройство с тепловым экраном, причем
тепловой экран представляет собой пластину «П»-образной формы с соосными сквозными отверстиями в широких стенках, закрепленную неподвижно относительно стенок вакуумной камеры и размещенную на одной оси с источниками ионных пучков и упомянутыми сквозными отверстиями в стенках, а
держатель ИОЛ выполнен в виде разъемной кассеты, имеющей ячейки для крепления единичных ИОЛ со средствами маскирования периметра ИОЛ, при этом
кассета выполнена с возможностью воздействия ионными пучками на обе оптические поверхности ИОЛ, расположена между широкими стенками теплового экрана с зазором и связана с приводом, который выполнен с возможностью перемещения подлежащей полировке ИОЛ в зону воздействия ионных пучков, последующего колебательно-вращательного сканирования кассеты вокруг вертикальной оси в процессе воздействия ионных пучков, и по достижении заданной интегральной дозы воздействия ионов - перемещения в зону воздействия ионными пучками следующей подлежащей полировке ИОЛ.
2. Установка по п. 1, отличающаяся тем, что содержит связанные с вакуумной камерой шлюзовую камеру для загрузки и предварительного охлаждения кассеты с ИОЛ и разгрузочную камеру, разделенные между собой вакуумными затворами, и двух манипуляторов с держателями для транспортирования кассеты с ИОЛ через упомянутые камеры.
3. Установка по п. 1, отличающаяся тем, что средства управления включают контроллер, блок контроля температуры кассеты, блок контроля дозы облучения электрометрического типа с интегратором, выходами связанные с контроллером, первый, второй и третий входы-выходы которого связаны с приводом, блоком управления вакуумным трактом и контроля вакуума, блоком формирования ионных пучков и контроля плотности тока, вход-выход которого связан с блоком сканирования ионных пучков, выходы которого связаны с источниками ионных пучков, а выход контроллера - с блоком нейтрализации заряда на поверхности ИОЛ.
4. Установка по п. 1, отличающаяся тем, что разъемная кассета состоит из двух ответных скрепляемых между собой металлических пластин, ячейки имеют сквозные отверстия по размеру подлежащей полировке центральной части ИОЛ и выточки в указанных отверстиях для маскирования периферии ИОЛ и гаптики.
5. Установка по п. 4, отличающаяся тем, что пластины выполнены из электропроводящего материала с высокой теплопроводностью, преимущественно меди, и покрыты слоем материала с низкой работой выхода электронов, преимущественно платиной.
6. Установка по п. 1, отличающаяся тем, что ячейки размещены рядами и столбцами при количестве ячеек 50-200.
7. Установка по п. 1, отличающаяся тем, что полка пластины «П»-образной формы сообщена через теплопровод с холодильным устройством, установленным вне вакуумной камеры, и представляющим собой сосуд Дюара для жидкого азота.
8. Установка по п. 3, отличающаяся тем, что блок нейтрализации заряда на поверхности ИОЛ выполнен в виде источника электронов, связанного с накаливаемой нитью, размещенной в вакуумной камере вблизи кассеты.
9. Установка по п. 1, отличающаяся тем, что в качестве инертного газа используют аргон и/или гелий и/или неон и/или ксенон при плотности ионного потока не более 150 мкА/cм2.
10. Установка по п. 1, отличающаяся тем, что кассета установлена через электроизолирующую диэлектрическую прокладку на заземленном столике, связанном с приводом, при этом кассета присоединена проводником к входу блока контроля дозы облучения электрометрического типа с интегратором, который содержит средства вычисления интегральной дозы облучения и сравнения с одноименным параметром, определенным предварительно в процессе настройки на эталонных ИОЛ, и выработки сигнала соответствия указанных параметров.
11. Установка по п. 1, отличающаяся тем, что привод выполнен с возможностью периодического поступательного перемещения кассеты в вертикальной и горизонтальной плоскостях относительно нормали к оси ионного пучка, и одновременного колебательно-вращательного перемещения кассеты вокруг вертикальной оси на угол, равный ±(10-30)°, с частотой около 1 Гц.
| УСТАНОВКА ДЛЯ ОКРАСКИ ИЗДЕЛИЙ В ЭЛЕКТРОСТАТИЧЕСКОМ ПОЛЕ | 0 |
|
SU204196A1 |
| WO 2008017733 A1, 14.02.2008 | |||
| WO 2009036373 A2, 19.03.2009 | |||
| US 6432246 B1, 13.08.2002 | |||
| МЕТОД И АППАРАТ ДЛЯ ФОРМОВКИ ОФТАЛЬМОЛОГИЧЕСКОЙ ЛИНЗЫ С ВСТРОЕННЫМ ПРОЦЕССОРОМ ДАННЫХ | 2009 |
|
RU2506163C2 |
| МУЛЬТИФОКАЛЬНАЯ ИНТРАОКУЛЯРНАЯ ЛИНЗА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2303961C1 |

