Изобретение касается непроницаемого для текучих сред контактного ввода через пластмассовый элемент, содержащего по меньшей мере один плоский контакт, который на залитой отдельной части имеет одно или несколько изменений поперечного сечения.
Такого рода непроницаемый для текучих сред контактный ввод известен из DE 10 2009058525 А1. У этого контактного ввода плоский контакт имеет по меньшей мере один участок с сужающимся по периметру в осевом направлении контуром поперечного сечения. После заливки плоский контакт в направлении своего сужения (сужений) сдвигается относительно заливки, благодаря чему пустоты по боковым поверхностям сужающегося контура закрываются, и так контактный ввод уплотняется по осевым участкам плоского контакта.
Пустоты, которые здесь уплотняются при смещении плоского контакта, возникают вследствие процессов усадки при охлаждении материала пластмассы. В частности, термопластичные материалы при охлаждении изменяют свою внутреннюю структуру, вследствие чего объем материала уменьшается. При этой последующей усадке возникает небольшой зазор относительно контакта, который уплотняется описанным образом. Впрочем, в сложных окружающих условиях, таких как высокие давления или температуры, достигаемая при этом плотность часто не является достаточной.
Критические окружающие условия имеют место, например, у штекерных соединителей, которые встроены в картерах коробок передач автомобилей. Такие штекерные соединители подвержены воздействию меняющихся и при этом также высоких разностей температур и должны выдерживать колебания, а также высокие давления масла. Для целей применения такого рода используются почти исключительно штекерные соединители с круглыми штифтами. Они чаще всего запрессовываются с приложением большого усилия в проходные отверстия пластмассового элемента, которые имеют меньший размер по сравнению с размером поперечного сечения круглых штифтов.
Такого рода метод оказался проблематичным при плоских контактах, так как прижимные усилия внутри проходного отверстия не симметрично действуют на поверхность штекерного контакта. Особенно трудным оказалось уплотнение в области продольных кромок плоского контакта, так как здесь направление нормали к поверхности дискретно изменяется. Это приводит к тому, что достаточная плотность в отношении масла штекерных соединителей с плоскими контактами картеров коробок передач в обычных диапазонах температур и давлений до сих пор была недостижима.
Задачей изобретения является создание такого штекерного соединителя, снабженного плоскими контактами, который при высоких давлениях и температурах, а также в большом диапазоне температур является непроницаемым для текучих сред, и, кроме того, обладает наибольшей возможной устойчивостью к вибрациям и химикатам.
Эта задача в соответствии с изобретением решается за счет того, что пластмассовый элемент состоит из безусадочного дуропласта, и продольные кромки по меньшей мере одного плоского контакта скруглены.
Решение задачи заключается, таким образом, в комбинации специально выбранного заливочного материала с особой формой плоского контакта. Оба признака вместе позволяют получить контактный ввод, который, по меньшей мере, является непроницаемым для текучих сред, и который для определенного диапазона давлений даже может быть выполнен газонепроницаемым.
Существенным является при этом, в первую очередь, применение дуропласта для заливки по меньшей мере одного плоского контакта. В противоположность обычно применяемым для литья под давлением термопластам, среди дуропластов находятся материалы, которые не уменьшают свой объем при затвердевании, а сохраняют или даже увеличивают. Для решаемой здесь задачи пригодными оказались безусадочные дуропласты, называемые также материалами «с нулевой усадкой», которые ни уменьшают, ни увеличивают свой объем. Такого рода материалы находятся, например, в группах веществ эпоксидных смол, фенольных смол или так называемых Bulk Moulding Compounds (ВМС) (объемных формовочных смесей). Применение безусадочного дуропласта позволяет заливать плоский контакт без наступления образования пустот при затвердевании заливочного материала.
Чтобы обеспечить равномерное соединение между дуропластом и плоским контактом, также предусмотрено скругление продольных кромок по меньшей мере одного плоского контакта.
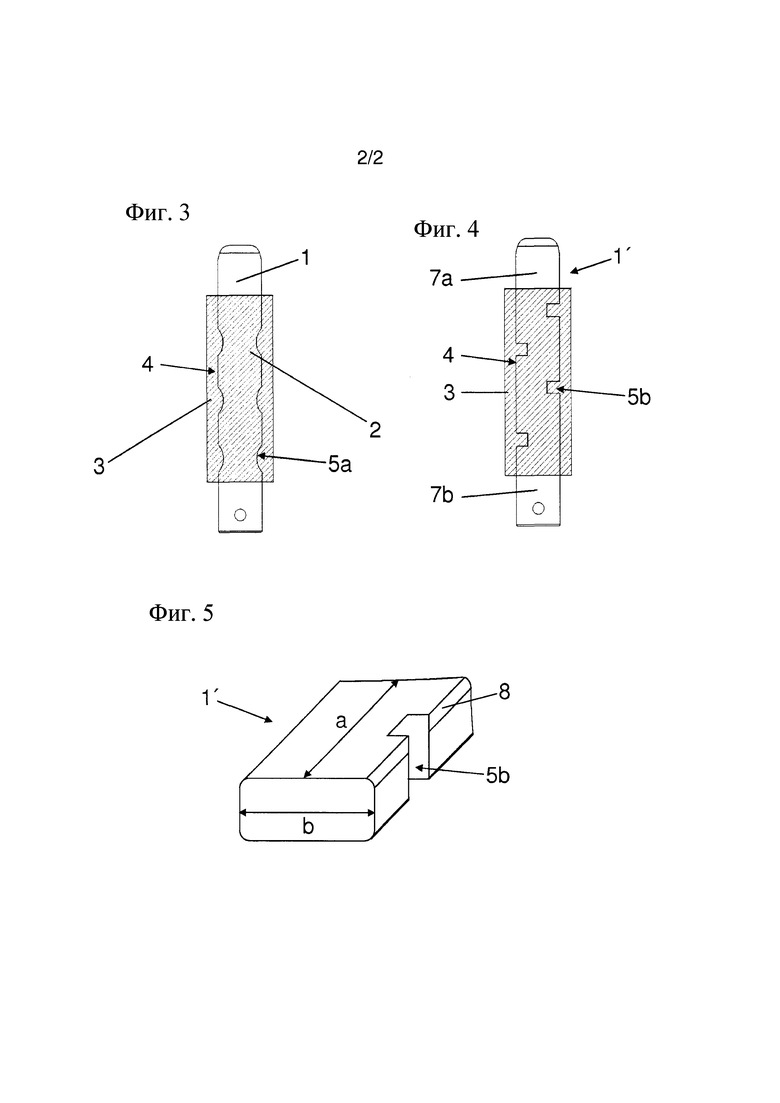
Это может предпочтительно достигаться за счет того, что продольные кромки указанного по меньшей мере одного плоского контакта со стороны заливки предварительно зачеканены посредством процесса штамповки и поэтому скруглены по периметру. Плоский контакт имеет, таким образом, не точно прямоугольное поперечное сечение, а прямоугольное поперечное сечение со скругленными переходами между сторонами поперечного сечения. Этот профиль схематично изображен на фиг. 5. По меньшей мере один плоский контакт имеет также на залитой отдельной части на ее краевых участках одну или несколько прямоугольных или закругленных выемок, которые в качестве примера изображены на фиг. 3 и 4. За счет этого ширина поперечного сечения плоского контакта изменяется в его осевом направлении.
Выемки способствуют тому, чтобы по меньшей мере один плоский контакт после заливки был с геометрическим замыканием соединен с заливочным материалом. Выемки образуют, кроме того, в осевом направлении плоского контакта лабиринтную структуру, которая вызывает многоступенчатое падение давления в граничащей среде, благодаря чему дополнительно улучшаются уплотнительные свойства контактного ввода. Этому способствует то, что заливочный материал в соответствии с изобретением при переработке не изменяет свой объем, и поэтому плотно заполняет выемки.
Особенно предпочтительно также, когда по меньшей мере один плоский контакт и заливочный материал обладают по возможности близким, а в идеальном случае одинаковым коэффициентом теплового расширения. Благодаря этому в широком диапазоне температур можно избежать как механических напряжений, так и образования пустот, которые ухудшали бы уплотнительные свойства.
Соединение материала между по меньшей мере одним плоским контактом и образованным путем заливки пластмассовым элементом может дополнительно улучшаться посредством нанесения адгезива.
Особенно предпочтительно также, чтобы вследствие хороших уплотнительных свойств и высокой термостойкости безусадочного дуропласта незалитые концевые участки по меньшей мере одного плоского контакта могли обрабатываться посредством гальванического процесса без затрагивания им залитых областей. Благодаря этому залитые и незалитые области по меньшей мере одного плоского контакта могут снабжаться различными гальваническими покрытиями, которые обладают особенно благоприятными свойствами для данной области.
Так, например, может быть предпочтительно предусмотрено, чтобы исключительно незалитые области указанного по меньшей мере одного плоского контакта имели оловянное или серебряное покрытие.
Для этого в процессе изготовления сначала заливаются не подвергшиеся поверхностной обработке и при необходимости снабженные защитой от окисления плоские контакты, а затем выступающие из пластмассового элемента концы плоских контактов подвергаются поверхностной обработке и при необходимости пассивируются. Так как при этом обрабатываются только отдельные участки плоских штекеров, кроме того, предпочтительно достигается экономия серебра и пассивирующего средства.
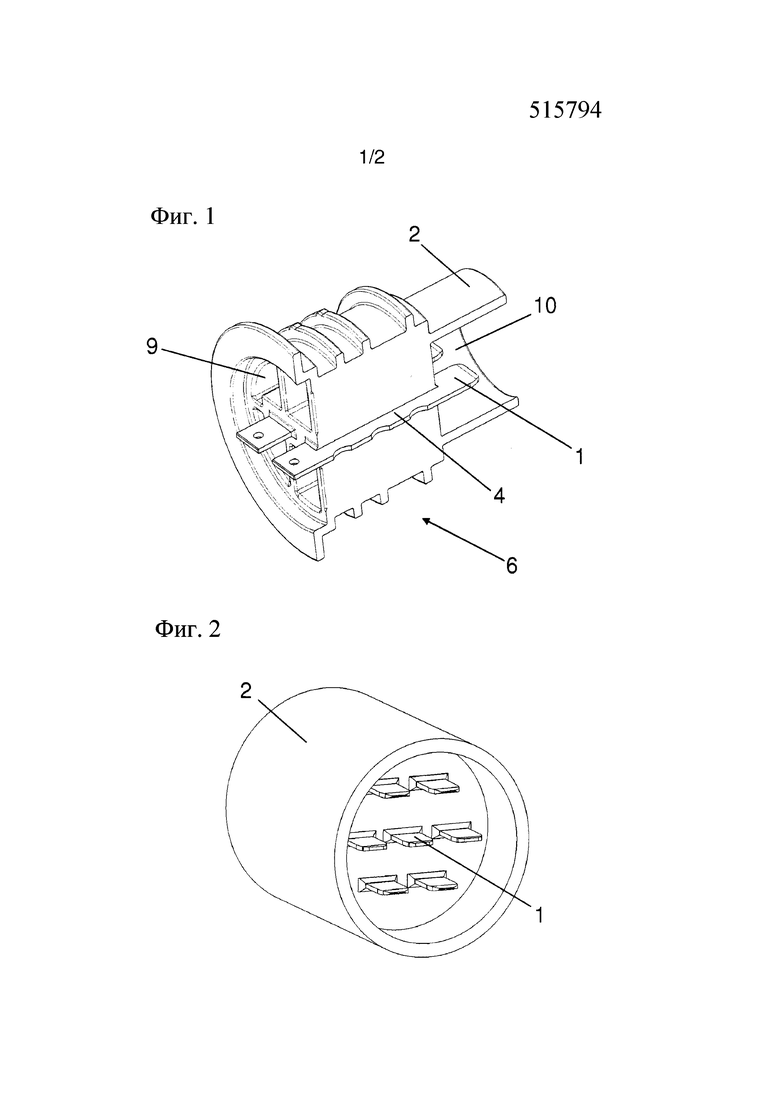
Другие детали предпочтительных вариантов осуществления предлагаемого изобретением контактного ввода содержатся в описанном ниже чертеже. На фиг. 1 показан вид сечения корпуса 6 штекерного соединителя, который имеет непроницаемый для текучих сред ввод из плоских контактов 1 между двумя отделениями 9, 10. Корпус 6 штекерного соединителя изготовлен в виде детали, полученной литьем под давлением, при этом для изготовления корпуса 6 штекерного соединителя отдельные участки 4 плоских контактов 1 заливались безусадочным дуропластом.
Изображенный на фиг. 1 двухполюсный вариант осуществления контактного ввода, разумеется, является только примером. Предлагаемый изобретением контактный ввод может иметь свободно задаваемое количество залитых плоских контактов 1, в частности, могут также выполняться контактные вводы, снабженные каждый одним-единственным плоским контактом 1, или же имеющие большее количество плоских контактов 1. На фиг. 2 в качестве другого примера показан контактный ввод, снабженный семью плоскими контактами 1, которые расположены тремя параллельными друг другу рядами.
На фиг. 3 и 4 изображен в каждом случае один отдельный плоский контакт 1, 1′, который на отдельной части 4 окружен заливкой 3. Изображенная в виде заштрихованной поверхности заливка 3 поясняет при этом схематично в каждом случае непосредственно окружающую плоский штекер 1, 1′ часть объема пластмассового элемента 2, который показан на фиг. 1 или, соответственно, 2.
В пределах окруженной заливкой 3 отдельной части 4 плоский контакт 1, 1′ имеет несколько изменений поперечного сечения, которые выполнены в форме закругленных выемок 5а (фиг. 3) или, соответственно, прямоугольных выемок 5b (фиг. 4) в продольных сторонах плоского контакта 1 или, соответственно, 1′. Заливка 3 образует с выемками 5а или, соответственно, 5b соединение с геометрическим замыканием, которое благодаря свойствам «нулевой усадки» предусмотренного для этого дуропласта является непроницаемым для текучих сред в широком диапазоне температур и давлений.
Также после процесса заливки незалитые концевые участки 7а, 7b плоского контакта 1, 1′ могут подвергаться гальванической обработке; например, снабжаться серебряным покрытием для улучшения электрических контактных свойств.
На фиг. 5 показан участок изображенного на фиг. 4 плоского контакта 1′ на виде в поперечном сечении. Видна одна из выемок 5b, за счет которых ширина b поперечного сечения плоского контакта 1′ изменяется в его осевом направлении а. Различимы, кроме того, скругленные продольные кромки 8 плоского контакта 1′, которые со стороны штамповки штамповочным инструментом и со стороны заливки сформированы путем предварительного зачеканивания на плоском контакте 1′. Скругленные продольные кромки 8 существенно улучшают соединение плоского контакта 1 с заливочным материалом.
Список ссылочных обозначений
1, 1′ - Плоский контакт
2 - Пластмассовый элемент
3 - Заливка
4 - Залитая отдельная часть
5а - (Закругленные) выемки
5b - (Прямоугольные) выемки
6 - Корпус штекерного соединителя
7а, 7b - Концевые участки
8 - Продольные кромки
9, 10 - Отделения
а - Осевое направление
b - Ширина поперечного сечения
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗГОТОВЛЕНИЕ ИЗОЛИРОВАННОГО ТВЕРДЫМ ЭЛЕКТРОИЗОЛЯЦИОННЫМ МАТЕРИАЛОМ ПОЛЮСА ВЫКЛЮЧАТЕЛЯ | 2003 |
|
RU2318265C2 |
| МНОГОПОЛЮСНЫЙ КАБЕЛЬНЫЙ РАЗЪЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПОЛЮСНОГО КАБЕЛЬНОГО РАЗЪЕМА | 2012 |
|
RU2565385C1 |
| МОДУЛЬ ШТЕКЕРНОГО СОЕДИНИТЕЛЯ | 2015 |
|
RU2627500C1 |
| ЭЛЕКТРИЧЕСКИЙ КОММУТАЦИОННЫЙ АППАРАТ | 2011 |
|
RU2568676C2 |
| ВСТАВНОЙ РАЗРЯДНИК, СОДЕРЖАЩИЙ ОДИН ИЛИ НЕСКОЛЬКО ЭЛЕМЕНТОВ ЗАЩИТЫ ОТ ПЕРЕНАПРЯЖЕНИЙ | 2007 |
|
RU2398327C1 |
| ЭЛЕКТРИЧЕСКИЙ ШТЕКЕРНЫЙ СОЕДИНИТЕЛЬ, СНАБЖЕННЫЙ БЛОКИРОВОЧНОЙ СКОБОЙ | 2010 |
|
RU2540917C2 |
| СЕНСОРНЫЙ ДАТЧИК | 1996 |
|
RU2190837C2 |
| МОДУЛЬ ДЛЯ ЗАЩИТЫ ОТ ПЕРЕНАПРЯЖЕНИЙ ДЛЯ МОДУЛЬНОГО ШТЕКЕРНОГО СОЕДИНИТЕЛЯ | 2017 |
|
RU2719766C1 |
| ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПАРАМЕТРА ТЕКУЧЕЙ СРЕДЫ | 2008 |
|
RU2482452C2 |
| УСТРОЙСТВО ИНДИВИДУАЛЬНОГО УПРАВЛЕНИЯ СЕКЦИЕЙ ЩИТОВОЙ МЕХАНИЗИРОВАННОЙ КРЕПИ | 2005 |
|
RU2301340C2 |
Изобретение касается непроницаемого для текучих сред контактного ввода через пластмассовый элемент, содержащего по меньшей мере один плоский контакт, который на залитой отдельной части имеет одно или несколько изменений поперечного сечения. При этом пластмассовый элемент состоит из безусадочного дуропласта, а продольные кромки по меньшей мере одного плоского контакта скруглены. Технический результат - создание непроницаемого для текущих сред контактного ввода, который может быть применен в штекерных соединителях с плоскими контактами в средах с высокими давлениями и температурами. 9 з.п. ф-лы, 5 ил.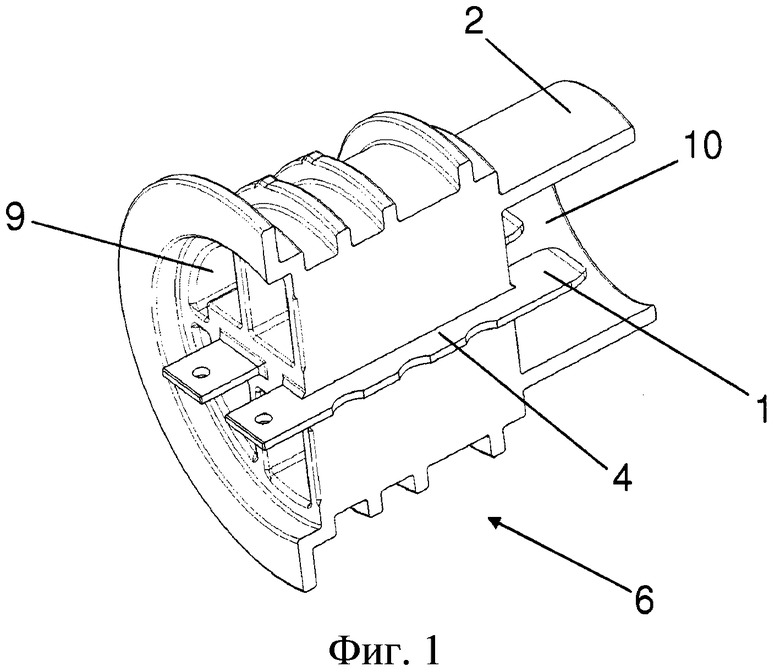
1. Непроницаемый для текучих сред контактный ввод через пластмассовый элемент (2), содержащий по меньшей мере один плоский контакт (1, 1'), который на залитой отдельной части имеет одно или несколько изменений поперечного сечения,
отличающийся тем,
что пластмассовый элемент (2) состоит из безусадочного дуропласта, и
продольные кромки (8) по меньшей мере одного плоского контакта (1, 1') скруглены.
2. Непроницаемый для текучих сред контактный ввод по п. 1, отличающийся тем, что изменения поперечного сечения выполнены посредством выемок (5а, 5b).
3. Непроницаемый для текучих сред контактный ввод по п. 1, отличающийся тем, что по меньшей мере один плоский контакт (1, 1') и пластмассовый элемент (2) имеют одинаковые коэффициенты теплового расширения.
4. Непроницаемый для текучих сред контактный ввод по п. 1, отличающийся тем, что между по меньшей мере одним плоским контактом (1, 1') и пластмассовым элементом (2) введен адгезив.
5. Непроницаемый для текучих сред контактный ввод по п. 1, отличающийся тем, что пластмассовый элемент (2) образует корпус (6) штекерного соединителя.
6. Непроницаемый для текучих сред контактный ввод по п. 5, отличающийся тем, что контактный ввод образует многополюсный штекерный соединитель.
7. Непроницаемый для текучих сред контактный ввод по п. 1,
отличающийся тем, что незалитые концевые участки (7а, 7b) по меньшей мере одного плоского контакта (1, 1') обработаны посредством гальванического процесса.
8. Непроницаемый для текучих сред контактный ввод по п. 1 или 7, отличающийся тем, что по меньшей мере один плоский контакт (1, 1') по меньшей мере на отдельных участках имеет оловянное или серебряное покрытие.
9. Непроницаемый для текучих сред контактный ввод по п. 1, отличающийся тем, что продольные кромки (8) по меньшей мере одного плоского контакта (1, 1') со стороны заливки предварительно зачеканены посредством процесса штамповки и при этом скруглены по периметру.
10. Непроницаемый для текучих сред контактный ввод по п. 1, отличающийся тем, что пластмассовый элемент (2) состоит из эпоксидной смолы, фенольной смолы или объемной формовочной смеси (Bulk Moulding Compound) со свойствами нулевой усадки.
| DE 102009058525 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ФРИКЦИОННОЕ ИЗДЕЛИЕ КОНСТРУКЦИИ ПИВНЯ - ИГНАТЬЕВА | 1991 |
|
RU2005929C1 |
| DE 9101786 U1, 08.05.1991 | |||
| DE 102005022670 A1, 23.11.2006 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

