Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к режущей кромочной структуре режущего инструмента, включающей в себя покрытие, образованное на режущей кромочной части, и к режущему инструменту, включающему режущую кромочную структуру.
Уровень техники
[0002] В публикации заявки на патент Японии №2008-264116 раскрыт кухонный нож, включающий покрытие, образованное на режущей кромочной части электроразрядной поверхностной обработкой.
Раскрытие изобретения
Техническая проблема
[0003] Вышеупомянутый общеизвестный способ имеет отношение к переточке режущей кромочной части для доведения остроты кухонного ножа обратно до совершенного состояния, когда режущая кромочная часть изнашивается, но не рассматривает остроту кухонного ножа в состоянии, где износ режущей кромочной части развивается до некоторой степени (например, состояние после истечения начального периода износа, который представляет собой исходное состояние после начала применения). По этой причине обычным способом затруднительно поддерживать остроту кухонного ножа в совершенном состоянии после того, как износ режущей кромочной части развился до некоторой степени.
[0004] Настоящее изобретение было создано с учетом вышеупомянутой проблемы, и его задача состоит в создании покрытия на режущем инструменте, выполненного в виде режущего кромочного элемента режущего инструмента, способной поддерживать остроту даже после развития износа режущей кромочной части до некоторой степени, и в создании режущего инструмента, включающего режущую кромочную структуру.
Решение проблемы
[0005] Первый аспект настоящего изобретения представляет покрытие на режущем инструменте, выполненное в виде режущего кромочного элемента, характеризующееся тем, что оно нанесено на заднюю поверхность основного элемента кромочной части, представляющей собой область вблизи режущей кромки лезвия, причем упомянутое покрытие имеет более высокую твердость, чем основной элемент, при этом покрытие получено с использованием электрического разряда между упомянутой задней поверхностью и разрядным электродом для осаждения материала электрода или прореагировавшего вещества материала электрода, полученного под действием энергии разряда, на заднюю поверхность, причем разрядный электрод получен формованием порошка металла, порошка металлического соединения, порошка керамического материала или порошка из их смеси, при этом режущая кромка, обеспеченная покрытием, выступает наружу от кромки основного элемента, представляющей собой поперечную реберную линию между передней поверхностью и задней поверхностью, к дистальной концевой стороне режущей кромки лезвия, при этом угол режущей кромки составляет от 10° до 20° включительно.
[0006] В дополнение, второй аспект настоящего изобретения представляет режущий инструмент, содержащий вышеупомянутое покрытие, выполненное в виде режущего кромочного элемента.
Краткое описание чертежей
[0007]
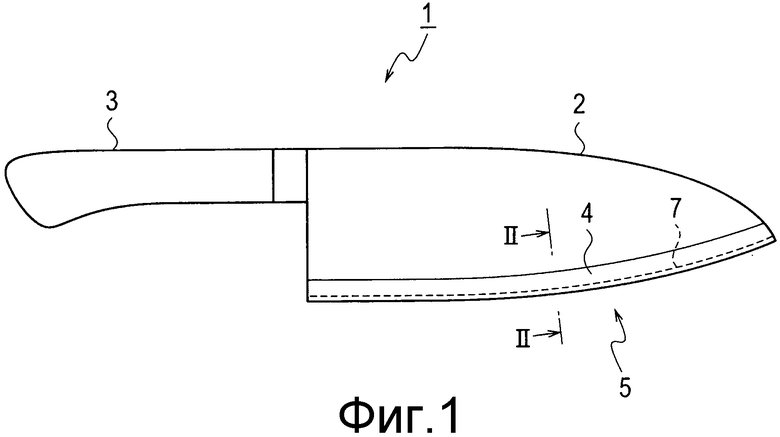
Фиг.1 представляет вид, показывающий общую конструкцию кухонного ножа двусторонней заточки, включающего режущую кромочную структуру согласно первому варианту осуществления настоящего изобретения.
Фиг.2 представляет увеличенный вид поперечного сечения, проведенного по линии II-II на фиг.1.
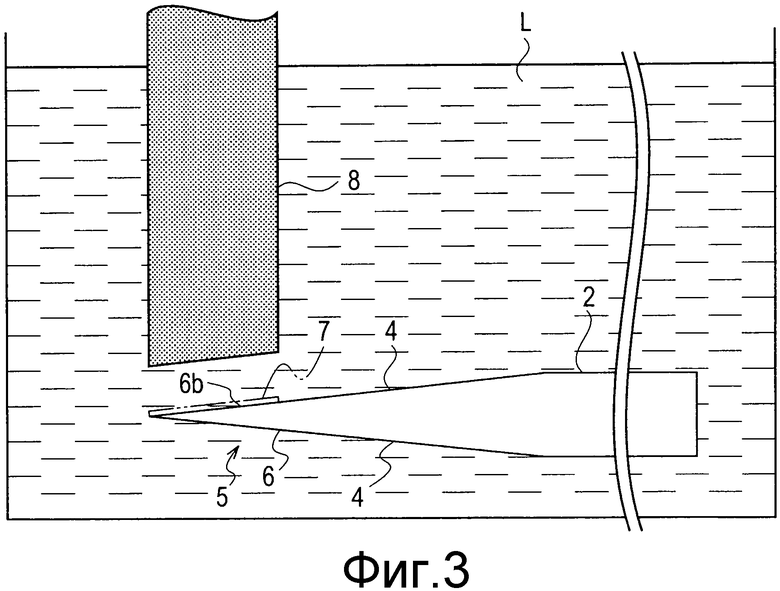
Фиг.3 представляет вид, поясняющий способ формирования покрытия на кухонном ноже по фиг.1 путем электроразрядной поверхностной обработки.
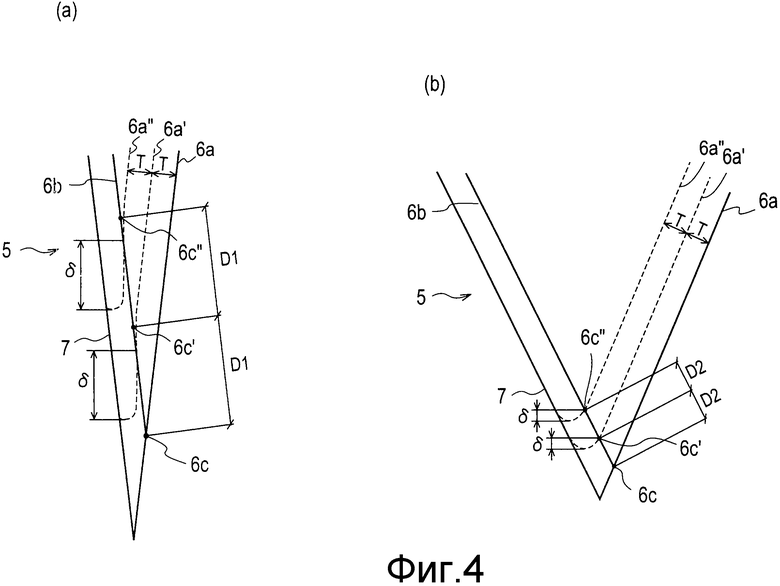
Фиг.4 представляет вид для пояснения влияния угла режущей кромки на соотношение между величиной смещения по мере стачивания кромки основного элемента и величиной выступа режущего кромочного элемента, при этом на фиг.4(a) показано соотношение между величиной смещения по мере стачивания кромки основного элемента и величиной выступа режущего кромочного элемента, когда угол режущей кромки является относительно малым, а на фиг.4(b) показано соотношение между величиной смещения по мере стачивания кромки основного элемента и величиной выступа режущего кромочного элемента, когда угол режущей кромки является относительно большим.
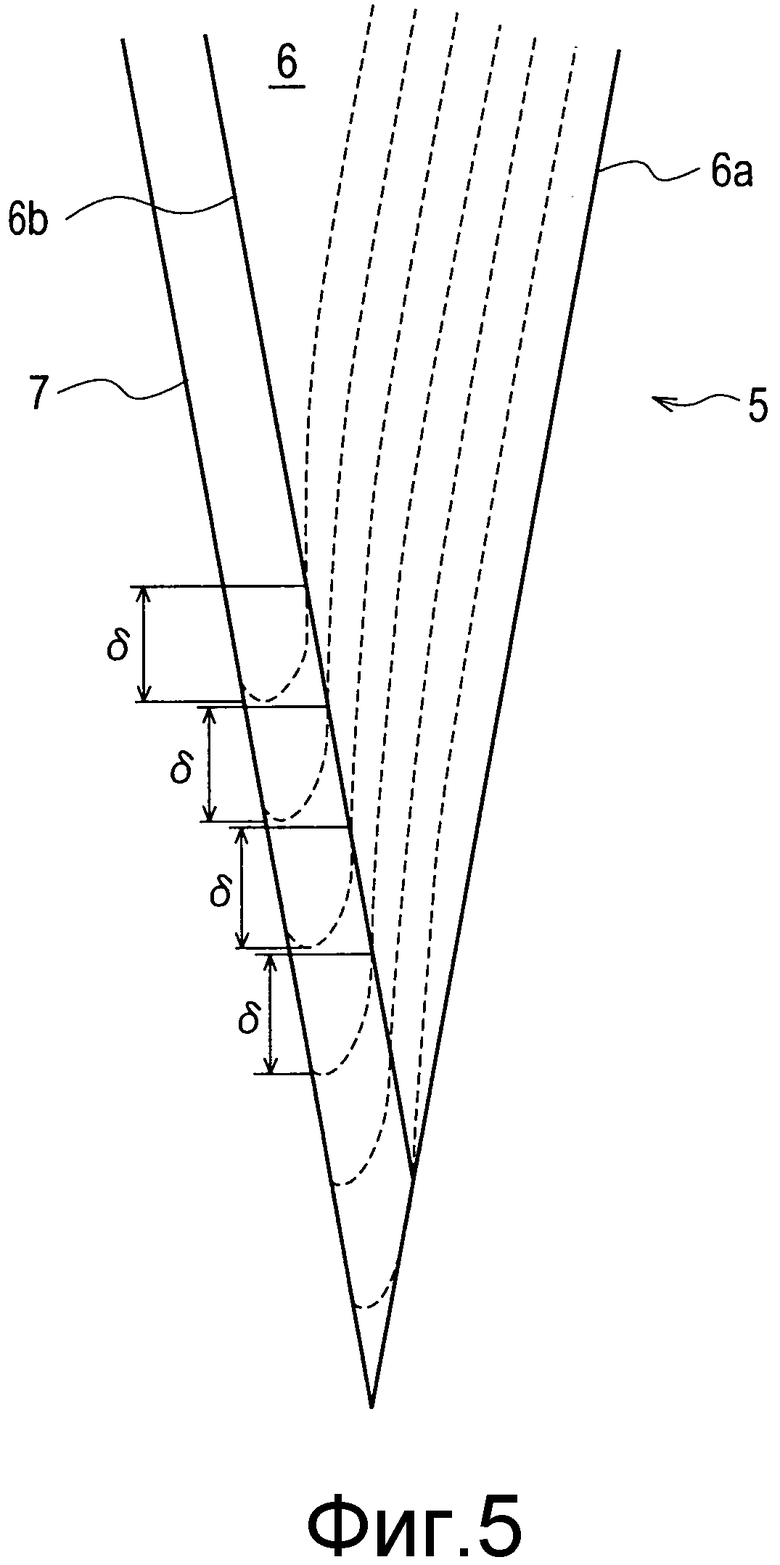
Фиг.5 представляет вид, показывающий состояние изменения формы поперечного сечения режущей кромочной части по мере развития износа.
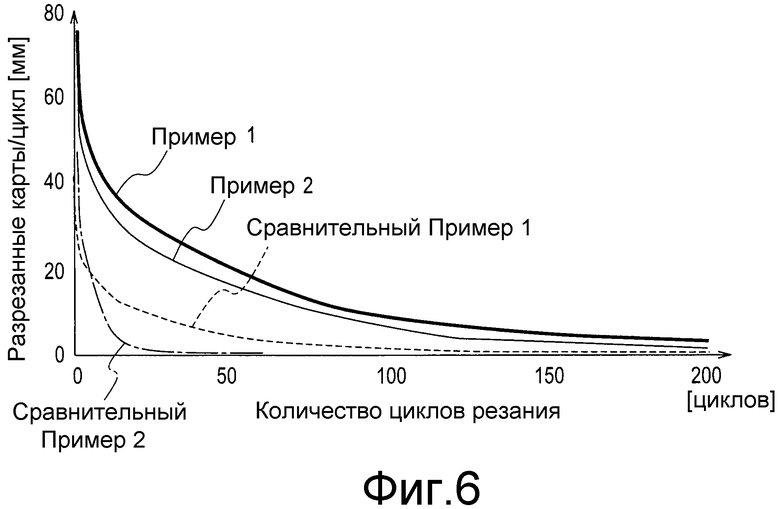
Фиг.6 представляет график, показывающий результаты испытаний остроты, проведенных с использованием кухонных ножей, включающих режущую кромочную структуру согласно первому варианту осуществления настоящего изобретения.
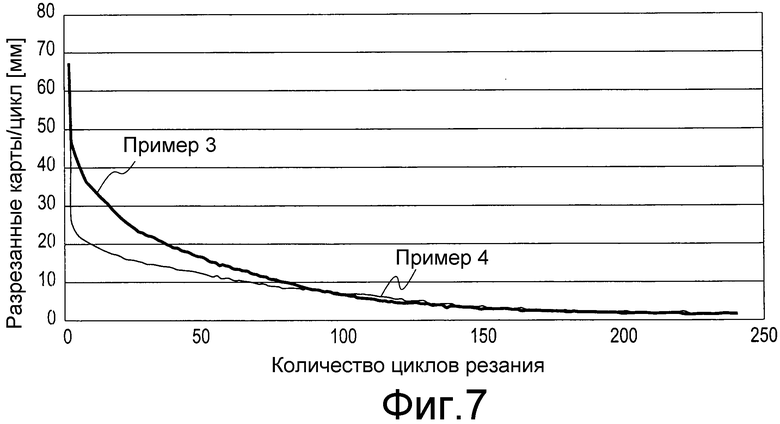
Фиг.7 представляет график, показывающий результаты испытаний остроты, проведенных с использованием кухонных ножей, имеющих различные значения твердости основного элемента для режущих кромочных частей.
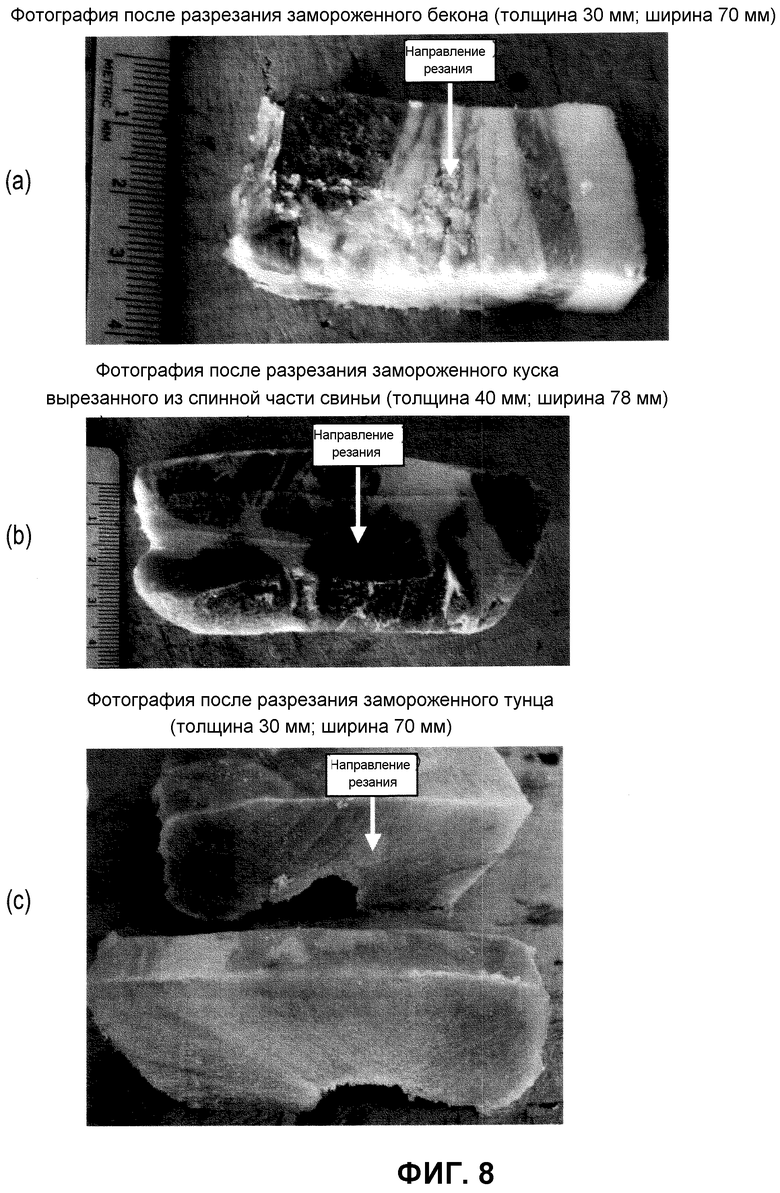
Фиг.8 представляет вид, показывающий разрезы, когда испытания остроты выполняются на замороженных пищевых продуктах с использованием кухонного ножа, включающего режущую кромочную структуру согласно первому варианту осуществления настоящего изобретения, при этом на фиг.8(a) показана фотография разреза замороженного бекона, на фиг.8(b) показана фотография разреза замороженного куска, вырезанного из спинной части свиньи, и на фиг.8(c) показана фотография разреза замороженного тунца.
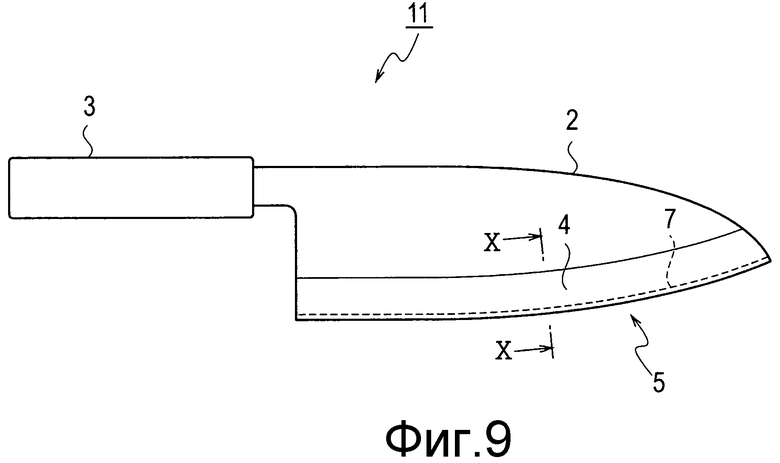
Фиг.9 представляет вид, показывающий общую конструкцию кухонного ножа односторонней заточки, включающего режущую кромочную структуру согласно второму варианту осуществления настоящего изобретения.
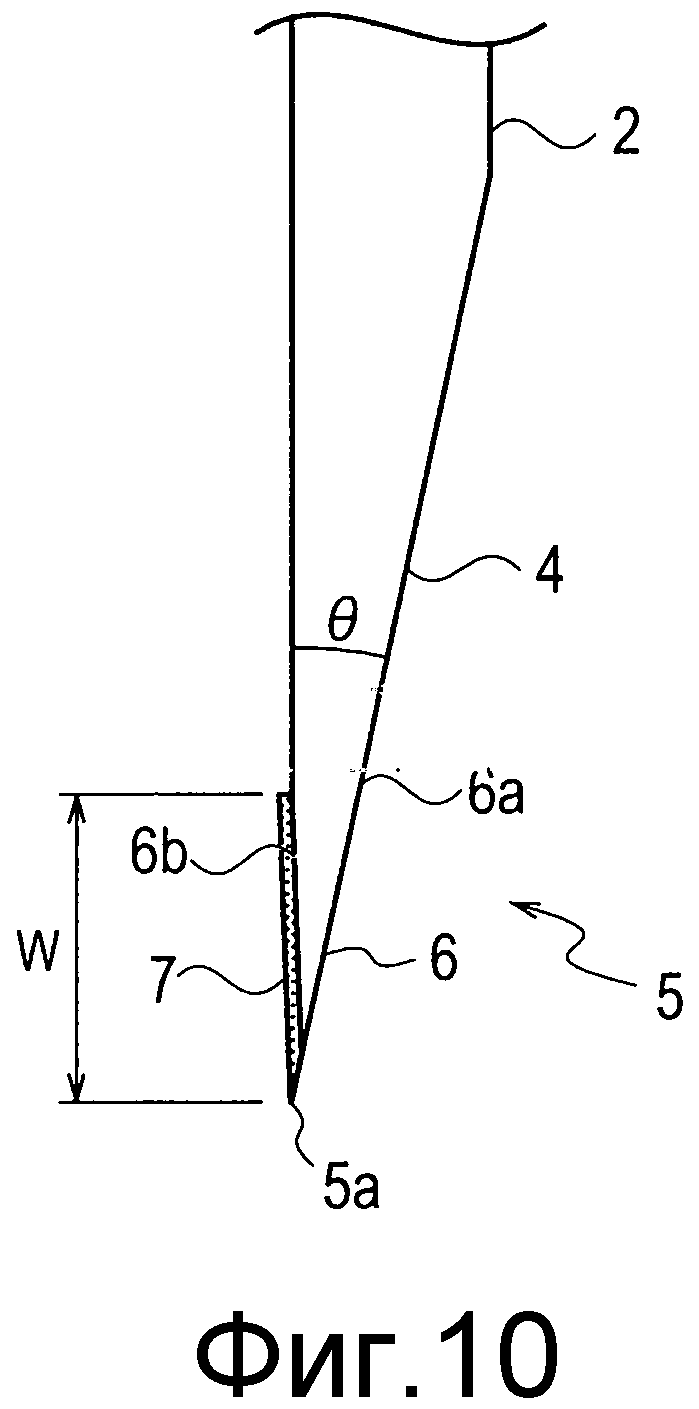
Фиг.10 представляет увеличенный вид поперечного сечения, проведенного по линии X-X на фиг.9.
Описание вариантов осуществления изобретения
[0008] Предпочтительные варианты осуществления настоящего изобретения будут описаны ниже с привлечением чертежей. Следует отметить, что техническая область настоящего изобретения должна быть определена на основе описания приложенной формулы изобретения, и поэтому не должна ограничиваться только нижеследующими вариантами осуществления. В описании чертежей одинаковые элементы обозначены одинаковыми ссылочными позициями, и повторное объяснение будет опущено. Также следует отметить, что размерные пропорции на чертежах могут быть увеличены для удобства разъяснения и могут отличаться от фактических пропорций.
[0009] Более того, в этом описании режущий инструмент представляет общий термин для инструмента, предназначенного для резания, разделки или обрезки объекта с помощью структуры, называемой лезвием. Режущий инструмент может включать кухонные ножи, скальпели, когатаны, бритвы, граверные штихели, серпы, стамески, лезвия рубанков, и тому подобные. Кухонные ножи могут включать японский кухонный нож, такой как деба-бочо, усуба бочо, накири бочо, евшими бочо, сантоку бочо, миороши хочо или фунаюки хочо, и западный кухонный нож, такой как нож шеф-повара, нож для очистки овощей, нож для хлеба, суджибики хочо, нож для нарезания мяса, нож для резки тонкими слоями, секач, нож для обвалки мяса или нож для нарезки филе.
[0010] [Первый вариант осуществления изобретения]
Режущий инструмент, включающий режущую кромочную структуру согласно первому варианту осуществления настоящего изобретения, будет описан со ссылкой на фиг.1-5.
[0011] Режущий инструмент согласно варианту осуществления представляет собой кухонный нож 1 двусторонней заточки. Как показано на фиг.1, кухонный нож 1 включает лезвие 2 и рукоятку 3, присоединенную к основной части лезвия 2. На двух поверхностях лезвия 2 выполнены кромки 4.
[0012] Лезвие 2 выполнено из нержавеющей стали, которая имеет превосходную устойчивость к коррозии. Нержавеющая сталь может включать нержавеющую сталь для лезвий, молибден-ванадиевую сталь, сталь на основе сплава кобальта, сталь VG10 (производимую фирмой Takefu Special Steel Co., Ltd.), и тому подобные. Кроме нержавеющей стали, лезвие 2 может быть выполнено из такой стали, как сталь Aogami (производимая фирмой Hitachi Metals, Ltd.), сталь Shirogami (производимая фирмой Hitachi Metals, Ltd.), инструментальная сталь (сталь SK, как определяемая Японским Промышленным Стандартом (JIS)), или хромомолибденовая сталь, материал, образованный присоединением любого из вышеупомянутых стальных материалов к мягкой железной основе, порошковая сталь, композитный материал, титан, и тому подобные.
[0013] Рукоятка 3 выполнена из пластика, древесины или фанеры, и прикреплена к лезвию 2 с помощью заклепок или на клею. Здесь рукоятка 3 может быть выполнена за одно целое с лезвием 2, или же закреплена на лезвии 2 с возможностью разборки.
[0014] Фиг.2 представляет вид, показывающий поперечное сечение, которое проведено перпендикулярно режущей кромке 5a режущей кромочной части 5, которая представляет собой область вблизи режущей кромки лезвия 2.
Как показано на фиг.2, режущая кромочная часть 5 включает основной элемент 6, имеющий переднюю поверхность 6a (первую поверхность) и заднюю поверхность 6b (вторую поверхность), и режущий кромочный элемент 7, поддерживаемый основным элементом 6. В этом варианте осуществления основной элемент 6 выполнен из такой же нержавеющей стали, как лезвие 2. Вместо этого, основной элемент 6 режущей кромочной части 5 может быть выполнен из материала, отличающегося от корпусной части лезвия 2.
[0015] Режущий кромочный элемент 7 включает покрытие 7, имеющее более высокую твердость, чем твердость основного элемента 6, которое образовано в полосообразной области вблизи режущей кромки 5a на задней поверхности 6b основного элемента 6 путем электроразрядной поверхностной обработки.
[0016] Электроразрядная поверхностная обработка представляет собой обработку поверхности, в которой между разрядным электродом и заготовкой (исходным материалом) создают электрический разряд в технологической жидкости, такой как электроизоляционное масло, или в воздухе, и энергию разряда из него используют для формирования на обрабатываемой поверхности заготовки износоустойчивого покрытия, выполненного из материала электрода или прореагировавшего вещества материала электрода, полученного под действием энергии разряда.
[0017] В этом варианте осуществления, как показано на фиг.3, покрытие 7, образованное с неровностями на поверхности, образуется следующим образом: используют стержнеобразный разрядный электрод 8, имеющий ширину на рабочем конце, по существу соответствующую ширине области для формирования покрытия на задней поверхности 6b основного элемента 6, и создают импульсный разряд между разрядным электродом 8 и задней поверхностью 6b основного элемента 6, при этом режущую кромочную часть 5 перемещают относительно разрядного электрода 8 в электроизоляционной технологической жидкости L; и составляющий материал разрядного электрода 8 или прореагировавшее вещество составляющего материала осаждают на заднюю поверхность 6b основного элемента 6 с использованием энергии разряда. Когда вместо стержнеобразного разрядного электрода 8 используют разрядный электрод (не показан), имеющий форму, которая соответствует форме режущей кромочной части 5 лезвия 2, лезвие 2 можно не перемещать относительно такого разрядного электрода.
[0018] Здесь разрядный электрод 8 представляет собой электрод в виде неспеченной порошковой заготовки (в том числе электрод в виде неспеченной порошковой заготовки, подвергнутый термической обработке), образованный формованием под давлением или инжекционным формованием порошка металла, порошка металлического соединения, порошка керамического материала, или порошка из смеси многочисленных типов из этих материалов. Разрядный электрод 8 также может быть образован формованием посредством шликерного литья, напылительным формованием и так далее.
[0019] Вышеупомянутые металл, металлическое соединение или керамический материал могут включать титан (Ti), кремний (Si), кубический нитрид бора (cBN), карбид титана (TiC), нитрид титана (TiN), нитрид титана-алюминия (TiAlN), борид титана (TiB), диборид титана (TiB2), карбид вольфрама (WC), карбид хрома (Cr3C2), карбид кремния (SiC), карбид циркония (ZrC), карбид ванадия (VC), карбид бора (B4C), нитрид кремния (Si3N4), стабилизированный оксид циркония (ZrO2-Y), оксид алюминия (Al2O3), и тому подобные.
[0020] В отношении разрядного электрода, образованного формованием под давлением порошковой смеси, разрядному электроду может быть придана надлежащая электрическая проводимость правильным регулированием добавляемого количества электропроводного материала. Между тем, что касается разрядного электрода, образованного формованием под давлением порошка керамического материала, разрядному электроду может быть обеспечена надлежащая электрическая проводимость с использованием в качестве сырьевого материала керамического порошка, имеющего поверхности, покрытые электропроводным материалом.
[0021] Кроме того, разрядный электрод 8 может быть образован формованием под давлением порошка из такого материала, как Si или Ti, который может легко образовывать карбид, или может быть образован из металлического кремния (кристаллического Si). В таком случае, когда электрический разряд генерируется в технологическом масле, содержащем углеводород, такой как керосин, материал электрода реагирует под действием энергии разряда, и прореагировавшее вещество (такое как SiC или TiC) осаждается на поверхности основного элемента 6 и образует покрытие 7.
[0022] Условия разряда при импульсных разрядах в электроразрядной поверхностной обработке могут быть надлежащим образом настроены в зависимости от сырьевого материала разрядного электрода 8, качества основного элемента 6, толщины покрытия 7, шероховатости поверхности покрытия 7, и так далее. Обычно максимальный ток устанавливают на уровень в диапазоне от 1 А до 30 А, включительно, и ширину импульсов настраивают в диапазоне от 1 мксек до 20 мксек, включительно. Здесь условия разряда предпочтительно корректируют на максимальный ток от 5 А до 20 А, включительно, и ширину импульсов от 2 мксек до 20 мксек, включительно, чтобы повысить прочность адгезии покрытия 7, в то же время подавляя повреждения основного элемента 6. При этом условия разряда для создания покрытия 7 с заданной шероховатостью поверхности могут быть надлежащим образом настроены в соответствии с методом, описанным, например, в публикации заявки на патент Японии №2008-264116.
[0023] В этом варианте осуществления шероховатость Ra поверхности покрытия 7 настраивают равной или превышающей 0,8 мкм, или предпочтительно равной или большей, чем 1,0 мкм. Если шероховатость поверхности покрытия 7 составляет менее 0,8 мкм, то затруднительно сформировать рифленые неровности на режущей кромке 5a кухонного ножа 1. Шероховатость Ra поверхности представляет собой среднее арифметическое значение шероховатости, как определено в Японском Промышленном Стандарте (JIS-B-0601: 2001).
[0024] Режущую кромочную часть 5 в этом варианте осуществления образуют следующим образом: на задней поверхности 6b основного элемента 6 с помощью электроразрядной поверхностной обработки образуют покрытие 7 с неровностями, путем осаждения составляющего материала разрядного электрода 8 или прореагировавшего вещества составляющего материала; и после этого поверхность режущей кромочной части 5 (передняя поверхность 6а основного элемента 6 и поверхность на передней стороне покрытия 7 (на правой стороне на фиг.2 или нижней стороне на фиг.3)) затачивают с использованием алмазного точильного камня и тому подобного. Таким образом образуют кромку покрытия 7, выступающую от кромки основного элемента 6 (поперечная реберная линия между передней поверхностью 6a и задней поверхностью 6b) к дистальной концевой стороне режущей кромочной части 5 (к дистальной концевой стороне режущей кромки), и тем самым покрытие 7 действует как режущий кромочный элемент.
[0025] В этом варианте осуществления ширину «w» покрытия 7 устанавливают на значение от 1 мм до 10 мм, включительно, или предпочтительно от 3 мм до 5 мм, включительно. Следует отметить, что ширина «w» покрытия 7 менее 1 мм ведет к снижению возможного числа переточек режущей кромочной части 5.
[0026] Кроме того, в этом варианте осуществления угол θ режущей кромки образуют составляющим от 10° до 20°, включительно. Если угол θ режущей кромки составляет менее 10°, то снижается жесткость режущей кромочной части, вследствие чего режущая кромочная часть легко изгибается, и применение может быть затруднительным. Когда угол θ режущей кромки составляет более 20°, то затруднительно поддерживать остроту кухонного ножа 1 в совершенном состоянии. Угол θ режущей кромки более предпочтительно устанавливают на значение от 10° до 15°, включительно, и еще более предпочтительно от 10° до 12°, включительно. Даже малое усилие может оказывать сильное расклинивающее действие, когда угол θ режущей кромки является равным или меньшим 15°, или может оказывать даже большее расклинивающее действие, когда угол θ режущей кромки является равным или меньшим 12°. Таким образом, можно дополнительно снизить усилие, требуемое для разрезания в случае резки замороженных пищевых продуктов, без частичного оттаивания замороженных пищевых продуктов, как будет описано ниже. Здесь угол θ режущей кромки может быть меньше 10°, когда кухонный нож 1 используют исключительно для разрезаемых объектов, которые могут быть разрезаны даже с небольшим нажимом.
[0027] В этом описании угол θ режущей кромки представляет собой угол на режущей кромочной части 5, определяемый передней поверхностью 6a основного элемента 6 и задней поверхностью 6b основного элемента 6 (или самой наружной поверхностью покрытия 7). Когда передняя поверхность 6а основного элемента 6 и задняя поверхность 6b основного элемента 6 (или самая наружная поверхность покрытия 7) образованы с изогнутыми поверхностями, какие можно найти на выпукло-заточенном лезвии или тому подобном, то угол θ режущей кромки представляет собой угол, определяемый плоскостью, касательной к передней поверхности 6a на передней концевой кромке передней поверхности 6а основного элемента 6, и плоскостью, касательной к задней поверхности 6b (или самой наружной поверхности покрытия 7) на передней концевой кромке задней поверхности 6b основного элемента 6 (или самой наружной поверхности покрытия 7). При этом меньшее лезвие (коба) может быть выполнено на дистальном конце режущей кромочной части 5. В этом случае угол θ режущей кромки представляет собой угол, определяемый плоскостью, касательной к передней поверхности 6a основного элемента 6 на линии продольного ребра между передней поверхностью 6a основного элемента 6 и поверхностью лезвия на передней стороне меньшего лезвия (коба), и плоскостью, касательной к задней поверхности 6b основного элемента 6 (или самой наружной поверхности покрытия 7) на поперечной реберной линии между задней поверхностью 6b основного элемента 6 (или самой наружной поверхности покрытия 7) и поверхностью лезвия на задней стороне меньшего лезвия (коба).
[0028] Кроме того, в кухонном ноже 1 согласно этому варианту осуществления твердость основного элемента 6 устанавливают на уровне от HRC 27 до HRC 60, включительно, в единицах твердости по Роквеллу.
[0029] Далее будут описаны действие и эффект этого варианта осуществления.
[0030] В основном, угол θ режущей кромки представляет собой один из важнейших факторов, наряду с шероховатой формой режущей кромки 5a и ее твердостью, который обусловливает остроту режущего инструмента. В частности, величина угла θ режущей кромки определяет расклинивающее действие, которое содействует разделению, когда режущим инструментом режут разрезаемый объект.
[0031] Однако для режущей кромочной части 5 при использовании покрытия 7 в качестве режущего кромочного элемента, или для режущего инструмента, с режущей кромочной частью 5, угол θ режущей кромки является более чем просто фактором, который обусловливает расклинивающее действие. Более конкретно, угол θ режущей кромки является основным фактором, который определяет режим изменения формы поперечного сечения режущей кромочной части по мере развития износа режущей кромочной части 5. То есть, как показано на фиг.4, по мере перемещения положения передней поверхности 6а основного элемента 6 в положения, обозначенные в чертеже как 6a' и 6a'', вследствие развития износа режущей кромочной части 5, положение передней концевой кромки 6c передней поверхности 6a постепенно смещается по мере стачивания до положений, обозначенных в чертеже как 6c' и 6c''. Здесь, когда угол θ режущей кромки является относительно малым, величина D1 смещения по мере стачивания передней концевой кромки 6c сравнительно с величиной T износа передней поверхности 6a основного элемента 6 становится относительно большей, как показано на фиг.4(a). Соответственно этому, величина δ выступа режущего кромочного элемента 7 может быть слишком большой, вследствие чего режущий кромочный элемент 7 может утратить прочность и привести к зазубренной кромке и тому подобному. Эта проблема ведет к увеличению числа циклов затачивания режущей кромочной части 5 и, в конечном счете, к более короткому сроку службы кухонного ножа 1. С другой стороны, когда угол θ режущей кромки является относительно большим, величина D2 смещения по мере стачивания передней концевой кромки 6c относительно величины T износа передней поверхности 6a основного элемента 6 становится относительно меньшей, как показано на фиг.4(b). Соответственно, величина δ выступа режущего кромочного элемента 7 склонна быть слишком малой, вследствие чего острота режущего инструмента может ухудшиться.
[0032] Соответственно кухонному ножу 1 в этом варианте осуществления, угол θ режущей кромки в режущей кромочной части 5 образуют от 10° до 20°, включительно. По этой причине, хотя имеется разрыв между скоростью смещения по мере стачивания на кромке режущего кромочного элемента 7 вследствие износа режущего кромочного элемента 7, и скоростью смещения по мере стачивания на кромке основного элемента 6 вследствие износа основного элемента 6, на исходном этапе после начала применения (период первоначального износа), скорость смещения по мере стачивания на кромке режущего кромочного элемента 7 вследствие износа режущего кромочного элемента 7 и скорость смещения по мере стачивания кромки основного элемента 6 вследствие износа основного элемента 6 достигают равновесия, когда величина 5 выступа режущего кромочного элемента 7 становится оптимальной (после истечения периода первоначального износа), когда износ развивается до некоторой степени. Соответственно, даже когда износ прогрессирует и дальше, величина δ выступа режущего кромочного элемента 7 поддерживается на оптимальном уровне, как показано на фиг.5, и острота кухонного ножа 1 сохраняется в совершенном состоянии. Более того, поскольку величина δ выступа режущего кромочного элемента 7 поддерживается на оптимальном уровне, как описано выше, можно подавить возникновение зазубрин на кромке или тому подобных, в то же время обеспечивая прочность и жесткость кромки режущего кромочного элемента 7. Таким образом количество циклов заточки режущей кромочной части 5 сокращается, и срок службы кухонного ножа увеличивается.
[0033] В этом описании величина δ выступа режущего кромочного элемента 7 означает длину от поперечной реберной линии между передней поверхностью 6a и задней поверхностью 6b основного элемента 6 до дистального конца режущего кромочного элемента 7. В состоянии по истечении периода первоначального износа, где режущая кромочная часть 5 стачивается до некоторой степени, величина 5 выступа означает длину от края границы раздела между основным элементом 6 и покрытием 7 до дистального конца режущего кромочного элемента 7.
[0034] Для оценки остроты кухонных ножей 1 в этом варианте осуществления были проведены испытания остроты в соответствии с методом, определенным как Международный Стандарт (ISO8442.5) с использованием кухонного ножа 1 (Пример 1) с углом θ режущей кромки, образованным с величиной 10°, и кухонного ножа 1 (Пример 2) с углом θ режущей кромки, образованным с величиной 20°, в соответствии с этим вариантом осуществления, кухонного ножа (Сравнительный Пример 1) с углом θ режущей кромки, образованным с величиной 40°, и кухонного ножа (Сравнительный Пример 2) с углом θ режущей кромки, образованным с величиной 20°, но не снабженного режущим кромочным элементом (покрытием) 7. В качестве испытательного оборудования использовали испытательную машину для резания, изготовленную фирмой CATRA. Что касается условий испытания, испытательная нагрузка была настроена на 50 Н, ход был установлен на 40 мм, скорость перемещения была настроена на 50 мм/сек, и в качестве разрезаемого объекта использовали бумагу, содержащую 5% кремнезема. Полученные результаты показаны на фиг.6. Следует отметить, что горизонтальная ось на фиг.6 обозначает количество циклов испытания, а вертикальная ось обозначает количество разрезанных листов за цикл. При этом на фиг.6 толстая сплошная линия обозначает Пример 1, тонкая сплошная линия обозначает Пример 2, пунктирная линия обозначает Сравнительный Пример 1, и штрих-точечная линия обозначает Сравнительный Пример 2, соответственно.
[0035] В Сравнительном Примере 1 на фиг.6 скорость снижения числа разрезанных листов на цикл становится меньшей (подавляется ухудшение остроты) после числа испытательных циклов, достигающих примерно 5 циклов. Однако, количество разрезанных листов на цикл падает приблизительно до двух листов за 100 циклов. С другой стороны, в Примере 1 и Примере 2 скорости снижения числа разрезанных листов на цикл становятся меньшими (подавляется ухудшение остроты) после числа испытательных циклов, достигающего около 10 циклов, и числа разрезанных листов на цикл сохраняются после этого на относительно высоких уровнях (от около 3 до 4 раз выше, чем в Сравнительном Примере 1) до достижения около 150 циклов. Другими словами, подтверждено, что Пример 1 и Пример 2 согласно этому варианту осуществления могут сохранять более высокую остроту в течение более длительного периода после истечения периода первоначального износа, по сравнению со Сравнительным Примером 1.
[0036] Хотя Сравнительный Пример 2 имеет угол θ режущей кромки 20°, количество разрезанных листов на цикл падает до около 2 листов, когда количество испытательных циклов достигает около 20 циклов. С другой стороны. Пример 2 сохраняет количество разрезанных листов на цикл примерно в 10 дольше, чем в Сравнительном примере 2, на протяжении всех циклов. Тем самым подтверждено, что кухонный нож 1 в этом варианте осуществления значительно улучшает остроту созданием покрытия (режущего кромочного элемента) 7 на одной из поверхностей основного элемента 6 на режущей кромочной части 5.
[0037] Между тем, когда угол 6 режущей кромки обычного кухонного ножа установлен на величину, равную и меньшую 20°, кухонный нож утрачивал бы жесткость в режущей кромочной части, и это приводило бы к зазубренной кромке или ускоренному износу на кромке режущей кромочной части, тем самым создавая ту проблему, что, например, режущее лезвие требует заточки с короткими интервалами. В вышеописанных испытаниях ухудшение остроты в Сравнительном Примере 2, наблюдаемое вскоре после начала испытания, по-видимому, обусловлено этими факторами. Результатами вышеописанных испытаний остроты также подтверждено, что структура режущей кромочной части 5 в этом варианте осуществления может обеспечивать достаточную жесткость и прочность режущей кромочной части 5.
[0038] Между тем, для режущей кромочной части 5 с использованием покрытия 7 в качестве режущего кромочного элемента, или для режущего инструмента, снабженного режущей кромочной частью 5, твердость основного элемента 6 является более чем просто фактором, который обусловливает остроту режущего инструмента, количество циклов заточки, тенденцию к образованию зазубренной кромки, и так далее. Более конкретно, твердость основного элемента 6 является основным фактором вслед за вышеупомянутым углом θ режущей кромки, который определяет режим изменения формы поперечного сечения режущей кромочной части по мере развития износа режущей кромочной части 5. То есть, если основной элемент 6 является слишком твердым, то кромка основного элемента 6 смещается по мере стачивания меньше, чем режущий кромочный элемент 7, и величина δ выступа режущего кромочного элемента 7 становится слишком малой. Тем самым острота режущего инструмента ухудшается. С другой стороны, если основной элемент 6 является слишком мягким, кромка основного элемента 6 смещается по мере стачивания больше, чем режущий кромочный элемент 7, и величина δ выступа режущего кромочного элемента 7 становится слишком большой. Тем самым режущий кромочный элемент 7 может утратить прочность и, как следствие, обусловить зазубренную кромку и тому подобное. Эта проблема ведет к увеличению числа циклов заточки режущей кромочной части 5 и в конечном итоге к сокращению срока службы кухонного ножа 1.
[0039] Согласно кухонному ножу 1 в этом варианте осуществления, твердость основного элемента 6 устанавливают на значение от HRC 27 до HRC 60, включительно. Поэтому скорость износа основного элемента 6 относительно скорости износа режущего кромочного элемента 7 сохраняется на уровне надлежащего значения по истечении периода первоначального износа, соответственно чему величина δ выступа режущего кромочного элемента 7 всегда поддерживается при оптимальном значении по мере развития износа. Тем самым острота кухонного ножа 1 сохраняется в совершенном состоянии. Таким образом, количество циклов заточки режущей кромочной части 5 сокращается, и срок службы кухонного ножа 1 удлиняется. Здесь твердость основного элемента 6 более предпочтительно устанавливают на значение от HRC 40 до HRC 50, включительно.
[0040] Чтобы оценить соотношение между остротой кухонного ножа 1 и твердостью основного элемента 6, были проведены испытания остроты в соответствии с методом, определенным как Международный Стандарт (ISO8442.5) применением кухонного ножа 1 (Пример 3) с использованием закаленной нержавеющей стали (твердость HRC 60) в качестве основного элемента 6 и имеющим угол θ режущей кромки 20°, и кухонного ножа (Пример 4) с использованием нержавеющей стали без подвергания процессу закалки (твердость HRC 27) в качестве основного элемента 6, и имеющим угол θ режущей кромки 20°. Использованные для этого испытательная установка и условия испытаний подобны тем, которые были применены в вышеописанных испытаниях остроты, проведенных для Примера 1 и Примера 2. Полученные результаты показаны на фиг.7. Следует отметить, что горизонтальная ось на фиг.7 обозначает количество циклов испытания, а вертикальная ось количество разрезанных листов за цикл. При этом на фиг.7 толстая сплошная линия обозначает Пример 3, а тонкая сплошная линия обозначает Пример 4, соответственно.
[0041] Как показано на фиг.7, Пример 3 с более высокой твердостью достигает большего числа разрезанных листов на цикл (имеет более высокую остроту), чем Пример 4, в периоде первоначального износа на исходном этапе после начала испытаний. Тем не менее, числа разрезанных листов на цикл для обоих примеров выравниваются после числа испытательных циклов, достигающих около 100 циклов, и этим подтверждается, что как Пример 3, так и Пример 4 после этого сохраняют почти одинаковую степень высокой остроты. Другими словами, подтверждено, что совершенная острота может сохраняться в течение длительного времени после истечения периода первоначального износа, когда твердость основного элемента 6 установлена на значение в диапазоне от HRC 27 до HRC 60, включительно. При этом количество разрезанных листов на цикл в Примере 4 является немного большим, чем количество разрезанных листов на цикл в Примере 3, после числа испытательных циклов, достигающих около 100 циклов. По-видимому, это обусловливается тем, что твердость основного элемента в Примере 4 является меньшей, чем твердость в Примере 3, и поэтому величина δ выступа режущего кромочного элемента 7 является большей, и режущая кромка является острее в Примере 4 по сравнению с Примером 3.
[0042] Кроме того, в этом варианте осуществления покрытие 7 образовано в полосообразной области, имеющей ширину, равную или превышающую 1 мм от края режущей кромочной части 5 (режущей кромки 5a) (в диапазоне от 1 мм или выше от режущей кромки 5a) на задней поверхности 6b основного элемента 6. Как следствие, износ задней поверхности 6b основного элемента 6 в режущей части 5 в значительной мере подавляется. Соответственно, жесткость и прочность режущей кромочной части 5 может быть обеспечена в достаточной степени, даже когда износ прогрессирует на передней поверхности 6а основного элемента 6. Здесь толщина покрытия 7 равна около 15 мкм.
[0043] При этом, в этом варианте осуществления, режущий кромочный элемент 7 включает покрытие 7, которое образовано электроразрядной поверхностной обработкой. Более того, покрытие 7 образовано как градиентный слой сплава, в котором содержание сырьевого материала основного элемента постепенно возрастает от самой наружной поверхности в сторону поверхности раздела с основным элементом. Твердость распределяется в градиентном режиме таким образом, что становится наивысшей на самой наружной поверхности (твердость на самой наружной поверхности покрытия 7 обычно составляет от около 1500 до 2500 в единицах микротвердости по Виккерсу), и становится наименьшей на поверхности раздела с основным элементом 6 (проявляя твердость, которая почти равна твердости основного элемента 6). Более конкретно, на краевой части покрытия 7 скорость износа в области рядом с самой наружной поверхностью является наименьшей, тогда как скорость износа в области вблизи поверхности раздела с основным элементом 6 является наибольшей. Соответственно, кромка покрытия 7 проявляет состояние, в котором сторона самой наружной поверхности градиентного слоя сплава выступает больше всего в сторону дистальной концевой стороны режущей кромки, когда износ режущей кромочной части 5 развивается до некоторой степени по истечении периода первоначального износа, и слой на стороне самой наружной поверхности этого покрытия 7 образует острый режущий край режущей кромочной части 5.
[0044] Кроме того, на покрытии 7 образованы тонкие неровности, и шероховатость Ra поверхности установлена равной или большей 8 мкм. Соответственно, шероховатость режущей кромки 5a всегда восстанавливается в зубчатой форме, имеющей неровности с размером, соответствующим шероховатости поверхности, по мере того, как краевая часть покрытия 7 стачивается, и слой на стороне самой наружной поверхности покрытия 7 выступает по существу в сторону дистального конца. Тем самым совершенная острота кухонного ножа 1 сохраняется в течение длительного периода времени.
[0045] В дополнение, кухонный нож 1 в этом варианте осуществления оказывается успешным в достижении неожиданного эффекта в том плане, что кухонный нож 1 может легко резать замороженные пищевые продукты, такие как замороженный рыбный пищевой продукт или замороженный мясной пищевой продукт, за короткое время без частичного оттаивания замороженного пищевого продукта.
[0046] Замороженный пищевой продукт аналогичен льду, содержащему волокна. Кухонный нож 1 в этом варианте осуществления может резать замороженный пищевой продукт благодаря: эффективному разрезанию волокон с использованием зубчатых неровностей, восстановленных на режущей кромке 5а по мере износа; и эффективному разрушению льда с сильным расклинивающим действием, приложенным при относительно малом угле θ режущей кромки от 10° до 20°, включительно. Соответственно, вышеупомянутый неожиданный эффект может быть, по-видимому, достигнут в результате синергического воздействия разрезания волокон с использованием зубчатых неровностей на режущей кромке 5a и сильного расклинивающего действия, приписываемого малому углу θ режущей кромки.
[0047] Чтобы оценить остроту кухонного ножа 1 при разрезании замороженного пищевого продукта, были проведены испытания остроты (испытания разрезания) с использованием кухонного ножа (Пример 5) двусторонней заточки, имеющего угол θ режущей кромки 20°, кухонного ножа (Пример 6) двусторонней заточки, имеющего угол 9 режущей кромки 15°, и кухонного ножа (Пример 7) двусторонней заточки, имеющего угол θ режущей кромки 10°. Сырьевой материал основного элемента 6 кухонных ножей согласно Примерам 5-7 представляет собой хромомолибденовую сталь (Cr13MoV) для режущих инструментов, которая имеет твердость HRC 50. Сырьевой материал покрытия 7 представляет собой TiC. Замороженный бекон (один из замороженных мясных пищевых продуктов), кусок, вырезанный из спинной части свиньи (один из замороженных мясных пищевых продуктов), и замороженный тунец (один из замороженных рыбных пищевых продуктов) были использованы как замороженные пищевые продукты, служащие в качестве разрезаемых объектов, и были испытаны средние значения времени, требуемого для разрезания этих объектов у семи средних домохозяек. Полученные результаты показаны в таблице 1.
[0048] Как показано в Таблице 1, в случае разрезания вышеупомянутых замороженных пищевых продуктов с использованием имеющегося в продаже на рынке стального кухонного ножа без частичного оттаивания замороженных пищевых продуктов, замороженный бекон требует примерно 5 секунд, кусок, вырезанный из спинной части свиньи, требует около 12 секунд, и замороженный тунец требует около 70 секунд. С другой стороны, подтверждено, что кухонные ножи 1 согласно описанным выше Примерам 5-7 могут значительно сократить время, необходимое для разрезания, и уменьшить усилие, требуемое для резки. В дополнение, также подтверждено, что Пример 6 с углом θ режущей кромки 15° показывает лучшую остроту, чем Пример 5 с углом θ режущей кромки 20°, и Пример 7 с углом θ режущей кромки 10° показывает даже лучшую остроту, чем Пример 6 с углом θ режущей кромки 15°.
[0049] Более того, все секции разрезов замороженных пищевых продуктов в испытания являются ровными, как показано в фиг.9(a), 9(b) и 9(c). Кухонный нож, выполненный из материала на основе железа, в основном склонен быть хрупким и создавать зазубренную кромку или тому подобную после разрезания замороженных пищевых продуктов. Однако кухонные ножи 1 Примеров 5-7 не вызывают зазубренных кромок, поскольку основные элементы являются вязкими благодаря низкой твердости. Этим подтверждается, что кухонные ножи 1 могут резать замороженные пищевые продукты без частичного оттаивания замороженных пищевых продуктов, в то же время сохраняя совершенное состояние режущих кромок.
[0050] [Второй вариант осуществления изобретения]
Режущий инструмент, включающий режущую кромочную структуру согласно второму варианту осуществления настоящего изобретения, будет описан со ссылкой на Фиг.9 и 10.
[0051] Режущий инструмент согласно этому варианту осуществления представляет собой кухонный нож 11 односторонней заточки. Кухонный нож 11 отличается от кухонного ножа 1 согласно первому варианту осуществления тем, что кромка 4 образована только на одной поверхности (стороне передней поверхности) режущей кромочной части 5, которая представляет собой область вблизи режущей кромки лезвия 2. Однако другие признаки (материалы, формы, способы изготовления и тому подобные лезвия 2, рукоятки 3, режущей кромочной части 5, основного элемента 6 и режущего кромочного элемента 7, а также угол θ режущей кромки) подобны признакам кухонного ножа 1.
[0052] Поэтому второй вариант осуществления также производит действие и эффект, подобные действию и эффекту первого варианта осуществления.
[0053] Хотя выше были описаны варианты осуществления настоящего изобретения, следует понимать, что эти варианты осуществления являются всего лишь примерами, описанными, чтобы упростить понимание настоящего изобретения, и что настоящее изобретение не ограничивается только этими вариантами осуществления. Техническая область настоящего изобретения не ограничивается только конкретными техническими объектами, раскрытыми в связи с вышеописанными вариантами осуществления, а охватывает разнообразные модификации, изменения, заменяющие способы и тому подобные, которые могут быть легко из них выведены. Например, режущий инструмент не ограничивается только кухонным ножом, но может быть также любым из скальпелей, когатан, бритв, граверных штихелей, серпов, стамесок, лезвий рубанков, и тому подобных, как упомянуто выше. Когда настоящее изобретение применяется к любому из этих режущих инструментов, покрытие 7 может быть образовано на одной поверхности основного элемента, составляющей режущую кромочную часть режущего инструмента, вышеописанной электроразрядной поверхностной обработкой, и затем поверхность режущей кромочной части на другой стороне поверхности с покрытием может быть заточена с образованием покрытия 7 таким образом, что кромка покрытия 7 выступает больше в сторону дистальной концевой стороны режущей кромочной части, чем кромка основного элемента, и что угол режущей кромки составляет от 10° до 20°, включительно.
[0054] Данная заявка испрашивает приоритет на основе заявки на патент Японии №2010-010451, поданной 20 января 2010 года, полное содержание которой включено сюда путем ссылки.
Промышленная применимость
[0055] Согласно настоящему изобретению, режущая кромочная структура способна сохранять совершенную остроту даже в течение длительного периода, и может быть получен режущий инструмент, включающий режущую кромочную структуру. Поэтому настоящее изобретение может быть полезно использовано в разнообразных вариантах применения, включающих кухонные ножи, скальпели, когатаны, бритвы, граверные штихели, серпы, стамески, лезвия рубанков, и тому подобные.
Список ссылочных позиций
[0056]
δ Величина выступа
θ Угол режущей кромки
D1 Степень смещения по мере стачивания
D2 Степень смещения по мере стачивания
L Технологическая жидкость
W Ширина
1 Кухонный нож
2 Лезвие
3 Рукоятка
4 Кромка
5 Режущая кромочная часть
5a Режущая кромка
6 Основной элемент
6a Передняя поверхность (первая поверхность)
6b Задняя поверхность (вторая поверхность)
6c Передняя концевая кромка
7 Покрытие (режущий кромочный элемент)
8 Разрядный электрод
11 Кухонный нож
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОЗАТАЧИВАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ С ТВЕРДЫМ ПОКРЫТИЕМ | 2003 |
|
RU2305623C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2455149C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С КОМПОЗИТНЫМ ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2013 |
|
RU2532582C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С CVD-ПОКРЫТИЕМ | 2017 |
|
RU2736039C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2766604C2 |
| ПОКРЫТИЕ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2001 |
|
RU2200209C2 |
| СНАБЖЕННЫЙ ПОКРЫТИЕМ РЕЖУЩИЙ ИНСТРУМЕНТ | 2014 |
|
RU2667187C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2766635C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2019 |
|
RU2769502C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2016 |
|
RU2710406C2 |
Изобретение относится к режущему инструменту с покрытием на режущей кромочной части. Покрытие на режущем инструменте выполнено в виде режущего кромочного элемента, при этом оно нанесено на заднюю поверхность (6b) основного элемента (6) кромочной части (5), представляющей собой область вблизи режущей кромки лезвия (2), причем упомянутое покрытие имеет более высокую твердость, чем основной элемент (6). Покрытие получено с использованием электрического разряда между упомянутой задней поверхностью (6b) и разрядным электродом для осаждения материала электрода или прореагировавшего вещества материала электрода, полученного под действием энергии разряда, на заднюю поверхность (6b). Разрядный электрод получен формованием порошка металла, порошка металлического соединения, порошка керамического материала или порошка из их смеси. Режущая кромка, обеспеченная покрытием, выступает наружу от кромки основного элемента (6), представляющей собой поперечную реберную линию между передней поверхностью (6а) и задней поверхностью (6b), к дистальной концевой стороне режущей кромки лезвия (2). Угол режущей кромки составляет от 10 до 20° включительно. На режущем инструменте обеспечивается покрытие, выполненное в виде кромочного элемента, способного поддерживать остроту даже после развития износа режущей кромочной части. 2 н. и 11 з.п. ф-лы, 10 ил., 1 табл., 7 пр.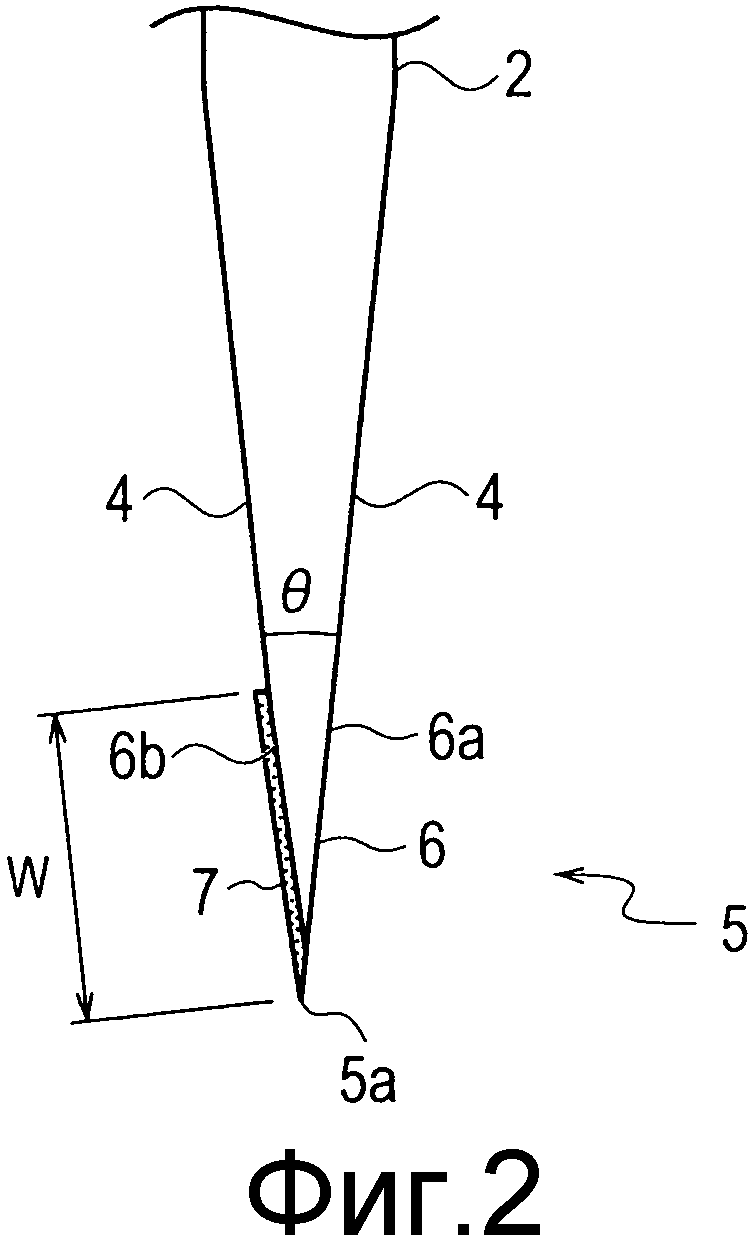
1. Покрытие на режущем инструменте, выполненное в виде режущего кромочного элемента, характеризующееся тем, что оно нанесено на заднюю поверхность (6b) основного элемента (6) кромочной части (5), представляющей собой область вблизи режущей кромки лезвия (2), причем упомянутое покрытие имеет более высокую твердость, чем основной элемент (6), при этом покрытие получено с использованием электрического разряда между упомянутой задней поверхностью (6b) и разрядным электродом для осаждения материала электрода или прореагировавшего вещества материала электрода, полученного под действием энергии разряда, на заднюю поверхность (6b), причем разрядный электрод получен формованием порошка металла, порошка металлического соединения, порошка керамического материала или порошка из их смеси, при этом режущая кромка, обеспеченная покрытием, выступает наружу от кромки основного элемента (6), представляющей собой поперечную реберную линию между передней поверхностью (6а) и задней поверхностью (6b), к дистальной концевой стороне режущей кромки лезвия (2), при этом угол режущей кромки составляет от 10 до 20° включительно.
2. Покрытие по п.1, характеризующееся тем, что твердость основного элемента (6) составляет от HRC 27 до HRC 60 включительно.
3. Покрытие по п.1 или 2, характеризующееся тем, что основной элемент (6) выполнен из любого из: нержавеющей стали, стали, порошковой стали, керамического материала и титана.
4. Покрытие по п.1 или 2, характеризующееся тем, что металл, металлическое соединение или керамический материал представляет собой титан (Ti), кремний (Si), кубический нитрид бора (cBN), карбид титана (TiC), нитрид титана (TiN), нитрид титана-алюминия (TiAlN), борид титана (TiB), диборид титана (TiB2), карбид вольфрама (WC), карбид хрома (Cr3C2), карбид кремния (SiC), карбид циркония (ZrC), карбид ванадия (VC), карбид бора (B4C), нитрид кремния (Si3N4), стабилизированный оксид циркония (ZrO2-Y) или оксид алюминия (Al2O3).
5. Покрытие по п.3, характеризующееся тем, что металл, металлическое соединение или керамический материал представляет собой титан (Ti), кремний (Si), кубический нитрид бора (cBN), карбид титана (TiC), нитрид титана (TiN), нитрид титана-алюминия (TiAlN), борид титана (TiB), диборид титана (TiB2), карбид вольфрама (WC), карбид хрома (Cr3C2), карбид кремния (SiC), карбид циркония (ZrC), карбид ванадия (VC), карбид бора (B4C), нитрид кремния (Si3N4), стабилизированный оксид циркония (ZrO2-Y), или оксид алюминия (Al2O3).
6. Покрытие по п.1 или 2, характеризующееся тем, что шероховатость Ra поверхности покрытия равна или превышает 0,8 мкм.
7. Покрытие по п.3, характеризующееся тем, что шероховатость Ra поверхности покрытия равна или превышает 0,8 мкм.
8. Покрытие по п.4, характеризующееся тем, что шероховатость Ra поверхности покрытия равна или превышает 0,8 мкм.
9. Покрытие по п.1 или 2, характеризующееся тем, что оно покрывает полосообразную область, расположенную на второй поверхности основного элемента (6) и имеющую ширину, равную или превышающую 1 мм от режущей кромки.
10. Покрытие по п.3, характеризующееся тем, что оно покрывает полосообразную область, расположенную на второй поверхности основного элемента (6) и имеющую ширину, равную или превышающую 1 мм от режущей кромки.
11. Покрытие по п.4, характеризующееся тем, что оно покрывает полосообразную область, расположенную на второй поверхности основного элемента (6) и имеющую ширину, равную или превышающую 1 мм от режущей кромки.
12. Покрытие по п.5, характеризующееся тем, что оно покрывает полосообразную область, расположенную на второй поверхности основного элемента (6) и имеющую ширину, равную или превышающую 1 мм от режущей кромки.
13. Режущий инструмент, содержащий покрытие, выполненное в виде режущего кромочного элемента, характеризующийся тем, что упомянутое покрытие выполнено по любому из пп.1-12.
| JP 2007109402 A, 06.11.2008 | |||
| СПОСОБ НАНЕСЕНИЯ ТВЕРДЫХ ПОКРЫТИЙ | 2000 |
|
RU2197556C2 |
| НОЖ ДЛЯ РЕЗАЛЬНОЙ МАШИНЫ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ РАЗДЕЛКИ ЛИСТОВОГО МАТЕРИАЛА, И СПОСОБ ЗАТОЧКИ НОЖА | 1990 |
|
RU2069147C1 |
| JP 11300534 A, 02.11.1999 | |||
| JP 1190386 A, 31.07.1989 | |||

