Область техники, к которой относится изобретение
Изобретение относится к устройству для определения степени износа измельчающего ножевого узла, предназначенного для обработки потока материала, в соответствии с ограничительной частью пункта 1 формулы изобретения.
Уровень техники
В патентном документе DE 102017103537 раскрыто подобное сенсорное устройство, использующее индуктивные датчики для детектирования ножей по окружности измельчающего барабана и выводящее степень износа измельчающих ножей из определяемого магнитного потока, причем износ определяется по соответствующему индуцированному напряжению.
Кроме того, подобное устройство определения остроты режущей кромки раскрыто, в том числе, в патентном документе ЕР 1522214, в котором в качестве детекторов используют оптические датчики, в частности, системы камер, лазеры и датчики ближней инфракрасной области.
В частности, недостаток оптических датчиков заключается в том, что анализ режущей кромки затруднен высокой скоростью вращения измельчающих ножей, что часто приводит к недостаточному качеству результатов анализа. В то же время анализ индуцированного напряжения в существенно меньшей степени испытывает влияние высоких скоростей вращения исследуемых измельчающих ножей. Тем не менее, аналитические методы, использующие исключительно индуцированное напряжение, в ряде случаев не дают достаточно точной оценки степени износа.
Раскрытие сущности изобретения
Таким образом, задачей изобретения является устранение вышеописанных недостатков, присущих уровню техники, и, в частности, разработка и усовершенствование известных регистрирующих устройств, упрощающих и повышающих точность определения степени износа измельчающих ножей, в частности, за счет принятия простых мер.
Согласно изобретению, поставленная задача решена признаками, раскрытыми в отличительной части пункта 1 формулы.
Регистрирующее устройство для определения степени износа измельчающего ножевого узла, предназначенного для обработки потока материала, выполнено в виде индуктивного регистрирующего устройства, причем напряжение, индуцированное при прохождении сенсорного устройства измельчающим ножевым узлом, образует магнитную измеряемую величину, при этом регистрирующее устройство выполнено с возможностью определения индуцированного напряжения и записи его в виде сигнала напряжения, причем в блоке обработки результатов измерения с помощью частотного анализа предусмотрена возможность разложения сигнала напряжения на частотные составляющие, разделяемые на частотные составляющие основного колебания и частотные составляющие наложенного колебания, вызывающие искажение сигнала, причем предусмотрена возможность преобразования отделенных частотных составляющих наложенного колебания, вызывающих искажение сигнала, обратно во временную область и выведения из указанных обратно преобразованных частотных составляющих наложенного колебания величины степени износа и/или остроты режущей кромки измельчающего ножа; это позволяет простыми мерами улучшить определение степени износа измельчающих ножей.
В предпочтительном варианте осуществления изобретения частотные составляющие содержат амплитуду и фазу соответствующего сигнала напряжения, благодаря чему сигнал можно быстро проанализировать с помощью известных математических методов анализа, предпочтительно, анализа Фурье.
Предпочтительный вариант осуществления изобретения, предусматривающий разложение соответствующего сигнала напряжения с помощью анализа Фурье по частотным составляющим основного колебания и частотным составляющим наложенного колебания, вызывающим искажения сигнала, и не учитывающий частотные составляющие, отражающие основное колебание, при определении степени износа и/или остроты режущей кромки соответствующего измельчающего ножа, гарантирует, что будут рассматриваться только те частотные составляющие, которые существенно изменяются в зависимости от износа измельчающих ножей и, тем самым, могут служить индикатором для оценки износа или остроты ножа. В этом контексте особенно выгоден вариант, в котором учитывают амплитуду соответствующего сигнала напряжения частотных составляющих, вызывающих искажение сигнала, так как она является показателем для оценки степени износа и/или остроты соответствующего измельчающего ножа и может быть определена простым способом.
Вариант с расположением одного или нескольких сенсорных устройств по окружности измельчающего барабана таким образом, чтобы каждый измельчающий нож измельчающего барабана детектировался сенсорным устройством, позволяет гарантировать детектирование каждого измельчающего ножа, расположенного по окружности измельчающего барабана. В следующем предпочтительном варианте осуществления этот эффект также достигается за счет того, что измельчающий барабан комплектуют правосторонним и левосторонним измельчающими ножевыми узлами, с каждым из которых связано по меньшей мере одно сенсорное устройство.
В следующем предпочтительном варианте осуществления анализ степени износа или остроты ножа, отличающийся высоким разрешением и, следовательно, очень высокой точностью, реализуют за счет того, что каждое сенсорное устройство содержит несколько, предпочтительно, пять индукционных датчиков, каждый из которых выполнен с возможностью генерирования сигнала напряжения, причем, предпочтительно, предусмотрена возможность анализа каждого из сгенерированных сигналов напряжения отдельно, причем, также предпочтительно, предусмотрена возможность объединения перед анализом нескольких или всех сигналов напряжения детектированного измельчающего ножа в один или несколько сигналов напряжения.
Степень остроты или износа измельчающего ножа можно легко определить в том случае, если заданное значение «острого ножа» записано в блоке обработки результатов измерения и/или другом устройстве обработки результатов измерения, и в случае, если показатель окажется ниже этого заданного значения, будет сгенерирован сигнал заточки, более предпочтительно, в качестве заданного значения будет принята амплитуда сгенерированного сигнала напряжения. В этом контексте также предпочтителен вариант, в котором в качестве альтернативы или дополнения сгенерированный сигнал заточки будет содержать информационный сигнал, в частности, визуализацию измельчающих ножей, показатели которых находятся ниже заданного значения.
В следующем предпочтительном варианте осуществления предусмотрена возможность снижения нагрузки на оператора сельскохозяйственной уборочной машины за счет того, что сгенерированный сигнал заточки, предпочтительно, содержит команду на запуск процесса заточки.
В следующем предпочтительном варианте осуществления особо эффективное отслеживание степени износа или остроты измельчающих ножей, в частности, различных видов износа измельчающих ножей, реализуют за счет того, что предусмотрено оценивание остроты режущей кромки по одному из следующих критериев: «длина затачиваемой поверхности соответствующего измельчающего ножа», «округлость режущей кромки измельчающего ножа», «общий износ ножа» и/или «сферичность измельчающего ножа» или «относительное расстояние от противорежущей пластины до измельчающего ножа».
В следующем предпочтительном варианте осуществления в блоке обработки результатов измерения и/или ином устройстве обработки результатов измерения для каждого критерия оценки записано заданное значение, причем в случае нахождения показателя ниже этого заданного значения предусмотрена возможность генерирования сигнала заточки и/или замены ножа, причем в более предпочтительном варианте заданным значением является амплитуда сгенерированного сигнала напряжения, то есть возможно оптимальное управление по соответствующему выбранному критерию оценки. В этом контексте в следующем предпочтительном варианте осуществления сгенерированный сигнал заточки, предпочтительно, содержит информационный сигнал, предпочтительно, визуализацию тех измельчающих ножей, показатели которых находятся ниже заданного значения.
В следующем предпочтительном варианте осуществления предусмотрена возможность снижения нагрузки на оператора сельскохозяйственной уборочной машины за счет того, что сгенерированный сигнал заточки, более предпочтительно, содержит команду на запуск процесса заточки и/или указание на замену измельчающего ножа.
В связи с тем, что с увеличением округлости режущей кромки измельчающих ножей индуцированное напряжение увеличивается, в следующем предпочтительном варианте осуществления при выборе критерия оценки «округлость режущей кромки измельчающего ножа» заданным значением является амплитуда сгенерированного сигнала напряжения.
Поскольку период колебаний индуцированного напряжения возрастает с уменьшением длины затачиваемой поверхности измельчающего ножа, в предпочтительном варианте осуществления при выборе критерия оценки «длина затачиваемой поверхности соответствующего измельчающего ножа» заданным значением является период колебаний сгенерированного сигнала напряжения.
Поскольку с увеличением общего износа измельчающего ножа существенно увеличивается как период колебаний, так и амплитуда индуцированного напряжения, в следующем предпочтительном варианте осуществления при выборе критерия оценки «общий износ ножа» заданное значение содержит амплитуду и период колебаний сгенерированного сигнала напряжения.
С увеличением износа измельчающих ножей увеличивается расстояние от них до противорежущих пластин и существенно уменьшается амплитуда индуцированного напряжения, вследствие чего в следующем предпочтительном варианте осуществления при выборе критерия оценки «сферичность измельчающего ножа» или «относительное расстояние от противорежущей пластины до измельчающего ножа» заданным значением является амплитуда сгенерированного сигнала напряжения.
Краткое описание чертежей
Прочие выгодные варианты осуществления раскрыты в зависимых пунктах формулы и описаны ниже на примере одного из вариантов со ссылкой на прилагаемые фигуры, на которых изображено:
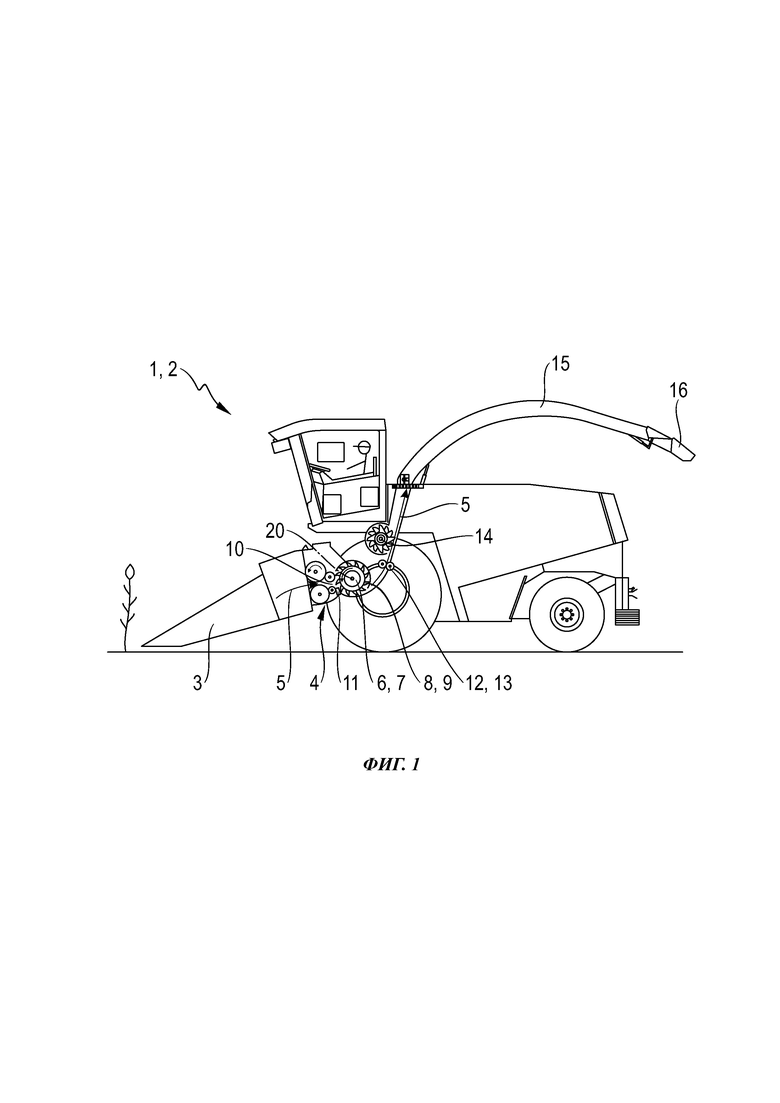
Фигура 1: кормоуборочный комбайн с устройством для определения остроты режущей кромки согласно изобретению.
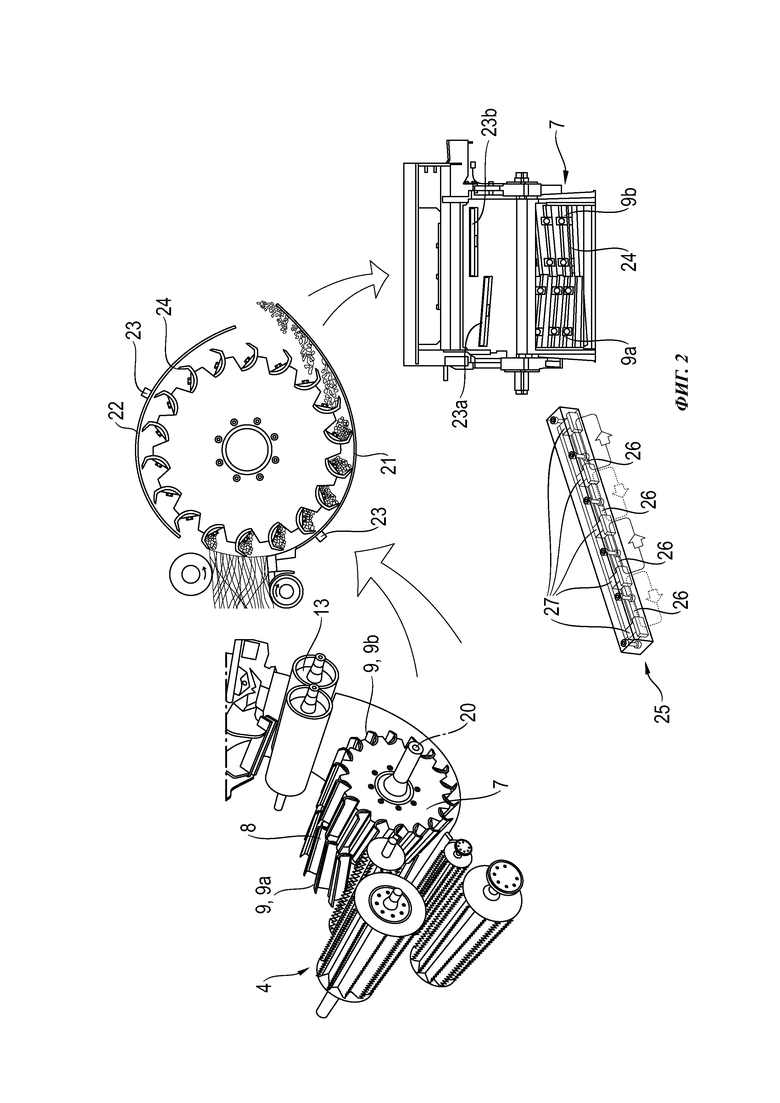
Фигура 2: детальный вид кормоуборочного комбайна, изображенного на фигуре 1, с устройством для определения остроты режущей кромки согласно изобретению.
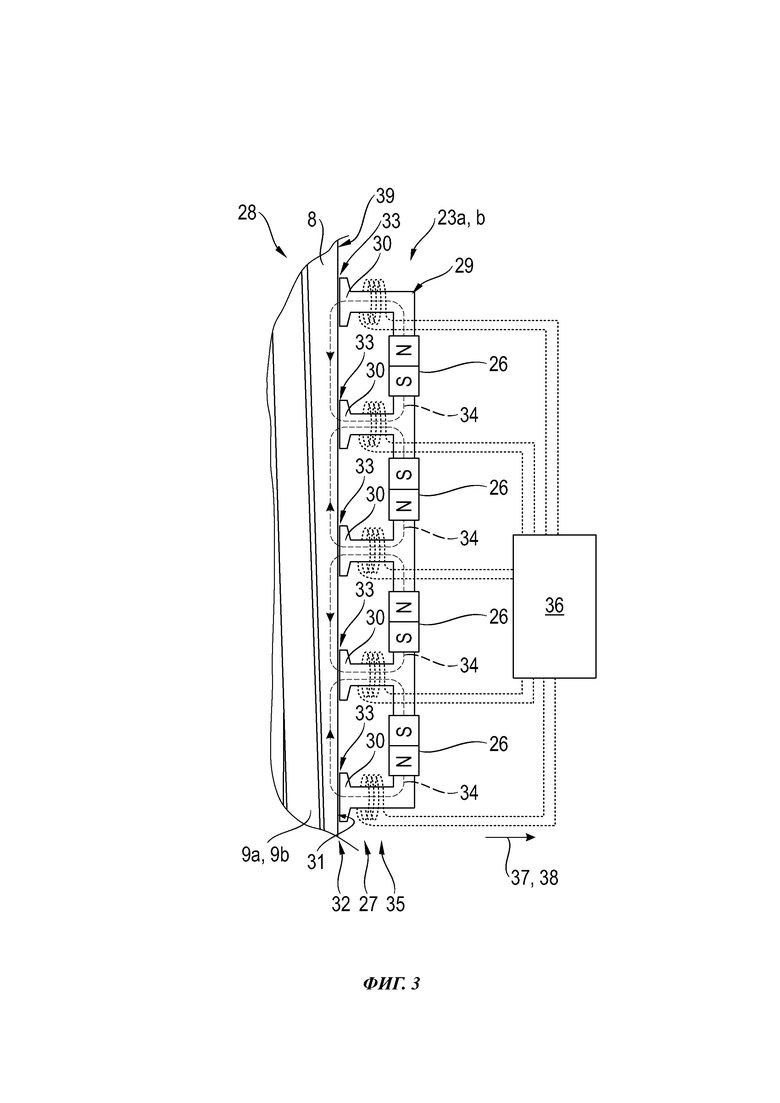
Фигура 3: детальный вид индуктивного сенсорного устройства.
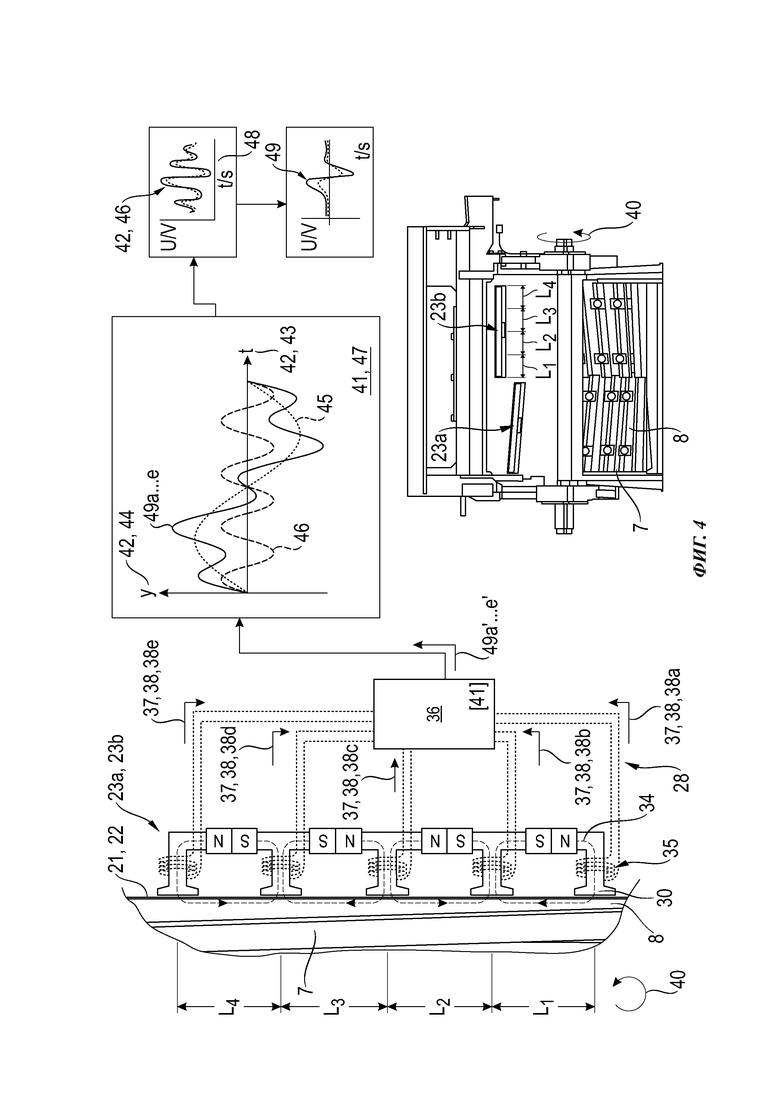
Фигура 4: схема частотного анализа согласно изобретению.
Фигура 5: детальная схема частотного анализа согласно изобретению.
Фигура 6: более детализированная схема частотного анализа согласно изобретению.
Фигура 7: схематическое изображение варианта применения частотного анализа согласно изобретению.
Осуществление изобретения
На фигуре 1 схематично изображена сельскохозяйственная рабочая машина 1, выполненная в виде кормоуборочного комбайна 2, в передней части которого навешен уборочный агрегат 3. Сзади от уборочного агрегата 3 установлены так называемые втягивающие и подпрессовывающие валки 4, который принимают поток 5 убираемой культуры, поступающий из уборочного агрегата 3, уплотняют его и передают на измельчающее устройство 6, расположенное позади них. Как будет детально описано ниже, измельчающее устройство 6 содержит измельчающий барабан 7, снабженный измельчающими ножами 8 измельчающего ножевого узла 9. Измельчающие ножи 8, установленные по окружности, в зоне 10 входа в измельчающий барабан 7 проходят мимо так называемой противорежущей пластины 11, через которую транспортируется поток измельчаемой убираемой культуры 5. В задней части измельчающего барабана 7 измельченная убираемая культура 5 поступает в устройство 13 дополнительного измельчения, выполненное в виде так называемой дробилки 12, или непосредственно в устройство 14 дополнительного ускорения. В то время как устройство 13 дополнительного измельчения повторно измельчает зерносодержащие компоненты потока 5 убираемой культуры, в частности, кукурузное зерно, устройство 14 дополнительного ускорения ускоряет поток 5 убираемой культуры таким образом, чтобы он мог через выбрасывающий отвод 15 выходить из кормоуборочного комбайна 2 в области выбрасывающей заслонки 16 и поступать в транспортное средство, не показанное на фигуре.
Как показано на фигуре 2, измельчающий ножевой узел 9 содержит правосторонний и левосторонний измельчающие ножевые узлы 9а, 9b, каждый из которых содержит несколько измельчающих ножей 8, расположенных по окружности измельчающего барабана 7 под углом к оси 20 вращения измельчающего барабана 7. Нижняя часть измельчающего барабана 7 окружена декой 21 барабана, предпочтительно, изготовленной из нержавеющей стали. Верхняя часть измельчающего барабана 7 окружена задней стенкой 22 барабана, предпочтительно, также изготовленной из нержавеющей стали. Сенсорное устройство 23, выполненное согласно изобретению и подробно рассматриваемое ниже, в показанном на фигуре 2 варианте осуществления может быть расположено на задней стенке 22 или деке 21 барабана. Также возможен вариант, в котором сенсорное устройство 23 будет расположено одновременно на деке 21 и задней стенке 22 барабана. Независимо от конкретного варианта расположения, с каждым измельчающим барабаном 7 связано по меньшей мере два сенсорных устройства 23а, 23b, причем каждое из сенсорных устройств 23а, 23b связано с соответствующим измельчающим ножевым узлом 9а, 9b, причем зона обзора каждого сенсорного устройства 23а, 23b полностью перекрывает режущую кромку 24 соответствующего измельчающего ножа 7, вследствие чего соответствующее сенсорное устройство 23а, 23b способно детектировать режущую кромку 24 на всем ее протяжении. Кроме того, согласно изобретению, соответствующее сенсорное устройство 23а, 23b расположено параллельно оси 20 вращения измельчающего барабана 7 или режущей кромке 24 измельчающих ножей 8 на деке 21 и/или задней стенке 22 барабана. На фигуре 2 справа внизу для примера показаны возможные варианты расположения сенсорных устройств 23а, 23b. Предпочтительно, все сенсорные устройства 23а, 23b расположены параллельно оси 20 вращения измельчающего барабана 7 или режущей кромке 24 измельчающих ножей 8. В представленном варианте сенсорные устройства 23а, 23b выполнены в виде индукционных датчиков 25, которые будут детально описаны ниже. При этом каждое сенсорное устройство 23 содержит один или несколько магнитных возбудителей 26, а также полюсные выводы 27, взаимодействующие с ними.
Фигура 3 иллюстрирует некоторые свойства сенсорных устройств 23а, 23b, важные для понимания изобретения, причем описание сенсорных устройств приведено в заявке DE 102017103537 А1, на полный объем раскрытия которой ссылается настоящее описание. Описываемое изобретением регистрирующее устройство 28 для определения степени износа измельчающих ножевых узлов 9а, 9b, содержит несколько сенсорных устройств 23а, 23b, предпочтительно, по одному сенсорному устройству на каждый измельчающий ножевой узел 9а, 9b. Каждое сенсорное устройство 23а, 23b образовано несколькими магнитными возбудителями 26, соединенными с устройством 29 направления потока. Соответствующее сенсорное устройство 23а, 23b содержит соответствующий полюсной вывод 27, образующий по меньшей мере один магнитный полюс 30, предпочтительно, пять магнитных полюсов 30, каждый из которых содержит поверхность 31 полюса для отведения магнитного потока. При вращении измельчающего барабана 7 измельчающий нож 8 проходит через соответствующий полюсной вывод 27, причем каждый измельчающий нож 8, проходящий через полюсной вывод 27, образует воздушный зазор 33 по меньшей мере с одним промежутком 33 до полюсного вывода 27, в результате чего по меньшей мере один магнитный контур 34, возбужденный возбудителем 26, замыкается соответствующим измельчающим ножом 8. Кроме того, регистрирующее устройство 28 содержит измерительное устройство 35 и блок 36 обработки результатов измерения. Согласно изобретению (см. ниже), измерительное устройство 35 регистрирует по меньшей мере одну магнитную измеряемую величину 37, относящуюся к магнитному потоку, предпочтительно индуцированное напряжение 38, по меньшей мере в одном магнитном контуре 34, возбужденном возбудителем 26, а блок 36 обработки результатов измерения на основании по меньшей мере одной зарегистрированной измеряемой величины 37 определяет степень 39 износа соответствующего измельчающего ножа 8.
На фигуре 4 детально показано устройство согласно изобретению. Во время работы измельчающего барабана 7 измельчающие ножи 8 проходят мимо соответствующего сенсорного устройства 23а, 23b в соответствии с направлением 40 вращения измельчающего барабана 7. Учитывая практически немагнитный характер задней стенки 22 барабана, предпочтительно, изготовленной из нержавеющей стали, или деки 21 барабана, магнитные контуры 34, образованные соседними магнитными полюсами 30, проникают в измельчающий нож 8, проходящий мимо соответствующего сенсорного устройства 23а, 23b. В представленном варианте осуществления между пятью полюсами 30 образовано четыре магнитных контура 34, проникающих в соответствующие измельчающие ножи на четырех участках L1-L4. Для каждого из этих участков L1-L4 в связанном с ним измерительном устройстве 35 наводят напряжение 38, служащее магнитной измеряемой величиной 37. Блок 36 обработки результатов измерения, связанный с детектирующим устройством 28, определяет и регистрирует индуцированное напряжение 38а-е на каждом участке. Таким образом, согласно изобретению, соответствующее сенсорное устройство 23 содержит больше или меньше заявленных пяти магнитных полюсов 30, вследствие чего может быть получено больше или меньше пяти индуцированных напряжений 38а-е. Кроме того, согласно изобретению, сигналы 38а-е напряжения могут быть объединены в один или несколько сигналов 38 напряжения на каждый детектированный измельчающий нож 8.
В блоке 36 обработки результатов измерения соответствующий сигнал 38а-е напряжения преобразуют в пригодный для дальнейшей обработки сигнал 49а-е напряжения. Такой сигнал 49а-е напряжения, пригодный для дальнейшей обработки, формируют таким образом, чтобы сначала определить индуцированное напряжение 38, так называемое заданное значение 38, изменяющееся при износе, для острого (не изношенного) измельчающего ножа 8, затем во время эксплуатации измельчающего ножа 8 определить изменяющееся по мере износа индуцированное напряжение 38а-е, после чего, наконец, вывести пригодные для дальнейшей обработки сигналы 49а-е напряжения из разности между обусловленным износом изменением индуцированного напряжения 38а-е и заданным значением 38 индуцированного напряжения не изношенного измельчающего ножа 8.
После этого в блоке 36 обработки результатов соответствующий сигнал 49а-е напряжения разлагают средствами известного частотного анализа 41, предпочтительно, анализа 47 Фурье, на частотные составляющие 42, предпочтительно, период колебаний или фазу 43 и амплитуду 44. При этом соответствующий сигнал 49а-е индуцированного напряжения разделяют на частотные составляющие 42 основного колебания 45 и частотные составляющие 42 наложенного колебания 46, вызывающие искажение сигнала. После этого отделенные частотные составляющие 42, вызывающие искажение сигнала, то есть так называемое наложенное колебание 46 преобразуют обратно во временную область 48 времени (см. ниже), и из обратно преобразованных частотных составляющих 42 впоследствии выводят показатель остроты режущей кромки, то есть степень 39 износа (см. также ниже).
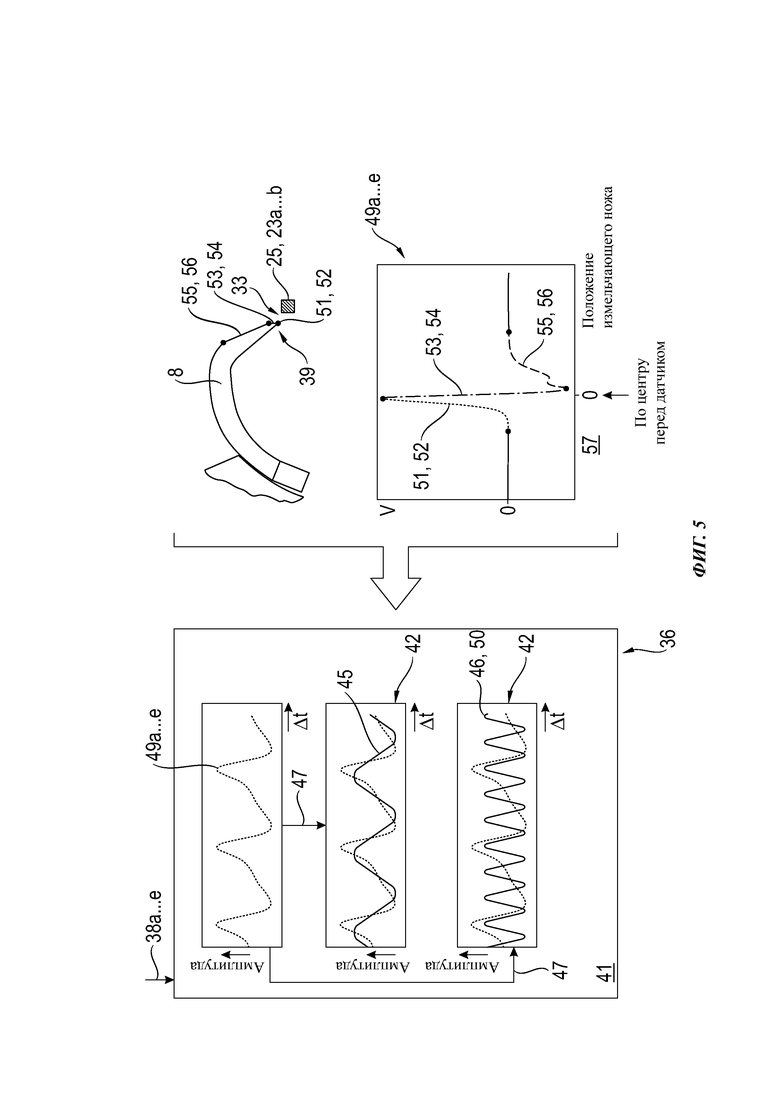
На фигуре 5 схематично детализирован частотный анализ 41, выполненный блоком 36 обработки результатов согласно изобретению. Сначала в описанном порядке выводят сигнал 49а-е напряжения, выведенный из индуцированного напряжения 38а-е. После этого соответствующий сигнал 49а-е напряжения с помощью анализа 47 Фурье разлагают на частотные составляющие 42, причем, как уже было описано выше, выделяют основное колебание 45 и одно или несколько наложенных колебаний 46, вызывающих искажение сигнала, так называемые высшие гармоники 50. Если теперь измельчающий нож 8 проходит мимо сенсорного устройства 23а,b, выполненного в виде индукционного датчика 25, соответствующий измельчающий нож 8 изменяет магнитную проницаемость в воздушном зазоре 33 перед сенсорным устройством 23а,b. Следовательно, изменяется магнитная индукция. Это изменение можно измерить с помощью соответствующим образом индуцированного напряжения 38а-е. Стандартный измельчающий нож 8, независимо от изогнутой или ровной формы своего сечения, по существу, имеет три характерные области. Первая область 51 определяет округлость режущей кромки 52 ножа и определяется ее радиусом, причем измельчающий нож 8 тем острее, чем меньше этот радиус. Следующая область 53 определяет так называемую длину 54 затачиваемой поверхности, причем в данном случае увеличение длины 54 затачиваемой поверхности является показателем увеличивающегося износа 39 соответствующего измельчающего ножа 8. Наконец, выделяют третью область 55 так называемой тыльной стороны 56 ножа, форма и состояние которой могут служить показателем для описания общей степени 39 износа соответствующего измельчающего ножа 8. В целях упрощения в дальнейшем общая степень 39 износа и износ будут единообразно называться износом 39.
Для измельчающего ножа 8, изогнутого в представленном варианте осуществления, сигнал 49а-е напряжения показан на фигуре 5 внизу справа, причем сигнал 49а-е напряжения в данном случае показан посредством углового положения 57 измельчающего ножа 8 относительно соответствующего положения сенсорного устройства 23а,b, причем угловое положение 0° описывает центральное положение измельчающего ножа 8 перед соответствующим сенсорным устройством 23а,b.
Видно, что описанные характерные области 51, 53, 55 индуцируют напряжения 49а-е различной величины, причем область 51, 52, описывающая округлость режущей кромки ножа, в целом индуцирует наиболее высокое напряжение 49а-е. В то же время видно, что величина воздушного зазора 33 влияет на индуцированное напряжение 49а-е, причем, как и ожидалось, значение индуцированного напряжения 49а-е уменьшается с увеличением воздушного зазора 33. Форму сигнала индуцированного напряжения 49а-е определяют и выделяют для каждого ножа. Это означает, что для каждого измельчающего ножа 8 в зависимости от формы сенсорного устройства 23а,b доступно несколько сигналов 49а-е напряжения. Согласно фигуре 3, каждый магнитный полюс 30 полюсного вывода 27 генерирует индуцированное напряжение 38а-е. Впоследствии для этих индуцированных напряжений 38а-е после преобразования в описанные сигналы 49а-е напряжения в блоке 36 обработки результатов измерения выполняют предложенный изобретением частотный анализ 41 (анализ 47 Фурье). Как было описано выше, анализ 47 Фурье разделяет эти сигналы 49а-е напряжения на частотные составляющие 42 основного колебания 45 и частотные составляющие 42 одного или нескольких наложенных колебаний 46, вызывающих искажение сигнала, так называемые высшие гармоники 50.
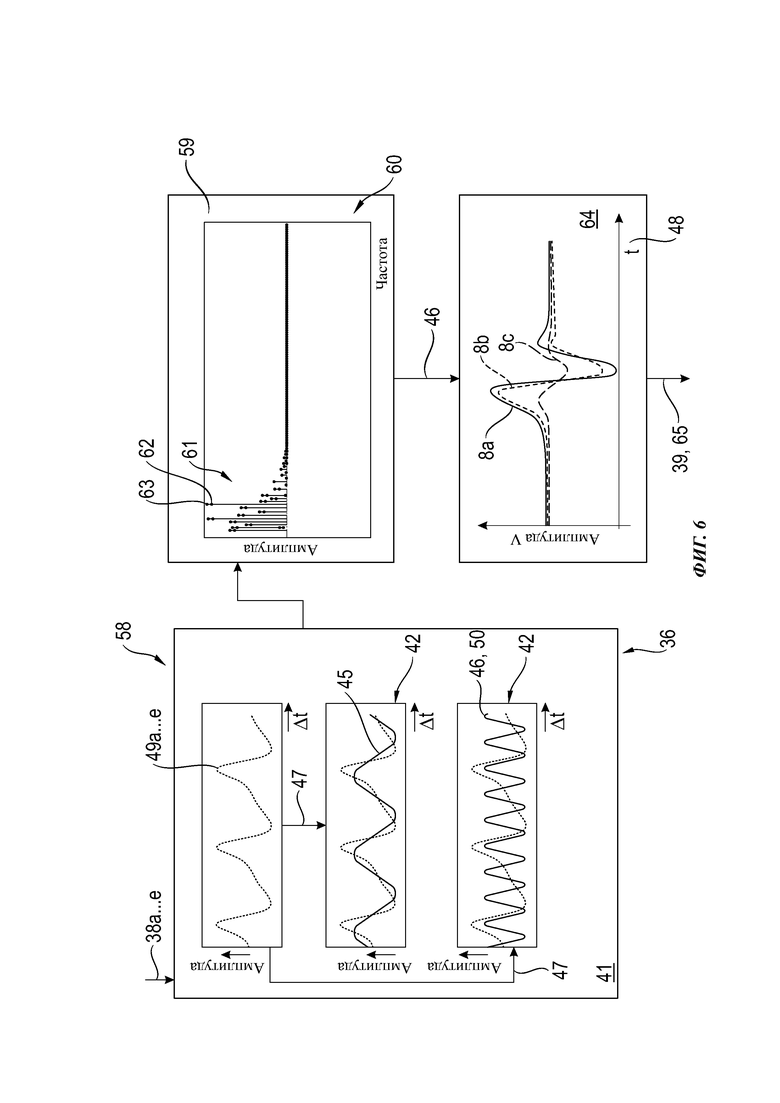
На фигуре 6 детально показаны отдельные этапы частотного анализа 41. На первом этапе 58 анализа индуцированные напряжения 38а-е известным образом обрабатывают в виде сигналов 49а-е напряжения посредством анализа 47 Фурье с определением основного колебания 45 и наложенного колебания 46, например, одной или нескольких высших гармоник 50. Частотный анализ 60 согласно следующему этапу 59 анализа показывает, как для основного колебания 45, так и для наложенного колебания 46, что амплитуды 61 острых ножей 62 лишь незначительно отличаются от амплитуд затупившихся ножей 63. На следующем этапе 64 анализа найденное основное колебание 45, согласно изобретению, более не учитывается, и лишь частотные составляющие 42 наложенных колебаний 46, вызывающие искажение сигнала, преобразуются обратно во временную область 48. Результат этого обратного преобразования показан на этапе 64 анализа на примере трех измельчающих ножей 8 с различной производительностью измельчения. При этом наибольшую производительность измельчения имеет измельчающий нож 8а, в то время как измельчающий нож 8b характеризуется прим. 40%, а измельчающий нож 8 с - прим. 10% от производительности измельчения измельчающего ножа 8а. Следовательно, частотные составляющие 42 наложенных колебаний 46, подвергнутые обратному преобразованию, позволяют судить об износе 39 и, тем самым, остроте 65 каждого измельчающего ножа 8.
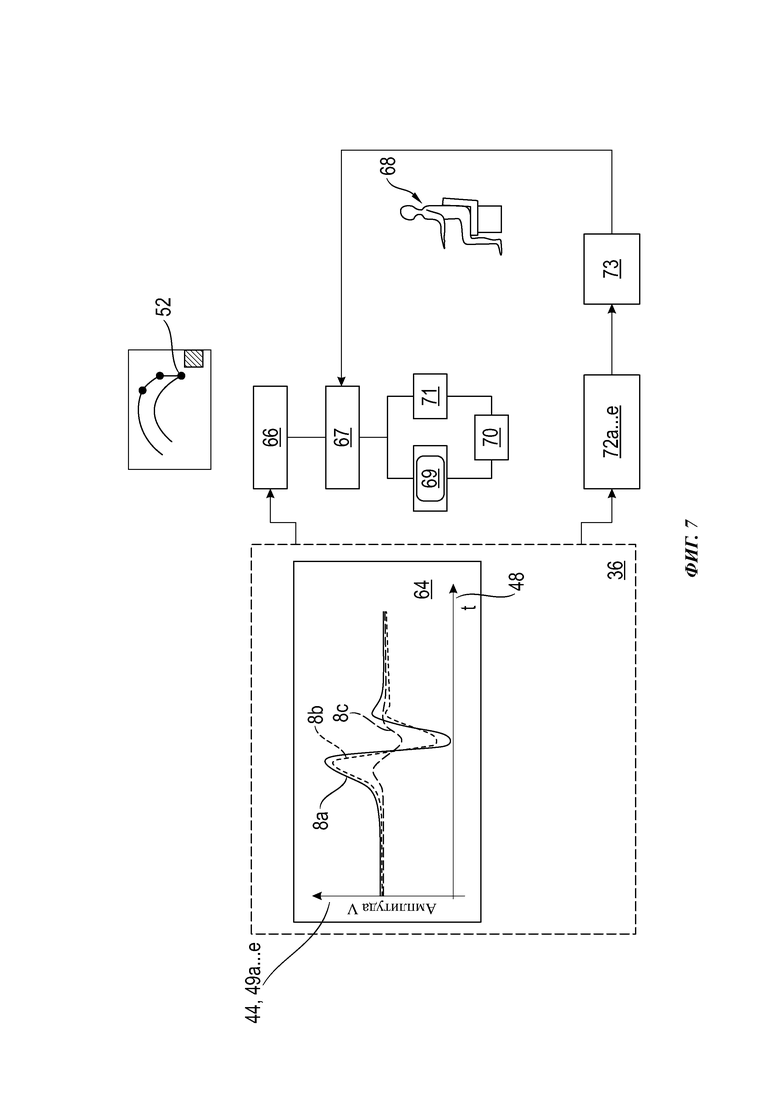
На фигуре 7 схематично показана реализация регулирования остроты режущей кромки. Как было отмечено выше, амплитуда 44 соответствующего индуцированного напряжения 38а-е и выведенный из нее сигнал 49а-е напряжения служат показателем степени 39 износа и, тем самым, остроты 65 режущей кромки измельчающего ножа 8. Измельчающий нож 8 обычно считается острым, когда округлость (радиус) режущей кромки 52 ножа составляет прим. 0,04 мм. Амплитуды 44 измельчающих ножей 8а-с, показанные для примера на фигуре 7, соответствуют радиусам режущей кромки 52 прим. 0,1 мм - 0,25 мм - 0,6 мм, причем увеличение округлости 52 соответствует увеличению износа 39 и снижению остроты 65 режущей кромки. В простейшем случае в блоке 36 обработки результатов измерения или в другом устройстве обработки результатов измерения, в том числе во внешнем устройстве обработки результатов измерения может быть сохранено заданное значение «острый нож» 66, которое в простейшем случае представляет собой заданное значение 66 амплитуды 44 индуцированного напряжения 38а-е, 49а-е. Если показатель опускается ниже заданного значения 66, генерируют сигнал 67 заточки, причем, как описано ниже, возможны различные типы генерации этого сигнала 67 заточки. В простейшем случае на дисплее 69 оператору 68 может быть выведена информация о том, показатели какого или каких измельчающих ножей 8 опустились ниже порогового значения «острый нож». В этом случае оператор выбирает время запуска процесса 70 заточки измельчающих ножей 8. Также возможен вариант, в котором управляющее устройство 71 будет отслеживать соблюдение заданного значения «острый нож» 66 и автоматически запускать процесс 70 заточки, причем, предпочтительно, автоматический запуск процесса 70 заточки настраивают таким образом, чтобы перед активацией процесса 70 заточки ниже заданного значения 66 опустились показатели минимального количества измельчающих ножей 8. При этом известным образом также учитывают, что кормоуборочный комбайн 2 не находится в рабочем режиме, в котором через кормоуборочный комбайн 2 транспортируют убираемую культуру 5.
В качестве альтернативы или дополнения оценка степени 39 износа или остроты 65 режущей кромки может быть также связана с критериями 72 оценки. Предпочтительно, критерием оценки может быть один или несколько из следующих критериев: «длина 54 затачиваемой поверхности соответствующего измельчающего ножа 8» 72а, «округлость режущей кромки 52 измельчающего ножа» 72b, «общий износ 39 ножа» 72с и/или «сферичность измельчающего ножа 8» 72d или «относительное расстояние от противорежущей пластины 11 до измельчающего ножа 8» 72е. По аналогии с вышеописанным заданные значения 73 критериев 72а-е оценки могут быть также записаны в блоке 36 обработки результатов измерения или другом устройстве обработки результатов измерения, в том числе во внешнем устройстве обработки результатов измерения, причем в простейшем случае записанное заданное значение 73 представляет собой амплитуды 44 индуцированного напряжения 38а-е, 49а-е. В зависимости от выбранного или единственного записанного критерия 72а-е оценки сохраненное заданное значение 73 может служить показателем степени 39 износа соответствующего измельчающего ножа 8 в целом или остроты режущей кромки 24. Если показатель опускается ниже заданного значения 73, генерируется вышеописанный сигнал 67 заточки, причем возможны различные типы генерации этого сигнала 73 заточки. В простейшем случае на дисплее 69 оператору 68 может быть показано, показатели какого или каких измельчающих ножей 8 опустились ниже заданного значения 73. В этом случае оператор выбирает время запуска процесса 70 заточки измельчающих ножей 8. Также возможен вариант, в котором управляющее устройство 71 отслеживает соблюдение заданного значения 73 и самостоятельно запускает процесс заточки 70, причем автоматический запуск процесса 70 заточки, предпочтительно, определяют таким образом, чтобы перед активацией процесса 70 заточки ниже заданного значения 66 опустились показатели минимального количества измельчающих ножей 8. При этом известным образом также учитывают, что кормоуборочный комбайн 2 не находится в рабочем режиме, в котором через кормоуборочный комбайн 2 транспортируют убираемую культуру 5.
Если показатели опустились ниже заданного значения 66 и заданного значения 73, то в качестве альтернативы или дополнения можно предложить замену измельчающего ножа 8, в частности, предпочтительно, если показатели опустились ниже заданных значений 66, 73 настолько, что это указывает на исчерпание рабочей области соответствующего измельчающего ножа 8.
В связи с тем, что с увеличением округлости 52 режущей кромки 24 измельчающего ножа 8 растет индуцированное напряжение 38а-е и выведенный из него сигнал 49а-е напряжения, при выборе критерия 72b оценки «округлость режущей кромки 52 измельчающего ножа» предложено считать заданным значением 73 амплитуду 44 найденного сигнала 49а-е напряжения.
Так как период 43 колебаний индуцированного напряжения 38а-е увеличивается с увеличением длины 54 затачиваемой поверхности измельчающего ножа 8, при выборе критерия 72а оценки «длина 54 затачиваемой поверхности соответствующего измельчающего ножа 8» заданным значением 73 считают период 43 колебаний производного сигнала 49а-е напряжения.
В связи с тем, что с увеличением общего износа 39 измельчающего ножа 8 существенно увеличивается как период 43 колебаний, так и амплитуда 44 индуцированного напряжения 39а-е, при выборе критерия 72 с оценки «общий износ ножа» заданным значением 73 считают амплитуду 44 и период 43 колебаний найденного сигнала 49а-е напряжения.
С увеличением износа 39 измельчающих ножей 8 увеличивается их удаление от противорежущей пластины 11, а амплитуда 44 индуцированного напряжения 38а-е значительно уменьшается, вследствие чего при выборе критерия 72d, е оценки «сферичность измельчающего ножа 8» или «относительное расстояние от противорежущей пластины 11 до измельчающего ножа 8» заданным значением 73 считают амплитуду найденного сигнала 49а-е напряжения.
Список ссылочных обозначений
1 сельскохозяйственная рабочая машина
2 кормоуборочный комбайн
3 уборочный агрегат
4 втягивающие и подпрессовывающие валки
5 поток убираемой культуры
6 измельчающее устройство
7 измельчающий барабан
8 измельчающий нож
9 измельчающий ножевой узел a, b
10 область входа
11 противорежущая пластина
12 дробилка
13 устройство дополнительного измельчения
14 устройство дополнительного ускорения
15 выбрасывающий отвод
16 выбрасывающая заслонка
20 ось вращения измельчающего барабана
21 дека барабана
22 задняя стенка барабана
23 сенсорное устройство a, b
24 режущая кромка
25 индукционный датчик
26 магнитный возбудитель
27 полюсной вывод
28 регистрирующее устройство
29 устройство направления потока
30 магнитный полюс
31 поверхность полюса
32 воздушный зазор
33 промежуток
34 магнитный контур
35 измерительное устройство
36 блок обработки результатов измерения
37 магнитная измеряемая величина
38 заданное значение индуцированного напряжения
38а-е индуцированное напряжение
39 степень износа
40 направление вращения
41 частотный анализ
42 частотная составляющая
43 период колебаний / фаза
44 амплитуда
45 основное колебание
46 наложенное колебание
47 анализ Фурье
48 временная область
49 сигнал напряжения а-е
50 высшая гармоника
51 первая область
52 округлость режущей кромки
53 вторая область
54 длина затачиваемой поверхности
55 третья область
56 тыльная сторона ножа
57 угловое положение
58 первый этап анализа
59 второй этап анализа
60 частотный анализ
61 амплитуда
62 острый нож
63 затупленный нож
64 этап анализа
65 острота режущей кромки
66 заданное значение «острый нож»
67 сигнал заточки
68 оператор
69 дисплей
70 процесс заточки
71 управляющее устройство
72 критерий оценки а-е
73 заданное значение L1-L4 участки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРМОУБОРОЧНЫЙ КОМБАЙН | 2018 |
|
RU2779653C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТРОТЫ РЕЖУЩИХ КРОМОК НОЖА ИЗМЕЛЬЧИТЕЛЯ | 2012 |
|
RU2585046C2 |
| Способ контроля остроты ножей измельчающего аппарата кормоуборочной машины | 1987 |
|
SU1436930A1 |
| УСТРОЙСТВО И СПОСОБ КОНТРОЛЯ ОСТРОТЫ РЕЖУЩЕЙ КРОМКИ | 2014 |
|
RU2646227C2 |
| ИЗМЕЛЬЧИТЕЛЬНЫЙ АППАРАТ | 2011 |
|
RU2497346C2 |
| РОТАЦИОННАЯ НОЖЕВАЯ ГОЛОВКА ТАБАКОРЕЗАЛЬНОГО СТАНКА | 2001 |
|
RU2207037C2 |
| НОЖ | 2021 |
|
RU2803156C1 |
| НОЖ ИЗМЕЛЬЧИТЕЛЯ, А ТАКЖЕ КОНТРНОЖ ДЛЯ ИЗМЕЛЬЧИТЕЛЬНОГО УСТРОЙСТВА И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2311015C2 |
| ПРИВОДНОЕ УСТРОЙСТВО ДЛЯ ВИБРИРУЮЩИХ ЭЛЕКТРОИЗДЕЛИЙ ЛИЧНОГО ПОЛЬЗОВАНИЯ, В ЧАСТНОСТИ ЭЛЕКТРОБРИТВ | 1999 |
|
RU2223852C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ОТХОДОВ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2002 |
|
RU2217307C1 |
Изобретение относится к устройствам для определения степени износа измельчающего ножевого узла. Регистрирующее устройство для определения степени износа измельчающего ножевого узла измельчающего устройства содержит проходящий по окружности измельчающий барабан, вмещающий в себя измельчающий ножевой узел, и по меньшей мере одну противорежущую пластину, взаимодействующую с измельчающими ножами, одно сенсорное устройство, содержащее магнитный возбудитель и магнитно связанное с ним устройство направления потока. Сенсорное устройство содержит полюсной вывод, содержащий по меньшей мере один магнитный полюс с поверхностью полюса для отведения магнитного потока. При вращении измельчающего барабана предусмотрена возможность прохождения по меньшей мере части измельчающих ножей мимо полюсного вывода. Напряжение, индуцированное при прохождении сенсорного устройства измельчающим ножевым узлом, образует магнитную измеряемую величину. Регистрирующее устройство выполнено с возможностью определения индуцированного напряжения и записи его в виде сигнала напряжения. В блоке обработки результатов измерения с помощью частотного анализа предусмотрена возможность разложения сигнала напряжения на частотные составляющие, разделяемые на частотные составляющие основного колебания и частотные составляющие наложенного колебания, вызывающие искажение сигнала. Предусмотрена возможность преобразования отделенных частотных составляющих наложенного колебания, вызывающих искажение сигнала, обратно во временную область и выведения из указанных обратно преобразованных частотных составляющих наложенного колебания величины степени износа и/или остроты режущей кромки измельчающего ножа. Обеспечивается повышение точности определения степени износа измельчающих ножей. 18 з.п. ф-лы, 7 ил.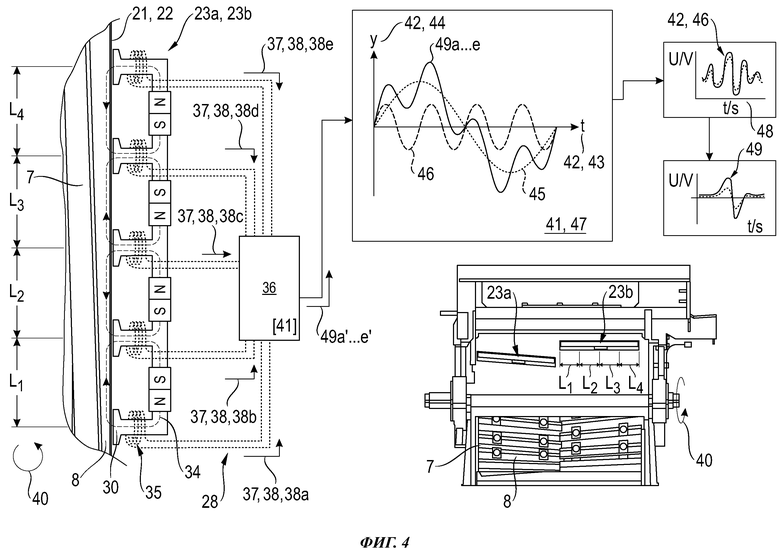
1. Регистрирующее устройство (28) для определения степени (39) износа измельчающего ножевого узла (9а-b) измельчающего устройства (6), предназначенного для обработки потока (5) материала, причем измельчающее устройство (6) содержит проходящий по окружности измельчающий барабан (7), вмещающий в себя измельчающий ножевой узел (9а-b), и по меньшей мере одну противорежущую пластину (11), взаимодействующую с измельчающими ножами (8),
причем регистрирующее устройство (28) содержит по меньшей мере одно сенсорное устройство (23а-b), содержащее магнитный возбудитель (26) и магнитно связанное с ним устройство (29) направления потока, причем сенсорное устройство (23а-b) содержит полюсной вывод (27), содержащий по меньшей мере один магнитный полюс (30) с поверхностью (31) полюса для отведения магнитного потока,
причем при вращении измельчающего барабана (7) предусмотрена возможность прохождения по меньшей мере части измельчающих ножей (8) мимо полюсного вывода (27), причем каждый измельчающий нож (8), проходящий мимо полюсного вывода (27), образует воздушный зазор (32) по меньшей мере с одним промежутком (33) в направлении полюсного вывода (27), в результате чего предусмотрена возможность замыкания через соответствующий измельчающий нож (8) по меньшей мере одного магнитного контура (34), возбужденного возбудителем (26),
причем регистрирующее устройство (28) содержит измерительное устройство (35) и блок (36) обработки результатов измерения, причем измерительное устройство (35) выполнено с возможностью измерения по меньшей мере одной магнитной измеряемой величины (37), относящейся к магнитному потоку, по меньшей мере в одном магнитном контуре (34), возбужденном возбудителем (26), а блок (36) обработки результатов измерения выполнен с возможностью определения степени (39) износа соответствующего измельчающего ножа (8) на основании по меньшей мере одной измеренной величины (37),
отличающееся тем, что напряжение (38а-е), индуцированное при прохождении сенсорного устройства (23а-b) измельчающим ножевым узлом (9а-b), образует магнитную измеряемую величину (37), причем регистрирующее устройство (28) выполнено с возможностью определения индуцированного напряжения (38а-е) и записи его в виде сигнала (49а-е) напряжения,
причем в блоке (36) обработки результатов измерения с помощью частотного анализа (41) предусмотрена возможность разложения сигнала (49а-е) напряжения на его частотные составляющие (42), разделяемые на частотные составляющие (42) основного колебания (45) и частотные составляющие (42) наложенного колебания (46), вызывающие искажение сигнала,
причем предусмотрена возможность преобразования отделенных частотных составляющих (42) наложенного колебания (46), вызывающих искажение сигнала, обратно во временную область (48) и выведения из указанных обратно преобразованных частотных составляющих (42) наложенного колебания (46) показателя степени (39) износа и/или остроты (65) режущей кромки измельчающего ножа (8).
2. Регистрирующее устройство для определения степени износа измельчающего ножевого узла по п. 1, отличающееся тем, что частотные составляющие (42) содержат амплитуду (44) и фазу (43) соответствующего сигнала (49а-е) напряжения.
3. Регистрирующее устройство для определения степени износа измельчающего ножевого узла по одному из предыдущих пунктов, отличающееся тем, что выполнение частотного анализа (41) сигнала (49а-е) напряжения предусмотрено с помощью анализа (47) Фурье.
4. Регистрирующее устройство для определения степени износа измельчающего ножевого узла по одному из предыдущих пунктов, отличающееся тем, что предусмотрена возможность разложения соответствующего сигнала (49а-е) напряжения с помощью анализа (47) Фурье на частотные составляющие (42) основного колебания (45) и частотные составляющие (42) наложенного колебания (46), вызывающие искажение сигнала, причем частотные составляющие (42), отражающие основное колебание (45), не учитываются при выведении степени (39) износа и/или остроты (65) режущей кромки соответствующего измельчающего ножа (8).
5. Регистрирующее устройство для определения степени износа измельчающего ножевого узла по п. 4, отличающееся тем, что амплитуда (44) соответствующего сигнала (49а-е) напряжения частотных составляющих (42), вызывающих искажение сигнала, является показателем для оценки степени (39) износа и/или остроты (65) режущей кромки соответствующего измельчающего ножа (8).
6. Регистрирующее устройство для определения степени износа измельчающего ножевого узла по п. 1, отличающееся тем, что одно или несколько сенсорных устройств (23а-b) расположены по окружности измельчающего барабана (7) таким образом, чтобы сенсорное устройство (23а-b) имело возможность детектирования каждого измельчающего ножа (8) измельчающего барабана (7).
7. Регистрирующее устройство для определения степени износа измельчающего ножевого узла по п. 6, отличающееся тем, что измельчающий барабан (7) содержит правосторонний и левосторонний измельчающие ножевые узлы (9а-b), с каждым из которых связано по меньшей мере одно сенсорное устройство (23а-b).
8. Регистрирующее устройство для определения степени износа измельчающего ножевого узла по одному из предыдущих пунктов, отличающееся тем, что каждое сенсорное устройство (23а-b) содержит несколько, предпочтительно пять, индукционных датчиков (25), каждый из которых выполнен с возможностью генерирования сигнала (49а-е) напряжения, причем предусмотрена возможность анализа каждого из сгенерированных сигналов (49а-е) напряжения отдельно, причем, в частности, предусмотрена возможность объединения перед анализом нескольких или всех сигналов (49а-е) напряжения детектированного измельчающего ножа (8) в один или несколько сигналов (49а-е) напряжения.
9. Регистрирующее устройство для определения степени износа измельчающего ножевого узла по одному из предыдущих пунктов, отличающееся тем, что заданное значение «острого ножа» (66) записано в блоке (36) обработки результатов измерения и/или другом устройстве обработки результатов измерения, и в случае если показатель находится ниже этого заданного значения (66), предусмотрено генерирование сигнала заточки, причем, в частности, заданным значением (66) является амплитуда (44) сгенерированного сигнала (49а-е) напряжения.
10. Регистрирующее устройство для определения степени износа измельчающего ножевого узла по п. 9, отличающееся тем, что сгенерированный сигнал (67) заточки содержит сгенерированный информационный сигнал, в частности визуализацию измельчающих ножей (8), показатели которых находятся ниже заданного значения (66).
11. Регистрирующее устройство для определения степени износа измельчающего ножевого узла по п. 9, отличающееся тем, что сгенерированный сигнал (67) заточки содержит команду на запуск процесса (70) заточки.
12. Регистрирующее устройство для определения степени износа измельчающего ножевого узла по одному из предыдущих пунктов, отличающееся тем, что оценка остроты (65) режущей кромки и/или степени (39) износа предусмотрена по одному или нескольким следующим критериям (72): «длина затачиваемой поверхности соответствующего измельчающего ножа» (72а), «округлость режущей кромки измельчающего ножа» (72b), «общий износ ножа» (72с) и/или «сферичность измельчающего ножа» (72d) или «относительное расстояние от противорежущей пластины до измельчающего ножа» (72е).
13. Регистрирующее устройство для определения степени износа измельчающего ножевого узла по п. 12, отличающееся тем, что в блоке (36) обработки результатов измерения и/или ином устройстве обработки результатов измерения записано заданное значение (73) для каждого критерия (72а-е) оценки, причем в случае нахождения показателя ниже этого заданного значения (73) предусмотрено генерирование сигнала (67) заточки и/или замены ножа, причем, в частности, заданным значением (73) является амплитуда (44) сгенерированного сигнала (49а-е) напряжения.
14. Регистрирующее устройство для определения степени износа измельчающего ножевого узла по п. 13, отличающееся тем, что сгенерированный сигнал (67) заточки содержит информационный сигнал, в частности визуализацию измельчающих ножей (8), показатели которых находятся ниже заданного значения (73).
15. Регистрирующее устройство для определения степени износа измельчающего ножевого узла по п. 14, отличающееся тем, что сгенерированный сигнал (67) заточки содержит команду на запуск процесса (70) заточки и/или указание на замену измельчающего ножа (8).
16. Регистрирующее устройство для определения степени износа измельчающего ножевого узла по п. 12, отличающееся тем, что при выборе критерия оценки «округлость режущей кромки измельчающего ножа» (72b) заданным значением (73) является амплитуда (44) сгенерированного сигнала (49а-е) напряжения.
17. Регистрирующее устройство для определения степени износа измельчающего ножевого узла по п. 12, отличающееся тем, что при выборе критерия оценки «длина затачиваемой поверхности соответствующего измельчающего ножа» (72а) заданным значением (73) является период (43) колебаний индуцированного напряжения (44).
18. Регистрирующее устройство для определения степени износа измельчающего ножевого узла по п. 12, отличающееся тем, что при выборе критерия оценки «общий износ ножа» (72с) заданное значение (73) содержит амплитуду (44) и период (43) колебаний сгенерированного сигнала (49а-е) напряжения.
19. Регистрирующее устройство для определения степени износа измельчающего ножевого узла по п. 12, отличающееся тем, что при выборе критерия оценки «сферичность измельчающего ножа» (72d) или «относительное расстояние от противорежущей пластины до измельчающего ножа» (72е) заданным значением (73) является амплитуда (44) сгенерированного сигнала (49а-е) напряжения.
| DE 102017103537 A1, 23.08.2018 | |||
| Способ контроля остроты ножей измельчающего аппарата кормоуборочной машины | 1987 |
|
SU1436930A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ НОЖОВОЧНЫХ ПОЛОТЕН | 1927 |
|
SU18593A1 |
| DE 102011005317 B4, 17.08.2017 | |||
| DE 19812271 A1, 23.09.1999. | |||
