Область техники, к которой относится изобретение
Изобретение относится к способу и устройству для определения остроты резания измельчительных ножей измельчительного аппарата полевого измельчителя в соответствии с ограничительной частью пункта 1 формулы изобретения.
Уровень техники
В патентном документе DE 2009029675 А1 описано устройство для определения остроты измельчительных ножей, движущихся относительно противорежущей пластины. Устройство содержит датчик, который прямо или косвенно воспринимает действующие усилия резания, и связанный с датчиком блок обработки данных. Блок обработки данных интегрирует измеренные датчиком величины по времени, чтобы генерировать информацию относительно остроты измельчительных ножей. Основная идея решения по данному документу состоит в том, что износ ножей взаимосвязан с интегралом по времени режущих усилий или энергии резания. Поэтому датчиком измеряется величина, зависящая от усилий резания при измельчении убранной массы, а зависящий от воспринятой величины сигнал интегрируется по времени блоком обработки данных для получения информации относительно остроты измельчительных ножей.
Определение с достаточной точностью усилий резания на вращающемся измельчительном барабане при резких изменениях нагрузки из-за постоянных колебаний расхода проходящей массы является весьма нелегким предприятием. Поэтому в основу изобретения положена задача отхода от этого прямого или косвенного определения усилий резания и поиска нового решения по восприятию и оценке остроты режущих кромок измельчительных ножей.
Раскрытие изобретения
Задачей изобретения состоит в том, чтобы предложить простой и надежный способ определения остроты режущих кромок измельчительных ножей измельчительного барабана сельскохозяйственной машины, чтобы уборочная машина могла работать как можно более эффективно в энергетическом аспекте.
В соответствии с изобретением решение поставленной задачи достигается за счет отличительных признаков по пункту 1 формулы изобретения. Дальнейшие предпочтительные примеры осуществления изобретения изложены в зависимых пунктах формулы изобретения и в описании и представлены на чертежах.
Согласно пункту 1 предложен способ, в котором с помощью, по меньшей мере, одного электрода в качестве контактного датчика ощупывают находящуюся позади режущей кромки ножевую поверхность, по меньшей мере, одного измельчительного ножа и определяют временной промежуток контакта, по меньшей мере, одного электрода с ножевой поверхностью.
Из воспринятого временного промежутка контакта, по меньшей мере, одного электрода с ножевой поверхностью можно делать заключение об остроте ножей, так как поддающийся определению временной промежуток уменьшается в соответствии с износом ножевой поверхности в процессе эксплуатации измельчительного ножа, что позволяет делать выводы об остроте измельчительных ножей. Работающее на срез режущее устройство, состоящее из ножа с режущей кромкой и противорежущей пластины с оптимальным просветом резания, выполнено геометрически таким образом, что во время процессов заточки ножевая поверхность за режущей кромкой имеет такую же угловую ориентацию, что и направление движения самого ножа. Во вращающемся режущем устройстве оно является радиусом режущего барабана. Таким образом, остро заточенный нож с минимальным радиусом передней режущей кромки имеет наибольшую возможную прямую ножевую поверхность. Когда режущая кромка, как и задняя часть ножа, снашивается в процессе резания, прямая часть ножевой поверхности становится короче, так как она закругляется вследствие износа. Путем целенаправленного подвода контактных датчиков к ножевой поверхности можно определять прямую часть этой ножевой поверхности. Это осуществляется путем оценки длительности времени контакта.
Предпочтительно, по меньшей мере, один электрод может перемещаться в осевом направлении измельчительного барабана, чтобы обеспечивать возможность комплексного ощупывания режущей кромки измельчительного ножа.
В частности, по меньшей мере, один электрод и измельчительный нож могут быть подсоединены к источнику тока и образовывать электрическую цепь, которая замыкается на временной промежуток контакта измельчительного ножа с электродом. В этом варианте, по меньшей мере, один электрод и измельчительный нож образуют выключатель, который замыкает электрическую цепь на время контакта.
Для компенсации влияния скорости движения ножа эта скорость должна быть известна или должна определяться с помощью подходящего устройства. Для компенсированных по скорости ножевых поверхностей путем сравнения величины поверхности для острого ножа и измеренной действительной величины поверхности может определяться состояние остроты режущих кромок.
Необходимую для этого величину для состояния острого ножа измеряют непосредственно после процесса заточки и записывают в качестве сравнительной или опорной величины. В большинстве случаев измельчительные ножи выполнены по форме такими, что имеют клиновидную геометрию. Поэтому сравнительная величина для острого состояния не является постоянной, а в результате процессов заточки все время понемногу увеличивается. Поэтому после каждого процесса заточки эту сравнительную величину определяют и записывают снова.
В пределах рабочего времени режущего устройства через определенные интервалы запускают процесс измерения действительной поверхности ножа и обработки данных. Результатом износа является непрерывное уменьшение величины временного промежутка контакта с поверхностью ножа. Благодаря ранее определенной сравнительной величине может определяться состояние остроты режущей кромки и сообщаться оператору.
Если во вращающемся режущем устройстве известно число ножей на режущем барабане, то с помощью дополнительной информации угла поворота режущего барабана относительно места измерения может быть сделана привязка данных о состоянии остроты к каждому отдельному ножу.
Далее, если в ходе измерения электрический контакт перемещают по ширине режущего барабана и определяют соответствующее положение по ширине, может быть определена полная пространственная модель состояния остроты для всего режущего барабана.
Если ножи установлены на режущем барабане наклонно, то при известности положения по ширине эта наклонная установка может быть компенсирована при измерении.
Для определения прямой ножевой поверхности контактный датчик в виде электрода должен иметь с ней непосредственное касание. Это требует точного позиционирования электрода. Этот электрический контакт может быть выгодным образом расположен на точильном устройстве для ножей. При выборе подходящего контактного материала для электрода он может быть заделан непосредственно в точильный камень. При этом электрод всегда расположен на правильном расстоянии относительно ножевых поверхностей и можно обойтись без отдельного механического устройства установки и тонкой регулировки электрода.
При заделке электрода в точильный камень при использовании точильного устройства может быть охвачена вся ширина установки ножей на режущем барабане без дополнительных механических затрат. Необходима только информация о текущем положении электрода. Она может быть получена, например, с помощью датчика хода или путем вычисления продольного перемещения точильного камня по времени.
При использовании только одного электрода электрическая цепь, как это было указано, временно замыкается при контакте с соответствующим измельчительным ножом. Для этого вращающийся измельчительный барабан может быть подсоединен к источнику напряжения электрической цепи с помощью токосъемного кольца скользящего контакта.
В следующем примере осуществления изобретения поставлена задача отказа от включения измельчительного барабана в целом в электрическую цепь, чтобы можно было обойтись без токосъемного кольца скользящего контакта и прежде всего чтобы придать измерительным средствам высокую устойчивость к внешним возмущениям. В этом примере осуществления в точильном камне или на нем расположены, по меньшей мере, два электрода - один опережающий и один сопровождающий электрод. В следующем примере осуществления предусмотрен третий, центральный электрод и отстоящие от него опережающий и сопровождающий электроды, которые также расположены в точильном камне или на нем. Эти электроды в принципе принимают участие в абразивном процессе переточки.
В примере выполнения с тремя электродами на центральном электроде всегда имеется электрический потенциал напряжения. Если измельчительный нож находится в полностью заточенном состоянии, то при вращении измельчительного барабана, как только измельчительный нож входит в контакт с точильным камнем, все три электрода немедленно прилегают к затачиваемой ножевой поверхности измельчительного ножа. Поскольку вследствие вращательного движения этот процесс происходит в диапазоне миллисекунд, измельчительные ножи действуют в качестве замыкающего контакта по типу скользящего контакта между проводящим ток центральным электродом и опережающим или сопровождающим электродом.
Когда два импульсных контакта, то есть опережающий и сопровождающий электроды, кратковременно замыкаются, появляются два перекрывающихся импульса напряжения, которые могут толковаться как показатели полностью заточенного ножа. Поскольку при увеличении износа заточенные ножевые поверхности на измельчительных ножах становятся больше и шире, что может вызывать ошибочную интерпретацию относительно длительности импульса измеренных величин, эту ошибочную интерпретацию предотвращают путем того, что зарегистрированные при последнем процессе заточки последовательность импульсов и временные промежутки контакта записываются в память микроконтроллера и образуют постоянно актуализируемые опорные данные.
Таким образом, можно констатировать, что, по меньшей мере, один контактный датчик или, по меньшей мере, один электрод при работе постоянно подсоединен к источнику напряжения и принимает участие в абразивном процессе заточки.
Когда при вращении измельчительного барабана режущие поверхности измельчительных ножей контактируют с точильным камнем, так что каждый проходящий измельчительный нож функционирует как импульсный контакт и замыкает электрическую цепь на временной промежуток контакта, моментальный ток создает электрический импульс. В результате в течение временного промежутка контакта генерируется ток, который воспринимается измерительными средствами и, кроме того, может быть отображен визуально. Аналогичным образом это распространяется на прерывание контакта, временной промежуток которого также может восприниматься измерительными средствами, так что ему придается величина временного промежутка, которая привлекается для оценки остроты.
На основании полученных величин длительности импульсов совместно с алгоритмом обработки данных микроконтроллером могут быть сделаны выводы об остроте измельчительных ножей измельчительного барабана. При этом точильный камень, по меньшей мере, с одним электродом в своей совокупности образует датчик для определения состоянии остроты измельчительных ножей. При этом измерительное устройство одновременно является частью точильного устройства, благодаря чему в ходе процесса заточки измельчительные ножи всего измельчительного барабана подвергаются проверке на остроту как в окружной радиальной, так и в осевой протяженности.
В результате состояние остроты всего измельчительного барабана определяется измерительными средствами в режиме реального времени и отображается визуально графическими символами. Измерительное устройство используется далее для автоматического выключения процесса заточки, когда желаемая острота достигнута.
Процесс заточки или измерения может быть запущен вручную, однако альтернативно он может быть запущен автоматически при маневрах на краю поля. Особенное преимущество изобретения состоит в том, что процесс заточки основывается не на бездоказательном мнении об отсутствии остроты измельчительных ножей, а на конкретных измерениях. Это продлевает срок службы точильного камня, а также срок службы измельчительных ножей, что значительно способствует повышению эффективности уборочной машины.
Другие подробности будут ясны из последующего описания. Далее будет подробно описан пример выполнения изобретения.
Осуществление изобретения
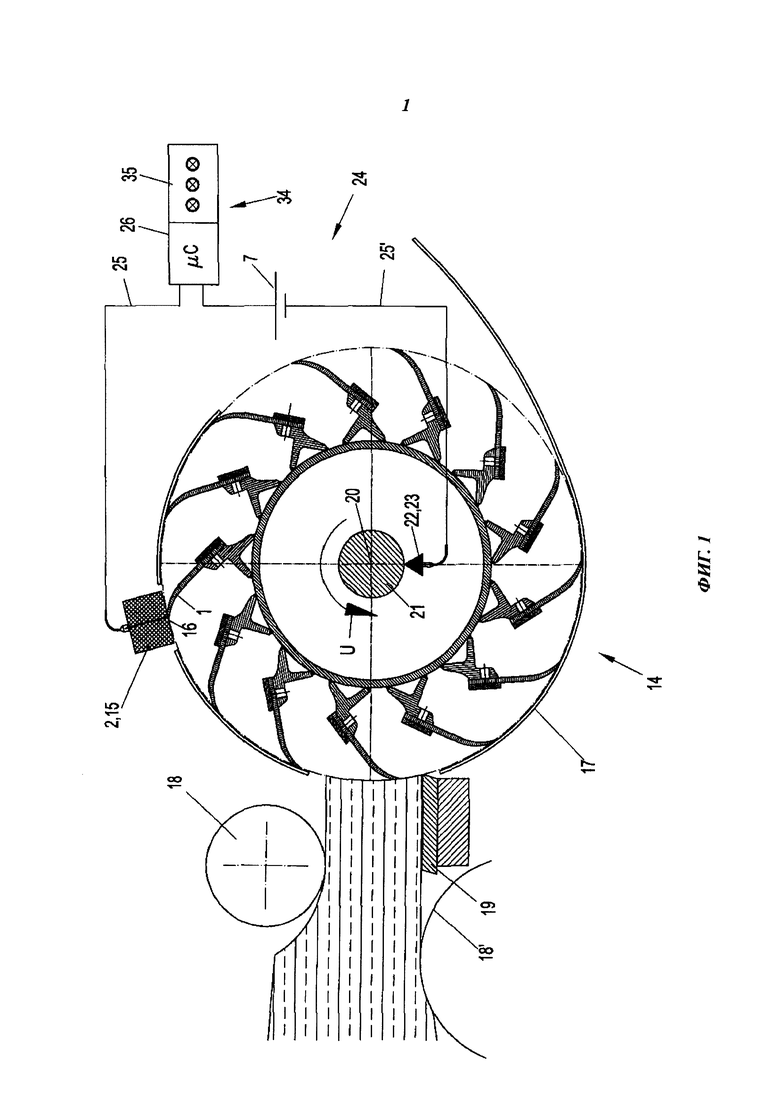
На фиг.1 показана в упрощенном виде в поперечном разрезе принципиальная конструкция измельчительного барабана 14 с измельчительными ножами 1 и точильным устройством 15 по изобретению для переточки режущих кромок 16 измельчительных ножей 1. Специалисту в данной области известны функция и конструкция измельчительного аппарата полевого измельчителя, так что в данном случае для пояснения изобретения достаточно упрощенного изображения.
Измельчительный барабан 14 известным образом установлен в боковых стенках корпуса 17 измельчителя и кинематически связан с двигателем самоходного полевого измельчителя. Направление вращения при работе обозначено стрелкой U направления вращения. Перед измельчительным барабаном 14 известным образом расположены вальцы 18, 18' предварительного прессования и неподвижная противорежущая пластина 19.
Измельчительный аппарат оснащен точильным устройством 15 для переточки измельчительных ножей 1, символически представленным в виде точильного камня 2. Точильный камень 2 может регулироваться относительно измельчительного барабана 14 в радиальном направлении. Одновременно точильный камень 2 может перемещаться параллельно оси 20 вращения измельчительного барабана 14. На точильном камне 2 для переточки измельчительных ножей 1 или в нем расположен, по меньшей мере, один контактный электрод 3, который служит в качестве контактного датчика 27 для ощупывания ножевой поверхности 5 измельчительного ножа 1 за режущей кромкой 16. В показанном примере выполнения электрод 3 и весь измельчительный барабан 14 подсоединены к электрическому источнику 7 тока, который выполнен, например, в виде заряжаемой аккумуляторной батареи с разностью потенциалов V или электрическим напряжением V и является частью измерительной системы 24. Вал 21 измельчительного барабана 14 имеет корпус 22 токосъемного кольца, с которым контактирует токосъемник 23, устанавливающий контакт с измельчительным барабаном 14. В измерительную систему 24, которая состоит из источника 7 тока, электропроводов 25, 25', электрода 3, токосъемника 23, встроен микроконтроллер 26, причем ток в электрической цепи 7 является входным сигналом для микроконтроллера 26.
Когда во время переточки при вращении измельчительного барабана 14 измельчительные ножи 1 наезжают на электрод 3, в этот момент электрическая цепь 7 замыкается и остается замкнутой до тех пор, пока имеется контакт между ножевой поверхностью 5 ножа измельчительного ножа 1 и, по меньшей мере, одним электродом 3 в точильном камне 2. Сам измельчительный нож 1 в этот короткий момент времени действует как скользящий контакт для замыкания электрической цепи 7.
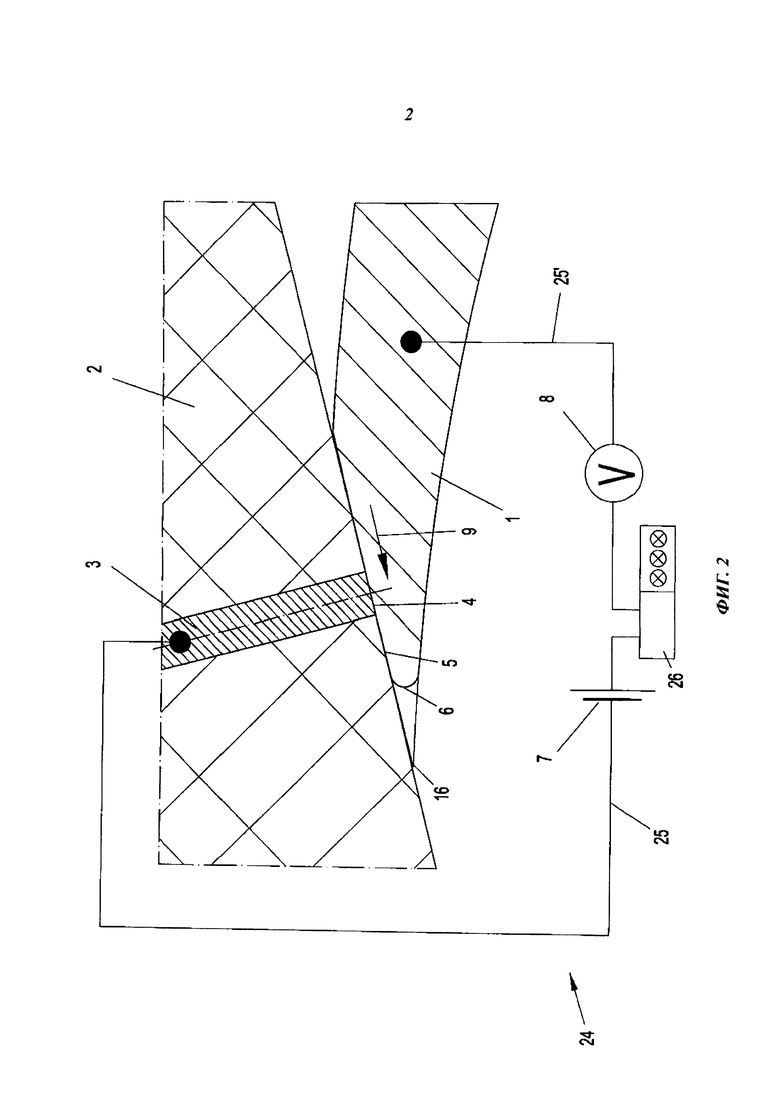
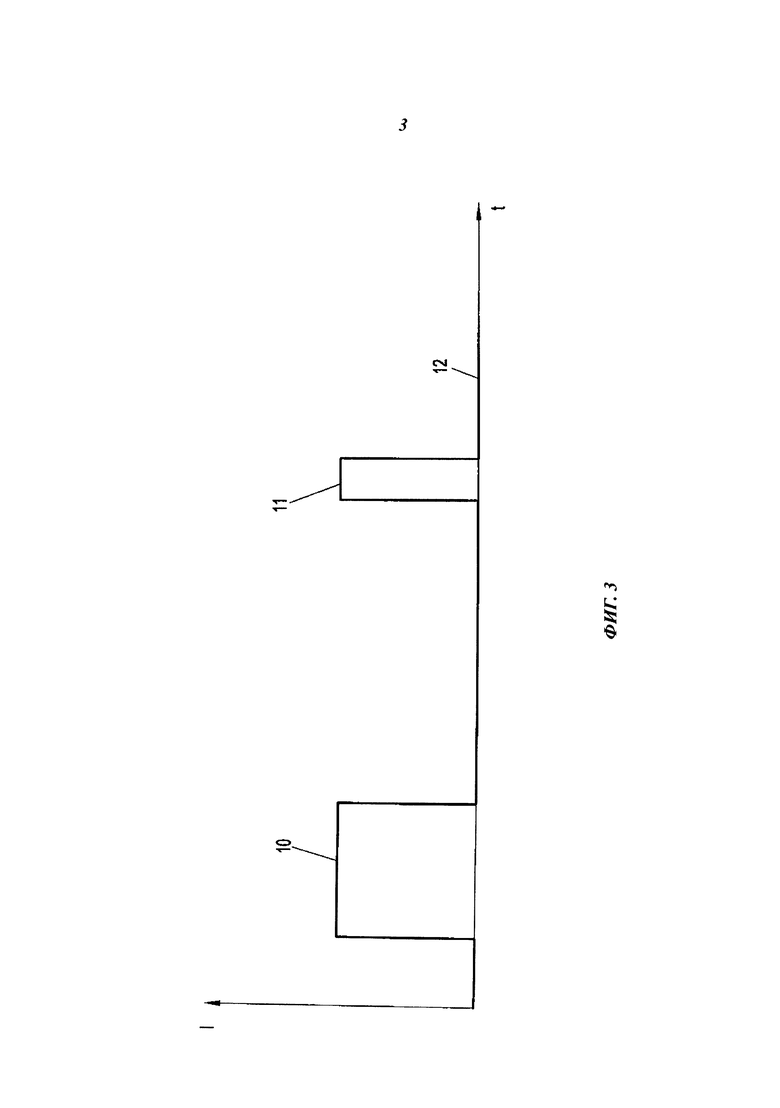
На фиг.2 представлен принцип электрического контурного датчика 27 по изобретению, а на фиг.3 показана возможная диаграмма данных остроты.
Представленная на фиг.3 фаза времени показывает касание измельчительным ножом 1 точильного камня 2 и встроенного в точильный камень электрода 3.
Согласно изображению на фиг.2 в точке 4 касания прямой ножевой поверхности 5 с электродом 3 в электрической цепи 7, замыкаемой измельчительным ножом 1 и электродом 3, течет ток 12, который воспринимается в соответствующем устройстве 8 обработки данных. При этом устройство 8 обработки данных посредством подходящего способа устраняет возможное возникновение контактной пульсации в точке 4 касания. Далее несколько измеренных величин обрабатываются статистически для получения надежной величины остроты. При этом ножевая поверхность 5 движется со скоростью в направлении 9, которое идентично направлению U вращения измельчительного барабана 14, параллельно электроду 3 и точильному камню 3. Если нож 1 остро заточен, то прямая часть ножевой поверхности 5 максимальна. В этом случае электрическое соединение или контакт происходит в течение длительного временного промежутка 10.
При наличии в режущей кромке 16 ножа 1 признаков износа эта режущая кромка 16 имеет увеличенный радиус 6 кромки. Временной промежуток 11 электрического контакта в точке 4 касания, который теперь имеет место на коротком отрезке ножевой поверхности 5, становится существенно меньше. Путем сравнения с временным промежутком 10 для остро заточенного измельчительного ножа 1 может быть сделан вывод об остроте.
При этом величина остроты ножа может быть выдана в качестве средней величины для всего измельчительного барабана 14, например, в виде светофора или в виде числового значения.
Когда датчик синхронизирует положение измельчительного барабана 14, то есть выдает сигнал на определенном месте измельчительного барабана 14, величины остроты могут быть отнесены к отдельным измельчительным ножам 1.
Если дополнительно известно положение электрода по ширине барабана, что может быть получено, например, с помощью датчика хода или путем вычисления продольного перемещения точильного камня 2 по времени, то величины остроты могут быть вычислены пространственно для всего измельчительного барабана 14. Далее, при известности положения электрода 3 может быть компенсировано практически обычное косое положение измельчительного ножа 1 в процессе измерения.
Если на основании прежнего опыта известно, при какой действительной величине временного промежутка 11 измельчительный нож 1 считается тупым, то есть подлежит обязательной переточке, то при переходе через эту пороговую величину оператору может быть направлено требование переточки. Это требование передается через блок 34 обработки данных на устройство 35 отображения, причем информация предоставляется водителю визуально, например посредством зеленого, желтого или красного сигнального индикатора в виде светофора.
Если оператор затем запускает процесс переточки, в ходе циклов переточки встроенный в точильный камень 2 электрод 3 непрерывно определяет величину остроты измельчительных ножей 1. При этом когда подсоединенный блок 34 обработки данных распознает, что измельчительные ножи 1 достигли заданной величины остроты, точильное устройство 15 автоматически останавливается и предотвращает ненужную переточку измельчительных ножей 1.
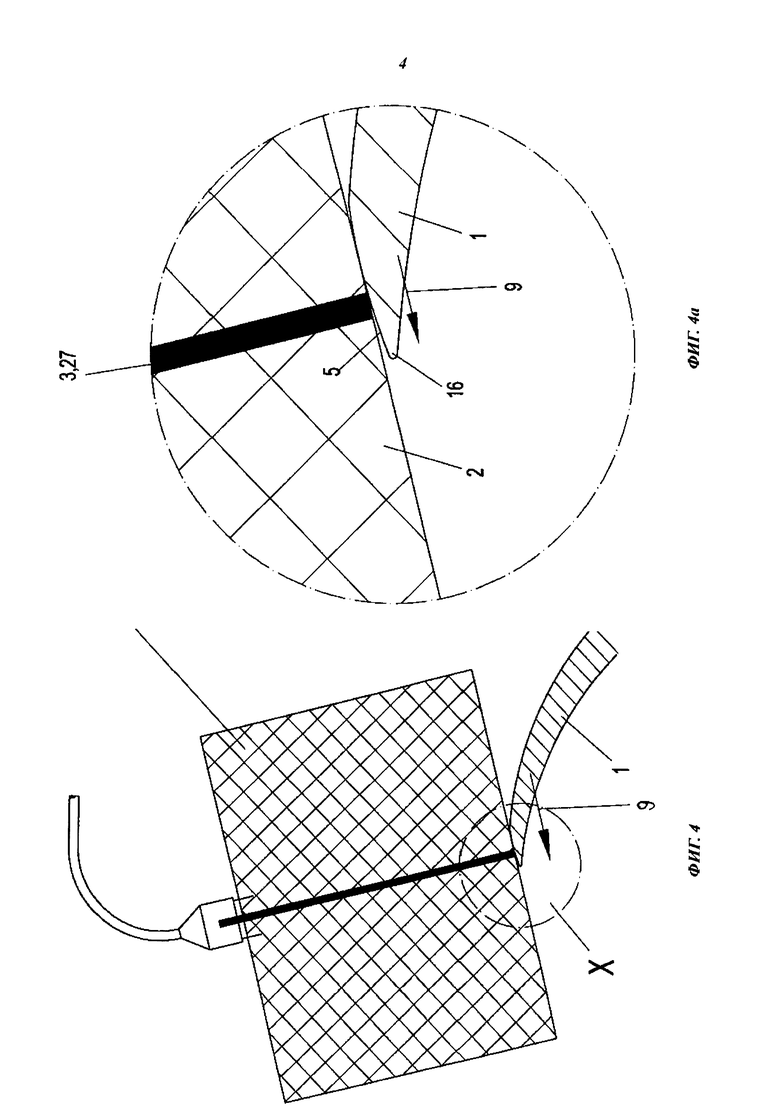
На фиг.4 показана ситуация, когда измельчительный нож 1 имеет сильно затупившуюся режущую кромку 16, а на фиг.4а показан узел Х фиг.4 в увеличенном виде. Ножевая поверхность 5, которая представляет поверхность контакта с электродом 3, имеет крутой изгиб, так что контакт имеет место в течение очень короткого временного промежутка 11. В результате микроконтроллер 26 сообщает, что режущая кромка 16 или измельчительный барабан 16 подлежит обязательной переточке или шлифовке.
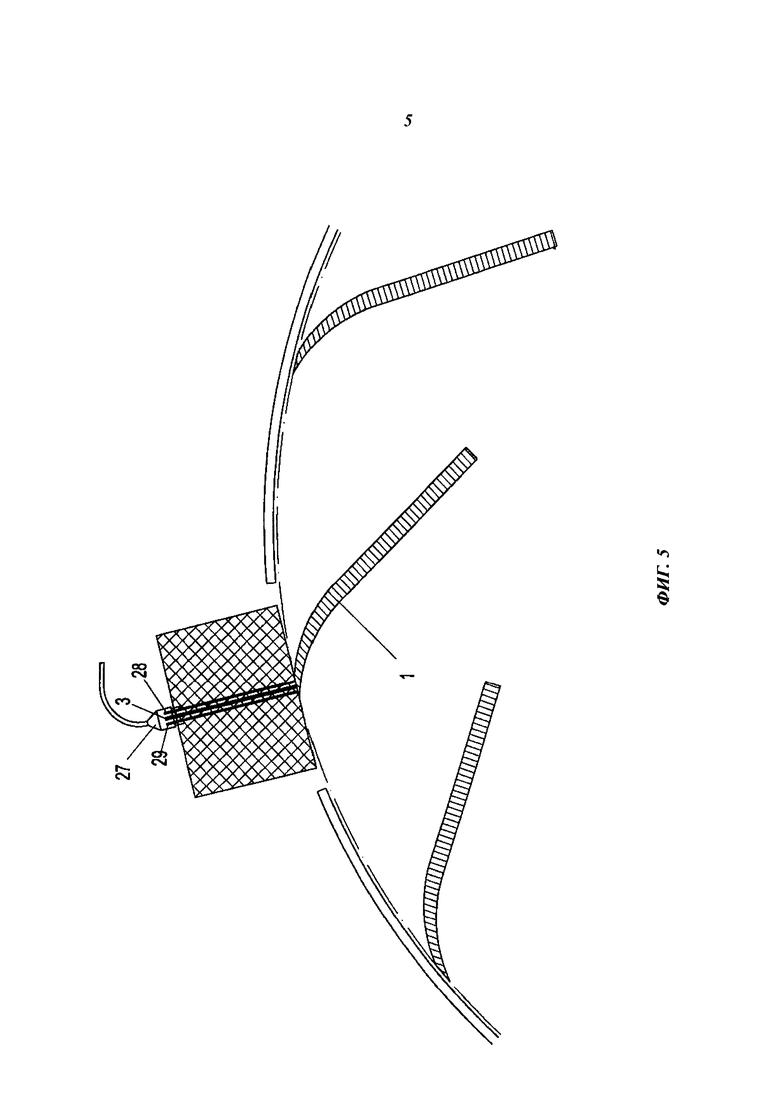
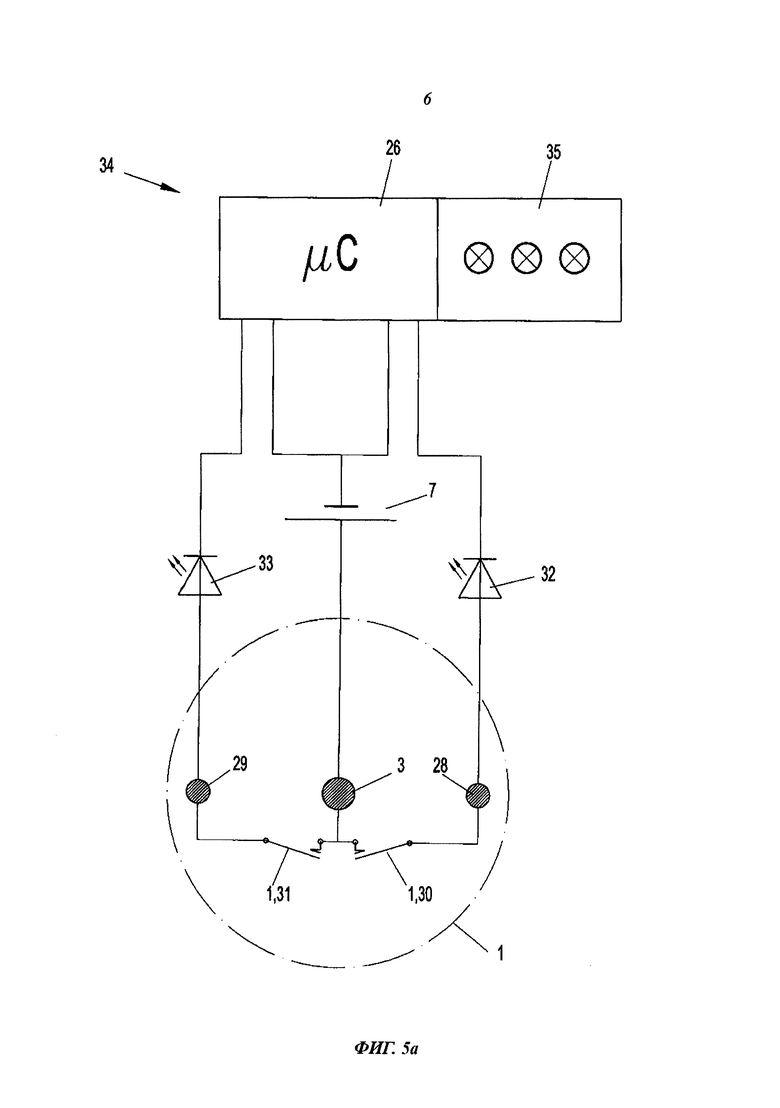
На фиг.5 показан другой пример выполнения контурного датчика 27 по изобретению. В точильный камень 2 заделаны, по меньшей мере, три электрода, в том числе один центральный электрод 3, аналогичный описанному электроду по фиг.2, опережающий электрод 28 и сопровождающий электрод 29. Все электроды 3, 28, 29 включены в электрическую цепь 7 с разностью потенциалов, как показано на фиг.5а. Электроды 28 и 29 подсоединены к цепи параллельно друг другу, причем каждый из двух электродов 28 и 29 одновременно может быть подсоединен последовательно центральному электроду 3.
В качестве сопротивлений или индикаторных элементов в сложные электрические цепи встроены светодиоды (СИД). Две электрические цепи, одна между центральным электродом 3 и опережающим электродом 28 и другая между центральным электродом 3 и сопровождающим электродом 29, снабжены выключателем 30 и 31 импульсного контакта в виде нормально разомкнутого контакта. Функция выключателей 30 и 31 импульсного контакта, выполненных в виде нормально разомкнутых контактов, такова же, как и при взаимодействии с измельчительным ножом 1 в описании примера выполнения по фиг.2, то есть контакты замыкаются при абразивном контакте с проходящими измельчительными ножами 1, и как только контактное замыкание заканчивается, выключатели 30 и 31 импульсного контакта вновь размыкаются. Временные промежутки замыкания и размыкания выключателей 30 и 31 импульсного контакта также передаются на блок 34 обработки данных, и путем оценки временных промежутков перекрытия этих контактных замыканий делаются выводы о состоянии остроты резания измельчительных ножей 1, которые передаются для визуального отображения на устройстве 35 отображения в кабине для информирования водителя.
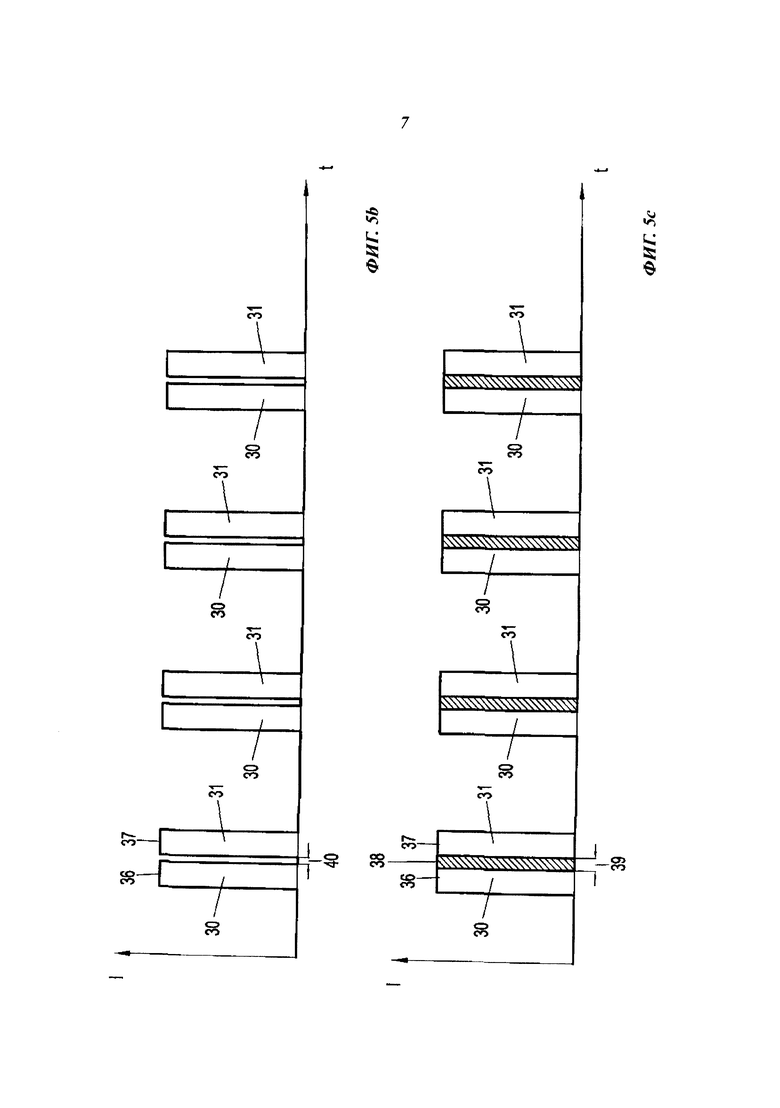
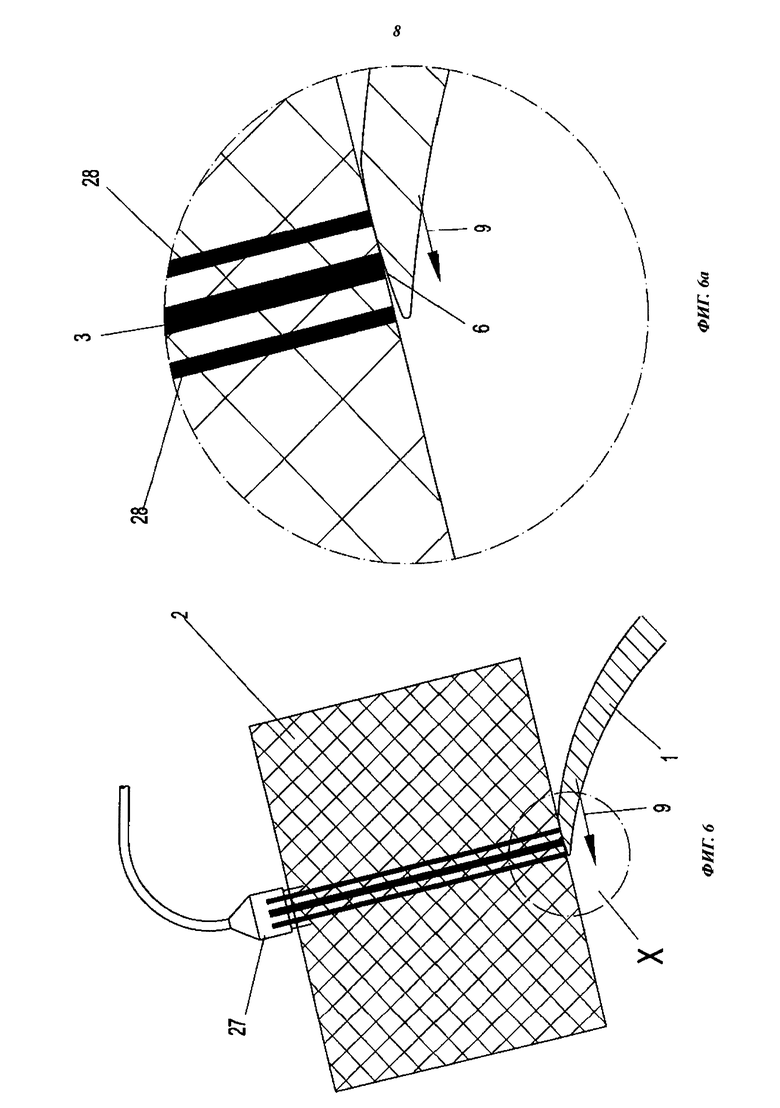
На фиг.5b показан пример диаграммы временных промежутков 36, 37 замыкания выключателей 30 и 31 импульсного контакта в примере выполнения по фиг.6 и 6а, причем на фиг.6а показан в увеличенном виде узел Х на фиг.6. На фиг.6 показан пример выполнения контурного датчика 27 с тремя электродами по фиг.5 - центральным электродом 3, опережающим электродом 28 и сопровождающим электродом 29, - которые находятся в контакте с сильно изношенным измельчительным ножом 1. Ход процесса в ситуации в соответствии с диаграммой по фиг.3 типичен для сильно изношенных режущих кромок 16 измельчительных ножей 1 измельчительного барабана. На фиг.5b показаны последовательности временных промежутков 36, 37 замыкания выключателей 30, 31 импульсного контакта на четырех следующих друг за другом измельчительных ножах 1 в ходе вращения измельчительного барабана 14. Между временным промежутком 36 замыкания опережающего электрода 28 и временным промежутком 37 замыкания сопровождающего электрода 29 имеется временной перерыв 40, когда тока нет. Это является показателем сильно изношенной и изогнутой ножевой поверхности 5. Эти временные перерывы 40 дают блоку 34 обработки данных ясное указание на то, что измельчительные ножи 1 сильно изношены и нужно как можно скорее выполнить процесс заточки. Устройство 35 отображения сигнализирует об этом водителю, например, путем свечения красного светодиода.
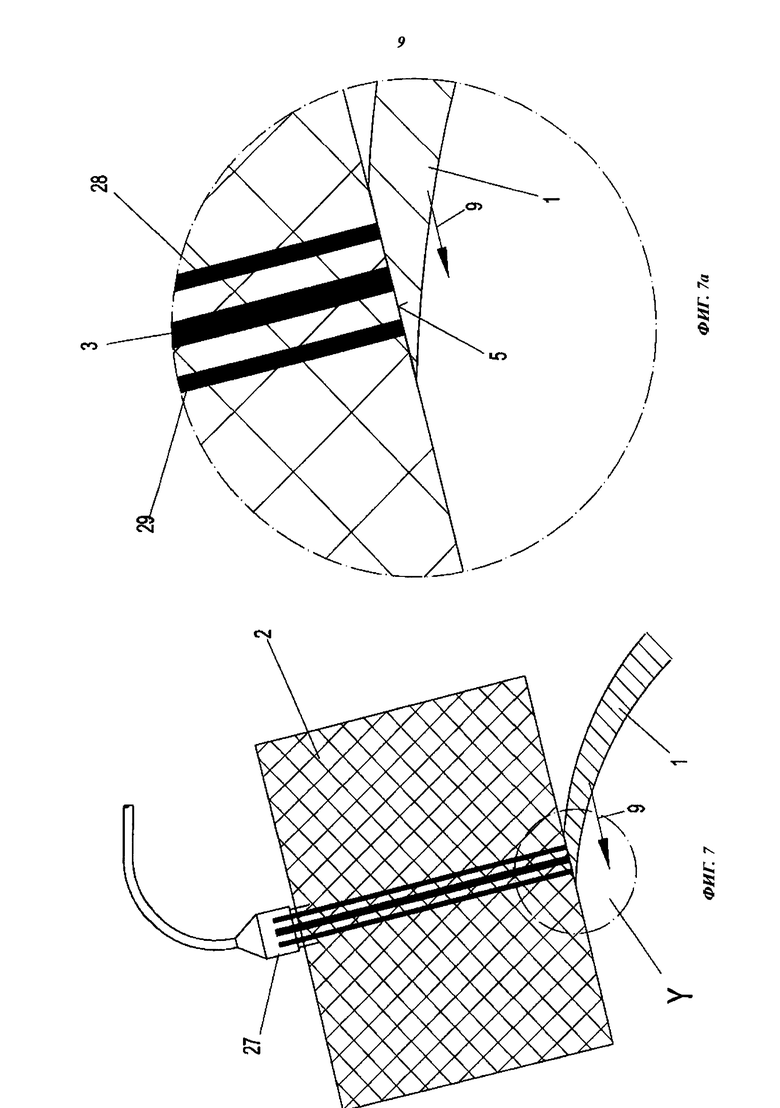
Аналогично примеру по фиг.5b на фиг.5 с показан пример диаграммы временных промежутков 36, 37 замыкания выключателей 30 и 31 импульсного контакта в примере выполнения по фиг.7 и 7а, причем на фиг.7а показан в увеличенном виде узел Х на фиг.7. На фиг.7 показан пример выполнения контурного датчика 27 с тремя электродами, - центральным электродом 3, опережающим электродом 28 и сопровождающим электродом 29, - которые находятся в контакте с острым измельчительным ножом 1. Ход процесса в данной ситуации в соответствии с этой диаграммой типичен для остро заточенных режущих кромок 16 измельчительных ножей 1 измельчительного барабана. Показаны последовательности временных промежутков 36, 37 замыкания выключателей 30, 31 импульсного контакта на четырех следующих друг за другом измельчительных ножах 1 в ходе вращения измельчительного барабана 14. Между временным промежутком 36 замыкания опережающего электрода 28 и временным промежутком 37 замыкания сопровождающего электрода 29 имеется временное перекрытие 38, во время которого ток течет через все электроды 3, 28, 29. Это является показателем точно заточенных и неизношенных ножевых поверхностей 5. Это временное перекрытие 38 дает блоку 34 обработки данных ясное указание на то, что измельчительные ножи 1 находятся в остром состоянии. Устройство 35 отображения сигнализирует водителю, например, путем свечения зеленого светодиода, что в данное время переточки не требуется.
С увеличением износа режущих кромок 16 измельчительных ножей 1 измельчительного барабана 1 длительность временного перекрытия 38 идет к нулю. При установлении минимальной предельной величины длительности временного перекрытия 38 блок 34 обработки данных дает на устройство 35 отображения команду на свечение теперь уже желтого светодиода, так что водитель получает информацию о том, что нужно при ближайшей возможности провести процесс переточки или шлифовки измельчительных ножей 1.
Таким образом, временные промежутки замыкания и размыкания выключателей 30, 31 импульсного контакта подаются на блок 34 обработки данных, и посредством оценки времени 39 перекрытия этих контактных замыканий делаются выводы об остроте резания измельчительных ножей 1, которые отображаются на устройстве 35 отображения, так что информация предоставляется в распоряжения водителю в кабине.
Перечень ссылочных обозначений на чертежах
1 Измельчительные ножи
2 Точильный камень
3 Электрод, контактный электрод
4 Точка касания
5 Ножевая поверхность
6 Радиус резания
7 Источник тока, электрическая цепь
8 Прибор измерения напряжения
9 Направление
10 Временной промежуток
11 Временной промежуток
12 Ток
13
14 Измельчительный барабан
15 Точильное устройство
16 Режущая кромка
17 Корпус измельчителя
18, 18' Вальцы предварительного прессования
19 Противорежущая пластина
20 Ось вращения
21 Вал
22 Корпус токосъемного кольца
23 Токосъемник
24 Измерительная система
25, 25' Электрические провода
26 Микроконтроллер
27 Контурный датчик
28 Опережающий электрод
29 Сопровождающий электрод
30 Выключатель импульсного контакта
31 Выключатель импульсного контакта
32 Светодиод, СИД
33 Светодиод, СИД
34 Блок обработки данных
35 Устройство отображения
36 Временной промежуток замыкания
37 Временной промежуток замыкания
38 Перекрытие
39 Время перекрытия
40 Временной перерыв
U Вращательное движение
V Разность потенциалов (напряжение)
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ НОЖЕЙ И НОЖНИЦ (ВАРИАНТЫ) | 2013 |
|
RU2537685C1 |
| УСТРОЙСТВО И СПОСОБ КОНТРОЛЯ ОСТРОТЫ РЕЖУЩЕЙ КРОМКИ | 2014 |
|
RU2646227C2 |
| ИЗМЕЛЬЧИТЕЛЬНЫЙ АППАРАТ | 2011 |
|
RU2497346C2 |
| НОЖ ИЗМЕЛЬЧИТЕЛЯ, А ТАКЖЕ КОНТРНОЖ ДЛЯ ИЗМЕЛЬЧИТЕЛЬНОГО УСТРОЙСТВА И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2311015C2 |
| УБОРОЧНАЯ СЕЛЬХОЗМАШИНА | 2007 |
|
RU2432733C2 |
| РЕГИСТРИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СТЕПЕНИ ИЗНОСА ИЗМЕЛЬЧАЮЩЕГО НОЖЕВОГО УЗЛА | 2020 |
|
RU2809580C2 |
| ПОЛЕВОЙ ИЗМЕЛЬЧИТЕЛЬ СЕЛЬСКОХОЗЯЙСТВЕННОЙ ПРОДУКЦИИ | 2012 |
|
RU2512369C2 |
| СЕЛЬСКОХОЗЯЙСТВЕННАЯ УБОРОЧНАЯ МАШИНА, В ЧАСТНОСТИ ПОЛЕВОЙ ИЗМЕЛЬЧИТЕЛЬ | 2014 |
|
RU2643259C2 |
| Приспособление для заточки ножей режущего барабана силосоуборочного комбайна СК-2,6 | 1958 |
|
SU115594A1 |
| ПОКРЫТИЕ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ, ВЫПОЛНЕННОЕ В ВИДЕ РЕЖУЩЕГО КРОМОЧНОГО ЭЛЕМЕНТА, И РЕЖУЩИЙ ИНСТРУМЕНТ, СОДЕРЖАЩИЙ ТАКОЕ ПОКРЫТИЕ | 2011 |
|
RU2518856C2 |
Группа изобретений относится к сельскому хозяйству. Способ определения остроты режущих кромок измельчительных ножей на приводимом во вращение измельчительном барабане полевого измельчителя, снабженного противорежущей пластиной и точильным устройством с точильным камнем для переточки измельчительных ножей, состоит в том, что с помощью, по меньшей мере, одного электрода в качестве контактного датчика ощупывают находящуюся позади режущей кромки ножевую поверхность, по меньшей мере, одного измельчительного ножа и определяют временной промежуток контакта, по меньшей мере, одного электрода с ножевой поверхностью. Устройство для осуществления способа содержит, по меньшей мере, один электрод в качестве контурного датчика, который ощупывает находящуюся за режущей кромкой ножевую поверхность, по меньшей мере, одного измельчительного ножа. Обеспечивается простой и надежный способ определения остроты режущих кромок ножей барабана сельскохозяйственной машины, чтобы машина могла работать как можно более эффективно в энергетическом аспекте. 2 н. и 13 з.п. ф-лы, 13 ил.
1. Способ определения остроты режущих кромок (16) измельчительных ножей (1) на приводимом во вращение измельчительном барабане (14) полевого измельчителя, снабженного противорежущей пластиной (19) и точильным устройством (15) с точильным камнем (2) для переточки измельчительных ножей (1), отличающийся тем, что с помощью, по меньшей мере, одного электрода (3) в качестве контактного датчика (27) ощупывают находящуюся позади режущей кромки (16) ножевую поверхность (5), по меньшей мере, одного измельчительного ножа (1) и определяют временной промежуток контакта, по меньшей мере, одного электрода (3) с ножевой поверхностью (5).
2. Способ по п.1, отличающийся тем, что, по меньшей мере, один электрод (3) перемещают в осевом направлении измельчительного барабана (14).
3. Способ по п.1, отличающийся тем, что, по меньшей мере, один электрод (3) и измельчительный нож (1) подсоединены к источнику (7) тока и образуют электрическую цепь (7), которая замыкается на временной промежуток контакта измельчительного ножа (1) с электродом (3).
4. Способ по п.3, отличающийся тем, что посредством замыкания электрической цепи (7) устанавливают электрический ток, временной промежуток (10, 11) протекания которого определяют измерительными средствами и подают этот временной промежуток (10) в качестве входного сигнала на блок (34) обработки данных.
5. Способ по п.1, отличающийся тем, что через, по меньшей мере, один электрод (3) пропускают ток, величина и временной промежуток протекания которого имеют отношение к остроте режущей кромки (16), и это отношение в качестве информации предоставляют в распоряжение водителя.
6. Способ по п.4 или 5, отличающийся тем, что измеренные величины тока и/или временных промежутков (10, 11, 36, 37) его протекания подаются в качестве входных сигналов к микроконтроллеру (26) в качестве компонента блока (34) обработки данных, а его выходные сигналы предоставляют в распоряжение водителя полевого измельчителя в качестве данных о состоянии остроты режущей кромки (16) измельчительных ножей (1).
7. Способ по п.4 или 5, отличающийся тем, что измеренные величины тока и/или его временных промежутков (10, 11) воспринимают измерительной системой (24) и подают в качестве входных сигналов к микроконтроллеру (26), а его выходные сигналы используют для управления точильным устройством (15).
8. Устройство для осуществления способа, заявленного в любом из пп.1-7 для определения остроты режущих кромок (16) измельчительных ножей (1) на приводимом во вращение измельчительном барабане (14) полевого измельчителя, снабженного противорежущей пластиной (19) и точильным устройством (15), по меньшей мере, с одним точильным камнем (2) для переточки измельчительных ножей (1), отличающееся тем, что устройство содержит, по меньшей мере, один электрод (3) в качестве контурного датчика (27), который ощупывает находящуюся за режущей кромкой (16) ножевую поверхность (5), по меньшей мере, одного измельчительного ножа (1).
9. Устройство по п.8, отличающееся тем, что, по меньшей мере, один электрод (3) выполнен перемещаемым в радиальном направлении.
10. Устройство по п.8, отличающееся тем, что электрод (3) расположен, по меньшей мере, на одном точильном камне (2) точильного устройства (15).
11. Устройство по любому из пп.8-10, отличающееся тем, что содержит измерительную систему (24) для определения остроты режущих кромок измельчительных ножей (1), которая содержит источник (7) тока, по меньшей мере, один электрод (3), измельчительные ножи (1) и измерительный прибор (8).
12. Устройство по любому из пп.8-10, отличающееся тем, что контурный датчик (27) содержит два электрода (3, 28, 29), а именно центральный электрод (3), опережающий электрод (28) или сопровождающий электрод (29).
13. Устройство по любому из пп.8-10, отличающееся тем, что контурный датчик (27) содержит три электрода (3, 28, 29), а именно центральный электрод (3), опережающий электрод (28) и сопровождающий электрод (29).
14. Устройство по п.11, отличающееся тем, что измерительная система (24) в зависимости от тока в электрической цепи (7) воспринимает временные промежутки (10, 11, 36, 37) замкнутой электрической цепи (7).
15. Устройство по п.11, отличающееся тем, что измерительная система (24) содержит блок (34) обработки данных с микроконтроллером (26), входные и выходные сигналы которого используются для того, чтобы генерировать информацию для водителя об остроте режущих кромок измельчительных ножей (1).
| US 20050072135 A1, 07.04.2005 | |||
| DE 19903153 C1, 16.03.2000 | |||
| Способ контроля остроты ножей измельчающего аппарата кормоуборочной машины | 1987 |
|
SU1436930A1 |
| Устройство для заточки ножей измельчающего барабана | 1988 |
|
SU1611266A1 |

